
Preparation of anodic films on 2024 aluminum alloy in boric acid-containing mixed electrolyte
MA Song-jiang(马淞江)1, LUO Peng(罗 鹏)2, ZHOU Hai-hui(周海晖)2,
FU Chao-peng(付超鹏)2, KUANG Ya-fei(旷亚非)2
1. College of Chemistry and Chemical Engineering, Hunan University of Science and Technology,
Xiangtan 411201, China;
2. College of Chemistry and Chemical Engineering, Hunan University, Changsha 410082, China
Received 17 December 2007; accepted 29 April 2008
Abstract: The anodizing oxidation process on 2024 aluminum alloy was researched in the mixed electrolyte with the composition of 30 g/L boric acid, 2 g/L sulfosalicylic acid and 8 g/L phosphate. The results reveal that the pre-treatment and the composition of the mixed electrolyte have influence on the properties of the films and the anodizing oxidation process. Under the condition of controlled potential, the anodizing oxidation current―time response curve displays “saddle” shape. First, the current density reaches a peak value of 8-20 A/dm2 and then decreases rapidly, finally maintains at 1-2 A/dm2. The film prepared in the mixed electrolyte is of porous-type with 20 nm in pore size and 500 μm-2 in porosity. Compared with the conventional anodic film obtained in sulfuric acid, the pore wall of the porous layer prepared in this work is not continuous, which seems to be deposited by small spherical grains. This porous structure of the anodic film may result from the characteristics of the mixed electrolyte and the special anodizing oxidation process. The surface analysis displays that the anodic film is amorphous and composed of O, Al, C, P, S, Si and no copper element is detected.
Key words: anodizing; anodic film; 2024 aluminum alloy; boric acid; mixed electrolyte
1 Introduction
Anodic oxidation is used extensively to improve the surface properties of aluminum alloys[1]. The anodizing process and the properties of the anodic films are obviously influenced by the alloying elements. For example, magnesium and manganese elements are beneficial for aluminum anodization, while copper and silicon have harmful effects, so the 2000 series aluminum alloys are hard to anodize. THOMPSON et al studied the anodizing behavior of aluminum alloys in detail. Their work revealed that several categories of the solid-solution alloy could be classified: 1) alloying elements oxidize immediately at the alloy/film interface and migrate to the outside of the anodic films, e.g. lithium and magnesium[2-3]; 2) alloying elements enrich at the alloy/film interface prior to their oxidation, oxidize at the alloy/film interface and enrich beneath the anodic films, e.g. zinc and copper[4-5]; 3) alloying elements enrich at the alloy/film interface without subsequent oxidation and incorporation into the anodic film, for example, gold[6]. They also found that pre- treatment had great influences on the anodic films obtained[7-9], and the results presented that electropolishing and chemical polishing can lead to copper enrichment in Al-Cu alloy.
As for most anodizing techniques, single electrolyte was widely employed, such as sulfuric acid[10], chromic acid[11] and phosphoric acid[12]. But in recent years, some mixed acid and organic acid as anodizing electrolytes were developed, which can decrease the film dissolution rate, then increase the film formation efficiency and improve the film properties[13-15]. As far as conventional anodic oxidation is concerned, copper in the 2000 series aluminum alloys promotes oxygen evolution, and results in local heating and void formation[16]. It is well known that a uniform and continuous anodic film is hard to form in a single electrolyte. In our previous work, we found that an excellent ceramic anodic film can be formed on AA339.1 aluminum alloy in organic acid electrolyte, in which phosphate was added under a high anodizing voltage (over 150 V) and high current density[17-18]. In the present work, the anodizing oxidation process on 2024 aluminum alloy is researched in boric acid electrolyte with the additive of sulfosalicylic acid and phosphate at room temperature (about 20 ℃) and low anodizing voltage (below 100 V).
2 Experimental
Specimens with the dimensions of 30 mm×40 mm×1 mm were used as anodes. The composition of alloy is given in Table 1. After being degreased in acetone, the specimens were chemically polished for 90 s in sodium hydroxide (20%, mass fraction) and sodium nitrate (25%) mixed solution at 70-80 ℃, rinsed in deionized water, and then desmutted in nitric acid (75%, volume fraction) and hydrofluoric acid (25%, volume fraction) mixed solution for 30 s at 25 ℃, finally rinsed in deionized water and dried in a cool air stream. The etched and desmutted specimens were anodized at a constant voltage. The voltage was linearly adjusted to a setting value within 30 s and maintained constant until the anodizing process ceased. The anodization was carried out in 30 g/L boric acid modified by the additives of 2 g/L sulfosalicylic acid and 8 g/L phosphate at room temperature (about 20 ℃) for 10 min. During anodizing, the current―time curve was recorded. After anodization, the specimens were immediately removed from the electrolyte, rinsed in deionized water and dried in cool air. The baths were prepared with deionized water.
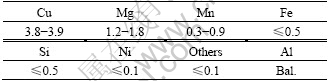
Table 1 Nominal composition of 2024 aluminum alloy (mass fraction, %)
The hardness and thickness of the obtained films were measured with a Vickers hardness tester (HVS-1000, Shanghai, China, loading 0.49 N, testing time 20 s) and a coating thickness gauge (CTG-10, Beijing Time Electric Group, China). SEM (JSM 5600LV, JEOL, operated at 20 kV) was used to observe the surface and cross-sectional morphologies of the anodic film, on which a thin gold film would be deposited. The chemical composition analysis of the film was carried out by EDS (Vantage 4105, Noran, operated at 20 kV). The structure of the film was examined by XRD (D5000, Siemens, Cu target, operated at 35 kV and 45 mA).
3 Results and discussion
3.1 Characteristics of 2024 aluminum alloy anodizing process
3.1.1 Pre-treatment process
Chemical etching was employed to treat the specimen before anodization. During etching in sodium hydroxide (20%) and sodium nitrate (25%) mixed solution, a lot of gas was emitted from the specimen surface. Upon the completion of etching, black smuts were evident on the surface of the specimens. The black smuts may be metal oxides or hydroxides, such as silicon dust and copper dust. The smuts were removed effectively by dipping in nitric acid and hydrofluoric acid mixed solution. Fig.1 shows the SEM surface micrograph of the 2024 aluminum alloy after chemical polishing and desmutting. It can be seen from Fig.1 that the alloy surface is relatively rough, which is caused by unsymmetrical dissolution. Figs.2 and 3 show the EDS and XRD patterns of the alloy surface after chemical polishing and desmutting. From these figures, we can find that no other element is detected except aluminum, which may result from the prior dissolving of copper into the polishing solution during the pre-treatment. The specimens were polished with 100# Al2O3 abrasive cloth until the surface was of mirror-like finish, then cleaned in ethanol, acetone respectively in an ultrasonic bath.

Fig.1 SEM surface micrograph of 2024 aluminum alloy after chemical polishing and desmutting

Fig.2 EDS analysis on surface of 2024 aluminum alloy after chemical polishing and desmutting
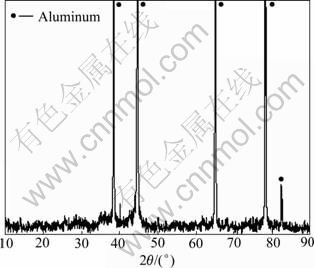
Fig.3 XRD pattern of 2024 aluminum alloy after chemical polishing and desmutting
3.1.2 Current―time response
The specimens were anodized in a mixed electrolyte at a constant voltage. The voltage was linearly adjusted to a given value within 30 s and maintained constant until the anodizing process ceased. Fig.4 shows the current―time response curves of the 2024 aluminum alloy in different mixed electrolytes at 50 V and 20 ℃. According to Fig.4, the current density is only 0.5 A/dm2 and maintained constant in the boric acid electrolyte (30 g/L). The anodizing behavior of 2024 aluminum alloy in the boric acid (30 g/L) and sulfosalicylic acid (2 g/L) mixed electrolyte was similar to that in the single boric acid electrolyte. The films obtained from these two types of electrolytes were very thin and transparent, and the thickness was hard to measure by the coating thickness gauge. So the anodic films obtained from the single boric acid electrolyte and boric acid-sulfosalicylic acid mixed electrolyte cannot be of porous-type and only be of barrier-type. However, when the 2024 aluminum alloy was anodized in the boric acid (30 g/L) and phosphate (8 g/L) mixed electrolyte, the current density can reach 12 A/dm2 rapidly when the anodizing voltage approached 50 V. With the increase of the anodizing time, the current density only declined a little and dropped to 8 A/dm2 after anodizing for 10 min, which was still 15 times larger than that of anodizing in single boric acid or boric acid and sulfosalicylic acid mixed electrolyte. A dark grey anodic film with the thickness of 12 μm can be formed on the surface of 2024 aluminum alloy. According to other work, phosphorus ions can improve the dissolution of the film, hence phosphoric acid was widely used for pore-widening treatment[19]. As seen from the results above, phosphate could improve the dissolution of the film and then increase the anodizing current obviously in boric acid electrolyte, so a thick anodic film could be formed on the surface of 2024 aluminum alloy. However, the anodic film formed in this system was loose, rough and had no protective effect. When adding sulfosalicylic acid (2 g/L) in boric acid (30 g/L) and phosphate (8 g/L) mixed electrolyte, the current density could also reach 10 A/dm2 rapidly when the anodizing voltage approached 50 V, but it would decline rapidly and the current density dropped to 2 A/dm2 after anodizing for 10 min. The film obtained from this electrolyte system became light yellow, uniform and smooth. The results suggested that sulfosalicylic acid had the effect of decreasing the current of film dissolution after the anodic oxidation current density reached the maximum value, and made the anodic film compact and symmetrical. This effect of sulfosalicylic acid can also be found in other work like conventional hard anodizing technique[20].

Fig.4 Current density―time responses during anodizing of 2024 aluminum alloy in different mixed electrolytes at 50 V and 20 ℃
The current―time response curves of the anodizing process under different voltages in the boric acid electrolyte modified by the additives of sulfosalicylic acid and phosphate are shown in Fig.5. It can be seen that anodic current had a maximum value in all the curves, but the maximum values were different under different voltages. When the anodic voltage approached its maximum, the current density reached its peak value rapidly and subsequently declined to an approximately constant value of 1-2 A/dm2 in the following process. The higher the cell voltage, the higher the peak current density would be. The whole curves displayed “saddle” shape, which is quite different from that of both conventional anodization and microarc oxidation[21].

Fig.5 Current density―time responses during anodizing of 2024 aluminum alloy at different voltages in boric acid (30 g/L) with additives of sulfosalicylic acid (2 g/L) and phosphate (8 g/L) at 20 ℃
As previously determined[17-18], the film property was correlated intimately to the peak current density. The research results also confirmed the same relationship. When the anodic voltage was lower than 40 V, the peak current density was lower than 8 A/dm2, and the film on the surface of 2024 aluminum alloy could not be formed or would be non-uniform. When the voltage was higher than 70 V, the peak current density was higher than 20 A/dm2. Because high current density and high voltage would generate large amount of Joule heat, which would strengthen the ability of film dissolving, the film became heterogeneous and powdery. So, the voltage of 40-70 V with peak current density of 8-20 A/dm2 was employed in the present experiment. The shape of current―time response was similar to each other at different voltages. After anodizing for 600 s, the final current density maintained at 1-2 A/dm2, the increasing rate of the film was low, and the equilibrium between the formation and dissolution of the film arrived and the anodizing process terminated. A mass of gas production from the surface of specimens was observed during the anodizing process.
3.2 Properties of anodic film
The thickness of the anodic film on 2024 aluminum alloy ranges from 12 μm to 20 μm, depending on the controlled experimental conditions. The hardness of the anodic film obtained from the boric acid electrolyte modified by the additive of sulfosalicylic acid and phosphate can reach HV420 and is comparable to that of hard anodized film (the hardness of hard anodic film on AA7075 is HV402-448[22]). At present, most of hard anodic films were obtained by decreasing the temperature of electrolytes, which results in high cost [10, 23]. In our present work, the hard anodic film could be obtained at room temperature, so the cost is reduced greatly. Meanwhile, compared with other anodic films obtained in boric acid[8], the film obtained on the present condition is thick with porous-type. The corrosion test was conducted by immersing the anodic film in the 36% hydrochloric acid and 10% sodium hydroxide respectively for a certain time. The results indicated that the anodic film obtained from the present mixed electrolyte is more anti-corrosive than the conventional anodic film. Therefore, the present technique with the boric acid electrolyte system modified by the additives of sulfosalicylic acid and phosphate for anodic films prepared on 2024 aluminium alloys is a new, low-cost and high-effective surface treatment method.
3.3 Elemental composition and structure of anodic film
The EDS result of the anodic film surface is shown in Fig.6. From Fig.6, it can be found that the elements present are C, O, Al, Si, S and P. The elements of O and Al are the major compositions of the film, P, S and C may originate from the electrolyte, which embed inside the anodic film. Si is the alloying element of the substrate, and Cu element is not detected, indicating that the amount of Cu element in the anodic film is little and negligible. ZHOU et al[16] revealed that the dissolution of Cu element was prior during the chemical polishing process and then few copper atoms existed on the outer surface. As a result, the element of copper in the anodic film is too little to detect by EDS. XRD analysis of the anodic film is shown in Fig.7. It appears that the structure of the anodic film on 2024 aluminum alloy is composed of non-crystalline, which is similar to the structure of the films obtained from sulfuric acid or other acidic electrolytes.

Fig.6 EDS analysis of elemental components on anodic film outer surface

Fig.7 XRD pattern of anodic film on 2024 aluminum alloy
3.4 Morphology of anodic film
Fig.8 shows the surface morphology of the anodic film. From Fig.8, the porous surface can be observed,
which is similar to that obtained from sulfuric acid or oxalic acid[24-25]. The pore size is only 20 nm, while the porosity is 500 μm-2.

Fig.8 SEM surface morphology of anodic film on 2024 aluminum alloy
Fig.9(a) shows the cross-sectional micrograph of the anodic film, Figs.9(b) and (c) are the local magnification images of Fig.9(a). In Fig.9(a), the left of the picture is the substrate, from which plastic distortion can be obviously observed on account of the mechanical cutting of the specimen, while the right is the bevel of the film surface and the middle is the film. It can be seen that the film is porous, and the pore channels are hollow, but they are not perpendicular to the substrate[26]. Compared with the conventional porous-type film obtained in sulfuric acid, the pore wall is not continuous, which seems to be composed of many small spherical grains. It is also different from the multicrack structure obtained in our former research[17]. This special porous-type structure may result from the special composition of the mixed electrolyte and the anodizing oxidation process.
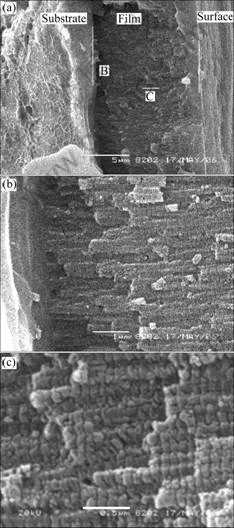
Fig.9 SEM images of cross-section of anodic film on 2024 aluminum alloy
4 Conclusions
1) The constituents in the mixed electrolyte have different effects on the anodic oxidation process of the 2024 aluminum alloy.
2) The anodizing current―time response curve displays “saddle” shape. When the voltage is constant, the anodic current density reaches a peak value firstly and then decreases rapidly, finally it maintains at a small value. This is different from that in the conventional anodizing technique.
3) The anodic peak current density is correlated to the cell voltage and is influenced by the properties of the anodic film. When the value of the peak current density varies from 8 A/dm2 to 20 A/dm2, the uniform and compact anodic film with porous-type is obtained, whose hardness is more than HV400.
4) SEM results show that the pore wall of cross-section is not continuous, which seems to be composed of many small spherical grains. The anodic film pore size is only 20 nm and the porosity is 500 μm-2.
5) The EDS analysis reveals that the elemental components of the anodic film are O, Al, C, P, S and Si, but no copper element is detected. The XRD result suggests that the structure of anodic film is composed of non-crystalline.
References
[1] THOMPSON G E. Porous anodic alumina: Fabrication, characterization and applications [J]. Thin Solid Films, 1997, 297(1/2): 192-201.
[2] TZOGANAKOU K, SKELDON P, THOMPSON G E, ZHOU X, KREISSIG U, WIESER E, HABAZAKI H, SHIMIZU K. Mobility of lithium ions in anodic alumina formed on an Al-Li alloy [J]. Corrosion Science, 2000, 42(6): 1083-1091.
[3] LIU Y, SKELDON P, THOMPSON G E, HABAZAKI H, SHIMIZU K. Anodic film growth on an Al-21at.%Mg alloy [J]. Corrosion Science, 2002, 44(5): 1133-1142.
[4] ABULSAIN M, BERKANI A, BONILLA F A, LIU Y, SKELDON P, THOMPSON G E, BAILEY P, NOAKES T C Q, SHIMIZU K, HABAZAKI H. Anodic oxidation of Mg-Cu and Mg-Zn alloys [J]. Electrochimica Acta, 2004, 49(6): 899-904.
[5] GARCIA-VERGARA S, SKELDON P, THOMPSON G E, BAILEY P, NOAKES T C Q, SHIMIZU K. Effect of copper enrichment on the electrochemical potential of binary Al-Au alloys [J]. Journal of Electrochemical Society, 2004, 151(1): 16-21.
[6] HABAZAKI H, SHIMIZU K, SKELDON P, THOMPSON G E, WOOD G C, ZHOU X. Anodic film formation on Al-Au alloys: Enrichment of gold in the alloy and subsequent evolution of oxygen [J]. Journal of Physics D: Applied Physics, 1997, 30(13): 1833-1841.
[7] HABAZAKI H, PAEZ M A, SHIMIZU K, SKELDON P, THOMPSON G E, WOOD G C, ZHOU X. The importance of surface treatment to the anodic oxidation behaviour of Al-Cu alloys [J]. Corrosion Science, 1996, 38(7): 1033-1042.
[8] YAKOVLEVA N M, YAKOVLEV A N, CHUPAKHINA E A. Structural analysis of alumina films produced by two-step electrochemical oxidation [J]. Thin Solid Films, 2000, 366(1): 37-42.
[9] HABAZAKI H, UOZUMI M, KONNOL H. Formation of barrier-type amorphous anodic films on Ti-Mo alloys [J]. Surface and Coating Technology, 2003, 169/170(2): 151-154.
[10] FRATILA-APACHINTEI L E, TICHELAAR F D, THOMPSON G E, TERRYN H, SKELDON P, DUSZCZYK J. A transmission electron microscopy study of hard anodic oxide layers on AlSi(Cu) alloys [J]. Electrochimica Acta, 2004, 49(19): 3169-3177.
[11] MOUTARLIER V, GIGANDET M P, PAGETTI J. Characterisation of pitting corrosion in sealed anodic films formed in sulphric, sulphuric/molybdate and chromic media [J]. Applied Surface Science, 2003, 206(1/4): 237-249.
[12] JAGMINAS A, BIGELIEND D, MIKULSKAS I. Growth peculiarities of aluminum anodic oxide at high voltages in diluted phosphoric acid [J]. Journal of Crystal Growth, 2001, 233(3): 591-598.
[13] SHIH H H, TZOU S L. Study of anodic oxidation of aluminum in mixed acid using a pulsed current [J]. Surface and Coating Technology, 2000, 124(2): 278-285.
[14] PAEZ M A, ZAGAL J H, BUSTOS O. Effect of benzotriazole on the efficiency of anodizing of Al-Cu alloys [J]. Electrochimica Acta, 1997, 42(23): 3453-3459.
[15] TAKENAKA T, HABAZAKI H, KONNO H. Formation of black anodic films on aluminum in acid electrolytes containing titanium complex anion [J]. Surface and Coating Technology, 2003, 169/170(2): 155-159.
[16] ZHOU X, THOMPSON G E, HABAZAKI H, WOOD G C, SHIMIZU K. Copper enrichment in Al-Cu alloys due to electropolishing and anodic oxidation [J]. Thin Solid Films, 1997, 293(1): 327-332.
[17] KUANG Ya-fei, LIU Jian-ping, HOU Zhao-hui, HE De-liang. Preparation and analysis of films on aluminum by high voltage anodization in phosphonic acid and sodium tungstate solution [J]. Journal of Applied Electrochemistry, 2001, 31(11): 1267-1271.
[18] LUO Sheng-lian, TANG Hao, ZHOU Hai-hui, CHEN Jin-hua, KUANG Ya-fei. Preparation and characteristics of oxide films on AA339.1 cast aluminum [J]. Surface and Coating Technology, 2003, 168(1): 91-97.
[19] MASUDA H, YAMADA H, SATOH M, ASOH M, TAMATURA T. Highly ordered nanochannel-array architecture in anodic alumina [J]. Applied Physics Letter, 1997, 71(19): 2770-2774.
[20] ZHANG Yun-cheng. Electroplating handbook [M]. Beijing: National Defence Industry Press, 1997: 188-189. (in Chinese)
[21] JIA Yu-fei, ZHOU Hai-hui, LUO Peng, CHEN Jin-hua, KUANG Ya-fei. Preparation and characteristics of well-aligned macroporous films on aluminum by high voltage anodization in mixed acid[J]. Surface and Coating Technology, 2006, 201(3/4): 513-518.
[22] MUKHOPADHYAY K, SHARMA A K, Influence of Fe-bearing particles and nature of electrolyte on the hard anodizing behaviour of AA7075 extrusion products [J]. Surface and Coating Technology, 1997, 92(3): 212-220.
[23] FRATILA-APACHITEI L E, DUSZCZYK J, KATGERMAN L. Vickers microhardness of AlSi(Cu) anodic oxide layers formed in H2SO4 at low temperature [J]. Surface and Coating Technology, 2003, 165(3): 309-315.
[24] MASUDA H, FUKUDA K. Ordered metal nanohole arrays made by a two-step replication of honeycomb structure of anodic alumina [J]. Science, 1995, 268(5216): 1466-1468.
[25] MASUDA H, HASEGWA F J. Self-ordering in cell arrangement of anodic porous alumina formed in sulfuric acid solution [J]. Electrochemical Society, 1997, 144(5): L127-L129.
[26] KELLER F, HUNTER M S, ROBINSON D L. Structures features of oxide coating on aluminum [J]. J Electrochemical Society, 1953, 100(9): 411-419.
Foundation item: Project(06JJ4005) supported by the Natural Science Foundation of Hunan Province, China
Corresponding author: MA Song-jiang; Tel: +86-732-8383072; E-mail: masji@sohu.com
(Edited by YUAN Sai-qian)

