稀有金属 2011,35(03),342-348
钛-铝复合板界面组织及其对加工性能的影响
徐卫 朱明 郭胜利 胡捷 李德富
北京有色金属研究总院有色金属加工事业部
摘 要:
使用金相显微镜(OM)、扫描电镜(SEM)、电子探针(EPMA)和显微硬度计(MHTM)对爆炸焊接钛-铝复合板的爆炸态、退火态、轧制态界面进行了研究。结果表明:结合面呈波状结合,距爆炸点越远,界面波的波长和波幅越大;周期性轧制裂纹的分布和界面波波形的分布吻合;复合板的界面分布着周期性中间相,中间相由TiA l和TiA l2组成;在450℃×10 h,490℃×3 h的退火条件下,界面钛铝原子相互扩散不明显,更不会生产中间相。由于爆炸硬化和爆炸热效应的共同作用,界面附近钛板和铝板硬度分布规律不同。周期性轧制裂纹是变形时界面的附加拉应力引起的,裂纹源在钛层的最薄处,界面波形参数过大是钛板面出现轧制裂纹的主要原因。爆炸复合时应严格控制波形参数和中间相。
关键词:
爆炸焊接 ;钛-铝复合板 ;界面 ;轧制裂纹 ;
中图分类号: TG456.6
作者简介: 徐卫(1980-),男,湖北襄樊人,硕士;研究方向:复合板成形工艺; 朱明(E-mail:huyang2007@126.com);
收稿日期: 2010-05-22
Interfaces of Titanium-Aluminum Clad Sheet and Affecting to Processing Performance
Abstract:
The interfaces of exploded state,annealed state,rolling state for the titanium-aluminum clad sheet were studied.Optical microscope(OM),scanning electronmicroscope(SEM),electron probe microscope analysis(EPMA) and microhardness tester(MHD) are used.The results show that the interface appears wave.The explosion point is farther,the wavelength and amplitude of the interface waves is greater.The distributions of the periodic rolling crack and interface wave agree well.Periodic mesophases appear in the interface.Mesophase formed by the TiAl and TiAl2.After stress annealing at the conditions of 450 ℃×10 h and 490 ℃×3 h,the interdiffusion of titanium and aluminum is not obvious.The mesophase did not appear.As the hardening effect and the thermal effect,hardness distribution near the interface of titanium and aluminum are different.Periodic rolling crack is formed by additional stress of interface when deformation happen.Crack source appear at the point where the thickness of titanium layer is the thinnest.The huge waveform parameters is main reason to the rolling crack of plate.Strictly controlling should be done for waveform parameters and mesophase when explosive cladding happen.
Keyword:
explosive cladding;titanium-aluminum clad sheet;interface;rolling crack;
Received: 2010-05-22
钛-铝复合板兼有铝的低比重、 高导热性和钛的耐高温、 耐腐蚀的特点, 在航空航天、 石油化工等领域具有十分广阔的应用前景。 由于轧制设备限制, 国内常用爆炸焊接+轧制法生产钛铝复合板
[1 ,2 ]
。 爆炸焊接是利用炸药爆炸所产生的能量使复板碰向基板, 在双金属间产生瞬间高温和高压, 使被复合金属界面形成牢固冶金结合的一种焊接方法
[3 ,4 ]
。 适当的界面结合区是双金属板材能得以复合的基础, 结合界面的组织以及可能存在的冶金缺陷对复合材料的后续加工性能起着至关重要的影响。
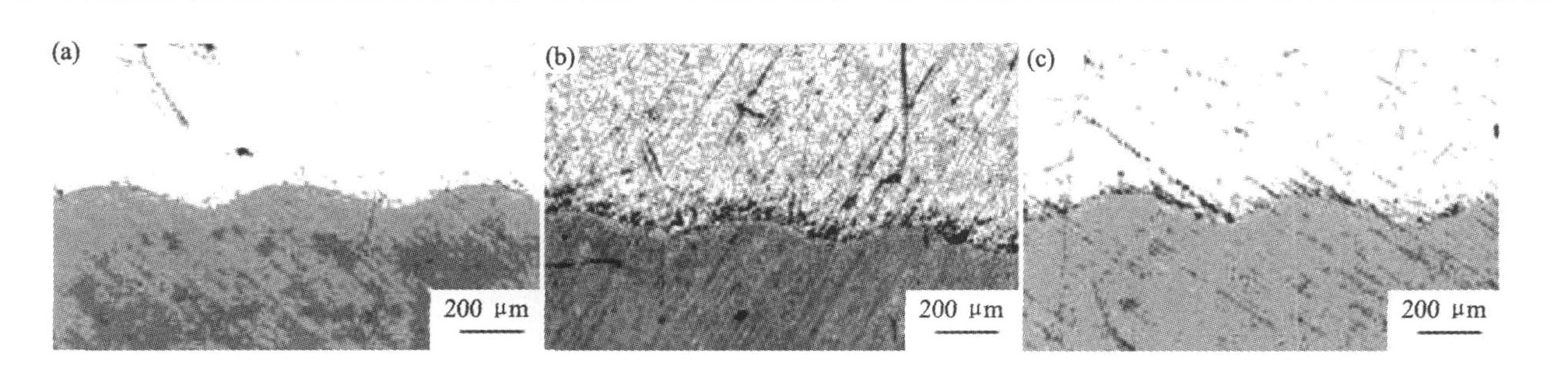
图1 距起爆点不同距离处界面金相形貌
Fig.1 Interface microstructure morphology at different distances from the initiation point (a) 60 mm; (b) 120 mm; (c) 240 mm
国内已有用爆炸焊接法制备钛铝复合板的研究
[5 ,6 ]
, 但未解决后续轧制中钛面起皱、 裂纹等问题, 国产钛铝复合板也一直未能得应用和推广。 为解决生产中的实际问题, 本文用爆炸复合法制备了钛铝复合板, 研究了其爆炸态及退火态的界面组织, 并分析了界面组织对轧制裂纹形成的影响。
1 实 验
实验所用复板为TA1钛板, 基板为包纯铝厚3%的LY12铝板, 两种板材都为退火态。 钛板和铝板尺寸分别为850 mm×800 mm×1 mm和850 mm×800 mm×4 mm。 采用平行安装、 边部起爆法制备出4.7 mm厚的钛-铝复合板。 沿爆轰方向距起爆点不同距离处取金相试样, 用光学金相显微镜(OM, MEF-3)、 扫描电镜(SEM, JSM-5600LV)、 电子探针(EMPA, EPMA-1600)、 显微硬度计(MHT, HV-1000)对爆炸态和退火态复合板界面组织进行研究。 退火分别在450 ℃×10 h, 490 ℃×3 h下进行。 取板材轧制裂纹样做金相观察和SEM观察, 分析轧制裂纹产生的原因。
2 结果和讨论
2.1 爆炸态界面波形分析
图1是距起爆点不同距离处界面的金相形貌。 由图可知, 爆炸焊接钛-铝复合板界面呈波状结合。 其原因是爆轰力使复板发生弯折并向基板飞行过程中, 由于受爆轰产物膨胀效应的影响, 爆轰力由爆轰波头至碰撞点逐渐递减, 爆炸焊接瞬间作用在复板上各不同时刻的实际爆轰作用力呈波状分布
[7 ,8 ]
。
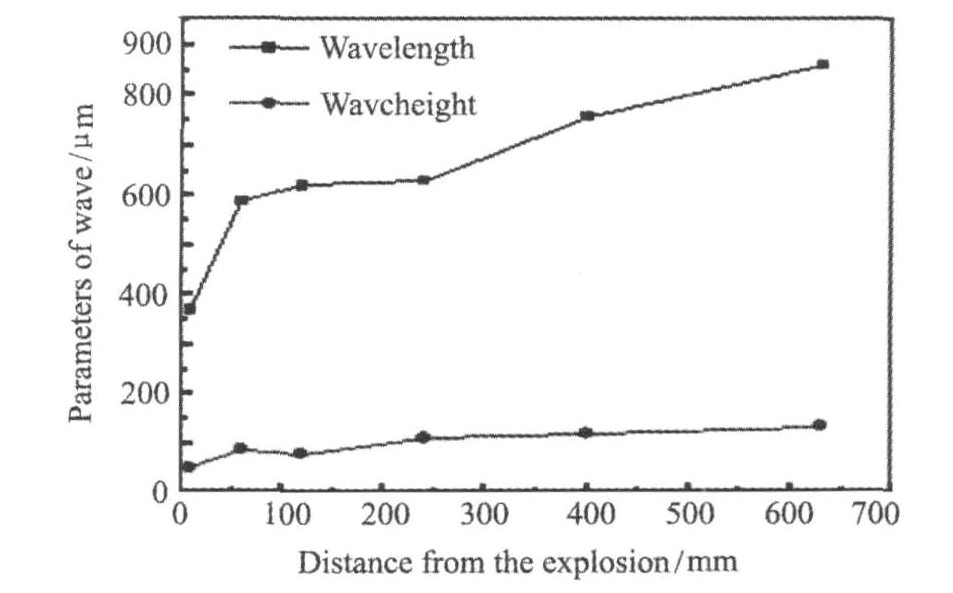
图2为距起爆点不同距离处波形分布。 距起爆点越远, 复合板波长和波高越大。 原因主要是: (1) 炸药爆炸是由非稳定爆轰阶段到稳定爆轰阶段
[3 ]
, 在这个过程中爆炸载荷越来越大, 因此波形越来越大。 (2) 在爆轰传播过程中, 距起爆点越远复板和基板的震动越大, 导致碰撞载荷越大, 因此波形越来越大。
复合板波形越大, 轧制中界面变形越不均匀, 当达到一定程度时就产生轧制裂纹。 生产中钛板表面的波纹和裂纹在距起爆点越远处越严重, 界面波的分布解释了这一现象。 因此, 波形参数的控制对改善板材加工性能和表面质量非常关键。
2.2 爆炸态界面中间相分析
图3为界面的SEM照片。 由图3(a)可知, 爆炸焊接界面存在周期性分布的中间相, 这些中间相所在的位置是爆炸漩涡区
[9 ]
。 中间相最大厚度约为80 μm。 中间相是爆炸时界面温升造成的界面钛板和铝板按一定比例熔化并混合后, 当钛和铝间的固溶度超过了极限固溶度时形成的。 图3(b)为中间相的放大观察, 由图3(b)可知界面中间相中有中间空洞和横穿中间相的裂纹存在。 裂纹是硬脆的中间相在爆炸中受力开裂形成; 孔洞则是熔化的金属凝固收缩后形成。 观察中间相的颜色可知, 中间相是由深、 浅两种颜色的相构成, 这说明中间相可能是由两种结构的相组成。 图3(c)为中间相的线扫描图, 可知中间相是钛铝间化合物。 表1为对界面不同位置的能谱分析。 由能谱分析并结合钛铝相图可知, 颜色深处是TiAl2 , 颜色浅处是TIAl。 两种中间相分布的位置不同, TiAl2 分布在中间相的边缘部分, TIAl分布在中间相的中心部分, 两者面积比大约为3∶2。 图3(d)为无中间相处界观察, 可看出界面有厚度为1 μm左右的白亮带, 白亮带的形成说明钛板和铝板实现了冶金结合。
图2 距爆炸点不同距离处波形分布
Fig.2 Distribution of wave at different distances from the explosion
图3 爆炸焊接复合板界面组织SEM像Fig.3 SEM image for Interface organization of explosive welding composite plate
(a)Periodic mesophase at interface;(b)SEM image of mesophase;(c)Line scan of mesophase;(d)SEM image of the interface without mesophase
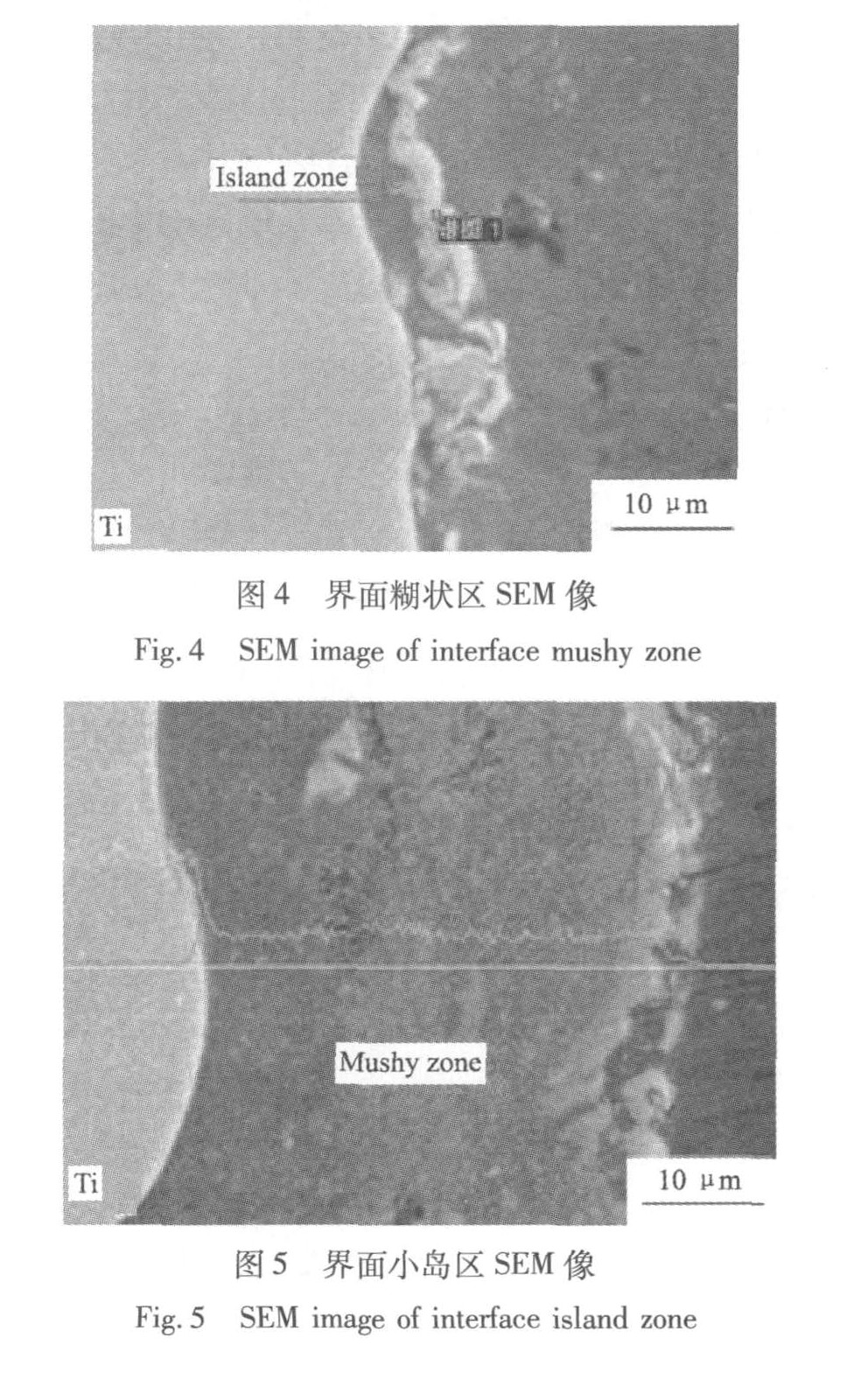
由图4, 5知在爆炸后的局部界面还发现有糊状区和小岛区。 能谱分析知糊状区是TiAl3 , 小岛区是 TIAl, 这些区域是爆炸时炸药能量过大, 界面金属熔化和破碎形成的爆炸复合产生的周期性中间相硬而脆, 对复合板的成形性能和使用性能有非常不利的影响, 因此在生产中应该严格控制。
2.3 界面原子扩散分析
爆炸复合后的钛铝复合板坯, 在结合界面附近存在加工硬化和残余应力, 为满足后续加工的要求, 必须进行退火处理
[10 ]
。 退火工艺的选择对复合板加工性能的影响很大。 温度过高, 时间过长, 包铝层和硬铝层界面会发生铜原子的显著扩散, 使铝材耐腐蚀性能下降; 界面也可能生成中间相。 故一般退火都选择在450 ℃×8 h或490 ℃×2 h以下进行
[11 ]
。 本实验选择高于通常退火制度的工艺退火, 研究界面钛铝原子在退火过程中的扩散。
表1 界面组织能谱分析结果
Table 1 Spectrum analysis of interface organization
Position of
Dark zone
Light zone
Mushy zone
Island zone
Ratio of atom
32.2∶67.9
57.1∶42.9
25.6∶74.4
55.2∶44.8
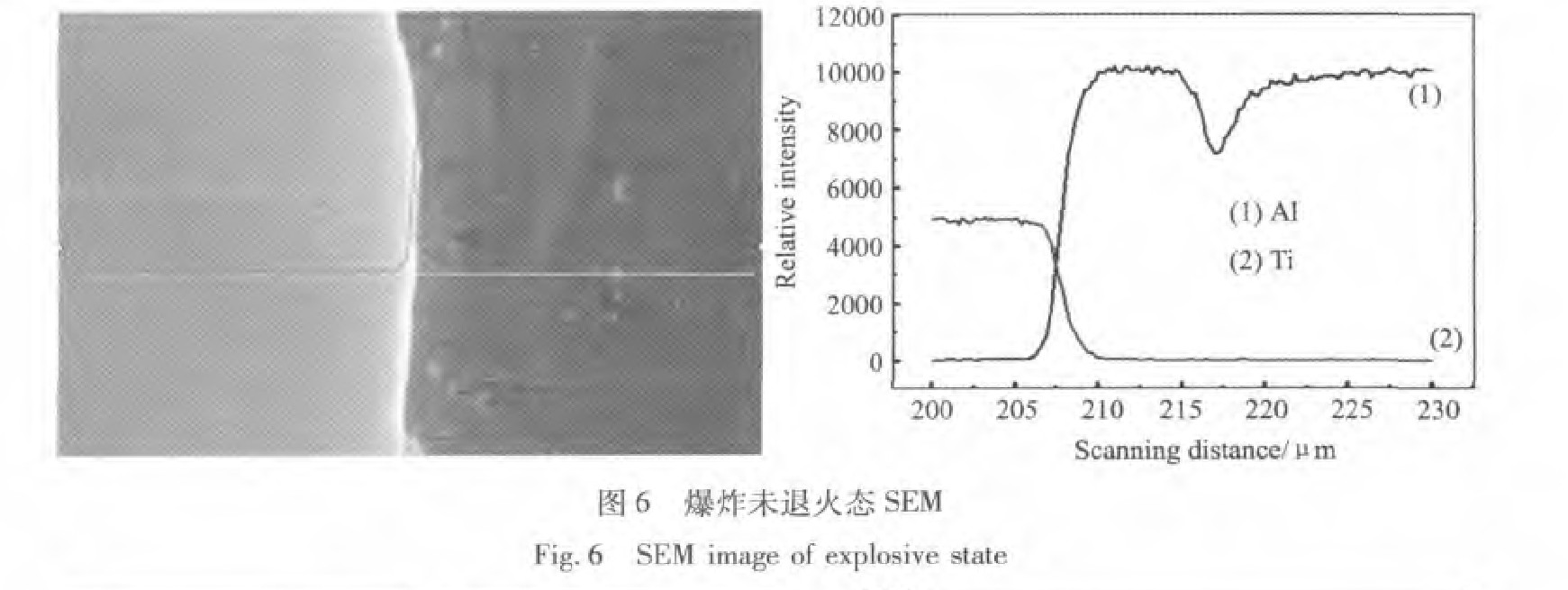
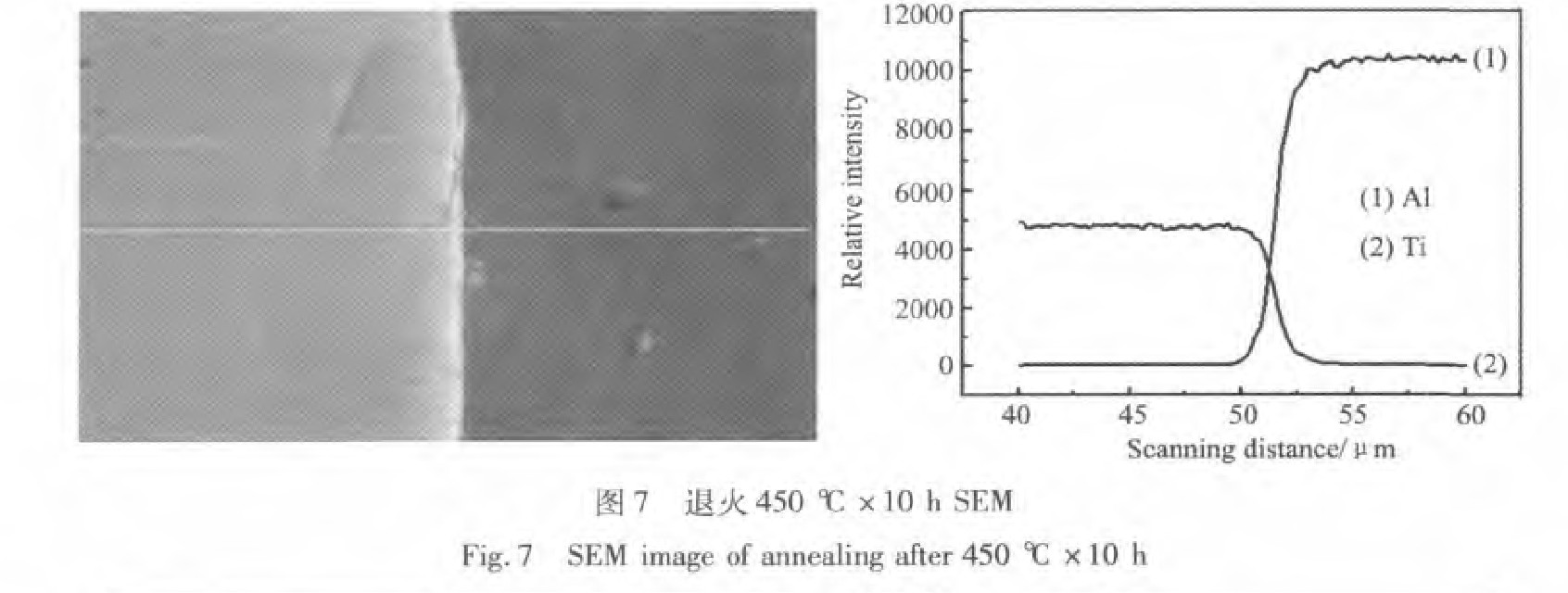
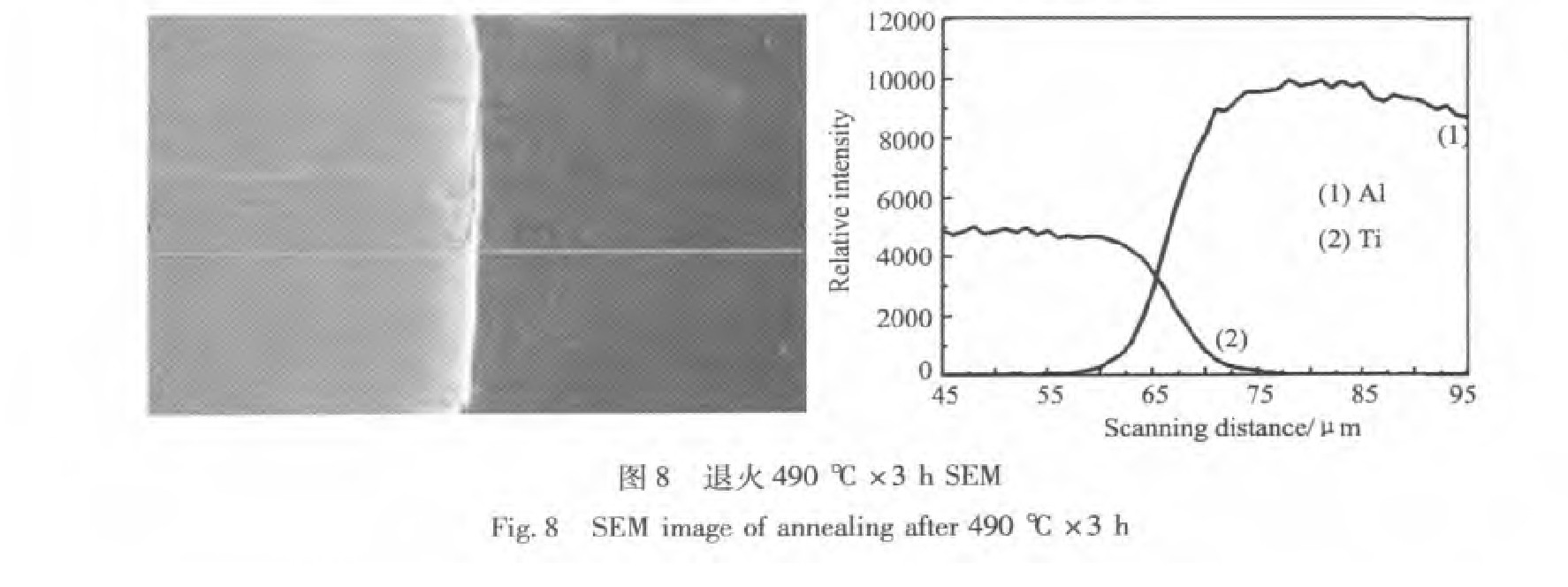
如图6~8为沿垂直界面方向、 在无中间相界面处的线扫描图像。 根据图6扫描结果可知, 爆炸焊接后界面有5 μm左右的原子扩散层, 正是这几个微米的扩散层保证了钛铝双金属的牢固冶金结合; 由图6还可以看出, 铝含量在距8 μm时突然下降, 这是包铝层和LY12层间的界面, 但在不同部位, 爆炸后剩余纯铝层厚度不一致, 很多地方纯铝层已经完全消失。 这是不同位置爆炸力不均匀的结果。
由图7, 8知, 退火后扩散层并没有明显增加, 这说明钛铝相互扩散并不严重; 并且在铝板侧的扩散层要比钛板侧的扩散层厚, 这说明钛元素在铝合金中的扩散能力要大于铝元素在钛合金中的能力。 由线扫描曲线也可知, 退火时不会生成中间化合物。 因此在制定退火工艺时主要考虑的不是钛铝中间相生成的影响, 而应主要考虑去应力退火对钛层和铝层的软化作用以及铝板一侧铜原子扩散对铝板耐蚀性能的影响。
2.4 显微硬度分析
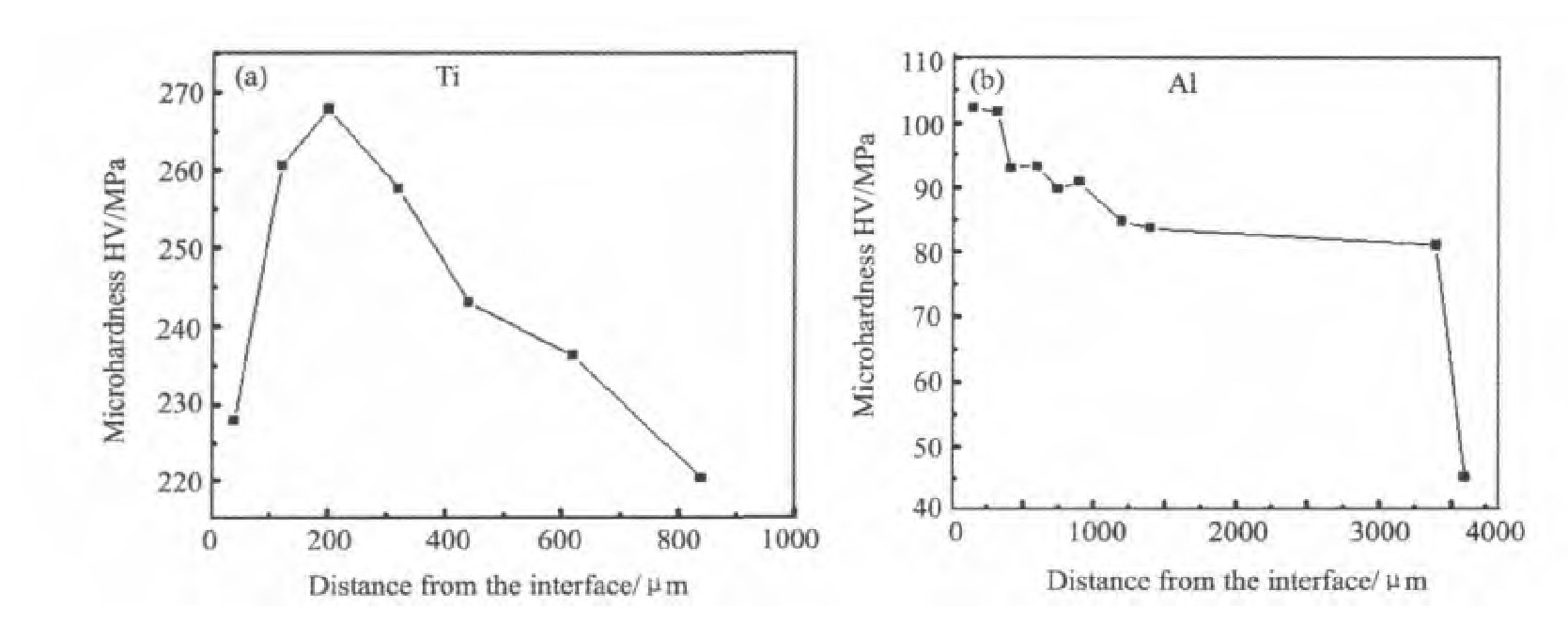
爆炸产生的界面塑性变形和钛板、 铝板性能差异所造成的复合板界面性能错配, 可以通过界面附近的硬度分布表现出来。 图9为爆炸态钛铝复合板显微硬度曲线。 在TA1板侧, 从界面向钛板表面, 硬度先增加后降低, 存在一个500 μm左右的爆炸硬化层; 硬度最大值出现在200 μm左右。 这种硬度分布是相应位置上金属塑性变形和爆炸热效应共同作用的结果。 最靠近界面处, 由于爆炸热效应的部分软化, 并不是硬度最大处。 LY12侧也存在1000 μm左右的爆炸硬化层, 但硬化程度不大, 硬化层也较薄, 这跟铝合金的低再结晶温度有关。
图9 爆炸态板材界面两侧显微硬度Fig.9 Interface hardness of explosive state on both sides
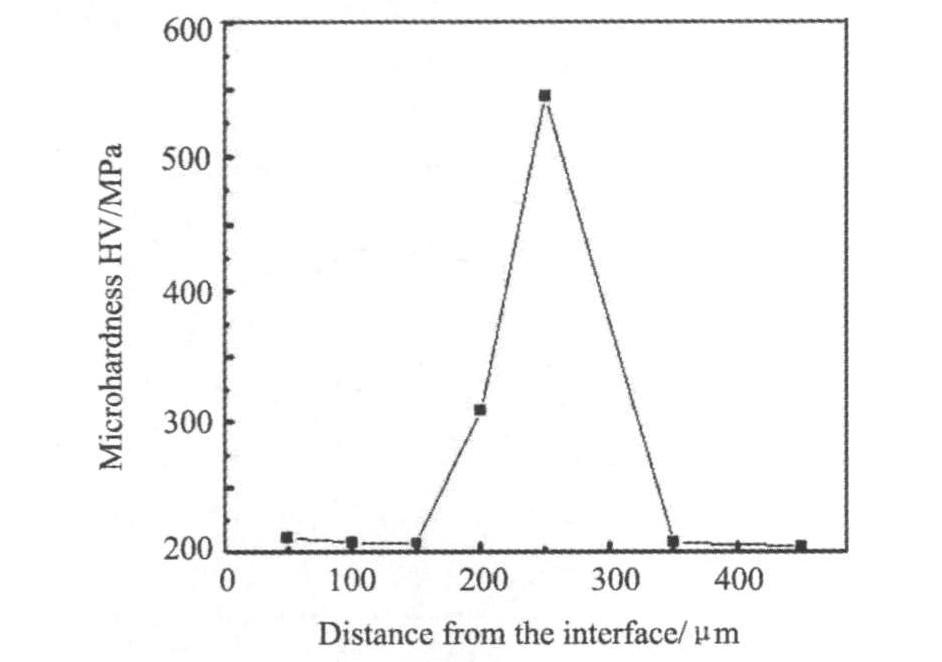
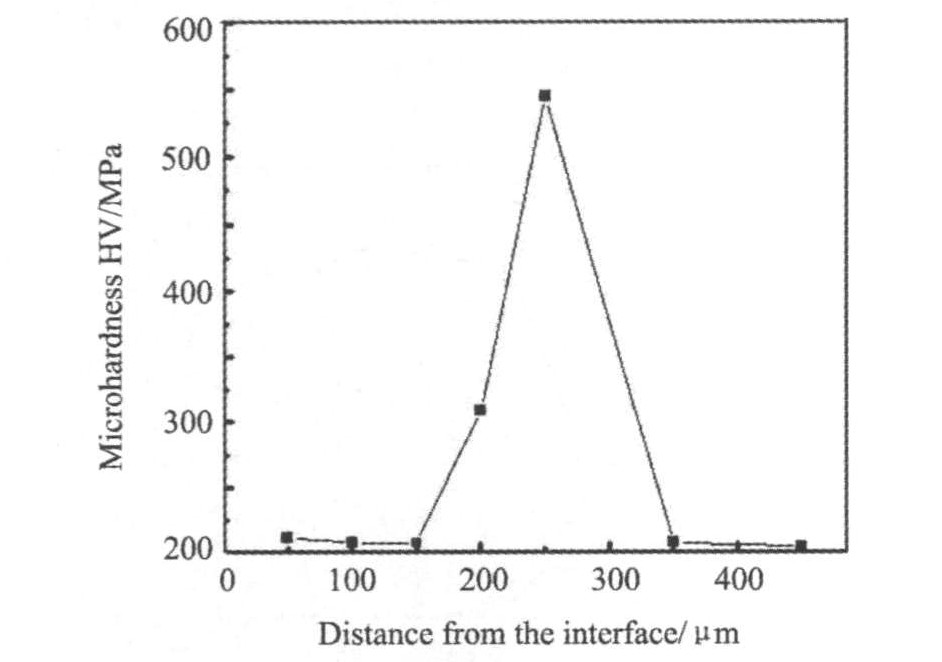
图10为硬度沿钛板侧界面波的分布情况, 由图知硬度值有奇点出现。 由SEM分析界面知这是由钛铝中间相引起的。 中间相的硬度也有2个差别较大的值, 分别为550和315 MPa, 这也说明中间相是由2种不同结构的金属间化合物组成。
图11为钛板侧距界面200 μm处, 450 ℃、 不同保温时间退火后的硬度曲线。 由曲线可知, 随退火时间增加, 钛的硬度变小, 但变化程度不大, 这是因为复合板的退火温度要低于钛的软化温度, 爆炸硬化没有得到消除。
图10 钛侧硬度沿爆炸波的分布
Fig.10 Hardness distribution along the wave at different time and 450 ℃
图11 450 ℃、 不同时间退火后的钛的硬度
Fig.11 Hardness of titanium after annealed on titanium side
2.5 爆炸界面组织对轧制裂纹形成原因的分析
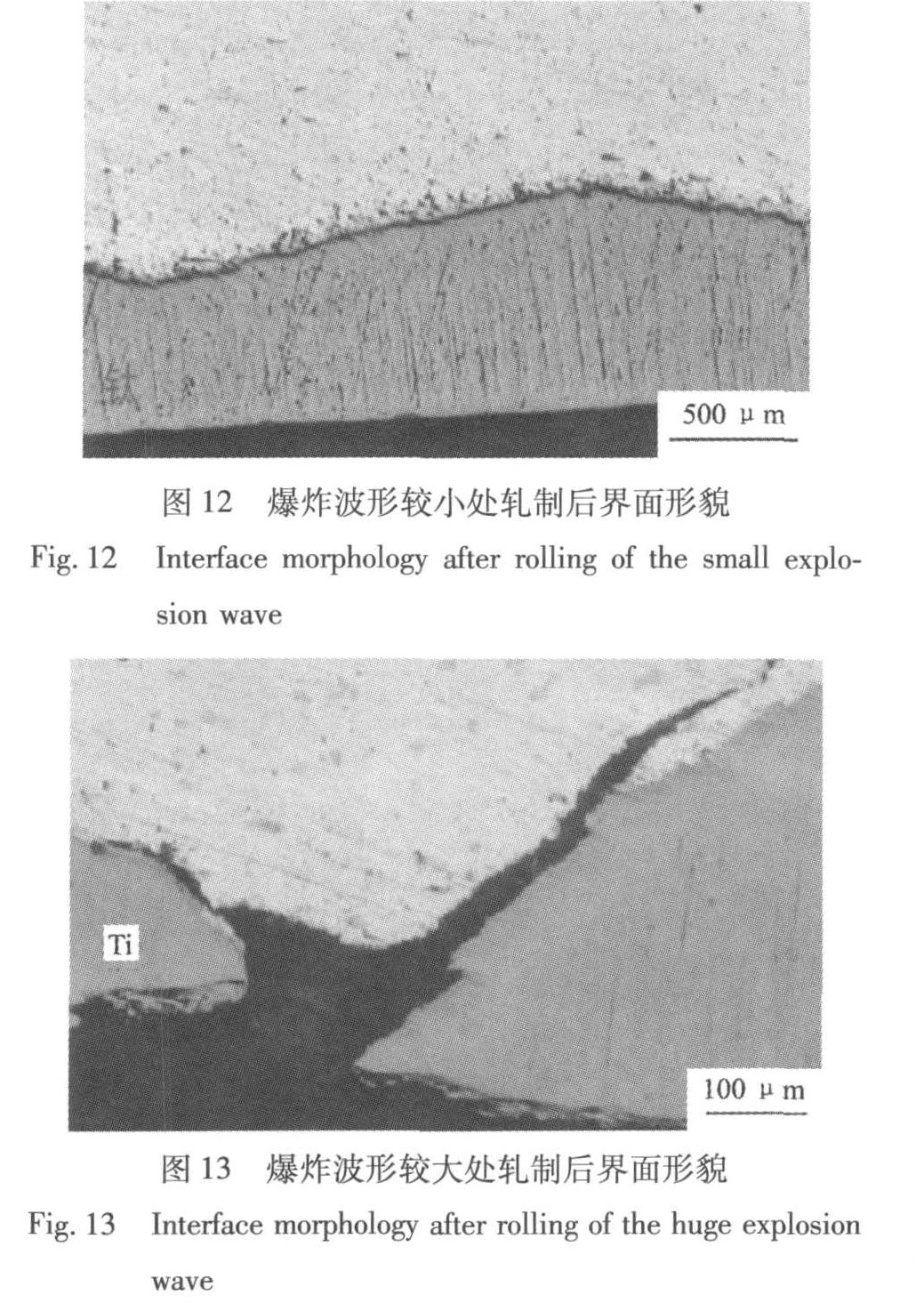
图12为爆炸波形较小的复合板轧制后的界面形貌, 由图知轧制后钛层较均匀, 无裂纹出现。 图13为爆炸波形较大的复合板轧制后的界面形貌, 轧制变形后钛层厚度极不均匀, 有裂纹出现在钛层最薄处。 这种裂纹出现在钛板表面且垂直轧制方向, 大部分分布在距爆炸起爆点较远处。 分析裂纹走向可知, 两条沿界面波形扩展的二次裂纹交叉处为主裂纹。 主裂纹出现在钛板上, 与轧制方向呈45 ℃。 钛板呈现典型的拉伸剪断断口特征, 二次裂纹沿着界面向铝一侧扩展, 扩展路径并不是完全沿界面, 而是在离界面一定距离的铝层内进行。 这是因为界面的冶金结合使界面结合强度较大, 而原子扩散也使界面附近一定距离内的金属得到强化, 其强度都要大于附近铝层的强度。 对双金属进行轧制模拟表明: 双金属轧制变形的应变分布是从两侧表面向结合界面逐渐增大的。 这是由于双金属组元的屈服强度、 塑性硬化及变形时的各组元的受力状态不同, 又由于结合界面的约束造成的。 双金属在保持流动状态一致的情况下必然导致界面存在一个附加应力场。 变形抗力大的金属一侧为附加拉应力, 变形抗力小的一侧为附加压应力
[12 ,13 ,14 ]
。 当变形量较小时, 附加应力场小于界面结合强度, 应力场起到协调变形作用, 即所谓牵引变形
[5 ,15 ]
; 变形量较大时, 结合界面的不均匀变形加剧, 当附加应力大于结合强度时, 结合界面就出现裂纹。
钛铝复合板在轧制变形时, 钛板一侧存在附加拉应力, 铝板一侧存在附加压应力。 波形参数较大时, 在钛板的波谷处应力集中更大, 使得裂纹从波谷处产生, 然后由于拉应力的作用, 钛板在波谷处被拉裂。 因此钛层厚度的不均匀性是产生轧制裂纹的重要原因之一。
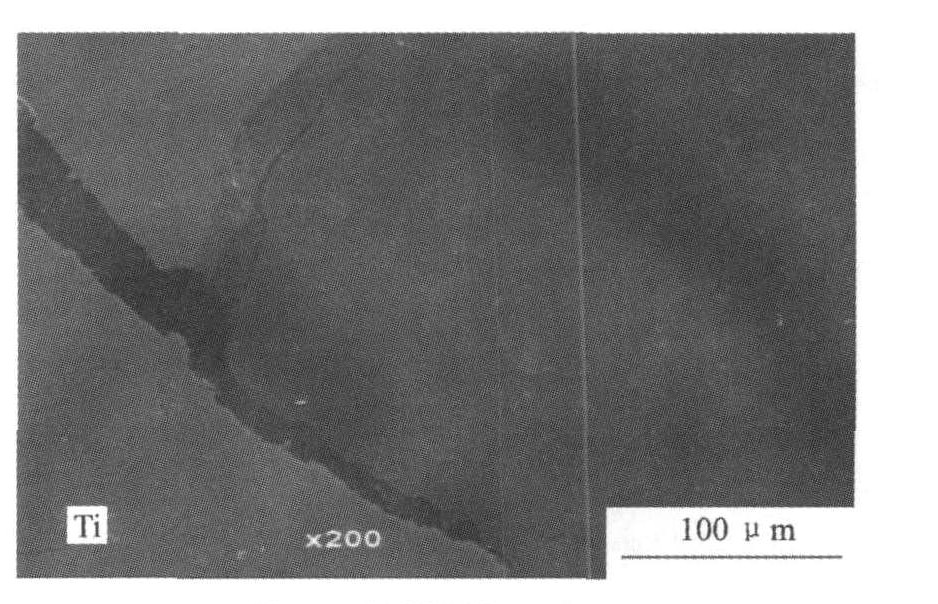
图14 轧制裂纹处SEM
Fig.14 SEM image of crack rolling
图14为裂纹处SEM照片, 对裂纹处做能谱分析发现, 并没有钛铝金属间化合物的存在。 这有可能是裂纹沿界面扩展时硬脆的中间相和基体脱离, 在金相制样过程中又进一步发生脱落, 因此没有检测到中间相得存在。 但这不能说明中间相对裂纹产生没有作用。 爆炸复合板在有中间相的位置, 也容易产生应力集中, 此处界面结合强度低, 在较小的变形量下, 界面附加拉应力就大于界面结合强度, 也容易产生轧制裂纹。 而且中间相大小通常和波形大小是有关联的。 因此生产中应该同时控制界面波形参数和界面中间相大小。
3 结 论
1. 爆炸焊接钛铝复合板界面呈波状结合、 距爆炸点越远, 界面波的波长和波幅越大: 复合板的界面分布着周期性中间相, 局部界面还有界面糊状区、 小岛区存在; 由于爆炸硬化和爆炸热效应的共同作用, 界面附近钛板和铝板硬度分布规律不同。
2. 在450 ℃×10 h, 490 ℃×3 h的退火条件下, 界面钛铝原子相互扩散不明显, 更不会产生中间相。
3. 界面波形参数过大是出现钛板轧制裂纹的主要原因, 中间相也有可能会引起轧制裂纹。 爆炸焊接时应严格控制波形参数和中间相。
4. 若要做进一步研究, 可对爆炸板坯的轧制过程做模拟和计算, 研究波形界面的应力分布和允许的最大应力值。 研究界面应力和波形参数、 变形量间的定量关系, 得到波形参数的控制范围, 进而优化爆炸工艺。
参考文献
[1] Ma Zhixin,Hu Jie,Li Defu,Li Yanli.Overview of researchand manufacture of layer-metal composite plate[J].ChineseJournal of Rare Metals,2003,27(6):799.(马志新,胡捷,李德富,李彦利.层状金属复合板的研究和生产现状[J].稀有金属,2003,27(6):799.)
[2] Ma Zhixin,Li Defu,Hu Jie,Li Yanli.Process of explosivewelding-rolling for preparation of titanium/aluminum compositeplate[J].Chinese Journal of Rare Metals,2004,28(4):797.(马志新,李德富,胡捷,李彦利.采用爆炸-轧制法制备钛/铝复合板[J].稀有金属,2004,28(4):797.)
[3] Wang Yaohua.Research and Practice on Explosive Welding ofSheet Metal[M].Beijing:National Defence Industry Press,2007.97.(王耀华.金属板材爆炸焊接研究与实践[M].北京:国防工业出版社,2007.97.)
[4] Shao Binghuang,Zhang Kai.Principle and Application of Ex-plosive Welding[M].Dalian:Publication of Dalian TechnologyInstitute,1987.92.(邵丙璜,张凯.爆炸焊接原理及其工程应用[M].大连:大连工学院出版社,1987.92.)
[5] Zhang Junliang,Pei Darong.Tracting deformation of Al-Ti ex-plosion clad plate and hot rolling process[J].Rare Metal Mate-rials and Engineering,1986,(6):13.(张军良,裴大荣.铝-钛爆炸复合板的牵引变形及热轧工艺[J].稀有金属材料与工程,1986,(6):13.)
[6] You Shiwu,Zhang Junliang.Analysis on texture,structure andproperties of Al-Ti double metal plate[J].Rare Metal Materialsand Engineering,1988,(5):11.(尤世武,张军良.铝-钛双金属板的织构、组织和性能分析[J].稀有金属材料与工程,1988,(5):11.)
[7] Yang Wenbin,Xi Jinyi,Sun Ming,Dong Jianhua,Li Xiaojie.Interface wave and its effects oil explosive clad pIate[J].Explo-sive Materials,1998,27(4):24.(杨文彬,奚进一,孙明,董守华,李晓杰.爆炸复合板的界面波及其影响[J].爆破器材,1998,27(4):24.)
[8] Zheng Zhemin,Tan Qingming.Mechanismof wave formation atthe interface in explosive welding[J].Acta Mechanica Sinica,1989,21(2):129.(郑哲敏,谈庆明.爆炸复合界面波的形成机理[J].力学学报,1989,21(2):129.)
[9] Shao Binghuang,Zhang Kai.Principle and Application of Ex-plosive Welding[M].Dalian:Dalian Institute of TechnologyPress,1987.92.(邵丙璜,张凯.爆炸焊接原理及其工程应用[M].大连:大连工学院出版社,1987.92.)
[10] Gao Wenzhu,Li Xuanming.Study on bond strength of TA1/LY12 composite plate by heattreatment[J].Rare Metal Materi-als and Engineering,1991,20(6):53.(高文柱,李选明.热处理增强TAL/LY12轧制双金属板结合的研究[J].稀有金属材料与工程,1991,20(6):53.)
[11] Ma Zhixin.Study on preparation process and interface structureand performance of Ti-Al composite Panel[D].Beijing:GeneralResearch Institute for Nonferrous Metals,2004.32.(马志新.钛-铝复合板的制备工艺研究及界面组织和性能分析[D].北京:北京有色金属研究总院,2004.32.)
[12] Hou Yingwu.FEM simulation on cold rolling process of stain-less steel composite plate[D].Qinhuangdao:Yanshan Universi-ty,2003.37.(侯英武.不锈钢复合板冷轧过程有限元模拟[D].秦皇岛:燕山大学,2003.37.)
[13] Zhu Xuxia,Peng Dashu,Li Zuojian.Numerical simulation ofmulti-layer composite in hot rolling procedure[J].Forging andStamping Technology,2004,1(1):30.(朱旭霞,彭大暑,黎祚坚.多层复合板热轧复合过程的数值模拟[J].锻压技术,2004,1(1):30.)
[14] Li Shiyun,Zhang Shuhong,Zhang Daiming.Finite elementsimulation on rolling process of bimetal composite sheets[J].The Chinese Journal of Nonferrous Metals,2001,11(6):1078.(李世芸,张曙红,张代明.双金属复合带材轧制过程有限元模拟[J].中国有色金属学报,2001,11(6):1078.)
[15] Zheng Yuanmou.Press working of explosive welded compositematerial metals[J].Research on Iron and Steel,1999,(3):32.(郑远谋.金属爆炸复合材料的压力加工[J].钢铁研究,1999,(3):32.)