���±��: 1004-0609(2006)06-0976-06
̼/̼����ȼ�������ʴ����������
������1, 2, ������1, ���շ�1, ������1, ����ͬ1, �ܵ���2
(1. ������ҵ��ѧ �����½ṹ���ϲ��Ϲ����Ƽ��ص�ʵ����, ���� 710072;
2. �Ͼ�������ѧ ���Ͽ�ѧ�빤��ϵ, �Ͼ� 210094)
ժ Ҫ: ���õ����ӵ绡�綴��ʴʵ��װ��ģ��ȼ����ķ��ۻ���, ������̼/̼����(C/SiC)ȼ�������ʴ����, ̽����ȼ�������ʴ����, ����ƽ�污��ģ�Ͷ�ȼ����Ŀ��������ܽ����˳��������� �������: ȼ����������������ȼ�������֮��ļнǶ�ȼ��������ʴ�ʵ�Ӱ��ϴ�, ���ϵ�����ʴ�ʴ�ǰ������������(��ֱȼ����)�����ֵ1.007mm/s�½�����ȷ���(ƽ����ȼ����)����Сֵ0.052mm/s, ��������20��; ȼ�������ʴ������Ҫ��������ʴ�ͻ�е��ʴ��ͬ����; ͬʱ, �������ܵ�����Ӧ�����������ʧЧ����Ҫԭ��
�ؼ���: C/SiC���ϲ���; ȼ����; ��ʴ; ������ ��ͼ�����: TB332
���ױ�ʶ��: A
Ablation and thermal shock resistance properties of C/SiC jet vane
PAN Yu-song1, 2, XU Yong-dong1, CHEN Zhao-feng1,
CHENG Lai-fei1, ZHANG Li-tong1, XIONG Dang-sheng2
(1. National Key Laboratory of Thermostructure Composite Materials,
Northwestern Polytechnical University, Xi��an 710072, China;
2. Department of Material Science and Engineering,
Nanjing University of Science and Technology, Nanjing 210094, China)
Abstract: The ablation properties of C/SiC composites jet vane were evaluated using the plasma wind tunnel ablation equipment. The ablation mechanism of C/SiC composites was explored and the thermal shock-resistance of the jet vane was analyzed by plane flake board model. The results show that the angle between the plasma gas flowing direction and jet vane present great influence on the ablation of C/SiC composites. The linear ablation ratio of the composites decreases from the maximal value of 1.007mm/s at the front direction of jet vane to the minimal value of 0.052mm/s at the brim direction of the component. The difference value between these two ablation ratios is at a factor of about 20. The ablation mechanisms of components are particles erosion and mechanical denudation. Material failure is mainly caused by the thermal stress.
Key words: C/SiC composites; jet vane; ablation; thermal shock resistance
ȼ������һ���ڻ�������й�����������, ���ڵ�����������������, ��һ����ɿ��������������Ʒ�ʽ, ͨ��������ܳ��ڵ��ⲿȼ������, ͨ����������ƫת���ﵽ�ı������ķ��� ���ڵ��г�Һ���-�ص��������ػ��, ������ʯī����������ȼ���档 ����, �������ػ����Զ�̵�-�ص�����չ����, ȼ����������Ѳ����������Ҫ��, �����ڶ�����¼���ȡ���� ���ŵ�-�ء� ��-�ա� ��-���ͷ�DZ��ս�����崹ֱ���䵼���ķ�չ, �ڿ�����, ����ȼ���淽�����������ŵ���������ʦ�������� ����, ���������������������кܸߵ��¶Ⱥͼ�ǿ�ĸ�ʴ��, ͬʱ, Ϊ������ȼ������߷������ıȳ�, �����ƽ�����һ�����Ӵ����Ľ�����ĩ�� ����Щ�ƽ�����ȼ�ղ����к��д�����Al2O3����, ����ȼ������зdz�ǿ�ij�ˢ���� ʯī�������Եֿ�ǿ��ij�ˢ���� ���, ȼ���������ø�ǿ�ȡ� ����ʴ�Ϳ���ˢ�����ۺϽ����[1-7]�� ��Ȼ���۽������Ͼ��п���ʴ���������һϵ���ŵ�, ����ͳ���۽������ϵ����ȱ�������ܶ�̫��, �Ӷ�Ӱ�����������ij��ʱ�, ����˻���Ĺ���Ч�ʡ�
C/SiC���ϲ��Ͼ��п���ʴ�� ����ʴ���ͳ�ˢ��һϵ�����������[8, 9]�� ͬʱ, �������ŵ����ܶȵ�, Ϊ��ͳ���۽�����1/9 ~ 1/10, ��һ���������������Ƚṹ���ϡ� �����ڹ������������ȸ����Ƚṹ����ʱ, ����Ч�����������Ĺ���Ч�ʡ� �¹��Ժ�ѳɹ���C/SiC���ϲ�������ȼ����[10], �����ڶԴ��о����б����� ���, �о�C/SiC���ϲ���ȼ�����ڹ����������������е���ʴ����ʮ�ֱ�Ҫ�� ��������Ŀ��, �������߶Թ�������������C/SiC���ϲ����Ʊ���ȼ���湹�������˵���ģ�⿼��ʵ��, ����C/SiC���ϲ���ȼ�������ʴ���ܺ���ʴ���������˷���; ͬʱ���俹�������ܽ����˳���̽��, Ϊȼ�������������ṩһ����ʵ�����ݡ�
1 ʵ��
1.1 ȼ������Ʊ�
C/SiC���ϲ���ȼ�����ɶ�ά̼�������ͨ����ѧ���������(CVI)���ն���������ܻ��Ʊ����ɡ� CVI���̲���H2Ϊ����, ͨ�����ݵķ�ʽ����Ӧ��CH3SiCl3���뵽��Ӧ���ڡ� SiC�ij�������: H2��CH3SiCl3���Ħ����Ϊ10��1, �����¶�Ϊ1100��[11, 12]�� ͼ1��ʾΪC/SiC���ϲ���ȼ�����ʵ����ò��
1.2 �綴��ʴʵ��

ͼ1 C/SiC���ϲ���ȼ����ʵ����òͼ
Fig.1 Illustration of C/SiC composites jet vane
C/SiC���ϲ���ȼ�������ʴ����ʵ����õ����ӵ绡�����豸���С� Ϊģ��ȼ�������ʵ���ۻ���, �ڵ绡�綴������ȼ�����м���Al2O3����, Al2O3���ӵ�ƽ����������29��m, С��100��m �� C/SiCȼ����ľ���ʵ���������1��ʾ��
��1 ȼ����綴ʵ������
Table 1 Test condition of jet vane
1.3 ����ʴ�ʲ���
ͼ1��ʾȼ�����ʵ��ͼ������ʶ��3������ֱ�Ϊ����ȼ��������ʴ�ʵ�λ�á� ��ÿ��������ѡ��ijһλ��Ϊ�ο�λ��, ����ǧ�ֳ߷ֱ����ȼ������ʴǰ���Ե�����������ǰ����������������ڲο�λ�õı仯, ���仯��������ʴʱ�伴��ȼ�����������������ϵ�����ʴ��; ��ȷ��������ʴ��Ϊ��ʴǰ��ȼ�����ȵļ�������ʱ��ı仯�ʡ�
2 ���������
2.1 ȼ������ʴ����
ͼ2��ʾΪC/SiC���ϲ���ȼ������ʴ����3�������ϵ�����ʴ��Rd�� ��ͼ��֪, ȼ�����ظ����������ʴ�����ܴ�, ��ʴ�������ȡ� ȼ������ǰ������������(Front direction)(ͼ1)�ﵽ�������ʴ��1.007mm/s�� �غ�ȷ���(Parallel direction)������ʴ��Ϊ0.052mm/s, ��������20���� ��Ե����������(Brim direction)������ʴ��Ϊ0.523mm/s, ��ֵ����ǰ������������ͺ�ȷ���֮�䡣

ͼ2 ȼ���������ʴ��
Fig.2 Linear rate of jet vane
ȼ�����ڲ�ͬ��������ʴ�ʵIJ�����Ҫ��Al2O3���ӵ���ʴ�йء� ������ʴ������Ҫ������������: ������ʴ��������ʴ������ײ���������������� ����, ���ӵ���ʴ�����������ٶ�vp�� �������ʡ� �뾶Rp�Լ�ײ����(�������������ļн�)��p���йء� ��������ʴ����������ʴ��Ϊ[13]:

����ײ��������ʱ������������Ϊ[13]:

ʽ�� C��Ϊײ��������ϵ��, vp, xΪ���Ӵ�ֱ��ײ������ٶȷ�����
��ʽ(1)��֪, ������ʴ����������ʴ�������ӵ�ײ�����й�, ײ����Խ��, ������ʴ����������ʴ��Խ�� ��ȼ�����ǰ��������������, ײ����ԼΪ90��; ��Ե�����������ײ����ԼΪ45��; ��ȷ����ײ���Ǽ���Ϊ0�㡣 �ɴ˿�֪, ��������ʴ����������ʴ����ȼ����ǰ���������������, ���ں�ȷ�����С�� ��ʽ(2)��֪, ����ײ��������ʱ�����������������ӵ�ײ���Ǻʹ�ֱ��ײ����������ٶȷ����й�, ײ���Ǻ����ӵĴ�ֱ�ٶȷ���Խ��, ���Ӳ�����������Խ�� �������������Ȼ���²��ϵ�����ʴ�ʵ����ӡ� ��ȼ�����3����ʴ������, ǰ������������ֱ��ײ����������ٶȷ�����ײ�������; ��Ե�����������֮; ����ȷ�����С�� ����ʵ������һ�¡�
ͬʱ, ȼ��������ʴ�ʵIJ�ͬ����������������ϽӴ���ļн��йء� ��ȼ����ǰ������������, ȼ�����ķ�������ʴ�洹ֱ, �ں�ȷ���, ������������ϵ���ʴ������, ��������ı߽�����ۺʹ���ѧ��֪[14, 15], ������������ϵ���ʴ������ʱ, ���ϱ����ܵ���������ˢ���Ȳ���ǰ�������������ܵ��ij�ˢ��ҪС, ͬʱ������ڲ����ݵ�����ҲС�ڲ���ǰ�����������ݵ������� �������ϸ������ص�����, ������ȼ�����ڲ�ͬ�ķ���������ʴ�ʴ��ڽϴ�IJ��졣
2.2 ȼ������ʴ����
2.2.1 ������ʴЧӦ
Ϊ��ģ��ȼ�������ʵӦ�û���, ʵ������м�����Al2O3���ӡ� ͼ3��ʾΪȼ������ʴ�������ʴ������ò�� ��ͼ3�пɿ���, ���ϱ����б�Al2O3����ײ�������µİ��ӡ� ����ȼ�����д������ٸ��ܹ������ӶԲ��ϱ����ǿ��ײ��, ��ʱ, ���Ӵ��е�����������ײ, �ܿ콫�������ݸ�����, ʹ�ò��ϵľֲ������ڶ�ʱ���ڴﵽ�ܸߵ��¶�; ������, ��Щ���ӱ���Ҳ�ܵ�ʵ����ϵķ����ö����鼰�ۻ�, �Ӷ���һ��ʹ���ϱ����¶����ߡ� ͬʱ, ���ӵĴ��ڽ������Ӳ��ϱ���Ĵֲڶ�, �Ӷ����������Ļ���, �Ӿ���ϵ���ʴ�� ��һ����, ����ֲڶȵ������������ֲ�������, ����ڲ��ϵı��渽�����γ�����, �������γ���������ֲ������ľۼ�, ���ֲ������ľۼ��ּ����˲��ϵ���ʴ, ������ʴ�ļ������γɸ��������, �ɴ��γ�һ�����Ϻ�ѭ���Ĺ���, ���²�����ʴ�������ء�
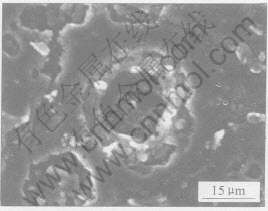
ͼ3 Al2O3������ʴ�������ò
Fig.3 Microstructure of eroded jet vane by Al2O3 particle
2.2.2 ��е��ʴЧӦ
ȼ�������ʴ�����п�����ʴ, ͬʱ�����ڻ�е��ʴ����, ��ά��������ˢ���뿪̼�������, ��ͼ4��ʾ�� ����Ҫ��������ά�ͻ���֮��������ϵ�����ڲ������������ЧӦ�� �ڸ���ȼ����������, �����ڼ���ʱ���ھͻ�ﵽ�ܸ��¶�, ��ά�ͻ���֮��������ϵ���IJ��콫������Ӧ���� ������������Ӧ����ǿ�ȳ�����ά�ͻ���֮��Ľ��ǿ��ʱ, ��ά�ͻ��彫������ճ�� ����ڸ߳�����ȼ������������, ��ά����ˢ��, ֻ���»��塣
2.3 ȼ���濹��������
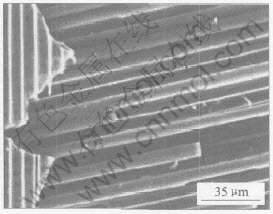
ͼ4 ��ά����ʴ�������ò
Fig.4 Microstructure of denudated fiber
��ʴ��C/SiCȼ����ĺ����ò��ͼ5��ʾ�� ��ͼ�ɼ�, ȼ�����غ�ȷ�����ֲ��ѡ� ����Ҫ����ϵĿ��������ܺͲ��ϵIJ�����ǿ���йء� ȼ����������Ϊ�ɷ�Ϊ������: ȼ���濪ʼ�Գ�ʱ��˲�������Ƚκ��Գ������ȴ�Ρ� �ڿ�ʼ�Գ�ʱ��˲��, ���ڳ�����״̬��ȼ����ͻȻ����3200�����ҵ�ȼ�����, �¶��Դ���2000��/s�ٶ�����, ��ȼ������ɼ�������� ����˲�䵼��, �����ȹ��ԵĴ���, ij�����Ŷ�������˲��Ϊ����������, �������Ĵ����ٶȽ���, ���������γ�ǿ�ҵ��¶ȳ������ ����ǿ�ҵij���������ڲ����ڲ��γɺܸߵ��¶��ݶ�, ʹ���ϲ����ϸߵĶ�̬��Ӧ��, һ���������ϵ�����Ӧ��, ���Ͼͻ�����[16, 17]�� ͬ��, ��ȼ�����Գ������ȴ�β����ڲ�Ҳ�������¶��ݶȶ���������Ӧ����

ͼ5 ȼ������ʴ��ĺ����ò
Fig.5 Macrostructure of ablated jet vane
����ȼ����ļ��νṹ�ص�, ��ȼ�������ܵ���Ӧ�����з���ʱ, ����Ϊ����������, ���������ʾ��ͼ��ͼ6��ʾ�� ��ȼ����ͻȻ���Ⱥ���ȴ��˲��, ȼ����y����(��Ӧ��ȷ���)�ĺ�Ƚ�С, ��ֱ��y���ƽ���ϵ��¶����; ����x���z�᷽����, ȼ����ı�����ڲ����¶��в���, ͬʱǰ����������������ܵ�����(��x=��z=0), ���������Ӧ���� ȼ����y���������������(��y=0)��
���ݹ��廢�˶���:

����ʽ(3)�� (4)��(5) ���

ʽ�� ��Ϊ���ϵ�Ӧ��; ��Ϊ�������ܵ���Ӧ��; EΪ���ϵĵ���ģ��; ��Ϊ���ϵ�������ϵ��; ��Ϊ���ɱ�; ��TΪ�������ܵ��²
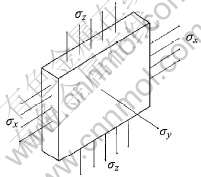
ͼ6 �������Ӧ��ͼ
Fig.6 Thermal stress illustration of thin board
����ȼ�����ڼ���ʱ, ���������һ����¶�T��ʱ��t�;���x�ĺ���T=f(t, x)�� ����ijһʱ������㴦��Ӧ��������ڸõ��¶�T��ȼ�����ڸ�ʱ�̵�ƽ���¶�Tav֮��IJ��, ����ʽ(6)�����ó�:

�������¶�ͻȻ�ı�ʱ, �����¶��ݶȺ���Ӧ���Ĺ�ϵʽ(7)�Գ����� ��ȼ����ͻȻ��������ʱ, �¶ȷֲ���������״, �����¶�Ts��ƽ���¶�Tav��, �������ѹӦ��, �����¶�Tc��ƽ���¶ȵ�, �������IJ�����Ӧ���� �������Ϸ���, ȼ�����������Ӧ��ֵ��maxһ���ڱ��漰���IJ�λ�仯�ϴ� ��Ҫ�������ܵ���Ӧ��С�ڲ��ϵļ���ǿ�Ȧ�b, ʽ(7)�����任�ɵò�����������������²TmaxΪ

���ϵķ���ֻ�Ǵ�����������˲�������ʱ���ܳ��ܵ�����²�, ��������ʵ������¼��临��, ȼ���沿���Ƿ������Ӧ������, ����Ӧ����max�Ĵ�С�������еĹ�ϵ, ���������ܵ���Ӧ��������ϵĵ���ϵ���� ��״�ߴ硢 ���ϱ���Ի��������ȴ��ݵ��������йء� ����, ȼ�����Ƿ������Ӧ�����ѻ�����Ӧ����ȼ�����еķֲ��� Ӧ�����������ʺͳ���ʱ�䡢 ���ϵľ����ԡ� �Լ�ԭ�е����Ƶ�����йء� ���, ���ܼ���Ϊ��Tmax���Dz����������ܵ�����¶Ȳ
�����Ϸ�����֪, ��俹����ǿ�Ƚϵ��Ƕ�ά����C/SiC���ϲ��ϵĵ���ȱ��, ���Եֿ����ϲ����ڸ��������������������ǿ����Ӧ���� Ϊ�˽�һ����߸��ϲ���ȼ����IJ�俹����ǿ�ȺͿ���������, ���������άԤ����Ľṹ��ơ�
3 ����
1) C/SiC���ϲ���ȼ������������ͬ���������ʴ�ʴ��ںܴ�IJ���, ǰ������������ﵽ���ֵ1.007mm/s, ��ȷ������Сֵ0.052mm/s�� ������ʴ���ɸߵ��͵�˳��Ϊ: Rd(ǰ������������)>Rd(��Ե����������)>Rd(��ȷ���)��
2) C/SiC���ϲ���ȼ�������ʴ������������ʴ�� ��е��ʴ��ȼ����ˢ��ͬ���á� ������ʴ��ȼ�������ʴ���ܾ��кܴ��Ӱ��, �ڲ�ͬ�ķ�����, ������ʴ��ȼ��������ʴ�ʵĹ��ײ�ͬ��
3) ���Գ���ȼ�����ƻ��Ļ�������, ȼ��������ʴ�����г����˺ܴ���Ӧ��, Ҫ�ɹ�Ӧ��C/SiC���ϲ���ȼ������������άԤ����Ľṹ����Խ�һ����߲��ϵIJ�����ǿ�ȺͿ��������ܡ�
REFERENCES
[1]������, ��, Фҵ��. ����ʸ������������ʸ�����[J]. ������ѧ, 1995, 13(2): 1-5.
GAO Yan-xi, JIN Chang-jiang, XIAO Ye-lun. Thrust vectoring control and thrust vectored nozzle[J]. Flight Dynamics, 1995, 13(2): 1-5.
[2]Bouscaurol A, Pietrzak M, de Fornel B. Comparison of Cartesian vector control and polar vector control for induction motor drives[J]. Mathematics and Computers in Simulation, 1998, 46: 325-337.
[3]��־��. ������ȼ������������о�[J]. �����뺽�����ؼ���, 1995, 216(4): 50-54.
LIU Zhi-heng. The aerodynamic design research of gas vane of solid rocket[J]. Missiles and Space Vehicles, 1995, 216(4): 50-54.
[4]����, ����, ������. �տյ�����Ƕ���̬����ʸ�������о�[J]. ����ѧ��, 2004, 25(3): 142-146.
WANG Peng, CHEN Wan-chun, YIN Xing-liang. Large angle attitude thrust vector control an air-to-air missile[J]. Journal of Astronautics, 2004, 25(3): 142-146.
[5]���庣. dz��ȼ������������ʵ�鷽��[J]. ���ձ���, 2001, 6: 14-16.
HOU Qing-hai. Test method of measuring air dynamic force of jet vane[J]. Aero Weaponry, 2001, 6, 14-16.
[6]Costa Pereira N H, Borges J E. Study of the nozzle flow in a cross-flow turbine[J]. International Journal of Mechanical Siciences, 1996, 38(3): 283-302.
[7]�ŵ���, ����. ����������ƽ�������չ����[J]. ����������, 1997, 27(4): 3-13.
ZHANG De-xiong, LI Hong-jun. A review of the recent advancements of solid rocket propulsion technology[J]. Journal of Solid Rocket Technology, 1997, 27(4): 3-13.
[8]CHENG Lai-fei, XU Yong-dong, ZHANG Li-tong, et al. Corrosion of a 3D-C/SiC composite in salt vapor environment[J]. Carbon, 2002, 40: 877-882.
[9]YIN Xiao-wei, CHENG Lai-fei, ZHANG Li-tong, et al. Oxidation behaviors of C/SiC in the oxidizing environments containing water vapor[J]. Mater Sci Eng A, 2003, A348: 47-53.
[10]EI-Hija A H, Krenkel W. Cost Analysis for the Manufacture of C/C-SiC Structural parts[C]. Krenkel W, Naslain R, Schneider H. Proceedings of High Temperature Ceramic Matrix Composites[C]. Viley VCH, 2001. 846-851.
[11]XU Yong-dong, ZHANG Li-tong. Three-dimensional carbon/silicon carbide composites prepared by chemical vapor infiltration[J]. J Am Ceram Soc, 1997, 80(7): 1897-1900.
[12]XU Yong-dong, ZHANG Li-tong`, CHENG Lai-fei, et al. Microstructure and mechanical properties of three-dimensional carbon/silicon carbide composites fabricated by chemical vapor infiltration[J]. Carbon, 1998, 36(7-8): 1051-1056.
[13]�κ���. �����������ʴ�ʹ��ȵĻ�������[J]. �ƽ�����, 1993(3): 22-28.
HE Hong-qing. Basic question of solid rocket motor nozzle ablation and thermal transmission[J]. Journal of Propulsion Technology, 1993(3): 22-28.
[14]�����, �Ӽҿ�. ���±߽�㴫��[M]. ����: ��ѧ������, 1986. 9.
BIAN Yin-gui, ZHONG Jia-kang. Thermal Transmission of High Temperature Boundary Layer[M]. Beijing: Science Press, 1986. 9.
[15]������. ����ѧ[M]. ����: �ߵȽ���������, 1997. 12.
YANG Shi-ming. Thermal Transmission[M]. Beijing: Senior Education Press, 1997. 12.
[16]���, ����, �����, ��. ���������������IJ���[J]. ����������, 1998, 21(2): 51-55.
SONG Gui-ming, ZHOU Yu, WANG Yu-jin, et al. Throat materials for solid rocket motors[J]. Journal of Solid Rocket Technology, 1998, 21(2): 51-55.
[17]IJ��ǿ, �����, Τ����, ��. ���ָ��²��Ͽ�ȼ����ʴ�����о�[J]. �����о�ѧ��, 1995, 7(5): 89-91.
MOU Ke-qiang, XU Ke-dian, WEI Ang-bang, et al. Burn-off and erosion resistance of several high temperature materials to solid propellant[J]. Journal of Iron and Steel Research, 1995, 7(5): 89-91.
������Ŀ: ���������о�������Ŀ
�ո�����: 2005-10-25; ������: 2006-03-06
ͨѶ����: ������, ����; �绰: 029-88494619; E-mail: ydxu@nwpu.edu.cn
(�༭��ѧ��)

