DOI�� 10.11817/j.issn.1672-7207.2019.12.005
Co����������FeCuCoԤ�Ͻ���ս�����ѧ���ܵ�Ӱ��
��־��,���ܺ�
�����ϴ�ѧ �����ѧ����Ϣ����ѧԺ������ ��ɳ��410083��
ժҪ:���ù��������Ʊ�Co���������ֱ�Ϊ0��10%��20%��FeCuCoԤ�Ͻ�ۣ�����SEM��XRD��DSC����3�ֺϽ�۽����۽ṹ�����������������ѧ���ܷ��������ⶨ��ͬ��ȵ�Ԥ�Ͻ���ս��������ܶȡ�����Ӳ�ȡ�����ǿ�ȼ���ĥ�Ե�������ѧ���ܣ�ͬʱ�о���ͬԤ�Ͻ��̥��Խ��ʯ�İ������ܣ�����SEM�Բ�ͬ�ս���Ͽ���ò���й۲졣�о�������������ս��¶�720��880 �淶Χ�ڣ������ս��¶����ߣ�FeCuCoԤ�Ͻ�۵�����ܶȡ�����Ӳ�ȺͿ���ǿ�ȶ�����������Ӻ��С�����ƣ�����ͬ�¶��£���Co�����������ӣ�FeCuCoԤ�Ͻ������Ӳ�ȺͿ���ǿ�ȳ����������ƣ���840 ��ʱ��Co��������Ϊ20%��FeCuCoԤ�Ͻ���ս��������Ӳ�ȺͿ���ǿ�ȶ��ﵽ���ֵ���ֱ�Ϊ100.7��1 591 MPa��ǿ����ʧ�ʦ���С��Ϊ19.1%����������ʯ��������ǿ����880 ��ʱ��Co��������Ϊ20%��FeCuCoԤ�Ͻ���ս������ĥ����ǿ��50 N�غ���60 sʱ��ƽ��ĥ����Ϊ1.589 8 g��
�ؼ���:FeCuCoԤ�Ͻ�ۣ����ʯ���۽ṹ����ѧ���ܣ���������
��ͼ�����:TM282 ���ױ�־��:A ���±��:1672-7207��2019��12-2958-11
Effect of Co content on sintering and mechanical properties of FeCuCo pre-alloyed powders
LIU��Zhihuan, ZHANG��Shaohe
(School of Geosciences and Info-Physics, Central South University, Changsha 410083, China)
Abstract: FeCuCo pre-alloyed powders with Co mass fraction of 0,10% and 20% were manufactured by co-precipitation method. The microstructure, phase composition and thermal properties of three kinds of powders were characterized by SEM, XRD and DSC. The physical and mechanical properties such as relative density, hardness, bending strength and wear mass loss of the sintering bodies of pre-alloyed powder with different Co mass fractions were measured, and the impregnation properties of different powder matrixs on diamond were studied. The results show that with the increase of sintering temperature in the range of 720-880 ��, the relative density, hardness and bending strength of FeCuCo sintering bodies first increase and then decrease, and the hardness and bending strength increase gradually with the increase of Co mass fraction at the same temperature.The hardness and bending strength of FeCuCo sintering body with 20% Co mass fraction reach the maximum at 840 ��, which are 100.7 and 1 591 MPa, respectively, and the strength loss rate is also the smallest,which is 19.1%, so that the holding retention of diamond is the strongest. The wear resistance of FeCuCo sintered body with 20% Co mass fraction is the strongest of all at 880 ��, and the average wear mass loss is 1.589 8 g for 60 s under 50 N load.
Key words: FeCuCo pre-alloyed powders; diamond; microstructure; mechanical property; impregnation property
Ŀǰ��Ԥ�Ͻ���ڷ�ĩұ����Ʒ�ر��ǽ��������ʯ��Ʒ���ռ�ʹ�ã����������ʯ��Ʒ�ѱ��㷺Ӧ����ʯ�ġ��մɡ����������������˹�������ϵȵ��иĥ������ӹ���[1-4]��Ԥ�Ͻ���ڽ��ʯ��Ʒ�е�ʹ���뵥�ʻ�Ϸ�ĩ��ȣ������̥��ɷֵľ����ԣ����ٵ��۵�ɷֵ�ƫ������߲�Ʒ�����ȶ��ԣ�ͬʱ��Ԥ�Ͻ��ܽ����ս�����н���ԭ����ɢ����ļ����ܣ����������ս��¶Ⱥ������ս�ʱ�䣬�Ӷ��������Ч�ʲ����ٶԽ��ʯ��������[5-7]��Co���ڼ������Ľ��ʯ�ѳ����ܺ��ҷ�ƥ��ĥ�����ܣ�һֱ����Ϊ�������Ľ���̥����ϡ����ʯ��Ʒ�ڿ������ڴ������ø�Co��ϼ���Co��Ϊ̥����ϣ�Ŀǰ���ʯ�����Ʒ�Բ���Co�����������Ľ�ϼ�̥�����[8-10]��Ȼ����Co��һ��ϡ�ж�����Ľ�����ȫ�����������ޣ���ˣ��о����������Co��Ԥ�Ͻ������ϳ�ΪĿǰ�����ܽ��������ʯ��Ʒ�о��뿪�����ȵ㷽��֮һ[11-13]��Fe�۸��������Դ�ḻ������Coͬ�������壬��Co�����������Ƶ�����������Cu��Fe��ʵ�������ܣ��������õij����Ժ�ѹ���ԣ����۵�ϵͣ����ڵ���Ԥ�Ͻ�۵��ս��¶ȣ���ˣ�FeCuCoԤ�Ͻ����Ŀǰ���������CoԤ�Ͻ���о�����Ҫ����[14-18]�������Ƕ�������о���Ҫ������FeCuCoԤ�Ͻ�۵��Ʊ���������Ʒ��Ӧ���ص��ϣ�����Ԫ������������FeCuCoԤ�Ͻ������Ӱ����о����١�Ϊ�ˣ��������߲��ù��������Ʊ�3�ֲ�ͬCo����������FeCuCoԤ�Ͻ�ۣ��о�Co����������FeCuCoԤ�Ͻ�۵��ս����ܺ���ѧ���ܵ�Ӱ����ɣ��Ա�ΪFeCuCoԤ�Ͻ���ڸ����ܽ��ʯ��Ʒ�е�Ӧ���ṩ�������ݺ�ʵ�������
1 ʵ��������ʵ�鷽��
1.1����ĩ���Ʊ�
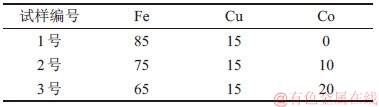
ʵ����ó��湲�������Ʊ�Ԥ�Ͻ�ۡ�����1�и�Ԫ��������ȳ�ȡ��Ӧ���Ȼ���ԭ���ϣ��ֱ�����ȥ����ˮ�У��γ�FeCl2��4H2O��CoCl2��6H2O��CuCl2��2H2O��ˮ�����������Ƴ�Ũ��Ϊ1.0 mol/L��ˮ��Һ����������Ũ��Ϊ1.0 mol/L�IJ�����Һ������������Һ�Ͳ�����Һͨ����Һ������ͬ���ʷֱ���뷴Ӧ���н��й�������Ӧ����Ӧ�¶�Ϊ50 �棬��ֽ������백ˮ��Һ������Ӧ��Һ��pH��ʹ�䱣����2���ҡ���Ӧ20 min���پ��ó���2 h�����FeCuCo��FeCu���ϲ����γ���������ᆳ�����ˡ���ϴ�����պͻ�ԭ���õ�����Ҫ��Ԥ�Ͻ�ۡ�
��1��Ԥ�Ͻ���и�Ԫ�����(��������)
Table 1��Composition of pre-alloyed powders %
1.2����ĩ���ܼ�������
�����ձ���JSM-6360LV��ɨ���������(SEM)�۲��ĩ��ò���ⶨ���������������ձ� D/max-rA10��X�������Ƕ�Ԥ�Ͻ�۽������������ȷ����ĩ����ṹ����ɣ����õ¹�����STA-449C���ȷ�����(DSC)��Ԥ�Ͻ�۽����ȷ���(�������)����������Ϊ10 ��/min������ 1 000 ��ʱ������
1.3����ĩ�ս�����Ʊ�
�ֱ�3��Ԥ�Ͻ����Ʒ������Ҫ��װ��ʯīģǻ�����ڹ��������ѹ�ս�¯�н�����ѹ�սᣬ�õ�����������Ϊ30 mm ��12 mm��6 mm��Ԥ�Ͻ���ս�����������ѹ¯��ն�Ϊ0.1 Pa��ѹ��Ϊ25 MPa�����ò�ͬ�ս��¶ȶ�3��Ԥ�Ͻ����Ʒ���ս����ܽ��жԱ�ʵ�飬�ս��¶ȷֱ�Ϊ720��760��800��840��880 �档
�ֱ���3��Ԥ�Ͻ����Ʒ�������������Ϊ7.5%������Ϊ425~355 ��m�Ľ��ʯ����������Ͼ��ȣ��ֱ����720��760��800��840��880 ����ս��¶ȼ�������ͬ�սṤ���սẬ���ʯ�����ĸ��ϲ����ս��壬�о�Ԥ�Ͻ���ڲ�ͬ�ս��¶��¶Խ��ʯ�İ������ܡ�
1.4���ս�������ܲ�����ṹ����
������ˮ�������������ܶȣ������ݲⶨ���ܶ����ս���������ܶ��������ܶȡ�����TH300����Ӳ�ȼƲ����������ʯ�ս�������������Ӳ�ȣ�����CMT4304���ܲ���������ֱ�ⶨ���ʯ���н��ʯ�����Ķ����غɣ��ɴ˼�����Ե����㿹��ǿ�ȣ���ͨ���ձ�����JSM-6700F��ɨ��羵�۲������Ͽ���ò��
��ĩ�ս���Խ��ʯ�����İ���ǿ���ÿ���ǿ����ʧ�ʦDZ�ʾ�����㹫ʽ���£�
 (1)
(1)
ʽ�У���1Ϊ�������ʯ�ս���Ŀ���ǿ�ȣ���2Ϊ���������Ϊ7.5%�Ľ��ʯ�����ս��忹��ǿ�ȡ�
����DHM-1��ɰ��ĥ�ıȲⶨ�Ǽ�����ʯ������ĥ����m������ͬʵ�������£�mԽС����������ĥ������Խ�ã���֮��Խ���ɰ�ֵ�Ӳ��Ϊ3.2�����ٶ�Ϊ20 m/s��������ѹ����Ϊ5 kg������ʱ��Ϊ60 s��ÿ�βⶨ5��������ȡƽ��ֵ��������ĥ����m�ļ��㹫ʽ���£�
 (2)
(2)
ʽ�У�m1Ϊ������ɰ���ڶ�ĥǰ��������m2Ϊ������ɰ�ֶ�ĥ���������
2 ���������
2.1��Ԥ�Ͻ��SEM����
ͼ1��ʾΪ���ù�����������3��Co����������ͬ��Ԥ�Ͻ��ĩ��SEM��ò����ͼ1��֪��3��Ԥ�Ͻ�۵���״��Ϊ������״����ĩ�������Ƚ�С�Ҿ��ȣ���������ӣ���������ƽ�����������ɡ�������ò�ķ�ĩ�ȱ�����ʻ��Ըߣ��ɽ����ս��¶ȣ�1�������Ŀ�������������������ԼΪ5.23 ��m��3�������Ŀ���������С�����������ԼΪ3.41 ��m��2�������Ŀ����������Ⱦ��У�ԼΪ4.15 ��m����ɷ�ĩ���Ȳ����ԭ���ǣ�����ͬ�����£��ڹ����������У����Բ�����Ϊ������ʱ��Fe���������������Ӧ�����ִ�ľ��ͳ�������Cu�ͳ�������Ӧ��������ϸС�����ͳ�������ˣ�FeԪ����������Խ�ߣ���ĩ��������Խ��[19]��

ͼ1��Co����������ͬʱԤ�Ͻ��ĩ��SEMͼ
Fig. 1��SEM images of pre-alloyed powders with different Co mass fractions
2.2��Ԥ�Ͻ��XRD����
ͼ2��ʾΪ3�ֲ�ͬ��ȵ�Ԥ�Ͻ��XRD�ס���ͼ2��֪����ͬ��ȵ�Ԥ�Ͻ�۲�����Fe��Cu�ĵ����࣬���Ҵ���CoFe15.7��Co3Fe7��FeCu4�Ƚ����仯���˵��Co��Cu������Fe�ľ����У��γ��˹����壬���ս�����������ǿ�������ã�������ս����ǿ��[20]����ͼ2����֪������Cu����������ͬ��ռ�Ƚ��٣���ˣ�Cu��FeCu4�����������һ�����ͬ��������Fe�����������ͼ�Co�����������ӣ�Fe��(Co��Fe)�Ͻ���������ǿ������������Fe����������С��(Co��Fe)������������ı��֣���Ԥ�Ͻ�۵�Co��������Ϊ10%��20%ʱ���䵥����û����ͼ������ʾ������ΪCo��Fe����ͬ��Ԫ�أ�ԭ�Ӱ뾶����������ڹ����������У�Co��Fe�ײ���ԭ�ӽ������γ��û�������[21]��

ͼ2����ͬCo����������Ԥ�Ͻ��XRDͼ��
Fig. 2��XRD patterns of pre-alloyed powders with different Co mass fractions
2.3��Ԥ�Ͻ��DSC����
ͼ3��ʾΪ3�ֲ�ͬ��ȵ�Ԥ�Ͻ��DSC���ߡ���ͼ3��֪����ͬ��ȵ�Ԥ�Ͻ����850 ��ǰ�����Ƚ��ȶ���������û�����Ե����Ȼ���ȷ�Ӧ��˵���ڴ��¶�ǰ��Ԥ�Ͻ�۵���֯û�з���̫��ı仯��1����Ʒ��868.1 ��ʱ�н����Ե����ȷ壬Co��������Ϊ10%��2����Ʒ��896.7 ��ʱ�����Ե����ȷ壬Co��������Ϊ20%��3����Ʒ��933.0 ��ʱ�����Ե����ȷ塣�������Ķ�Ԫ��ͼ��֪[22]����850 ��ʱ�������������-Fe��������-Fe�Ĺ�����Ӧ����912 ��ʱ��������-Fe��(��-Co, ��-Fe)�Ĺ���ת�䡣������ͼ����1 096 ��� 1 112 ��ʱ����������FeCu�İ�����Ӧ��CoCu �İ�����Ӧ����ͼ3�����ͼ2�е�XRD���Կ�����3������������Ӧ�����ȷ����2�����������ԣ�˵��3������(��-Co,��-Fe)�Ͻ��������������ߣ�1�������������ԵĦ�-Fe���-Fe�Ĺ�����Ӧ����2�ź�3�������ڴ��¶�ʱû�����Ե����ȷ壬˵��1��������Fe�ĵ��ʴ��ڣ���2�ź�3������Fe��������������С��

ͼ3����ͬCo����������Ԥ�Ͻ��DSC����
Fig. 3��DSC curves of pre-alloyed powders with different Co mass fractions
2.4��Ԥ�Ͻ���ս�����ѧ���ܷ���
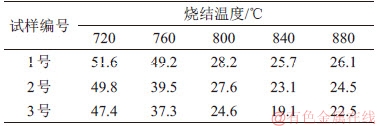
��������FeCuCoԤ�Ͻ�����Co��ĩӦ���ڽ��ʯ��Ʒ����������ܶ�����Ʒ��ϼ������ܾ�����ҪӰ�졣��ͬԪ����ɵ�Ԥ�Ͻ���ڲ�ͬ�ս��¶��µ�����ܶȼ���2���ӱ�2�ɼ������ս��¶�Ϊ720��880 ��ʱ�������ս��¶����ߣ���ͬCo����������FeCuCoԤ�Ͻ������ܶ������ϳ������Ӻ���ٵ����ƣ����������ܶ�Ҳ��96.5%���������ڹ��������Ʊ���FeCuCoԤ�Ͻ�۵ķ�ĩ����С����ĩ�ȱ�����ϴ��ս�ʱԭ����ɢ·���϶̣��ս����輤���ܽ��ͣ���ˣ��ڽϵ��ս��¶��£��������ս�����ܶ�Ҳ�ϸߡ����ݷ�ĩұ���ս����ۣ������ս��¶����ߣ��ս�Ĺ��̻���еø��ӳ�֣�ʹ�ÿ�϶�����Ϳ�϶���������٣��ս��������ܻ�������ܶ���������840 ��ʱ��3��������������ܶȶ��ﵽ���ֵ������1����������ܶ���ߣ�Ϊ98.6%����������CoԪ����������Խ�ߣ���ĩ����ԽС�������ھ�����ϸ������������Ҳ������δ�պϿ�϶����������ˣ�2�ź�3���������ܻ��̶��Ե͡����¶ȴ���840 ��ʱ������ܶ����½�����������Cu��FeCu4�ȵ��۵�ϵͣ����ߵ��ս��¶Ȼ���ٵ��۵�ɷ���ʧ������������ܶ��½������ڸ����ս�ʱ��ԭ����ɢ�ٶȼӿ죬���������ٶȹ��죬������δ�պϿ�϶�������ӣ��������ս�������ܻ��̶ȡ�
��2����ͬ�ս��¶���3��Ԥ�Ͻ���ս��������ܶ�
Table 2��Relative densities of three kinds of pre-alloyed powders sintered at different temperatures %

��3��ʾΪ��ͬ�ս��¶���3�������ս���Ŀ���ǿ����Ӳ�Ȳ��Խ����ͼ4��ʾ�ֱ�Ϊ����ǿ�Ⱥ��廯Ӳ�����¶ȱ仯����ͼ����ͼ4(a)��֪�������ս��¶����ߣ�3����������ǿ�ȶ��������ߵ����ƣ���������Co��������Խ�ߣ������Ŀ���ǿ��ҲԽ��2�ź�3���������ս��¶�Ϊ800 ��֮ǰ������ǿ�������ߣ�800 �����仯���Ȳ����Ҷ����������ߺ�С���Ƚ��͵����ƣ���840 ��ʱ���ﵽ���ֵ�����У�2���������ֵΪ1 276 MPa��3���������ֵΪ1 591 MPa��1���������ս��¶�Ϊ800 ��֮ǰ���俹��ǿ�����ӷ��Ƚ�С��800 ���Ժ���������ӣ�840 ��ʱ�ﵽ���ֵ��Ϊ1 287 MPa�����Ը���2�������������ǿ�ȡ����ۺϷ�����Ϊ����Co��������Խ��ʱ��FeCuCoԤ�Ͻ����CoFe15.7��Co3Fe7�Ƚ����仯����ɷ���������Խ�ߣ���������ǿ�����ã���ˣ����ս��¶�Ϊ720��880 ��ʱ��Co��������Ϊ20%��3����������ǿ��Զ��1�ź�2�������ĸߡ����ս��¶ȴ���840 ��ʱ��2�ź�3�������Ŀ���ǿ����С���Ƚ��ͣ��������ڵ�����һ���ս��¶�ʱ���ս����ܻ��ﵽƽ�⣬��һ������ս��¶ȣ�����ɾ�����������Hall-Petch��ʽΪ
 (3)
(3)
ʽ�У���yΪ������ǿ�ȣ�dΪ������������i��kΪ��������ʽ(3)��֪�ս�������ǿ���뾧�������ʷ��ȣ���������Խ������ǿ��Խ�͡�1������Co��������Ϊ0������Ҫ�ɵ���Fe��Cu������FeCu4�Ͻ���ɣ���800 ������ս�ʱ���ս������ܻ��̶Ȳ����������ڹ��ܳɷ���ɽ��٣�����ǿ�����ò����ԣ���ˣ�����ǿ����Խϵͣ��ɴ�Ҳ��֤��2�ź�3����������CoԪ�ص����Ӳ�ʵ��Ԥ�Ͻ��ܹ������ս��¶ȣ�ʹ�����ڽϵ͵��ս��¶����ս���нϸߵ�ǿ�ȣ�����һ�����1���������ս��¶�ʱ������Fe����������ԭ�ӽ�һ����ɢʵ���ٽᾧ������֮���սᾱ��һ�������ɴ��γɴ����տ�϶�Ҽ�����С��ʹ���ս����϶��������С����϶�����������٣��ս����ܶ��������ӣ�����ǿ��Ѹ����ߣ����¶ȳ���840 ��ʱ���տ�϶��С���ʼ��������۵���ʧ�����ս����ܶȽ��ͣ�����ǿ�ȷ��������½���
��3����ͬ�ս��¶���3��Ԥ�Ͻ���ս������ѧ����
Table 3��Mechanical properties of three kinds of pre-alloyed powders sintered at different temperatures


ͼ4����ͬ�ս��¶���Ԥ�Ͻ���ս������ѧ������Co���������ı仯
Fig. 4��Changes of mechanical properties of pre-alloyed powders sintered with Co mass fraction at different temperatures
��ͼ4(b)��֪��3���ս�������������Ӳ�ȱ仯�����뿹��ǿ�ȵı仯���ƻ�����ͬ�������ս��¶����ߣ�3����������ǿ�ȶ��������ߵ����ƣ����¶���800 ������ʱ��������Co��������Խ�ߣ�����������Ӳ��ҲԽ�ߣ�2�ź�3����������Ӳ����760 ��֮ǰ�ϵ��ұ仯����֮�����¶�����������Ӳ��Ѹ����ߣ�840 ��ʱ�ﵽ���ֵ������3����������Ӳ�����ֵ��100.7���ٽ�һ������ս��¶ȣ�����Ӳ�����������ͣ���3���������ͷ��Ƚ�2����������1��������800 ��֮ǰ����Ӳ�ȱ仯���Ȳ���֮�����¶�����������Ӳ��Ѹ����ߣ�������2����������Ӳ�ȣ��ٽ�һ������ս��¶�ʱ������Ӳ�ȼ�����ߣ�����߷��ȼ�С�����ۺϷ�����Ϊ��Co��������Խ�ߣ�FeCuCoԤ�Ͻ����(Co��Fe)�����仯������������Խ�ߣ���������ǿ������Խǿ�������������ս��¶ȣ�ʹ�����ڽϵ��ս��¶���Ҳ���нϸߵ�����Ӳ�ȣ����ҵֿ��ⲿѹ�����õ�����Խǿ����ˣ�����Ӳ��Խ�ߣ������ս��¶����ߣ��ս����ܻ��̶���ǿ������Ӳ��ҲѸ����ߣ������ս��¶Ƚϸ�ʱ�����ڳɷ���ʧ�������ܻ��̶Ƚ��ͣ�����Ӳ��Ҳ��֮���͡�1������Co��������Ϊ0������ǿ�����ý��������ս��¶Ƚϵ�ʱ����Ȼ��2�������ܻ��̶Ȳ��ͣ�������ԭ����ɢ�ٶȻ����������ٽᾧ�̶����ޣ�������Ӳ����Խϵͣ������ս��¶Ƚ�һ��������ԭ����ɢ�ٶ�Ѹ����ǿ�����ܻ��̶�Ѹ����ߣ�����Fe�ľ����ڲ�������֮���ٽᾧ�̶�Ѹ����ǿ����ˣ�������Ӳ��Ѹ����ߡ��ۺ����Ϸ�����֪�����ս��¶�Ϊ840 ��ʱ����3�������ۺ���ѧ���������룬�ҵ�Co��������Ϊ20%ʱ��FeCuCoԤ�Ͻ����������������ۺ���ѧ���ܸ��š�
2.5����ĥ�Է���
��ͬ�ս��¶���3��Ԥ�Ͻ���ս����ĥ��������4���ɱ�4��֪�������ս��¶����ߣ���ͬCo�����������ս�������ĥ��������С�����ƣ�Ҳ������ĥ������������ǿ�����ƣ�����ͬ�ս��¶��£�ĥ��������ʧ��������Co�����������Ӷ���С�����ۺϷ�����Ϊ�����ս��¶Ƚϵ�ʱ���ս������ܻ����̲���֣�δ�պϿ�϶�����϶࣬�ս���ֿ���ɰ��ĥ��ѹ�����ü������������������������������������ϵ��������ߣ�������ʧԽ����ĥ������Խ������ս��¶���ߣ��ս������ܻ��̶�Խ�ߣ��ս�������������Ӳ�����ֿ�ѹ�������롰���������õ�������ǿ��ĥ�������١��ڲ�ͬ�ս��¶��£�3������ĥ�����SEMͼ��ͼ5����ͼ5��֪�������ս��¶����ߣ�ĥ����ĥ�����۵Ŀ����������С��˵����Ʒ��ĥ��ĥ�����������ǿ����ĥ�������Խ����������⣬Co�����������������FeCuCoԤ�Ͻ���ս���ĺϽ̶ȣ�������ս����ǿ�Ⱥ�����Ӳ�ȣ���ǿ���ս�����ϵֿ����ε������������ĥ�������١�ͬʱ���ӱ�4���Կ�������880 ���ս�ʱ��ĥ������û����Ϊ�ս�������Ӳ����ǿ�Ƚ��Ͷ���ߣ�����������880 ���ս�����ľ�������ʹ��ɰ��ĥ���ġ����������ø���ز����ھ����ڲ����Ǿ����Ե������ֿ������������õ�������ǿ��ĥ�������١�
��4����ͬ�ս��¶���3��Ԥ�Ͻ���ս����ĥ����
Table 4��Wear mass loss of three kinds of pre-alloyed powders sintered at different temperatures g

2.6��Ԥ�Ͻ���ս���Ͽ���ò����
ͼ6��ʾΪ3�������ڲ�ͬ�ս��¶�ʱ�ս���Ͽڵ�SEMͼƬ����ͼ6��֪��3���������ս��¶�Ϊ720~840 ��ʱ�����������Ͼ��ȣ����쳣�������������ս��¶���ߣ�ԭ����ɢ�ٶ���ǿ�����������ٽᾧ�뾧��������760 ��֮ǰ(��ͼ 6(a)��ͼ6(b)��ʾ)�������ս��¶ȵͣ�ԭ����ɢ����֣������뾧��֮�����϶�����϶࣬�ս����ܶȽϵͣ���ˣ���������ǿ�ȵͣ��������ڿ�϶���ؾ�����չ���ս���Ͽ���Ҫ����Ϊ�ؾ����������������������Ĵ������ѣ����ս��¶ȸ���800 ��ʱ(��ͼ6(c)��ͼ6(d)��ʾ)�������Ͽ���϶�������������������ͣ�����϶��Ҫ�����ھ������ڲ���������֮�����϶�������٣��������������ս��¶����ߣ������ƶ��ٶ�������϶Ǩ�ƻ���ʧ���ٶȱȾ����ƶ��ٶ��������¾������϶�������룬��ˣ���϶ת�Ƶ������ڲ�[23]��Ҳʹ�ս����ܻ��̶ȸ��ӳ�֡������Ͽڳʴ����������ؾ����ѻ����������Ҫ�Դ�����������Ϊ���������������ž������ǿ����ߣ�������λ���˶��Ѷ������ⲿʩ��Ӧ��ʱ�������������Ѳ������ھ����ڲ���չ�����������ѣ���Ҳ����������ǿ��������ߵ���Ҫԭ���ս��¶���ߵ�880 ��ʱ(��ͼ6(e)��ʾ)�������Ͽھ����������Գ��ִ�Ͻ��������ھ��紦�շ��ĶϿ����࣬���ֳ����Ե��ؾ����ѵ�������������������ǿ�Ƚ��͡�

ͼ5����ͬ�ս��¶��º���������Ϊ20% Co��Ԥ�Ͻ���ս���ĥ����SEMͼ
Fig. 5��SEM images of wear face of sintering body containing Co 20% at different sintering temperatures

ͼ6����ͬ�ս��¶��º���������Ϊ20% Co��Ԥ�Ͻ���ս���SEMͼ
Fig. 6��SEM images of pre-alloyed powders containing 20% Co sintered at different temperatures
ͼ7��ʾΪ1�ź�2��������840 ��ʱ�ս���Ͽ�SEMͼƬ����ͼ7��ͼ6(d)��֪����840 ���ս�ʱ��1�ź�2�������Ͽ���ò��3�������ĶϿ���ò���Բ�ͬ�����߶��������Ѷ��Ѻʹ������ѵĻ�϶�����������������С�Ҿ��ȣ���3�������Ĵ��Զ���������ȣ�������Ӧ���и��ߵ�ǿ�ȣ�����ͼ3(a)��֪ʵ�ʽ��ȴ�෴���ɴ˿�֪���ϵ���ѧ���ܲ�����Ͽ���ò������������أ���������ϱ����ijɷ֡�����ṹ�������нϴ��ϵ����ͼ2����������ۺϷ�����Ϊ������Co�����������ӣ�CoFe15.7��Co3Fe7�Ƚ����仯�������������������ӣ�ͬʱҲ�����˵���Fe��Ԥ�Ͻ���е������������Ͻ������Ӽ����ʿ��������ܴ��Ԥ�Ͻ��ĩ���ս��¶ȣ���ˣ�3�������������ӽ���Һ���ս������������֮��Ľ��ǿ���нϴ���ߣ���1�ź�2�������Ͻ���ɷ������������٣��Ͽ���Ҫ����Ϊ�Ͻ����������Fe�ľ�������ˣ�������ǿ�����3�����������٣�������ѧ���ܼ�������Ӧ��
2.7�����ʯ/Ԥ�Ͻ���ս�����
�ڲ�ͬ�ս��¶��£�3�ֺ����ʯ�ս��������Ŀ���ǿ����ʧ�ʼ���5���ӱ�5��֪�������ս��¶����ߣ�3����������ǿ����ʧ�ʦ������϶�����С�����ƣ���840 ��ʱ�ﵽ��Сֵ����880 ��ʱ���������������⣬������ԣ�����ͬ�¶��£�����Ԥ�Ͻ����Co�����������������ϳ���С�����ƣ�3�������ս�����840 ��ʱ��ǿ����ʧ�ʦ���С��Ϊ19.1%��ǿ����ʧ�ʦ�ԽС�����ʯ�����谭̥����ѵ�����Խǿ��������֮��̥��Խ��ʯ��������Խǿ[24]��
��5�����ʯ/Ԥ�Ͻ���ս��岻ͬ�ս��¶��µ�ǿ����ʧ��
Table 5��Strength loss rate of pre-alloyed powders containing diamond sintered at different temperatures %

ͼ7��840 ��ʱCo����������ͬʱԤ�Ͻ���ս����SEMͼ
Fig. 7��SEM images of pre-alloyed powders containing different mass fractions of Co sintered at 840 ��
ͼ8��ʾΪ3�ֺ����ʯ�ս���������840 ��ʱ��SEM��Ƭ����ͼ8��֪��3��Ԥ�Ͻ��̥��Խ��ʯ�İ�����涼����һ����϶�����ԣ�3��Ԥ�Ͻ��̥��Խ��ʯ�İ��ⶼ���ڻ�е�������ã�û�з���Ԫ������ʯ�ķ�Ӧ������ұ���ϣ�3�������Ľ��ʯ����⻬�����������������˵��������CoԪ����ȫ����������Ԫ���γ��˺Ͻ��࣬��Ϊ�����ڵ���Co����������Խ��ʯ����������õ����ԣ������Ž��ʯ������չ���γɱ�����CoĤ��������һ���¶�������ʯ��Ӧ����Co3C[25]��3��Ԥ�Ͻ��̥��Խ��ʯ�����İ���������Ҫ����̥��Խ��ʯ������֧����������֧������Ԥ�Ͻ��̥���ǿ�ȡ�����Ӳ���������ǿ�Ⱥ�����Ӳ��Խ�ߣ����ʯ�������ܵ���������ʱ������ʯ��̥��Խ�����ײ����������ƣ�Ҳ�����ײ���̥���ѹ������Σ������̥��Խ��ʯ�İ�������Ҳ��Խǿ������Ǻ����ʯ�ս���ǿ����ʧ�ʱ仯�����벻�����ʯ��Ԥ�Ͻ���ս���Ŀ���ǿ�ȼ�����Ӳ�ȱ仯���ɻ����ӽ���ԭ��

ͼ8��840 ��ʱ�����ʯԤ�Ͻ���ս����SEMͼ
Fig. 8��SEM images of pre-alloyed powders containning diamond sintered at 840 ��
�ۺ����Ϸ�����Ϊ�����ۺϳɱ���߲���������£���840 ���ս�ʱ��Co��������Ϊ20%�� 3��Ԥ�Ͻ��ĩ�������нϸߵĿ���ǿ�ȡ�����Ӳ�ȡ����ܶȵȣ����Ҿ��нϺõ���Ħ��ĥ�������Լ���ѵİ�����ʯĥ�����ܣ���Ϊ�����ܽ��ʯ��Ʒ��̥����ϻ���Գɷֽ����й�����Ӧ��ǰ����
3 ����
1) ��ͬ��ȵĹ�������FeCuCoԤ�Ͻ����һ���̶���ʵ���˺Ͻ���Co��������Ϊ10%��20%ʱ������CoFe15.7��Co3Fe7��FeCu4�Ƚ����仯�������Co ��FeCuԤ�Ͻ�������FeCu4�����塣��FeԪ����������Խ�Ͷ�Co��������Խ��ʱ����ĩ����ԽС����Co��������Ϊ20%ʱ��FeCuCoԤ�Ͻ�۷���������С��ԼΪ3.41 ��m��FeCuCoԤ�Ͻ����912 ��ʱ������-Fe��(��-Co, ��-Fe)�Ĺ���ת�䣬Co��������Խ�ߣ�����ת�����Խ������
2) ���ս��¶�Ϊ720~880 ��ʱ�������ս��¶����ߣ���ͬ��ȵ�FeCuCoԤ�Ͻ���ս��������ܶ������ϳ������Ӻ���ٵ����ƣ���840 ��ʱ�ﵽ���ֵ������Ӳ�ȺͿ���ǿ��Ҳ���������ߺ͵����ƣ�������ͬ�ս��¶�ʱ�������ϳ���Co�����������߶����ߵ����ơ������ս��¶���ߣ���ͬ��ȵ�FeCuCoԤ�Ͻ���ս������Ħ��ĥ������������ǿ�����ơ�
3) ��840 ��ʱ��Co��������Ϊ20%��FeCuCoԤ�Ͻ���ս���Ͽ�Ϊ��������Ϊ��������ͬ�¶��£�Co��������Ϊ0��10%��Ԥ�Ͻ���ս���Ͽڳ����Ѷ��Ѻʹ������ѵĻ�϶�����������Ҫ����Ϊ�Ͻ����������Fe�����ĶϿ���ò������
4) ���ս��¶�Ϊ720~880 ���ڣ������ս��¶����ߣ������ʯ���ϲ����ս��������Ŀ���ǿ����ʧ�ʦdz��ȼ�С����������ƣ�������ͬ�¶��£�����Ԥ�Ͻ����Co�����������Ӷ���С����ͬ��ȵ�Ԥ�Ͻ��̥��Խ��ʯ�İ��ⶼ���ڻ�е�������ã�Co��������Խ�ߣ�FeCuCo̥��Խ��ʯ�Ļ�е֧������Խǿ��
�ο����ף�
[1] ERSOY A, ATICI U. Performance characteristics of circular diamond saws in cutting different types of rocks[J]. Diamond and Related Materials, 2004, 13(1): 22-37.
[2] WRIGHT D N, ENGELS J A. The environment and cost benefits of using diamond wire for quarrying and processing of natural stone [J]. Industrial Diamond Review, 2003, 63(4): 16-24.
[3] MARTIN J. Dry cutting of concrete parapets with a diamond wire saw[J]. Industrial Diamond Review, 2005, 65(1): 44-45.
[4] ZHAI Fugang, ZHANG Yanling, LI Juan, et al. Influences of magnetic treatment on microstructure densification of diamond saw segments[J]. Journal of Central South University of Technology, 2008, 15(S2): 267-272.
[5] ZHANG Shizhong, GAN Xueping, CHENG Jinjuan, et al. Effect of applied load on transition behavior of wear mechanism in Cu�C15Ni�C8Sn alloy under oil lubrication[J]. Journal of Central South University, 2017, 24(8): 1754-1761.
[6] CHU Zhiqiang, GUO Xueyi, LIU Donghua, et al. Application of pre-alloyed powders for diamond tools by ultrahigh pressure water atomization[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(10): 2665-2671.
[7] ���ܺ�, �����, ����, ��. ���ʯ����̥��Ԥ�Ͻ��ĩ��ȡ��Ӧ��[J]. ���ʯ��ĥ��ĥ�߹���, 2006, 26(6): 22-27.
ZHANG Shaohe, DING Xingyu, YANG Xian, et al. Preparation of pre-alloyed powder and it's application in diamond tools[J]. Diamond & Abrasives Engineering, 2006, 26(6): 22-27.
[8] ��ع��, ������. �Խ�ϼ����ܵ�����ʶ[J]. �˹�����ѧ��, 2002, 31(6): 608-615.
SUN Yuchao, SONG Yueqing. Recongnizance to cobalt in the matrix[J]. Journal of Synthetic Crystals, 2002, 31(6): 608-615.
[9] ����, ����, �½���, ��. Co�����ʯ����̥����W���Ӽ�������[J]. �й����̻�еѧ��, 2007, 5(1): 108-112.
GUO Hua, SU Yu, CHEN Jianzhang, et al. Effect of W in Co-based matrix of diamond beads[J]. Chinese Journal of Construction Machinery, 2007, 5(1): 108-112.
[10] AN K. Pressure assisted master sintering surface of Co, Cu and Fe powder mixture[J]. Powder Technology, 2013, 234: 117-122.
[11] DAI He, WANG Limin, ZHANG Jingguo, et al. Iron based partially pre-alloyed powders as matrix materials for diamond tools[J]. Powder Metallurgy, 2015, 58(2): 83-86.
[12] ROMANSKI A, KONSTANTY J. Ball-milled Fe-Ni and Fe-Mn matrix powders for sintered diamond tools[J]. Archives of Metallurgy and Materials, 2014, 59(1): 189-193.
[13] л����, ��¡, ��־��, ��. ���������Ʊ�Fe-Cu��Ԥ�Ͻ�۵ĵ�����ѹ�ս�[J]. ��ĩұ����Ͽ�ѧ�빤��, 2015, 20(1): 93-98.
XIE Delong, WAN Long, LIU Zhihuan, et al. Low-temperature hot press sintering of Fe-Cu based pre-alloyed powder manufactured by co-precipitation method[J]. Materials Science and Engineering of Powder Metallurgy, 2015, 20(1): 93-98.
[14] л־��, ������, �غ���, ��. ���ʯ��Ʒ��FeCoCu̥����ս�����ѧ�����о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2010, 41(6): 2178-2183.
XIE Zhigang, LIU Xinyu, QIN Haiqing, et al. Sintering and mechanical properties of FeCoCu fetal body applied for diamond tools[J]. Journal of Central South University(Science and Technology), 2010, 41(6): 2178-2183.
[15] XIE Delong, WAN Long, SONG Dongdong, et al. Low-temperature sintering of FeCuCo based pre-alloyed powder for diamond bits[J]. Journal of Wuhan University of Technology:Material Science Edition, 2016, 31(4): 805-810.
[16] DE PAULA BARBOSA A, BOBROVNITCHII G S, SKURY A L D, et al. Structure, microstructure and mechanical properties of PM Fe-Cu-Co alloys[J]. Materials & Design, 2010, 31(1): 522-526.
[17] LI Wensheng, ZHAN Jie, WANG Shucai, et al. Characterizations and mechanical properties of impregnated diamond segment using Cu-Fe-Co metal matrix[J]. Rare Metals, 2012, 31(1): 81-87.
[18] PALUMBO M, CURIOTTO S, BATTEZZATI L. Thermodynamic analysis of the stable and metastable Co-Cu and Co-Cu-Fe phase diagrams[J]. Calphad, 2006, 30(2): 171-178.
[19] ��, л־��, ��Ծ��, ��. ���ʯ��Ʒ��Fe-Co-CuԤ�Ͻ��ĩ���Ʊ��������ȿ���[J]. ��ĩұ����Ͽ�ѧ�빤��, 2007, 12(2): 123-128.
XIANG Bo, XIE Zhigang, HE Yuehui, et al. Preparation and granularity control of Fe-Co-Cu prealloyed powder[J]. Materials Science and Engineering of Powder Metallurgy, 2007, 12(2): 123-128.
[20] л����, ��¡, �ζ���, ��. ���ʯ������FeCoCuԤ�Ͻ����ɶ��ս����Ե�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(3): 577-585.
XIE Delong, WAN Long, SONG Dongdong, et al. Effect of composition of FeCoCu pre-alloyed powders on sintering characters used for diamond tools[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(3): 577-585.
[21] ��ع������һ����������. ���ʯ���������ѧ����[M]. ����: �й����Ĺ�ҵ������, 1999: 105-106.
SUN Yuchao, LIU Yibo, WANG Qinsheng. Basis of diamond tools and metallographic[M]. Beijing: Chinese Building Materials Industry Press, 1999: 105-106.
[22] ������, �����, �����, ��. ��ͼ������Ӧ��[M]. ����: ұ��ҵ������, 2007: 126-128.
CHEN Shujiang, TIAN Fengren, LI Guohua, et al. Analysis and application of phase diagram[M]. Beijing: Metallurgical Industry Press, 2007: 126-128.
[23] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 2011: 288-289.
HUANG Peiyun. Powder metallurgy principle[M]. Beijing: Metallurgical Industry Press, 2011: 288-289.
[24] ������, ������, ������. ������ϼ��Խ��ʯ�ѳ�������ǿ��ʩ����ǿ��������[J]. ���Ͽ�ѧ�빤��, 2002, 20(3): 465-468.
DAI Qiulian, XU Xipeng, WANG Yongchu. Measures used to improve bonding of diamond to matrix and bonding mechanisms[J]. Materials Science and Engineering, 2002, 20(3): 465-468.
[25] ������, ��Ծ��. �ܻ���ϼ��Խ��ʯ�ѳ������о�[J]. ���ȴ�ѧѧ��(��Ȼ��ѧ��), 1994, 15(3): 353-357.
TANG Donghua, HONG Yuesheng. A study on the retention of cobalt base bonding agent to diamond[J]. Journal of Huaqiao University(Natural Science), 1994, 15(3): 353-357.
(�༭ �²ӻ�)
�ո����ڣ� 2019 -03 -25; �����ڣ� 2019 -05 -26
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(41872186)(Project(41872186) supported by the National Natural Science Foundation of China)
ͨ�����ߣ����ܺͣ���ʿ�����ڣ���ʿ����ʦ�����³�Ӳ���Ϻ͵��ʹ��̵��о���E-mail: zhangshaohe@163.com

