ϡ�н��� 2005,(06),860-864 DOI:10.13373/j.cnki.cjrm.2005.06.014
NdFeBճ�����ӹ�����
��ӱ Ϳ���
�Ĵ���ѧ���Ͽ�ѧ�빤��ѧԺ,�Ĵ���ѧ���Ͽ�ѧ�빤��ѧԺ,�Ĵ���ѧ���Ͽ�ѧ�빤��ѧԺ �Ĵ��ɶ�610064,�Ĵ��ɶ�610064,�Ĵ��ɶ�610064
ժ Ҫ��
Ӧ�ø�ѹëϸ�������Ǻ�HAAKEת��������, �о���ճ�������-6��������10%ʱ��NdFeBճ���������ͼӹ����ܡ��������:NdFeBճ����Բ��ϵ�ι����ϵ������Ϊ��ţ���ͼ�����Һ��, ���г��ߵ�����ճ��;������Ч�ؽ���ι������ճ��, ���Ƽӹ�����;��ż���������ӹ�����;�ŷ۵����ȷֲ���ι�ϵ�ճ�Ⱥͼӹ����������Ե�Ӱ�졣��ʵ������ΪNdFeBճ�����ע�䡢�������͵Ĺ��ղ���ȷ����ģ�ߺͻ�е����Լ��ӹ������Ŀ��Ƶ��ṩ�������ݡ�
�ؼ��ʣ�
���ܸ߷��Ӳ��� ;ճ����� ;�ӹ����� ;����ѧ ;
��ͼ����ţ� TM271
����飺 ��ӱ (E-mail: liuy5536@vip.sina.com) ;
�ո����ڣ� 2004-09-20
Process Properties of NdFeB Bonded Magnets
Abstract��
The rheological behaviors and process proper-ties of NdFeBbonded magnetic materials with10 %PA-6binder were studied by usingthe capillary rheometer andthe HAAKEtorque rheometer .The results showthat theflowage of feedstock exhibits pseudoplastic fluid and hasremarkably ultrahigh melt viscosity.The lubricant addi-tion decreases the viscosity and improves molding condi-tions effectively, whereas the coupling agent functions asreverse .The distributionof powder sizes obviouslyaffectsthe blends viscosity and process properties . This paperprovides some technical references for deciding suitableprocessing conditions and processing machinery design ofNdFeB bonded magnets .
Keyword��
functional polymer ;bonded neodymium;process property;rheological characteristics;
Received�� 2004-09-20
NdFeBճ�������Ҫ��NdFeB��ĩ (���ۡ� HDDR���Լ����������۵�) ��ճ��� (��������۱����ѵȷǴ��Բ���) �������ͨ��ѹ�ơ� ע����ȳ��ͷ����Ƴɡ� ������������������Ҫȡ���ڴ����ĩ�Ĵ�����; ��ѧ������Ҫ��������ʹ�õ�ճ����� ������, ������������������, ճ��NdFeB����������Ĵ����ܺͽϸߵ��Լ۱�, ���г�������졢 ���������; ����, ճ��NdFeB��ѧ��������, ���Ծ������ʹ���, �ر���ע����ͼ���, �ܹ������ظ�Ч�����߾��ȡ� ��Ƕ���� ��С�͵ĸ��Ӵ���, ���㷺���ڵ��Ӽ�����ⲿ�豸�Լ��������װ������������ ��������ȡ� ͨ��, �����칤�ս�NdFeBճ�����ֳ�4��: ѹ�Ƴ���ճ����塢 ע�����ճ����塢 ��������ճ������ѹ�ӳ���ճ�����
[1 ]
�� ��ȫ���г�����, NdFeBѹ�Ƴ��ʹ��巢չ��Ϊ����, ��ע�䡢 �������ͷ�չ����ͺ�
NdFeBճ�����ע�䡢 �������͵��ѵ���������Է�ĩ�� ճ�����ϵ�ӹ�ʱ���ߵ�ճ�Ⱥͼ���������ԡ� ����ճ�����Ҫ�������Ҫ��, ���ճ����ĺ�������ܵ� (7%��10%) , ���Ҵ��Է�ĩһ���Ƭ״, Ӳ�ȼ���, ����ʱ�������Լ���, ��ע�䡢 �������ͼӹ���е�� ����ģ�����űȽ������Ҫ�� Ŀǰ, ��������й�NdFeBճ�����Ĵ����ܺͻ�е���ܷ����о��϶�, ���������Ժͼӹ������Է�����о������漰
[2 ]
�� ����Ӧ�ø�ѹëϸ�������Ǻ�ת��������, ����ճ�������-6 (�������Ӽ�) 10%ʱ����������ͼӹ����ղ���, ����Ӱ��NdFeBճ�����ι��ճ�Ⱥͼӹ����ܵ�����, �Ա�ΪNdFeBճ������ע�䡢 ����������������ȷ���� ����ģ����ơ� ���ͻ�е��ƺ��������������ṩ�������ݡ�
1 ʵ ��
ʵ����ճ���Ϊ����6, B103F-1, �Ϻ�ij��ѧ����˾; �ŷ�Ϊ���������ŷ�, ʵ��������; ����ż����, KH550, ���⻯���о�Ժ; ��Ӳ֬��п, ����, �Ϻ�������������������˾��
����1���и��������, Ӧ�ø��ٻ�ϻ�����10 min, ��Ȼ���ɺ�, ˫�ݸ˼�������������, �������ԡ�
��1 ʵ���ø���ֵ���ȱ�
Table 1 Different component ratio of bonded neodymium
ż����
��
ճ���
����/%
����/%
����/%
����/%
ԭ��
90
0
0
10.0
200��400
90
0
0
10.0
��200
90
0
0
10.0
��200
90
0
0.8
9.2
��200
90
0.8
0
9.2
˫�ݸ˼���������ʱ�ļ������ղ������2��ʾ��
ճ��NdFeB����ʹ�ø�ѹëϸ�������ǽ�������������ԡ� ��ѹëϸ�������� RHEOGRAPH2002, �¹�GOTTFERT ��˾����; ���Բ���Ϊ: ����Ͳ������Ԥ���¶Ⱥ�, ��������ŷۻ���ϼ�����Ͳ, ѹʵ, ����15 min, ��ʼ����; ëϸ�ܲ���Ϊ: ֱ��1 mm, ����5 mm, ������5��1, ����ֱ��20 mm��
ʹ��HAAKEת�������ǻ���������ܻ��� ��ϲ���ʵ��, HAAKEת��������, RC-90, HAAKE��˾������ ���豸Ԥ��һ��ʱ���, ����A, C, D, E 4���Ͻ����ܻ��� ����Ч��ʵ��Ա�; ����HAAKEת�������Ǽ�����, ģ��ʵ�ʼӹ�����, ���Ը������ղ����Լ����ͼӹ��ԱȽϡ�
ʹ��HAAKEת����������˫�ݸ˼�����ģ��ճ��NdFeB����ӹ��� ��˫�ݸ˼���������331 mm; ���ֱ����31 mm, С��ֱ����19 mm; ʵ������¶�Ϊ: ���϶�210 ��, ѹ����230 ��, ���ڶ�250 ��, ������250 ��; �ݸ�ת��30 r��min-1 ; ������ģΪ��4 mm��3 mm��
2 ����������
2.1 ճ��NdFeB����������
2.1.1 ճ��NdFeBӦ��-Ӧ�����ʹ�ϵ������������
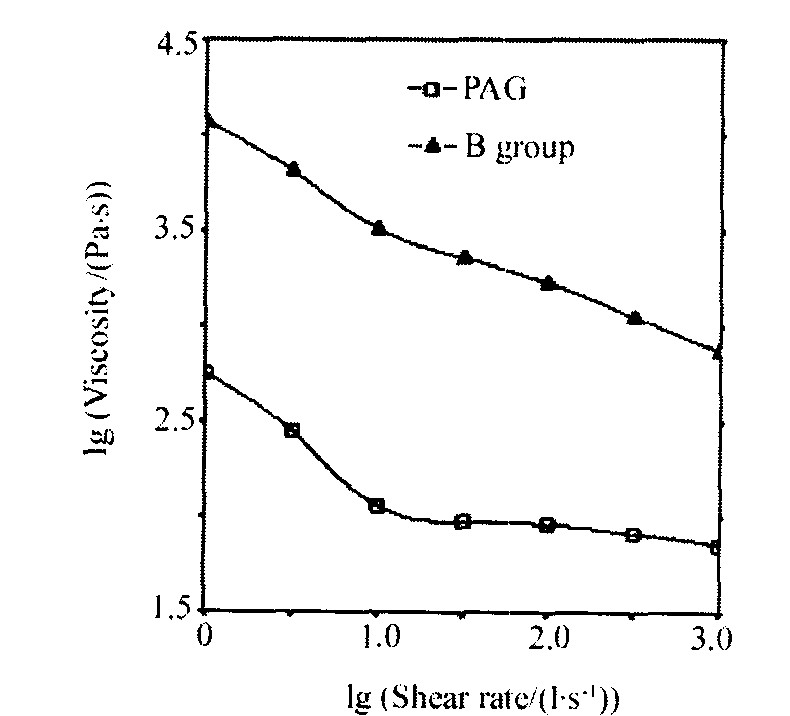
ͼ1���������¶�240 ��ʱ, ��ëϸ�������Dz�õĴ�����-6��B�����������ϼ���Ӧ����������ʵĶ�����ϵ, ���ż������ʵ�����, ����-6�����������ϵļ���Ӧ��Ҳ��Ӧ����, �����ӵķ��Ȳ�һ��; �ڻ����ͬ�ļ�������ֵʱ, ճ������������Ҫ�ļ���Ӧ��ԶԶ���������ļ���Ӧ���� ͼ2Ϊ����ͬ��������������-6��B���ϵ�ճ����������ʵĶ�����ϵ, ��ʾ��ճ��NdFeBι����ϵ��������Ϊ�ڲ��Եļ������ʷ�Χ��, ���ż������ʵ�����, ճ���½�, ���ֳ���ţ���ͼ�����Һ������ʡ�
ճ�������������Ϊ����ճ��� (�ۺ���) �м����װ�����Ľ������Է�ĩ, ճ���������Ϊ������ʪ����ȫ�������Է�ĩ, ������Է�ĩ����������, ��˴�����ͼӹ�ʱ��������ϵ����Ϊһ�ָ������� (��ɢ��) ����ճ����Һ�� (������) �ľۺ��ﳬ�����������ϵ, ���ڹ�������Һ��ϵ�� �����ʵ�
[3 ]
��Ϊ, �������л����ĸ߷���Ũ����Һ��ϵ��ʼ������, ���ֳ���ţ������������, ���������ճ����������ʵ�������½��� �������
[4 ]
�ڿ����ĩע�����ʱ��Ϊ, (������ĩע��) ��ĩװ�����Ĵ�С���ڼ������������Ϊ������û��Ӱ�졣 ����������, ����NdFeB�ŷ۵������ٷֺ����ܸ�, ��ճ��NdFeB�Ļ�����ϵ��������Ϊ�봿ճ�����������Ϊ���ƾ���һ����, ��ͼ1�ļ���Ӧ����������ʵĹ�ϵ�� ͼ2��ճ����������ʵĹ�ϵ, ��Ȼ���ڼ����������������Ϊ, ������ճ����������� (����Ӧ��) �����߶��½�, ���м��б�ϡ�����ʡ�
��2 ˫�ݸ˼���������ʱ�ļ������ղ�����
Table 2 Mixing parameters of twin screw extruder
������ת��/-1 )
ѹ����
�ۻ���
������
��ͷ
230
240
240
230
80
ͼ1 240 ��ʱ������ B���������϶�������Ӧ��������������ʵĹ�ϵͼ
Fig.1 Relationship between logarithm shear stress and logarithm shear rate of bonded NdFeB and nylon at 240 ��
ͼ2 240 ��ʱ������ B���������϶���ճ��������������ʵĹ�ϵͼ
Fig.2 Relationship between logarithm viscosity and logarithm shear rate of bonded NdFeB and nylon at 240 ��
��3�������¶�240 ��ʱ, ��ëϸ�������Dz�õ�A��������������ͬ�ļ������ʷ�Χ�ڵ�ճ��ֵ�� ��ͼ2, ��3���Կ���, ����90%���Է�ĩ��Ļ�����ϵ��240 ��, ��������Ϊ11.52 s-1 ʱ��ճ��Ϊ11718 Pa��s, ����������ճ�Ƚ�Ϊ564 Pa��s�� ���Է�ĩ�ļ����������������ϵ��ճ�ȡ� Frankel��Acirivos
[5 ]
��Ϊ: ��ɢ����������ʹ����ճ������, ��ԭ�����������ڿ����ڷ�������˶�ʱ, ����ճ�Ƚ��ʲ����������ɢ�����ճ������, ����һ���ٶ�������ɢ��Ҫ���ɿ��������ѹ������ġ� ������һ����, ճ��NdFeBι���дŷ۵ļ���ʹ��������������ɢ, ��������������ϵճ�ȵ�����; �ŷ۵ļ�����Խ��, ��ϵ��ճ��Ҳ��Խ�ߡ�
��ͼ2, ��3�����Կ���, �ڸ������ʷ�Χ��, ������ճ������б�ʵ���ճ��NdFeB��ճ������б��, ˵��������ŷ۵ļ����ʹ���������ճ��������, ���ı�������ճ�ȶԼ������ʵ�������, ʹ����ķ�ţ���� (���б�ϡ) ��Ϊ������ ������Ϊ, ���������ŷ۵���״Ϊ��Ƭ״, ���ж�ά��������, �ŷ��ڸ�ѹ������������������ȡ��, ��������Խ��, ȡ��ЧӦԽ������
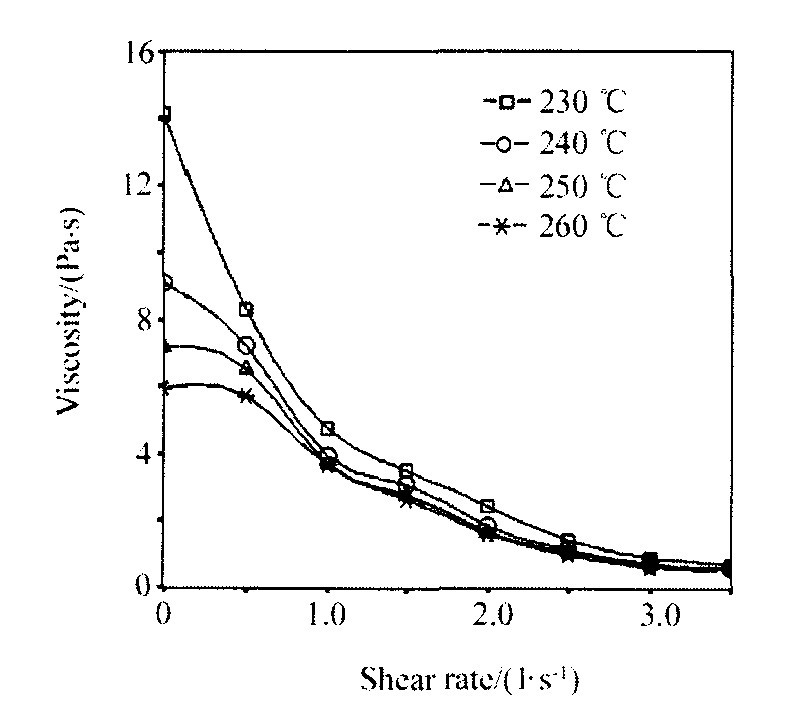
2.1.2 ճ��NdFeB��ճ��-�¶ȹ�ϵ
ͼ3������C�����ڲ�ͬ���¶��µ�ճ����������ʵĹ�ϵͼ�� ���Կ���, �����¶ȵ�����, C����ճ����������ϵ��ճ���½��� ������Ϊ��ϵ�������ࡪ����ճ�����ճ�Ⱦ������¶ȵ����߶����͵����ʡ� �¶�����ʹճ����������������ƽֱ��, ͬʱ�������֮����ų�������, ���Ӽ��������, ʹ�����ڲ��γɸ����������������������������εĻ, ���Է�ĩ�����ļ���ӿ���ճ�����¶����Ӷ����͵ı仯�ʡ�
��ͼ3���ɿ���, �ڵͼ������ʷ�Χ���¶ȶ�ճ��NdFeBճ�ȵ�Ӱ���ر�����, �¶ȶ�ճ��NdFeB��ճ�ȵ�Ӱ�����ż����������߶������� �ڲ����¶ȷ�Χ��, ճ�����¶ȵ�������ϵ����Arrhenius��������: �� 0 (T ) =Ke E �� RT �� 0 (T ) Ϊ�¶�T ʱ�������ճ��; K Ϊ���ϳ���, K =�� 0 (T ����) ; E �� -1 �� ճ�����E �� E ��
�B �� �нϴ�������, һ�����������
�B �� ������, E ��
�B �� = 1 1 . 5 2 s - 1 ʱ, ��ճ�����E �� -1 ; ����������=1728 s-1 ʱ, ��ճ�����E �� -1 ��
2.2 NdFeBճ����Բ��ϵļӹ�����
2.2.1 ˫�ݸ˼�������NdFeBճ����Բ��ϵ��ܻ�Ч��
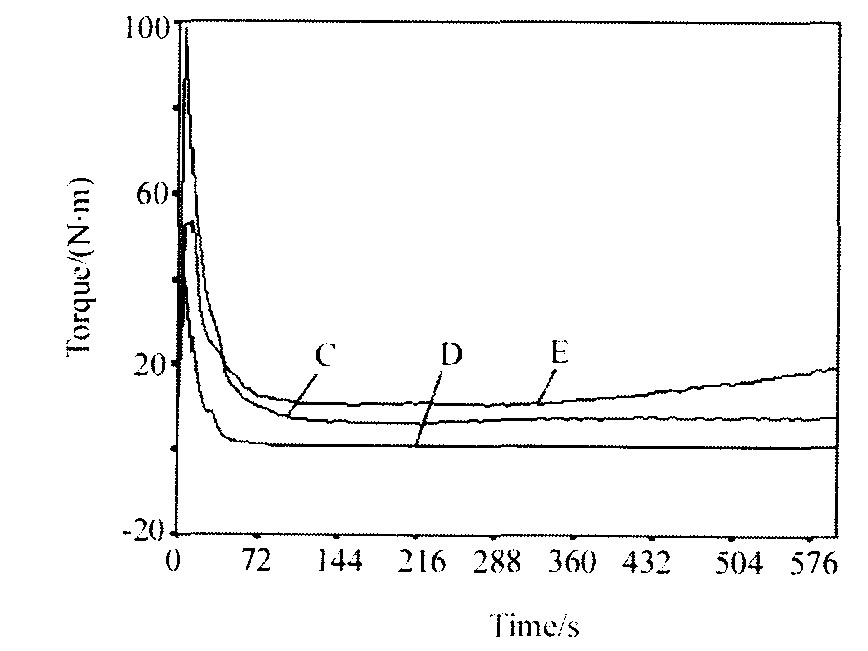
ͼ4Ϊ�¶�Ϊ250 ��, C, D, E 3��ճ����������ͨ��HAAKEת�������ǵ������������ܻ��� ����ʵ������õ�ת��-ʱ�����ߡ� ���Կ���, 3�����ϵ�ת����ʵ��ʱ�Ӽ��ϵ�ƽ���ʱ��ܶ�, ����1 min, ����˫�ݸ˻��Ϻ��ճ�����������ټ����ۻ������Ȼ�ϵ����ںܶ�, ˫�ݸ˼�������ճ���������ϵĹ���Ч�������롣
���ڴ��Է�ĩװ�����ظ�, ճ���������ϵ������Ժܲ�; �Ҵ��Ի���ϵĴ���ϵ��ԶԶ���ڴ���������; �ټ�֮ι����ϵ�ڼӹ�ʱ���豸֮���Ħ�����ȡ� ��ĩ����֮�����Ħ�����ȼ���, ���ι����ϵ�ӹ�ʱ�����ڽ϶̵�ʱ���ڻ�������, �¶����߿졣 �����ߵ��¶��������������ŷ�����ʧЧ�� ��������Բ����ڳ��ͼӹ�������������һ��������Ǵŷ�������Ӱ���Ʒ���յĴ�����, ��Ҫ��ι���ڼӹ�ʱ�豸��ͣ����ʱ��Ҫ�����ܵض��Լ�����������, ��������Ϲ����豸�Ĺ���Ч���Լ�����ʱ�������˽ϸߵ�Ҫ��
��3 �¶�240 ��ʱA��������������ͬ�ļ������ʷ�Χ�ڵ�ճ��ֵ�Ƚ�
Table 3 Viscosity value of a group NdFeB and nylon in same shear rate at temperature 240 ��
-1 1.15��10-1
2.30��10-1
5.76E��10-1
1.15E��10-2
2.30��10-2
5.76��10-2
1.15��10-3
1.17��10-4
6.85��10-3
3.22��10-3
2.26��10-3
1.67��10-3
1.12��10-3
7.41��10-2
5.64��10-2
2.82��10-2
1.13��10-2
9.46��10-1
9.19��10-1
8.21��10-1
7.17��10-1
ͼ3 C�����ڲ�ͬ�¶���ճ�������������ճ����������ʵĹ�ϵ
Fig.3 Relationship of C group NdFeB between viscosity and shear rate in different temperature
ͼ4 �¶�250 ��, C, D, E 3����HAKEת�������Dz�õ�ת��TQ-ʱ��t��ϵ
Fig.4 At temperature 250 ��, three groups (C, D, E) NdFeB relationships between torque and time
��ǰ�ڹ�ҵ��������Բ��ϲ�Ʒ���з���������, ĸ�ϵ��Ʊ���3���豸: ˫���������� ���ݸ˼������� ˫�ݸ˼������ȡ� ˫�ݸ˼������Ļ���ԭ����: ����ͬ����ת���ݸ˴������Է�������Ͳǰ������, ���������˹����б���ϡ� �ۻ����õ������ܻ��� ����˫�ݸ˼������нϺõĻ�Ϻ;�������, ��������Ͳ��ͣ��ʱ��϶�, ��֮˫�ݸ˼��������кܺõ��Խ�����, ����û������, ���Զ�����ճ��������������ϡ�����Բ���, �������ظ߷�ĩװ������ �ظ�ճ��, ˫�ݸ˼������Ļ���Ч������
[6 ]
��
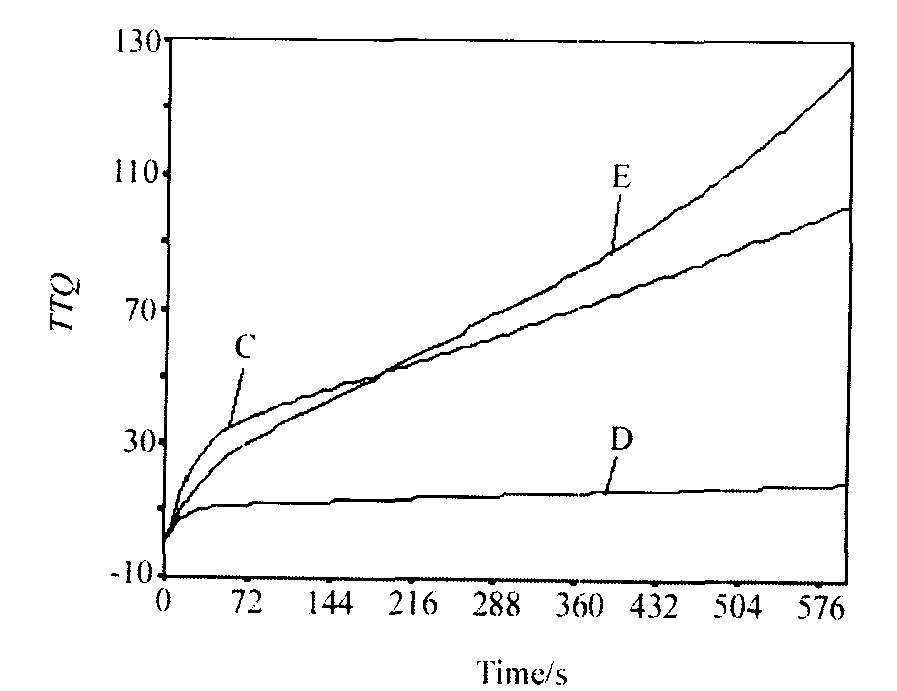
2.2.2 ��ͬ���Ӽ���ϵ�ʹ��Է�ĩ��̬�ļӹ������ԱȽ�
ͼ5���¶�240 ��ʱC, D, E 3��������NdFeBճ�������ͨ��HAAKEת�������ǵ��������ܻ���õ�ƽ��Ťʱ��-ʱ�����ߡ� ƽ��ת��TQ ��ӳ�����ڼӹ������е�ճ�ȴ�С, ��ƽ��Ťʱ��TTQ ��ӳ�����ڼӹ�ʱ�Ĺ��ĸߵ͡� �ۺ�ͼ4, 5���Ե�֪: E���ϵ�ƽ��ת��TQ ���, ƽ��Ťʱ��TTQ ������ߡ� ͼ4�IJ����������3���ϵ�ճ���ɸߵ��͵�˳����E, C, D, ��ͼ5�ɵ���Ӧ�Ĺ��ĸߵ�˳��ΪE, C, D�� D�����������нϸ߳ɷֵ���, ��������ճ����� ���Խ�������֮��ı���, �γ�һ�������ӱ�����, ������ճ������ӡ� ��������֮���Ħ��, ʹ����˳��; ��E�����м������ż�����϶�, ����ż�����������ϵ�п�������������: һ�ǽ���������, ����ճ�ȼ�С�� ���ǽ���������, ���������ý��������� (���μ�����������
[7 ]
) �� ͼ5��D���ϳ���Ťʱ������C����, ˵����ʱճ����ӦҲ�ϵ�, ����ż��������������á� Լ3 min��D���ϵ�Ťʱ������, ż�����Ľ������������ӡ� �ɼ���ͬһ��ϵ�й���ż��������������, ����������, �ؼ��Ƕ�ż�������������п���, �Եõ���Ӧ��Ч��
[8 ]
�� �Ӵ��ӹ��ĽǶȿ���, ����϶�����D���ϼӹ��������, ��ż���������϶��E���ϼӹ�������
ͼ5 �¶�240 ��ʱ, C, D, E 3����HAKEת�������Dz�õ�Ťʱ��TTQ��ʱ��t��ϵ
Fig.5 at temperature 240 ��, three groups (C, D, E) NdFeB relationship between TTQ and time
ͼ6 240 ��ʱ, A, B, D 3������HAKE��������ʹ��˫�ݸ˼���ʱ��ת��TQ-ʱ��t��ϵ
Fig.6 Three groups NdFeB (A, B, D) relationships between TORQUE and time by using twin screws extruder in HAAKE torque rheometer at temperature 240 ��
ͼ6��A, B, D 3����Է�ĩ��̬��һ������ͨ��HAAKEת�������Ǽ�����ģ��ʵ�ʼӹ����õ�Ť��-ʱ��������ͼ�� ���Կ���, D���ϵ�Ť������ұȽ��ȶ�, ��ֵһ����10��15 N��m֮��, �ʺ���ע�����; B���ϵ������ֲ���35��70 ��m֮��, ���Ӽ�δ�������, Ť��ֵ��30 N��m����, ������ע�����, �����豸�����ѹ���� �ݸ˺���Ͳ����ĥ������ϸ�Ҫ��, ��ʹ��ר�ó����豸; A���ϵ�ճ�ȸߴ�70 N��m����, ���һ��м������ϵ�����, ����ʵ��ע�䡢 �������ͼӹ��dz����ѡ�
3 �� ��
1. NdFeBճ����Բ�����ϵ����������Һ��ϵ, ��������Ϊ���ڷ�ţ���ͼ�����Һ����Ϊ, ��ճ����������ʵ����Ӷ�����, ���м��б�ϡ�����ʡ�
2. NdFeBճ����Բ����д��Է�ĩ��ճ����Ļ����ϵ��ճ�ȶԼ������ʵ�������, �봿ճ�����ϵ��ճ�ȶԼ������ʵ��������в��, ���Է�ĩ�ļ���������ճ�ȶԼ������ʵ������ԡ�
3. ����ż��������Ӱ��NdFeB���Բ��ϵļӹ����ܡ� ������������Ч�ؽ�����ϵճ��, ���Ƽӹ�������; ������һ������ż������ʹNdFeBճ����Բ��ϵ��������ܽ���, ����ӹ����ܡ�
4. NdFeB���Է�ĩ����̬�ֲ��Լӹ������бȽ����Ե�Ӱ�졣 �ʶȵĴŷ����ȷֲ���Χ�����ڸ�����ϵ����������, �ڲ��Ե����ȷֲ���, 35��70 ��m֮��������������ڼӹ���
�����
[1] ����տ.ϡ��ճ�������½�չ[J].��ĩұ��ҵ, 2000, 10 (8) :7.
[2] Monika G, Albert J, Edgar L, et al.Mechanical properties of Nylonbonded Nd-Fe-B permanent magnets[J].Journal of MagnetismandMagnetic Materials, 2003, 257:32.
[3] ������, ����.�߷��Ӳ�������ѧ[M].����:�ߵȽ���������, 2002.339.
[4] ������, ��ѡ��.��ĩװ������W-Ni-Fe MIM�Ͻ�ι��ճ�ȼ���ѧ���ܵ�Ӱ��[J].ϡ�н���, 1999, 23 (1) :21.
[5] Frankel NA, Acrivos A.Onthe viscosity of a concentrated suspen-sion of solid spheres[J].Chem.Eng.Sci., 1967, 22:847.
[6] �Ž�ï, ¬����, ����, ��.���ϻ�е���[M].����:�Ṥҵ������, 1990.180.
[7] �ߺ���, ���й�.����ż�������о��������о���״[J].��������, 2003, (2) :32.
[8] ��ʤƽ, ������, ��ƽ.һ�����ͷ�ȩSMC�������������̻���Ϊ�о�[J].���ϲ���ѧ��, 1997, 14 (3) :51.