文章编号:1004-0609(2015)06-1553-07
Si/莫来石/Er2SiO5环境障涂层的高温氧化行为
范金娟1, 2,常振东2,陶春虎2,王富耻1
(1. 北京理工大学 材料学院,北京 100081;
2. 北京航空材料研究院,北京 100095)
摘 要:采用化学气相沉积与等离子喷涂相结合的方法在SiC/SiC复合材料基体上制备了Si/莫来石/Er2SiO5环境障涂层。采用扫描电镜(SEM)、能谱分析仪(EDS)与X射线衍射仪(XRD)分析其结构变化,通过氧化试验研究涂层在1350 ℃与1500 ℃下的高温氧化行为。结果表明:Si/莫来石/Er2SiO5环境障涂层可在1350 ℃长时间使用,在1500 ℃短时间使用。涂层在不同高温下的氧化失效机理不同。1350 ℃时,涂层氧化失效主要是由于涂层材料与基体材料热膨胀不匹配使涂层中产生了垂直于表面的裂纹,裂纹成为元素扩散通道,加速环境中O元素扩散至粘结层与基体并将其氧化,降低了涂层与基体之间的粘结强度,从而导致涂层脱落。1500 ℃时,涂层氧化失效主要是元素快速扩散、反应生成大量的气泡状玻璃态物质所致。
关键词:Si/莫来石/Er2SiO5环境障涂层;高温氧化;失效行为
中图分类号:T32 文献标志码:A
High temperature oxidation behavior of Si/mullite/Er2SiO5 environmental barrier coatings
FAN Jin-juan1, 2, CHANG Zhen-dong2, TAO Chun-hu2, WANG Fu-chi1
(1. School of Material Science and Engineering, Beijing Institute of Technology, Beijing 100081, China;
2. Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: Si/mullite/Er2SiO5 environmental barrier coatings (EBCs) were manufactured by chemical vapor deposition and plasma spraying on the SiC/SiC composites. The oxidation tests at 1350 ℃ and 1500 ℃ were carried out to study the high temperature oxidation behavior the coatings and the structure changes were analyzed by SEM, EDS and XRD. The results show that Si/mullite/Er2SiO5 EBCs can serve at 1350 ℃ for a long time but at 1500 ℃ only for a short time. The oxidation failure mechanisms vary with temperature. The failure cause of the Si/mullite/Er2SiO5 EBCs at 1350 ℃ is that the thermal expansion coefficient of EBCs cannot match well with that of the substrate, resulting in the formation of cracks in EBCs. The atoms of O diffuse through the cracks to the interface between the bond coat and substrate. As a result, the bond strength decreases due to the oxidation of the bond coat and substrate, resulting in falling off of the EBCs. The oxidation failure cause at 1500 ℃ is that elements diffuse fast and react with each other, resulting in the formation of a lot of glassy phase.
Key words: Si/mullite/Er2SiO5 environmental barrier coatings; high temperature oxidation; failure behavior
要实现航空发动机在高推重比和高效能上的重大突破,就必须提高发动机涡轮前温度,高推重比航空发动机高压涡轮热端部件的表面温度将达到1400 ℃以上[1]。目前,传统的高温合金材料已很难满足上述要求。而连续纤维增强碳化硅陶瓷基复合材料具有低密度、优异的高温力学性能及抗氧化性能,正逐步替代高温合金,应用于高推重比航空发动机热端部件,如燃烧室等[1-3]。SiC/SiC复合材料在干燥氧气环境 中,表面形成一层致密的SiO2膜,具有较好的抗氧化性能。但在燃气环境中,SiO2会与水蒸汽发生反应生成具有挥发性的Si(OH)4(g),从而造成材料损失,降低SiC/SiC复合材料的性能[4-6]。环境障涂层(Environmental barrier coatings,EBCs)可大大降低水蒸汽对SiC/SiC复合材料的腐蚀,有效地解决SiC/SiC在燃气环境中性能急剧下降的难题[7-9]。
目前,环境障涂层共发展了三代。第一代EBCs由莫来石中间层和ZrO2顶层组成。第二代EBCs由莫来石+BSAS中间层和BSAS顶层组成。前两代由于耐久性与使用温度偏低等问题,不能充分发挥陶瓷基复合材料的潜力[10-12]。稀土硅酸盐材料具有较高的相结构稳定性,与中间层的化学相容性较好,满足EBC涂层的选材要求,成为第三代EBCs材料研究热点。LEE等[13]研究了稀土硅酸盐在H2O-O2环境下的挥发性,发现Yb2SiO5和Er2SiO5的质量损失较小,较为稳定。ZUHAIR等[14]研究了Yb和Er粉末的合成与表征方法,并采用等离子喷涂方法在C/C-SiC复合材料表面制备了Yb2SiO5涂层,并研究了涂层的耐久性。对于以稀土硅酸盐为面层的第三代EBCs,涂层耐久性及演变行为相关的报道还较少。ZOU等[6]采用等离子喷涂方法在C/SiC表面制备了Yb2SiO5/LaMgAl11O19环境障涂层,并采用动态热循环试验研究了涂层的抗氧化能力与失效机制,研究表明Yb2SiO5/LaMgAl11O19的失效主要是由于Yb2SiO5层与LaMgAl11O19层之间发生了扩散。本文作者选用Er2SiO5作为面层材料,采用化学气相沉积和等离子喷涂相结合的方法在SiC/SiC复合材料表面制备Si/莫来石/Er2SiO5EBCs涂层,并在1350 ℃、1500 ℃下进行氧化试验,研究涂层在高温环境下的氧化行为及结构演变。
1 实验
1.1 试样制备
实验采用的基体SiC/SiC复合材料由国防科技大学提供,试样尺寸为15 mm×10 mm×5 mm。莫来石中间层和Er2SiO5顶层均采用等离子喷涂方法制备,具体的喷涂参数见表1,莫来石中间层和Er2SiO5顶层的厚度均约为150 μm。Si粘结层采用化学气相沉积方法制备,喷涂温度为1050 ℃,气压为3×104 Pa,SiCl4流量为2.5×10-5 m3/s,制备的粘结层厚度约为10 μm。
1.2 实验方法
参考标准HB 5258―2000(钢及高温合金抗氧化测定试验方法),采用高温氧化炉进行1350 ℃和1500 ℃氧化实验,试样放置在氧化锆瓷舟中,涂层表面局部脱落时认为其发生了失效,氧化实验终止。氧化实验进行不同时间后将试样取出,观察涂层宏观形貌的变化,并采用SEM(FEI-QUANTA 600)、XRD(Bucker D8 Advance)、EDS(IN-CAX SIGHT6264)对涂层进行微观形貌、相组成及成分分析,研究涂层在1350 ℃和1500 ℃氧化实验后的结构和成分变化。
2 结果与讨论
2.1 涂层宏观特征变化
图1所示为Si/莫来石/Er2SiO5EBCs氧化不同时间的宏观特征。从图1可以看出,Si/莫来石/Er2SiO5EBCs氧化至250 h时,宏观未见明显的变化;氧化实验至350 h时,涂层表面出现小裂纹;氧化至400 h时,涂层边缘脱落,此时涂层发生失效。
2.2 涂层微观结构与成分变化
2.2.1 1350 ℃氧化
图2所示为Si/莫来石/Er2SiO5环境障涂层沉积态及经1350 ℃氧化不同时间后表面的微观形貌。从图2(a)中可以看出,刚沉积的涂层表面较粗糙,可见较多的气孔,涂层可分为部分熔融区域和完全熔融区域,为典型的等离子喷涂表面特征[14]。涂层经过150 h氧化后,表面出现微裂纹(见图2(b));氧化实验达250 h时,微裂纹变宽、变长,微裂纹数量增加,在涂层表面出现了大量的黑色相(见图2(c))。实验进行到400 h时,涂层表面的黑色相数量增加,黑色相的特征无明显变化(见图2(d))。对黑色相进行EDS分析,结果显示所含元素及含量为O:44.05%、Si:36.04%、Er:14.79%、Al:2.65%(质量分数)。可见,Si粘结层与莫来石层的元素已经扩散至涂层表面。
表1 等离子喷涂工艺参数
Table 1 Process parameters of plasma spray

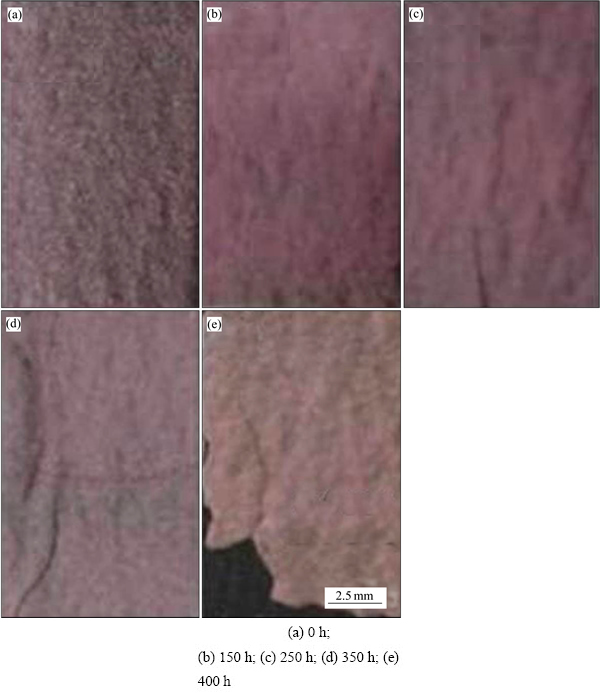
图1 Si/莫来石/Er2SiO5环境障涂层经1350 ℃氧化不同时间后的外观形貌
Fig. 1 Appearance of Si/mullite/ Er2SiO5 EBCs after oxidation at 1350 ℃ for different time
为确定表面黑色相结构,对原始Er2SiO5粉末、Si/莫来石/Er2SiO5 EBCs沉积态及1350 ℃氧化不同时间后涂层表面进行XRD分析,其结果如图3所示。从图3中可以看出,沉积态Er2SiO5层与Er2SiO5粉末主要为Er2SiO5相,未见其他的物质,说明等离子喷涂中Er2SiO5粉末显示了很好的相稳定性。结合前面黑色相EDS分析结果可以确定,氧化实验进行250 h后,涂层表面出现Er4Al2O9、Er2Si2O7和SiO2新相,且至涂层失效,再无新相产生。可见,涂层随着氧化时间的延长,Al元素与Si元素扩散到表面,与表面的Er2SiO5发生反应,生成新相,其反应式可能为
Al+O2→Al2O3 (1)
Si+O2→SiO2 (2)
2Er2SiO5+Al2O3→Er4Al2O9 +2SiO2 (3)
Er2SiO5+SiO2→Er2Si2O7 (4)
图4所示为Si/莫来石/Er2SiO5环境障涂层氧化实验进行150 h和250 h后的截面形貌。由图4可看出,氧化150 h后,涂层内出现垂直于表面的微裂纹,裂纹起始于涂层表面,向内部扩展,此时裂纹仅扩展至Er2SiO5层与莫来石层界面。当氧化实验时间达到 250 h时,裂纹已经进入Si粘结层和基体,但涂层与基体的粘接较好,涂层未发生脱落。
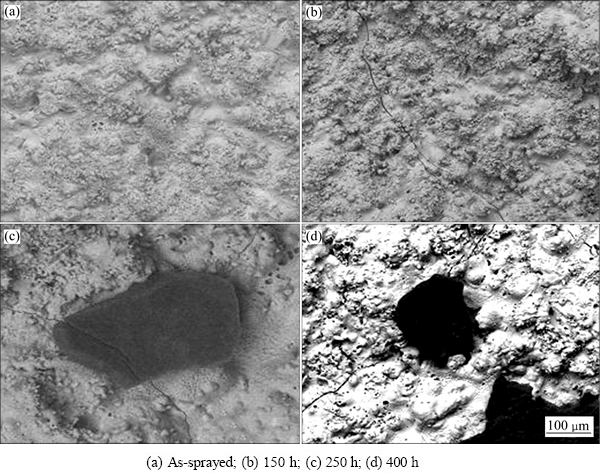
图2 Si/莫来石/Er2SiO5 EBCs经1350 ℃氧化不同时间后涂层表面形貌
Fig. 2 Surface morphologies of Si/mullite/Er2SiO5 EBCs after oxidation at 1350 ℃ for different time
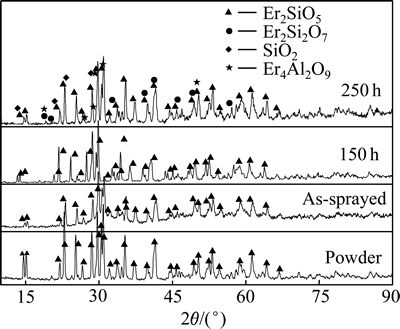
图3 Si/莫来石/Er2SiO5原始粉末、沉积态与1350 ℃氧化不同时间后的XRD谱
Fig. 3 XRD patters of Si/mullite/Er2SiO5 surface for powder, as-sprayed and oxidation at 1350 ℃ for different time
图5所示为氧化实验至250h时涂层截面从Er2SiO5层到基体的O元素EDS线扫描结果。从图5中可以看出,在不含O元素的粘结层与基体中均出现了O元素,说明O元素已经扩散至粘结层与基体。此时,EDS的点分析结果表明,采用化学气相沉积方法制备本无O元素的Si粘结层的O含量已达46.75%(质量分数)(见表2)。扩散进入的O元素将粘结层和基体氧化,将会降低涂层的粘结强度。从表2中还可以看出,Er2SiO5层与莫来石层中的Al元素与Er元素向Si粘结层发生了扩散。
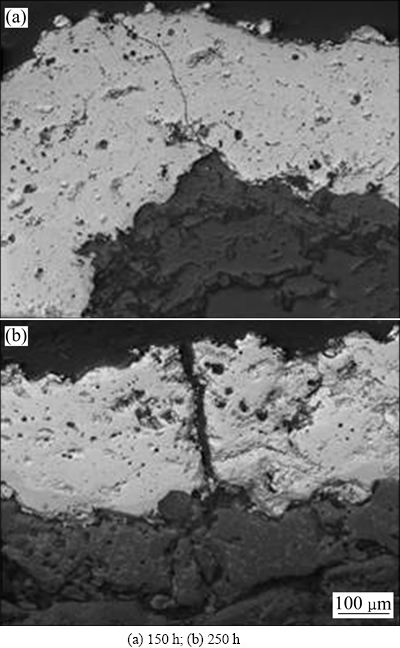
图4 Si/莫来石/Er2SiO5 EBCs 1350 ℃氧化不同时间后的截面形貌
Fig. 4 Section morphologies of Si/mullite/Er2SiO5 after oxidation at 1350 ℃ for different time
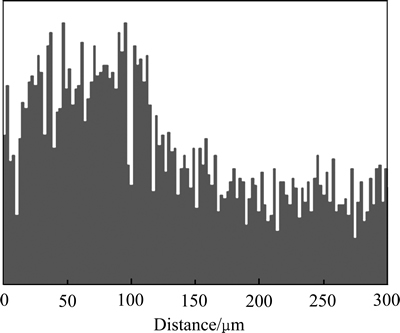
图5 Si/莫来石/Er2SiO5 EBCs氧化250 h后涂层截面O元素EDS谱
Fig. 5 EDS spectrum of O for Si/mullite/Er2SiO5 EBCs after oxidation for 250 h
表2 Si/莫来石/Er2SiO5涂层氧化250 h后Si粘结层的EDS分析结果
Table 2 EDS analysis results of Si/mullite/Er2SiO5 of bonding coat Si after oxidation for 250 h (mass fraction, %)

2.2.2 1500 ℃氧化
图6所示为Si/莫来石/Er2SiO5环境障涂层在1500 ℃氧化不同时间后的微观形貌。由图6可看出,氧化实验进行2 h后,涂层变得平坦,涂层表面出现微裂纹(见图6(a)),在基体与涂层界面可见大量的玻璃态泡状物质(见图6(b)),可能是Si粘结层熔融所致,因为Si的熔点为1412 ℃。涂层表面大部分区域变成熔融后凝固状态(见图6(c)),涂层变薄,涂层材料明显变少,局部区域露出里面的基体,涂层材料发生流动,呈现熔融后重新凝固的不规则形貌。除了涂层与基体界面,涂层内部可见大量的气泡与孔洞状特征(见图6(d)),且气泡及孔洞尺寸明显变大。
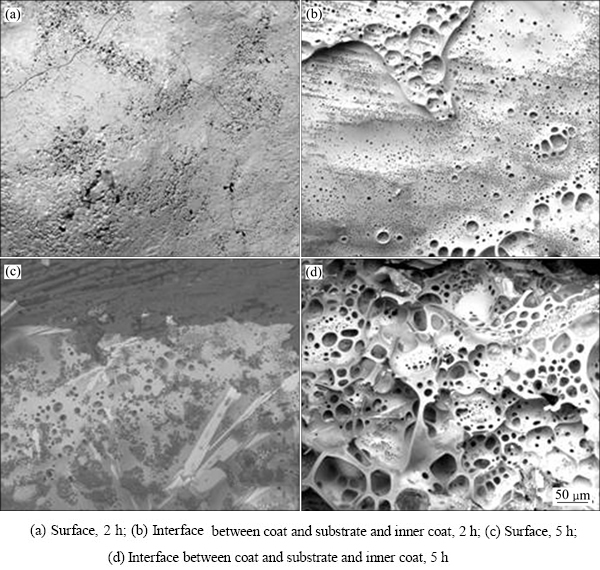
图6 Si/莫来石/Er2SiO5涂层经1500 ℃氧化不同时间后的氧化特征
Fig. 6 Oxidation characteristics of Si/mullite/Er2SiO5 EBCs oxidated at 1500 ℃ for different time
图7所示为Si/莫来石/Er2SiO5环境障涂层在1500 ℃氧化5 h后表面XRD谱。从图7中可以看出,涂层氧化5 h后,生成Er6Al10O24、Er2Si2O7新相。结合微观形貌可以确定,玻璃态物质应为Er6Al10O24、Er2Si2O7的混合物。涂层经1500 ℃氧化可能发生了如下反应:
28Er2SiO5+5(3Al2O3・2SiO2)→3Er6Al10O24+19Er2Si2O7(5)
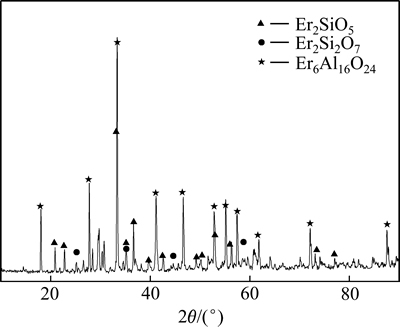
图7 Si/莫来石/Er2SiO5涂层在1500 ℃氧化5 h后表面的XRD谱
Fig. 7 XRD patters of Si/mullite/Er2SiO5 after oxidation at 1500 ℃ for 5 h
2.3 机理分析
Si/莫来石/Er2SiO5环境障涂层在1350 ℃氧化时,首先涂层内产生垂直于涂层表面的微裂纹。垂直微裂纹成为O元素从环境向基体和粘结层扩散通道,将加速基体和粘结层的氧化[15]。虽然涂层氧化至250 h时,裂纹已经扩展至基体,但涂层仍未发生脱落,可以看出,纵向裂纹的产生不会导致涂层直接发生失效,这主要是由于涂层与基体之间的粘结较好。随着氧化时间的增加,扩散至粘结层与基体的O元素增加,粘结层与基体逐渐被氧化,使得涂层与基体的粘结强度降低,氧化时间达到400 h时,涂层从基体脱落。能谱分析结果可以进一步证明O元素从外部环境穿过涂层扩散到了粘结层和基体。
涂层内垂直于表面裂纹的产生与涂层的热应力有关,涂层的热应力主要来源于3部分:一部分是各层间热膨胀不匹配、热胀冷缩而导致的内应力;另一部分是涂层在高温氧化过程发生烧结而产生的内应力;第三部分是相变引起体积变化而产生的内应力[15-16]。从前面的微观结构分析结果可以看出,在涂层氧化前期(氧化实验150h之前),未观察到新相生成,涂层未出现明显烧结,但涂层表面出现了微裂纹,说明这一阶段涂层的开裂与相变应力和烧结应力无关,主要是由涂层材料和基体材料的热膨胀不匹配引起的。随着氧化时间的延长,涂层发生了相变,生成Er4Al2O9、Er2Si2O7和SiO2等新相,相变通常伴随着体积变化,这就进一步增加了涂层的内应力,从而加速了涂层内裂纹的萌生与扩展。
综上所述,1350 ℃氧化条件下涂层脱落失效主要是由于基体、粘结层被通过涂层扩散进入的O元素氧化,使得界面粘接强度降低。涂层的热膨胀不匹配产生的纵向裂纹成为O元素扩散通道,加速了基体与粘结层的氧化。氧化后期的相变应力促进了裂纹的萌生与扩展。
Si/莫来石/Er2SiO5环境障涂层在1500 ℃氧化2 h时,在涂层与基体界面生成了大量的气泡状玻璃态物质,当氧化进行5 h后,涂层与基体界面、涂层内部产生大量的气泡状物质,即玻璃态物质,主要是涂层中的元素扩散较快、发生快速相变反应所致。1500 ℃氧化时,元素快速扩散主要是实验温度加速了元素扩散和反应过程,虽然氧化2 h时,表面出现了少量微裂纹,但不是涂层元素扩散的主要通道。
3 结论
1) 采用化学气相沉积和等离子喷涂方法在SiC/SiC复合材料表面制备的Si/莫来石/Er2SiO5EBCs涂层可以在1350 ℃温度下长时间使用,在1500 ℃温度下短时间使用;高温氧化实验温度不同,Si/莫来石/Er2SiO5EBCs涂层的失效机理不同。
2) 涂层在1350 ℃时的氧化失效主要是由于基体、粘结层被通过涂层扩散进入的O原子氧化,使得界面粘接强度降低导致的,涂层材料与基体材料热膨胀不匹配导致的纵向裂纹成为O原子扩散通道,加速了O扩散,长时间氧化产生的相变应力对纵向裂纹的产生起了促进作用。
3) 涂层在1500 ℃时的氧化失效主要是元素快速扩散、反应生成大量的气泡状玻璃态物质所致,较快的元素扩散速率主要与其所受的高温有关。
REFERENCES
[1] LEE K N. Current status of environmental barrier coatings for Si-based ceramics[J]. Surf Coat Technol, 2000, 133/134: 1-7.
[2] LEE K N, MILLER R A. Development and environmental durability of mullite and mulliter/YSZ dual layer coatings for SiC and Si3N4 ceramics[J]. Surf Coat Technol, 1996, 86: 142-148.
[3] 贺世美, 牟仁德, 陆 峰, 何利民, 黄光宏, 周新贵, 张长瑞. BSAS环境障涂层抗水蒸气及其失效机理[J]. 失效分析与预防, 2011(1): 44-49.
HE Shi-mei, MU Ren-de, LU Feng, HE Li-min, HUANG Guang-hong, ZHOU Xin-gui, ZHANG Chang-rui. Vapor resistance and failure mechanism of BSAS environmental barrier coatings[J]. Failure Analysis and Prevention, 2011(1): 44-49.
[4] WU Jiang, LIN Hong, LI Jian-bao, LI Jun-feng. Corrosion behavior of AlNbO4/Mullite composite as environmental barrier coating in water vapor environment[J]. Journal of Inorganic Materials, 2010, 25(4): 445-448.
[5] SIVAKUMAR R, TEWARI S N, LEE K N, BHATT R T, FOX S D. Slurry based multilayer environmental barrier coatings for silicon carbide and silicon nitride ceramics. Ⅱ. Oxidation resistance[J]. Surf Coat Technol, 2010, 205: 266-270.
[6] ZOU B L, KHAN Z S. A new double layer oxidation resistant coating based on Er2SiO5/LaMgAl11O19 deposited on C/SiC composites by atmospheric plasma spraying[J]. Surf Coat Technol, 2013, 219: 101-108.
[7] JACOBSON N S. Corrosion of silicon-based ceramics in combustion environments[J]. J Am Ceram Soc, 1993, 76(1): 3-28.
[8] OHJI T. Environmental barrier coating on silicon nitride: challenges and critical issues[C]// Proceedings of the 28th International Conference & Exposition on Advanced Ceramic & Composites. OH: ASME, 2004: 1001-1005.
[9] LEE K N, Miller R A. Oxidation behavior of mullite-coated SiC and SiC/SiC composites under thermal cycling between room temperature and 1200-1400 ℃[J]. J Am Ceram Soc 1996, 79(3): 620-626.
[10] LEE K N, MILLER R A, JACOBSON N S. Environmental durability of mullite/SiC and mullite/YSZ coating/SiC Systems[C]// Ceramic Engineering and Science Proceedings. Westerville: The American Ceramic Society, 1995: 1037-1044.
[11] MORE K L, TORTORELLI P F, WALKER. Evaluating environmental barrier coatings on ceramic matrix composites after engine and laboratory exposures[C]// Proceedings of ASME Turbo Expo. Amsterdam: ASME, 2002: 3-6.
[12] 贺世美, 牟仁德, 许振华, 何利民, 黄光宏. Si/3Al2O3・2SiO2+BSAS/Yb2SiO5环境障涂层1300 ℃抗水蒸气性能研究[J]. 材料工程, 2011(7): 34-38.
HE Shi-mei, MU Ren-de, XU Zhen-hua, HE Li-min, HUANG Guang-hong. Study of water vapor corrosion at 1300℃ of Si/3Al2O3・2SiO2+BSAS/Yb2SiO5 environmental barrier coatings[J]. Journal of Materials Engineering, 2011(7): 34-38.
[13] LEE K N. Key durability issues with mullite-based environmental barrier coatings for Si-based ceramics[J]. Trans ASME, 2000, 122: 632-636.
[14] ZUHAIR S K, ZOU B L, HUANG Wen-zhi. Synthesis and characterization of Yb and Er based monosilicate powders and durability of plasma sprayed Yb2SiO5 coatings on C/C-SiC composites[J]. Materials Science and Engineering B, 2012, 117: 184-199.
[15] LEE K N, FOX D S, BANSAL N P. Rare earth silicate environmental barrier coatings for SiC/SiC composites and Si3N4 ceramics[J]. J Eur Ceram Soc, 2005, 25: 1705-1715.
[16] 周克崧, 梁兴华, 刘 敏, 邓畅光. 低压等离子喷涂NiCoCrAIYTa涂层的氧化动力学[J]. 中国有色金属学报, 2009, 19(3): 490-496.
ZHOU Ke-song, LIANG Xing-hua, LIU Min, DENG Chang-guang. Oxidation kinetics of NiCoCrAIYTa coating by low pressure plasma spraying[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(3): 490-496.
(编辑 李艳红)
基金项目:航空基金项目(2014ZF21016)
收稿日期:2014-08-15;修订日期:2015-01-20
通信作者:王富耻,教授,博士;电话:010-68913396;E-mail: wangfuchi@bit.edu.cn

