文章编号:1004-0609(2008)06-0991-06
铝/钛异种合金激光熔钎焊接头界面特性
陈树海, 李俐群, 陈彦宾
(哈尔滨工业大学 现代焊接生产技术国家重点实验室, 哈尔滨 150001)
摘 要:以铝硅共晶合金为填充材料,采用激光熔钎焊的方法对铝/钛异种合金进行焊接,获得了同时具有熔焊和钎焊双重特征的焊接接头。由于激光局部加热并且有很高的冷却速度,发现在钛合金附近的钎焊界面形成了特殊的形态结构。结果表明,获得的钛合金钎焊区界面金属间化合物厚度很薄,仅在10 μm以下。焊缝上部界面金属间化合物较厚,主要呈锯齿状;焊缝下部界面金属间化合物厚度不足1 μm,呈薄层状。界面金属间化合物的主要成分为TiAl3,以Ti(SixAl1-x)3结构的置换固溶体形式存在。底部界面容易成为裂纹产生的源头,裂纹多沿界面附近焊缝中的共晶组织扩展,接头的平均抗拉强度为铝母材的85%左右。
关键词:钛合金;铝合金;激光熔钎焊;金属间化合物
中图分类号:TG 456.7 文献标识码:A
Interface characteristic and property of Ti/Al dissimilar alloys
joint with laser welding-brazing
CHEN Shu-hai, LI Li-qun, CHEN Yan-bin
(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of
Technology, Harbin 150001, China)
Abstract: With Al-Si eutectic filler wire, Al/Ti dissimilar alloys were joined by the laser welding-brazing process, and the joints with the characters welding and brazing were gained. Due to the local heating of laser and the high cooling rate of the welding seam, special morphology at the interface of titanium substrate and filler metal was found. The results indicate that the maximum of the intermetallic compounds layer is less than 10 μm. Moreover, the thickness and structure of the interface layer at different positions of the same joint are various. At the top of the joint, the layer is thick and presents serrated-shape; at the bottom, the thickness of the interface layer is less than 1μm and exhibits lamellar-shape. In addition, TiAl3 is the main phase of the interface layer, which is a typical substitution solid solution of Ti(SixAl1-x)3. Crack starts at the bottom of the joint and grows in the eutectic structure of the seam metal near the brazing interface. The average tensile strength of the joint is up to 85% of that of the Al base metal.
Key words: titanium alloy; aluminum alloy; laser welding-brazing; intermetallic compound
铝合金和钛合金广泛应用于航空航天等领域,但是它们在焊接过程中,由于在室温下互相的溶解度极小,采用在传统的焊接方法容易产生大量的脆性金属间化合物,焊接性较差[1]。
目前铝/钛异种合金的焊接方法主要有激光焊 接[1]、电弧熔钎焊[2]、固态扩散焊[3-4]、真空钎焊[5-6]、液相扩散焊[7]和摩擦焊[8]等等。这些方法虽各具优势,但同时也存在着不足。在德国不来梅射线技术研究所的KREIMEYER提出了采用激光直接照射钛合金,在钛合金保持固态的条件下,通过热传导使铝熔化实现二者的连接[1, 9-10],获得了较好的接头力学性能,但这一方法对装配的要求比较苛刻,焊前处理要求严格。
本文作者采用激光作为热源,填充焊丝自动送入,利用钛/铝两种合金熔点差异大特点,在焊接过程中使铝合金和钎料熔化,形成熔焊接头;而钛合金保持固态,与熔化的钎料之间形成钎焊接头,这样可避免两种材料充分反应生成大量的脆性金属间化合物。
在前期的工作中,我们对铝/钛异种合金激光自动填丝熔钎焊的工艺特性进行了研究[11-12],发现钛合金一侧的钎焊界面容易成为焊接过程中的失效位置,因此研究界面附近的微观组织及其力学性能具有重要意义。在此,本文作者着重分析铝/钛异种合金激光熔钎焊接头的钛母材一侧界面的微观组织特征及其相成分组成,深入分析对界面组织分布规律,对接头力学性能的影响和接头的断裂机制进行研究。
1 实验
实验母材为1.5 mm厚的Ti-6Al-4V钛合金和LF6铝合金板材。钛合金的主要成分为5.5%~6.8%Al、3.5%~4.5% V、0.3% Fe、0.2% O、0.1% C、0.05% N、0.01% H,其余为Ti。铝合金的主要成分为5.8%~6.8% Mg、0.4% Si、0.5%~0.8% Mn、0.4% Fe、0.2% Zn、0.1% Cu、0.02% Ti,其余为Al。首先用丙酮去除油污等杂质之后钛合金用酸洗,铝合金用碱洗,烘干后进行焊接。选用AlSi12共晶合金焊丝,焊丝熔点范围为575~590 ℃。
实验过程中,激光倾斜入射,与工件之间的角度α为60?,功率范围为1 400~1 600 W,焊接速度为0.35~0.55 m/min,焊丝在激光束的前方填入,送丝角度β为30?,焊接过程采用氩气双面保护。焊接试样开Y型坡口,便于钎料的润湿铺展。焊接过程的示意图如图1所示。

图1 激光熔钎焊示意图
Fig.1 Schematic illustration of laser welding-brazing processing
采用德国ROFIN-SINAR公司生产的扩散冷却射频激励CO2激光器进行焊接实验,最高平均输出功率3 kW;考虑到界面厚度较薄,本研究采用德国布鲁克公司的D8 Discovery with GADDS组合化学X射线衍射仪进行物相分析,该衍射仪可以分析微小尺寸范围内的物相组成,最小可分辨直径为50 μm范围内的物相;采用金相显微镜和SEM、EDS对接头组织形貌、界面金属间化合物的组成进行观察和分析;拉伸实验在INSTRON-5569电子万能材料实验机上进行,拉伸速度1.0 mm/min,数据率5 点/s,温度18 ℃。
2 结果与分析
2.1 接头界面的微观结构特征
界面金属间化合物的分布规律及形态特点对接头的力学性能有着直接的影响,因此需首先对接头不同位置的界面结构进行观察分析。图2所示为钛合金一侧界面微观组织的背散射扫描电镜照片,其中图2(a) 所示为宏观形貌,图2(b)~(f)所示分别为图2(a)中位置A、B、C、D、E处的微观结构。在图中可以看出界面处在焊接过程中形成了金属间化合物,上部的金属间化合物较厚,其最大厚度小于10 μm,呈锯齿状,每个锯齿属小晶面形状,且存在呈长棒状金属间化合物,有的甚至断裂进入熔池,如图2(b)~(d)所示。
从图2(a)中可以看出,A、B、C处的钎料距激光照射的位置较近,峰值温度较高,高温停留时间长,因此界面反应最剧烈,形成的金属间化合物最厚,在热输入最大的B位置的长棒状的金属间化合物最多。同时钎料铺展过程中的流动的液态钎料对界面的冲击,使一些长棒状的金属间化合物发生断裂,如图2(d)所示。在图2 (b)~(d)中可以发现这些锯齿状及棒状的金属间化合物垂直于界面方向长大,且锯齿或棒状金属间化合物之间为塑性较好的铝合金,这样的结构有利于阻碍裂纹的扩展,起到了“钉扎”作用,因此提高了焊接接头的强度。也有文献记载,对于铝/钛异种材料形成的金属间化合物,如果其厚度低于10 μm,可基本认为其对接头的力学性能影响很小[13]。因此 激光熔钎焊工艺获得的这种较薄的且呈锯齿状的金属间化合物较其他的焊接方法相比[1-8],接头力学性能更好一些。
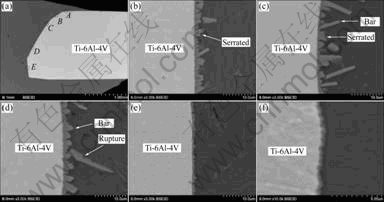
图2 钛合金母材一侧界面的微观结构
Fig.2 Microstructures of interface in titanium substrate: (a) Cross-section of jointing; (b)-(f) Magnified micrographs of regions A-E indicated by circle in Fig.2(a).
对于距激光直接加热的钎料表面较远的下部区域界面,如图2(e)和(f)所示,这些位置的金属间化合物较薄,如图2(e)所示的D处,厚度仅1 μm左右,界面上的“锯齿”也明显比A、B、C处的小;在图2(f)所示的E处,界面最薄,厚度小于1 μm,已没有锯齿的特征,呈薄层片状。这主要是由于底部温度太低所致,若控制不好位置往往可能会出现界面反应不充分,结合不牢的现象,而成为裂纹的起点。
2.2 界面元素分布及物相分析
图3所示为在界面附近的元素线扫描结果。从图中可以发现,在界面处的金属间化合物中的Si元素发生了偏聚。分析认为,界面反应过程中Si元素之所以发生了这种“上坡扩散”,是由于Ti元素和Si元素之间的亲和能力较大,Ti元素可以降低Si元素在液态钎料中的化学势,而在界面附近出现钛母材向液态钎料溶解,致使界面附近的液态钎料中含有Ti元素,因而液态钎料中的Si原子在凝固的过程中不断向含 有钛溶质的界面附近聚集,造成了Si元素在界面的偏聚。图3中P点的元素成分含量如表1所列,可见Ti原子数大约占原子总数的25%。

图3 界面附近成分分布的线扫描结果
Fig.3 Line scanning results of interface.
表1 界面区域中的元素成分
Table 1 EDS analysis of elements at location P in interface (mole fraction, %)

为了进一步确认界面金属间化合物的物相,对图2(a)中的B区域的界面进行XRD分析,分析结果如图4所示。在界面位置除Ti、Si、Al相之外还出现了TiAl3相,而在TiAl3相中Ti的原子数量恰好为约原子总数的25%,因此可以断定锯齿状金属间化合物为TiAl3。
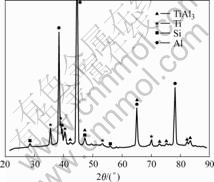
图4 图2(a)中区域B的XRD谱
Fig.4 XRD pattern of region B in Fig.2(a)
根据线扫描的结果,在TiAl3相中的Si含量很高,最高可达13%,这与目前有关学者的研究结果相 符[14-15]。由于Si原子的原子半径同Al原子相近,在界面反应过程中,Si原子可以置换的方式取代TiAl3金属间化合物中Al原子的晶格位置,形成TiAl3的置换固溶体,以Ti(SixAl1-x)3结构形式存在。
2.3 接头的抗拉强度及断裂特性
图5所示为接头的拉伸实验结果,所有焊接接头的平均抗拉强度达到铝母材抗拉强度的85%以上,接头的最大抗拉强度达到母材的94%。测试结果表明激光熔钎焊接头具有较高的抗拉强度。

图5 接头试样的抗拉强度
Fig.5 Tensile strength of joint samples
分析接头断裂位置,可以发现在钎料和钛合金母材的钎焊界面往往成为断裂位置,因此本研究着重分析这种断裂形式的断裂机理。在图5中可以看出,热输入较大时,试样一般在铝母材熔合线附近断裂,抗拉强度相对较高;热输入较小时,多数试片在钛母材界面附近断裂,抗拉强度较低。
从图6可以看出,底部位置E处母材上粘连的焊缝金属很少,而在D处粘连的金属较多,这表明接头的下部钎缝金属与钛合金母材连接得不够牢固而在上部连接得较为牢固,而且裂纹是从钎缝中扩展的。一般认为界面处的金属间化合物不宜过薄,否则强度较低[16],而在本实验中焊缝下部通常为薄层状金属间化合物,容易成为裂纹的起点。因此,接头下部界面的薄层片状的连接位置容易成为焊接过程中的薄弱环节,因此该位置为能否进一步提高接头的强度关键。
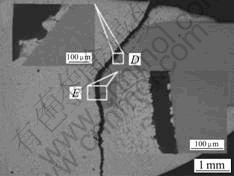
图6 焊接接头的断裂形貌
Fig.6 Fracture morphology of joining sample.
图7所示为钛母材界面附近的断裂过程示意图。在拉伸过程中,由于E处通常为连接的薄弱环节,因此在E处首先出现裂纹,沿界面扩展,当裂纹扩展到具有很小的锯齿状金属间化合物的界面位置D处时,此时界面的连接相对较为牢固,因此裂纹的扩展位置可能会出现在钎缝处。当裂纹扩展到位置C时,由于该位置处的“钉扎”作用较为明显,界面结合很牢固,锯齿状的金属间化合物阻碍裂纹扩展,因此钎缝中裂纹更容易在钎缝中的共晶组织处扩展。

图7 断裂过程示意图
Fig.7 Schematic illustration of fracture processing
为进一步确认断裂的起始位置及分析断裂机理,图8给出了坡口拐角下侧区域E的断口形貌,在图中平滑的区域E2表明填充金属与母材没有形成良好的冶金连接,而较为粗糙的区域E1为形成了良好连接。由此可以看出在区域E容易出现不可靠连接,成为失效的起始位置。
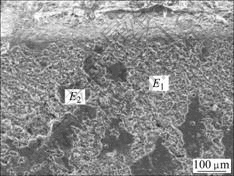
图8 区域E的界面断口形貌
Fig.8 Fracture surface of region E
图9所示为图7中区域D的微观断口形貌,从断口形貌上来看存在着典型的撕裂棱,属于准解理断裂。在图6中发现,铝晶粒的形状较为完整,因而裂纹 在焊缝中是沿着共晶组织扩展的。由于钎缝由铝硅共晶组织和α(Al)的混合物组成,其中铝硅共晶组织位于α(Al)的晶界位置。因此在拉伸过程中,当接头的各个位置发生应变时,α(Al)具有很好的塑性,在应力超过其屈服强度时可发生变形。由于铝硅共晶组织一般具有较大的脆性,所以裂纹易于在铝硅共晶组织中扩展,而α(Al)晶粒只是具有一定程度的变形,断口具有一定的脆性特征。
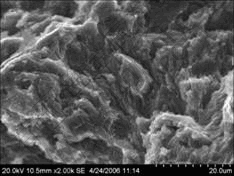
图9 区域D的断口形貌
Fig.9 Fracture surface of region D
3 结论
1) 在钛合金一侧钎缝界面形成了不均匀分布的金属间化合物,最大厚度不超过10 μm;金属间化合物在界面上部较厚,呈锯齿状或棒状,界面下部界面呈薄层状。金属间化合物的主要相成分为Ti3Al。由于在界面处的Si元素的发生了偏聚,致使TiAl3以Ti(SixAl1-x)3的形式的硅的置换固溶体形式存在;。
2) 接头的平均强度达到铝母材抗拉强度的85%以上,最高可达铝母材的94%;热输入较高时,拉伸断裂位置一般在靠近铝母材的熔合线的焊缝位置,此时抗拉强度略高;热输入较低时,断裂多发生在钛侧的界面附近,此时抗拉强度略低。
3) 接头的下部为连接的较为薄弱的环节,容易成为断裂的起始位置,而上部界面锯齿状金属间化合物起钉扎作用,不利于裂纹的扩展,具有较高的强度;裂纹一般易于在共晶组织中扩展。
REFERENCES
[1] KREIMEYER M, WAGNER F, VOLLERTSEN F. Laser processing of aluminum titanium tailored blanks[J]. Optics and Lasers in Engineering, 2005, 43(9): 1021-1035.
[2] KORENYUK Y M. Interaction of liquid aluminium and solid titanium in fusion welding[J]. Welding Production, 1975, 22(6): 3-5.
[3] REN Jiang-wei, LI Ya-jiang, Feng Tao. Microstructure characteristics in the interface zone of Ti/Al diffusion bonding[J]. Materials Letters, 2002, 56(5): 647-652.
[4] WILDEN J, BERGMANN J P. Manufacturing of titanium/aluminium and titanium/steel joints by means of diffusion welding[J]. Welding and Cutting, 2004, 3(5): 285-290.
[5] TAKEMOTO T, OKAMOTO I. Intermetallic compounds formed during brazing of titanium with aluminum filler metals[J]. Journal Of Material Science, 1988, 23(4): 1301-1308.
[6] 胡 刚, 康 慧, 赵鹏飞, 曲 平. 锡镓对铝钛异种合金真空钎焊的影响[J]. 航空精密制造技术, 2001, 37(4): 15-19.
HU Gang, KANG Hui, ZHAO Peng-fei, QU Ping. Influence of stannum and gallium on vacuum brazing of aluminum and titanium dissimilar alloy[J]. Aviation Precision Manufacture Technology, 2001, 37(4): 15-19.
[7] SOHN W H, BONG H H, HONG S H. Microstructure and bonding mechanism of Al/Ti bonded joint using Al10Si1Mg filler metal[J]. Mater Sci Eng A, 2003, 355(1/2): 231-240.
[8] 傅 莉, 杜随更, 白建红. TC4钛合金与LD10铝合金感应摩擦焊接头的组织与性能[J]. 中国有色金属学报. 2007, 17(2): 228-232.
FU Li, DU Sui-geng, BAI Jian-hong, Microstructures and properties of induction friction welded joint of TC4 Ti alloy and LD10 Al alloy[J]. The Chinese Journal of Nonferrous Metal, 2007, 17(2): 228-232.
[9] KREIMEYER M, WAGNER F, SEPOLD G. Joining aluminium alloys with titanium with the use of a Nd?YAG laser system[J]. Laser Opto, 2001, 33(1): 31-33.
[10] KREIMEYER M, WAGNER F, SEPOLD G. Laser welding/brazing for joining tailored blanks[J]. Industrial Laser Solutions, 2002, 17(11): 15-16.
[11] 倪家明, 李俐群, 陈彦宾, 封小松. 铝/钛异种合金激光熔钎焊接头特性[J]. 中国有色金属学报, 2007. 17(4): 615-622.
NI Jia-ming, LI Li-qun, CHEN Yan-bin, FENG Xiao-song. Characteristics of Al/Ti dissimilar alloys laser welding-brazing joint[J]. The Chinese Journal of Nonferrous Metal, 2007. 17(4): 615-622
[12] 封小松, 李俐群, 朱宝华, 陈彦宾. 铝-钛异种合金的激光熔钎焊[J]. 中国激光, 2007, 34(增刊): 302-305.
FENG Xiao-song, LI Li-qun, ZHU Bao-hua, CHEN Yan-bin. Laser welding-brazing Al/Ti dissimilar alloys with filler metal[J]. Chinese Journarl of Lasers, 2007, 34(suppl.): 302-305.
[13] WAGNER F. Characterization and properties of dissimilar metal combinations of Fe/Al and Ti/Al-sheet materials[C]// 20th International Congress on ICALEO 2001: Applications of Lasers & Electro-Optics. Jacksonville, USA, 2001: 365-374.
[14] GUPTA S P. Intermetallic compounds in diffusion couples of Ti with an Al-Si eutectic alloy[J]. Materials Characterization, 2002, 49(4): 321-330.
[15] GR?BNER J, MIRKOVIC D, Schmid-Fetzer R. Thermodynamic aspects of grain refinement of Al-Si alloys using Ti and B[J]. Mater Sci Eng A, 2005, 395: 10-21
[16] SAIDA K, SONG W, NISHIMOTO K. Laser brazing of aluminum alloy to steels with aluminum filler metals[J]. Schweissen im Anlagen-und Behalterba, 2004, 231: 232-237.
基金项目:国家自然科学基金资助项目(50275036)
收稿日期:2007-09-27;修订日期:2008-02-22
通讯作者:陈树海,博士;电话:0451-86415506;E-mail: shchenhit@gmail.com
(编辑 何学锋)

