Trans. Nonferrous Met. Soc. China 22(2012) s634-s638
Fabrication of SiCp/AA5083 composite via friction stir welding
Byung-Wook AHN, Don-Hyun CHOI, Yong-Hwan KIM, Seung-Boo JUNG
School of Advanced Materials Science and Engineering, Sungkyunkwan University, 300 Cheoncheon-dong, Jangan-gu, Suwon, Gyeonggi-do 440-746, Korea
Received 21 May 2012; accepted 9 October 2012
Abstract: Microstructure and mechanical properties of SiCp/AA5083 composite fabricated by friction stir welding (FSW) were investigated. The influence of the number of FSW passes on the distribution of SiC particles and mechanical properties in the joint was studied. After one pass, the SiC particles were entangled in the upper side of the stir zone (SZ). However, the particle distribution became more uniform after two passes due to the repeated stirring of the joint. As the SiC particles facilitate the grain refinement in the SZ by the pinning effect, the particle including region has much smaller grain size than the SZ without SiC particles. The SiCp/AA5083 composite region exhibits a Vickers hardness of HV90, which is much higher than the value of HV80 in the SZ produced by FSW without SiC particles.
Key words: metal matrix composite; SiC particle; friction stir welding; mechanical property
1 Introduction
Aluminum-based metal matrix composites (MMCs) reinforced with ceramic particles is interesting structural and functional materials. They have several advantageous properties (light weight, high stiffness and strength and superior wear resistance) compared to normal aluminum alloys and can therefore be used in various industries [1]. Friction stir welding (FSW) is a novel joining process without the melting of the base metal. This process was invented in 1991 by The Welding Institute (TWI) in the United Kingdom. After the rotating welding tool is plunged into the workpieces, the frictional heat which is generated by the welding tool and workpieces causes the materials to soften without melting. Then, the tool is moved along the joint line to finish the welding process. Al alloys, Mg alloys, Cu alloys, Ti alloys and steels can be successfully joined using the FSW process [2-8].
In the case of metal matrix composites (MMC) fabricated using FSW and friction stir processing (FSP), several studies have been reported. SUN et al [9] reported that 5 μm SiC particles were introduced into the pure Cu joints during FSW. To cause the SiC particles to be uniformly distributed in the Cu joints, the welding process was repeated under the same welding conditions and regarded as the second pass welding process. Compared with the hardness of the stir zone (SZ) of the pure Cu joint without SiC addition (about HV70), the hardness in the SZ with SiC particles was remarkably increased to HV110 due to the introduction of the SiC particles. MORISADA et al [10] reported that SiC particles were dispersed in AZ31 by FSP. The FSP with the SiC particles made fine grains more effectively, due to the enhancement of the induced strain and the pinning effect afforded by the SiC particles. The hardness of the SZ with the SiC particles was about 80 HV due to the grain refinement and SiC particles. Additionally, the SiC particle/AZ31 region showed fine grains even at elevated temperatures (about 400 °C), resulting in the pinning effect by the SiC particles. In contrast, the hardness of the FSPed AZ31 without the SiC particles was significantly decreased due to the abnormal grain growth.
In this work, SiC particles were injected into AA5083 via FSW for the purpose of improving the mechanical properties of the joint. The 5xxx series alloys are predominantly work hardenable alloys and it is their microstructure, typical of rolling/work hardening that is the main contributor to the high hardness of the base metal (BM) compared to the SZ [11]. From this point view, a composite of Al alloy (AA 5083-H32) with SiC particles was produced by FSW and the relationship between the distribution of SiC particles in the joint and mechanical properties was investigated. The SiC/AA5083 composites were produced by FSW and then subjected to metallographic examinations and hardness tests.
2 Experimental
Commercially available SiC powder (mean diameter 4 μm, purity>99%) was used (Fig. 1). AA5083-H32 plates were used in this work. Its chemical composition (mass fraction) was 0.23% Si, 0.27% Fe, 0.08% Cu, 0.74% Mn, 4.58% Mg, 0.10% Cr, 0.10% Zn, 0.02% Ti, balance Al. Two AA 5083-H32 plates with a thickness of 4 mm, length of 140 mm and width of 70 mm were clamped together on the back plate with a 1 mm×2 mm groove between the two adjoining plates. Then, SiC particles were inserted into the groove and pressed tightly. The tool was inserted into the groove filled with the SiC particles. Figure 2 shows a schematic of the fabrication of the SiC/AA5083 composites by FSW. The tool was tilted by an angle of 3° with respect to the normal axis and FSW was performed. A constant tool rotation speed of 1800 r/min and welding speed of 22 mm/min were used during FSW. SHARIFITABAR et al [12] reported that large voids and tunnels in the SZ of the samples were produced at various tool rotation speed to tool travel speed ratios during the fabrication of 5052Al/Al2O3 via FSP. They stated that the formation of these large voids and tunnels was due to the low heat input at low tool rotation speed to tool travel speed ratios, which decreased the flow of materials in the SZ during stirring. Therefore, the fabrication of SiC/AA5083 composites via FSW was conducted at low tool rotation speed to tool travel speed ratios in this work. To cause the SiC particles to be uniformly distributed in the joints, the welding process was repeated under the same welding conditions and regarded as the second pass welding process.

Fig. 1 SEM image of as-received SiC particles

Fig. 2 Schematic of friction stir welding
The microstructures in the joint were analyzed by optical microscope (OM) and scanning electron microscope (SEM). To observe the microstructures of the material, it was mechanically ground with abrasive paper, polished with 1 and 0.3 μm alumina powder, and etched with Poulton's reagent (2 mL HF, 3 mL HCl, 20 mL HNO3, 175 mL water). The Vickers hardness profiles of the welds were measured along the cross section of the center of the joint using a load of 0.98 N load and a dwell time of 10 s.
3 Results and discussion
The macrostructures of the SiC/AA5083 composites produced by FSW are shown in Fig. 3 according to the FSW conditions (one pass and two passes). The cross- sectional macrostructure was only mechanically polished without chemical etching (Figs. 3(a)-(b)). No welding defects or superfluous flash can be observed in the joint in either sample. However, the distribution of SiC particles in the joint varied in accordance with the number of FSW processes. The dispersion of the SiC particles in the AA5083 matrix was related to the number of FSW processes. In the case of the one pass FSW process, entangled SiC particles could be observed in the center of the joint, while after the two passes FSW processing, the SiC particles were dispersed more homogeneously without entanglement due to repetition of the welding process. After one pass processing, the aggregation of the SiC particles in the SZ was observed, as shown in Fig. 3(c). On the basis of the entanglement of the SiC particles, the upper side is the SiC free region and the bottom side is the SiC including region.

Fig. 3 Macrostructures of joint in specimens welded at one pass processing (a) and two passes processing (b), and microstructure of stir zone (c)
Figure 4 shows the microstructure of the SZ produced under the different FSW conditions (one pass processing and two passes processing) and the BM. Figure 4(a) shows the microstructure of the BM, which is a typical rolling hardening structure. Figures 4(b)-(d) show the microstructure of the SZ formed under the different FSW conditions. The SiC particles including the region of the SZ (Figs. 4(b)-(c)) had a relatively smaller grain than the SZ SiC particle free region (Fig. 4(d)). As metals containing particles undergo hot deformation, the particles generally play an important role in the dynamic recrystallization of the matrix materials. The pinning effect is where the particles pin the movement of the grain boundary and retard the grain growth after dynamic recrystallization [13]. The FSW with the SiC particles is considered to make fine grains more effectively due to the pinning effect of the SiC particles. As a result, due to their presence, there is a big gap between the SZ with SiC particles and the SZ without SiC particles.
Figure 5 shows that SEM micrographs obtained from the entangled SiC particle region and indentation prints marked by the microhardness of the SiC/AA5083 composites fabricated by one pass FSW. As mentioned above, the size of the SiC particles which are used in this study is about 4 μm. However, the particle of the SiC particles in the SZ ranges from about 1 μm to 4 μm (Fig. 5(a)). This is because the SiC particles are fractured by the rotating tool during FSW. In order to compare the size of the indentation prints, scanning electron micrographs were obtained at the same magnification (Figs. 5(b)-(c)). The average hardness of the SZ without entangled SiC particle region was about HV88.3 (Fig. 5(b)). On the other hand, the size of the indentation print in the entangled SiC particle region was even smaller than that of the SZ without entangled SiC particles, as shown in Fig. 5(c). This is partly because the grain refinement affects the hardness, but also because the extremely high strength of the SiC particles dramatically increases the hardness in the SZ.
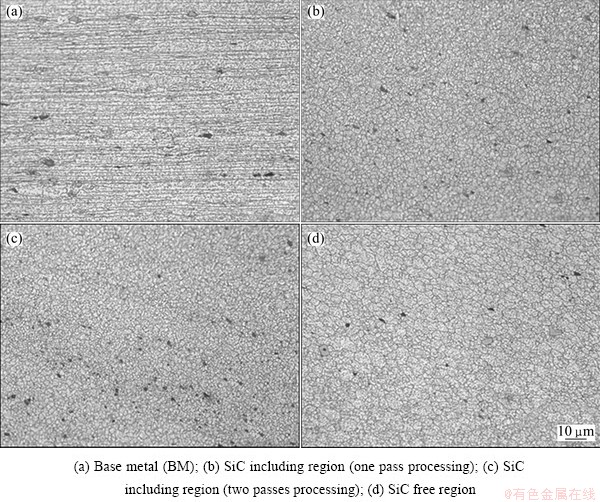
Fig. 4 Optical micrographs of joint in several regions

Fig. 5 Representative indentation prints
Figure 6 shows the microhardness test results of the FSWed specimens. In the specimen FSWed without SiC particles, the average hardness in the SZ reaches about HV80, which is similar to that of the BM. On the other hand, the hardness of the SZ produced by the one pass and two passes processes was higher than that of the BM. As mentioned above, in the case of FSW with the powder, two factors are involved in the enhancement of the hardness: the reduction of the grain size and the presence of the reinforcing SiC particles in the aluminum matrix. Though the hardness in the SZ of the one pass and two passes processed joints was higher than that in the SZ produced without SiC, the hardness distribution of the SZ formed by one pass processing was not uniform. On the other hand, the hardness distribution of the SZ after two passes processing was more homogenous than that of the SZ after one pass processing. As the particle-free region area of the SZ after two passes processing was relatively narrower than that of the SZ after one pass processing, the hardness distribution of the joint after two passes processing is smoother than that of the SZ after one pass processing.
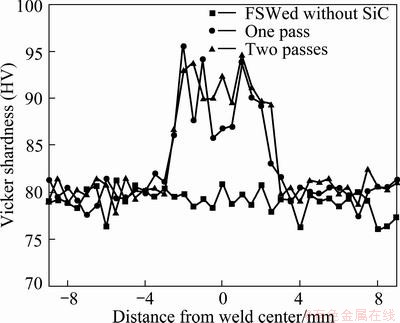
Fig. 6 Hardness profile along centerline of cross-section of FSW processed AA5083 with and without SiC additions
4 Conclusions
1) The distribution of SiC particles in the SZ after two passes processing was more homogenous than that in the SZ after one pass processing due to the repeated stirring of the joint.
2) The grain size of the SZ with SiC particles was smaller than that of the SZ without SiC particles due to the pinning effect by the SiC particles.
3) The microhardness of the SZ with SiC particles was higher than that of the SZ without SiC particles due to the reduction in the grain size and the presence of the reinforcing SiC particles in the aluminum matrix.
4) As the particle-free region area of the SZ after two passes processing was narrower than that of the SZ after one pass processing, the microhardness distribution of the SZ after two passes processing was more uniform than that of the SZ after one pass processing.
References
[1] CAVALIERE P. Mechanical properties of friction stir processed 2618/Al2O3/20p metal matrix composite [J]. Composites: Part A, 2005, 36: 1657-1665.
[2] NANDAN R, DEBROY T, BHADESHIA H K D H. Recent advances in friction-stir welding―Process, weldment structure and properties [J]. Progress in Materials Science, 2008, 53: 980-1023.
[3] MISHRA R S, MA Z Y. Friction stir welding and processing [J]. Materials Science and Engineering R: Reports, 2005, 50: 1-78.
[4] THREADGILL P L, LEONARD A J, SHERCLIFF H R, WITHERS P J. Friction stir welding of aluminium alloys [J]. International Materials Reviews, 2009, 54: 49-93.
[5] ZENG R C, DIETZEL W, ZETTLER R, CHEN J, KAINER K U. Microstructure evolution and tensile properties of friction-stir-welded AM50 magnesium [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: s76-s80.
[6] PARK S H C, SATO Y S, KOKAWA H. Microstructural evolution and its effect on Hall-Petch relationship in friction stir welding of thixomolded Mg alloy AZ91D [J]. Journal of Materials Science, 2003, 38: 4379-4383.
[7] GHOSH M, KUMAR K, MISHRA R S. Analysis of microstructural evolution during friction stir welding of ultrahigh-strength steel [J]. Scripta Materialia, 2010, 63: 851-854.
[8] MOUSAVIZADE S M, GHAINI F M, TORKAMANY M J, SABBAGHZADEH J, ABDOLLAHZADEH A. Effect of severe plastic deformation on grain boundary liquation of a nickel-base superalloy [J]. Scripta Materialia, 2009, 60: 244-247.
[9] SUN Y F, FUJII H. The effect of SiC particles on the microstructure and mechanical properties of friction stir welded pure copper joints [J]. Materials Science and Engineering A, 2011, 528: 5470-5475.
[10] MORISADA Y, FUJII H, NAGAOKA T, FUKUSUMI M. Effect of friction stir processing with SiC particles on microstructure and hardness of AZ31 [J]. Materials Science and Engineering A, 2006, 433: 50-54.
[11] PEEL M, STEUWER A, PREUSS M, WITHERS P J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds [J]. Acta Materialia, 2003, 51: 4791-4801.
[12] SHARIFITABAR M, SARANI A, KHORSHAHIAN S, AFARANI S. Fabrication of 5052Al/Al2O3 nanoceramic particle reinforced composite via friction stir processing route [J]. Materials and Design, 2011, 32: 4164-4172.
[13] ZHANG W L, WANG J X, YANG F, SUN Z Q, GU M Y. Recrystallization kinetics of cold-rolled squeeze-cast Al/SiC/15W composites [J]. Journal of Composite Materials, 2006, 40: 1117-1131.
(Edited by YANG You-ping)
Foundation item: Project (10038688) supported by the Fundamental R&D Program for Core Technology of Materials Funded by the Ministry of Knowledge Economy, Korea
Corresponding author: Seung-Boo JUNG; Tel: +82-31-2907359; E-mail: sbjung@skku.ac.kr
DOI: 10.1016/S1003-6326(12)61777-4

