���±�ţ�1004-0609(2011)05-0995-08
����ģ��ѹ���̵���ֵģ��
���ŷ�, лˮ��, �� ��, �ƹ���, �� ��
(������ɫ�����о���Ժ ��ɫ���������Ʊ��ӹ������ص�ʵ���ң�����100088)
ժ Ҫ����Simufact9.0����ƽ̨�ϣ����û���Euler����������������������Ե���ģ�߷���̬��ѹ���̽�����ֵģ�⣬���봫ͳģ�߽��жԱȡ���ֵģ���������������õ���ģ��ѹ���ܲ�ʱ�����������������νϴ�ͳģ��ѹʱ�ĸ��Ӿ��ȣ��������϶˼������ҵ�������С����ѹ������ƽ�ȣ�û�����Ե�ͻ�䣬ͻ�Ʒ����ļ�ѹ���ϴ�ͳģ�Ľ���Լ72.2%�����ѹ������Լ17.3%��ģ�ߵĵ�ЧӦ���ֲ����Ӿ��ȣ�����ЧӦ������Լ11.2%��ģ�ߵ�ʹ��������ߣ��ҷ����ŵĵ��Ա��μ�С��ģо���ȶ�����ߡ�
�ؼ��ʣ�����ģ�ߣ����Ͳģ��������������ֵģ��
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Numerical simulation of butterfly die extrusion process
HE You-feng, XIE Shui-sheng, CHENG Lei, HUANG Guo-jie, FU Yao
(State Key Laboratory of Nonferrous Metals and Processes,
General Research Institute for Non-ferrous Metals, Beijing 100088, China)
Abstract: Based on Simufact9.0 commercial software the non-steady state extrusion process of butterfly die was investigated using finite volume method (FVM) of Euler mesh description and compared with the traditional porthole die extrusion. The simulation results show that when the square tube profile is extruded using the butterfly die, the metal flow and deformation are more homogeneous than those of the traditional die, and the dead metal zone at the top of dividing bridge and welding chamber decreases. Furthermore, the extrusion load curve is smoother and there is no obvious mutation change. The breaking portholes load and the maximum extrusion load of the butterfly die are reduced by 72.2% and 17.3%, respectively. The effective stress distribution is more uniform, and the maximum effective stress is reduced by 11.2%��which improves the die operating life. Moreover, the elastic deformation of the dividing bridge is lowered, and the stability of the die core is improved.
Key words: butterfly die; aluminium profiles; finite volume method (FVM); numerical simulation
����ģ��(Butterfly die)��һ�����ͽṹ�����Ͳļ�ѹģ�ߡ��봫ͳģ�߲�ͬ������ģԲ�η��������IJ�λ�ϵͣ�������Сͻ�Ƽ�ѹ���������������������Ľ��Ͽڡ�ͬʱ�����������Ϊ�����Ĺ��Σ����������½������������Ӷ�ʹ��ѹ�������Ͷ����ģ��ʹ�����ܵõ������ߡ�ͼ1��ʾΪӦ����9 kt��ѹ���ϵĵ���ģ�ߵ���ģ�ṹ[1]��
����ģ�ߵĸ�����������20����90����������������ģ�������ͨ��������ҵ��˾������ר�ҽ�һ����������Almax-Mori�ȹ�˾�õ�Ӧ�á������������AlumarSrl��˾Ҳ���뵽�˵���ģ�ߵĿ�����[1-2]��Ŀǰ������ģ���ѱ�AlumarSrl��Almax-Mori�ȹ�˾�Ĵ����ŷ�ͻ��ձ���ͬ�����á�Ȼ����Ŀǰ������δ������������ģ�ߵij��Һ��о����棬�ڵ���ģ��ѹ�������̼�ģ�߽ṹ��Ʒ�����о���Ϊ�հס������Ͳķ���̬��ѹ���̵���ֵģ�ⷽ�棬������ѧ���ѽ��в����о�[3-9]������Ҫ�Dz��û���Lagrange��������������Ԫ��������Ҫ���һЩ��ѹ�Ƚ�С���ͲĶ����ƽģ���Գ��ԽϺõķ������ģ�ߣ����������������������ֵģ����о����١����ڼ�ѹ�������ڵ��͵IJ��ϴ���ι��̣�����ֵģ�⼰���ִ����ܴ�����ѡ�����û���Lagrange��������������Ԫ�������ɱ���ػ�������������������IJ����ػ��ּ������ԽӴ����⣬����ģ�⾫�Ƚ��ͻ�ģ����������С�

ͼ1 Ӧ����9 kt��ѹ���ϵĵ���ģ�ߵ���ģ�ṹ[1]
Fig.1 Upper die structure of butterfly die for 9 kt press[1]
��ˣ��������߲��û���Euler�����������������������Simufact9.0����ƽ̨�ϣ��Ե���ģ�߷���̬��ѹ���̽�����ֵģ�⣬��ϸ��������ģ���ڼ�ѹ�����н���������������Ϊ�����봫ͳ�������ģ��ѹ�����н�������������ѹ����ģ��Ӧ�������ν��жԱȣ�Ϊ����ģ�߽ṹ��Ƽ������ṩָ����
1 �������ģ�͵Ľ���
1.1 ģ�߽ṹ���
�Աں�Ϊ3 mm���������γߴ�Ϊ66 mm��36 mm�ľ��η���Ϊ������Ƶ���ģ�߽ṹ����ͼ2��ʾ��ͬʱ��Ϊ�˸��õ��о�����ģ���봫ͳģ���ڼ�ѹ�����н���������������Ϊ�����һ�״�ͳ�ķ������ģ�ߣ���ͼ3��ʾ��Ϊ�˱��ڶԱȷ���������������ѹ����С��ģ��Ӧ�����ֲ�������ģ���봫ͳģ�ߵķ���������������ſ��ȡ�������������߶ȶ��ֱ����һ�¡�
1.2 ����ģ�͵Ľ���
����Simufact9.0����ƽ̨������Euler�����������������������������ģ��ѹ��ֵģ��ģ�ͣ���ͼ4��ʾ�������ͲĽ���Գƣ�Ϊ��ʡ����ʱ�估�ɱ���ȡ��1/4���м��㡣��Lagrange��������������Ԫ����ͬ���������������Euler������������ͼ4(b)��ʾ��Euler����̶��ڿռ䲻������������ʱ�������仯�����۲��Ϸ������ı��Σ�������������ػ���������Lagrange�������ڻ��䵼�������ػ�������ļ��㾫�Ƚ������⡣���Ҳ��ϵ������߽��ܹ����������ı߽�Ӵ����ں���һ�𣬽��������Ԫģ��������ģ��ѹʱ����������ԽӴ���������ߡ���������������[10-12]��
1.3 ģ��������趨
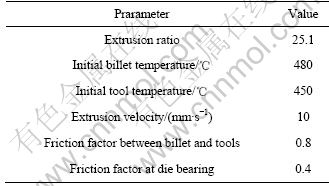
ѡȡ��ѹͲֱ��Ϊ140 mm����ѹ��Ϊ25.1�����ϲ���ΪAl6061���Ͻ�ģ�߲��ϲ���H13�֡������Ͳļ�ѹģ���г����ü���Ħ��ģ�ͣ�
f = mk (1)
ʽ�У�fΪĦ��Ӧ����kΪ��������Ӧ����mΪĦ��������
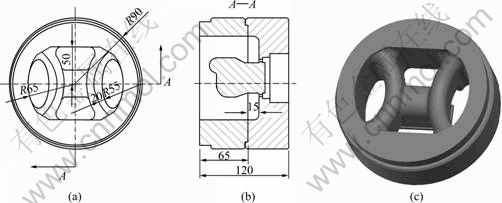
ͼ2 ����ģ�ṹ���ʾ��ͼ
Fig.2 Structured schematic diagram of butterfly die (mm): (a) Die assembly drawing; (b) Sectional drawing; (c) Upper die 3D drawing
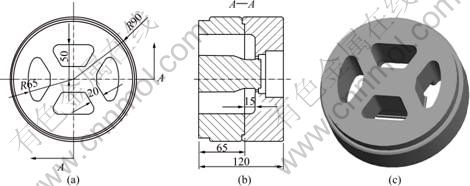
ͼ3 ��ͳģ�ṹ���ʾ��ͼ
Fig.3 Structural schematic diagram of traditional die (mm): (a) Die assembly drawing; (b) Sectional drawing; (c) Upper die 3D drawing
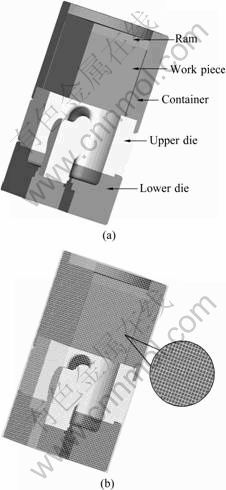
ͼ4 �����������ֵģ��ģ��
Fig.4 Numerical simulation model of FVM: (a) Geometry model; (b) Euler mesh model
��ʵ�������У����Ͳij���һ������ȼ�ѹ���������빤��ģ��֮��û�����ڸ��¸�ѹ�£������빤ģ��֮�伸��ճ����һ����Ħ������ȡ0.8�����ڹ������dz��⻬�ҳ��Ƚ϶̣���ѹʱ�����빤����֮����һ���Ļ�������ˣ�ȡ��Ħ������Ϊ0.4[13-15]��������ѹ���ռ���ֵģ���������1��
��1 ��ֵģ���ü�ѹ���ղ���
Table 1 Extrusion processing parameters in numerical simulation
2 ģ���������
2.1 ��ѹ�����еĽ�������
ͼ5��ʾΪ��ͳģ���ڼ�ѹ�����н��������������У�SΪ��ѹ�˵��г̡���ͼ5���Կ������ڼ�ѹ��ʼ�Σ������ڼ�ѹ���������±�������ֱ������Ϊ4�ɽ�����Ȼ������������У�ֱ��S=32.228 1 mmʱ�������еĽ����Ӵ��������ҵײ�����ʼ���� ������亸���ң������Ľ����ں����ҵĸ��¡���ѹ�������ں���һ��������ȫ�����������γɼ�ѹ ��Ʒ��
�봫ͳģ��ѹ��ͬ������ģ��ѹ�����н�����������ͼ6��ʾ����ͼ6���Կ������ڿ�ʼ��ѹ�Σ���S=3.503 2 mmʱ���������������ģ�³�����(��ͼ7��ʾ)����S=12.501 3 mmʱ�������������ģ�³����ֺ�ʼ�Ӵ���Բ�η����ţ����ż�ѹ�ļ������У������������м����������Ϊ4�ɽ�������S=32.552 7 mmʱ����������ȫ����������У�����봫ͳ����ģһ�����������뺸�����ں���һ��Ȼ����������������Ϊ����ģ�ߵķ����������³���ʹ�ý�����ʼ��ѹ�������������Լ��ͣ���Σ�����ģ�ߵ�Բ�η�����Ҳʹ������Ħ�����������С�������ı��θ��Ӿ��ȡ�
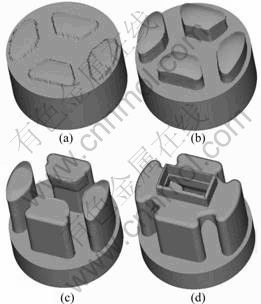
ͼ5 ��ͳģ��ѹ�����н���������
Fig.5 Metal flow in extrusion process of traditional die: (a) S=4.503 2 mm; (b) S=13.501 3 mm; (c) S=32.228 1 mm; (d) S=41.302 3 mm
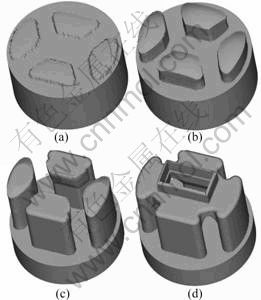
ͼ6 ����ģ��ѹ�����н���������
Fig.6 Metal flow in extrusion process of butterfly die: (a) S=3.503 2 mm; (b) S=12.501 3 mm; (c) S=32.552 7 mm; (d) S=44.562 9 mm
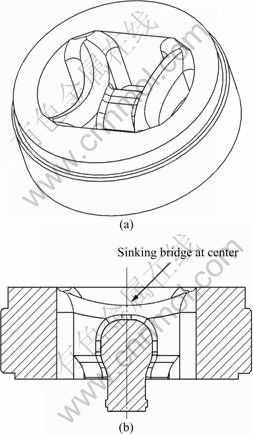
ͼ7 ��ģ�ṹʾ��ͼ
Fig.7 Schematic diagram of upper die structure: (a) 3D drawing; (b) Sectional drawing
2.2 ��ѹ�����е��غɡ��г�����
ͼ8��ʾΪ����ģ���봫ͳģ���ڼ�ѹ�����е��غɡ��г����ߡ���ͼ8���Կ�������������ѹ�����У���ѹ�����߱仯��������ģ��ѹ�н����������������Ӧ����Ҫ�������������Ϻͳ���3���Ρ���ʼ�Σ������ܵ���ѹ�˵�ѹ�������ȱ������ȫ������ѹͲ��ͬʱ���ϵ��¶˿�ʼͻ�Ʒ����ŵ�����������������ڡ�������Σ���ѹ��Ѹ��������A�㣬Ȼ�������ڷ������ڸ���ƽ�ƣ�ֱ����B��Ӵ��������ҵײ���ѹ�������������仯�����ϽӴ��������ҵײ�������������������������ң��������ڵĽ�����ʼ����Ӵ����������ϡ����ڽ����ں��Ϲ����к��������ۻ��Ľ����������ӣ��侲ˮѹ��Ҳ�������ߣ����¼�ѹ��Ҳ������������C��ﵽ��ֵ��������һ���̼�Ϊ���ݣ����ԣ���ѹ�����������ݶȷdz��������ں���������ȫ���Ϻ����ģģ���� ���������Ͳ���ȫ��������������ѹ������̬�������̣���ѹ��������ƽ�ȡ�
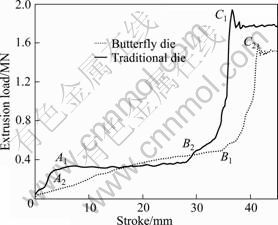
ͼ8 ����ģ���봫ͳģ���ڼ�ѹ�����еļ�ѹ�غɡ��г����߱Ƚ�
Fig.8 Comparison of extrusion load��stroke curves for butterfly die and traditional die
Ȼ���������õ���ģ��ѹʱ����ѹ������ƽ��������û�����Ե�ͻ�䣬��ͻ�Ʒ����ļ�ѹ����A2���Ϊ0.1 MN���ϴ�ͳģ��A1���0.36 MN�������ͣ��½�Լ72.2%�������˿�ʼ��ѹ�����϶�ģ�ߵij���������ѹ��Ҳ�������ͣ���ͳģ�����ѹ����C1��Ϊ1.910 MN������ģ�ߵ����ѹ����C2��Ϊ1.580 MN���½�Լ17.3%�����ڵ���ģ��ģ�����IJ����³�(��ͼ7��ʾ)�����Ͽ�ʼ�������ε������ϴ�ͳģ�ߵļ�С����ˣ�����ģ�ߵ�ͻ�Ƽ�ѹ���ϴ�ͳģ�ߵ����Խ��͡���Σ����ڵ���ģ�ߵķ�����Ϊ���Σ������϶�ΪԲ�Σ�ͬʱ�����ϡ��³����ּ������������һ�𣬸������������β��ֽ�����������ʹ�������������٣������ı��θ��Ӿ��ȣ���ˣ�����ģ�ߵ����ѹ���ϴ�ͳģ�ߵ��������͡�
2.3 ��ͬ���νν������ٶȳ��ֲ�
ͼ9��ʾΪ����ģ���ڼ�ѹ�����в�ͬ���ν����ϵ��ٶȳ��ֲ�����S=29.765 0 mmʱ�����ϱ����������ֺ����������ڣ������������Ľ��������ܵ���Ħ������С����ˣ��������Կ��ڷ����ױ�Ե���ģ���ɷ��������IJ��ֽ�����������ģ�϶˵��谭����ѹͲ�ڱڵ�Ħ�����ã����Ͻ��ڼ�ѹͲ�ײ����ű�Ե�����γ�һ���������˴������������ٶȼ���Ϊ�㣬��������Ρ�ͬʱ����������ϲ��Ӵ��Ľ���������ŵ��谭���������ٶȼ��������ż�ѹ�ļ������У���S=39.361 5 mmʱ�������Ľ�����ʼ�Ӵ��������ҵײ����˲������ܵ�ģ�����ƣ��ؼ�ѹ������������裬�����������ٶȽ��͡���S=42.240 5 mmʱ���Ӵ��������ҵײ��Ľ������Ȳ��������������ں����ҵײ�ת�Ǵ��γɵڶ��������������ھ�����ٶ�����������������������ң�ͬʱ�����б��μӾ磬������νΡ���S=45.844 9 mmʱ�����ϱ���ȫ�������������������ϵĽ���ֹͣ������������ʼ�ؼ�ѹ����Ѹ������ģ�ף���ʱ������ģ�Ľ������ٴﵽ���ֵ���ͲĶ�������ٶȾ��ȣ�Ϊ138 mm/s��

ͼ9 ��ͬ���νν������ٶȳ��ֲ�
Fig.9 Metal velocity field distribution at different deformation phases: (a) S=29.765 0 mm; (b) S=39.361 5 mm; (c) S=42.240 5 mm; (d) S=45.844 9 mm
ͼ10��ʾΪ������ȫ�������������ﵽ��̬��ʱ����ģ���봫ͳģ�ߵ��ٶȳ�ʸ���ֲ�ͼ�Աȡ���ͼ10���Կ������ڼ�ѹ������������ģ�߽Ӵ��ĵط������������Ե�������һ�������ź����ҵײ���Ե�γɵ���������һ���Ƿ������϶˶������������谭�γɵ����������ڵ���ģ�ߵķ������϶�ΪԲ�Σ��ҷ����������³���ʹ��Խ���������Ħ�������ϴ�ͳģ�ߵ�������С����ˣ�����ģ�������������ϴ�ͳģ�ߵ�С����Σ����ڵ���ģ�ߵķ�������״Ϊ���Σ��Ҳ������������ṹ�����������¼��������ڽ�������������ˣ�����ģ������������С��
2.4 ģ��Ӧ�������Ա�
ͼ11��ʾΪ��ͳģ������ģ������̬��ѹ�����еĵ�ЧӦ���ֲ�ͼ����ͼ11���Կ������ڼ�ѹ�����У�ģ�ߵĵ�ЧӦ���ֲ��ܲ����ȣ���ģо������������²����Ӵ�Ӧ���������ԣ���ˣ��ڼ�ѹ���������ײ������ƣ�����ʵ���������ֵ������ȫ�Ǻϡ�����ģ������֪������ģ���ڼ�ѹ��ģ�ߵ�����ЧӦ��Ϊ642 MPa�� �ϴ�ͳģ�ߵ�717 MPa�������ͣ��½�Լ11.2%��������ģ�ߵ�ʹ�������dz���������ͼ12�ڼ�ѹ������ģ�ߵĵ��Ա��ηֲ�ͼ���Կ������ڼ�ѹ�����У�ģ�ߵ�����Ա��γ����ڿ�����ѹͲ���IJ�λ����ģģ�Ŵ�������ģ����������ģ���ڼ�ѹ���������Ա�����Ϊ0.382 mm����ͳģ�ߵ�Ϊ0.437 mm��˵������ģ�߽ṹ����˷����ŵĿ������ܣ���ʹģо���ȶ�����ߣ���֤���Ͳijߴ�ľ��ȡ�
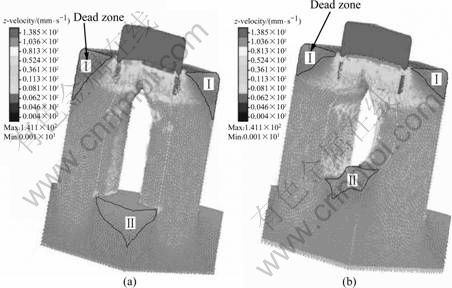
ͼ10 ��̬��ѹ�ν������ٶ�ʸ��ͼ�Ա�
Fig.10 Comparison of velocity vector at steady state extrusion: (a) Traditional die; (b) Butterfly die
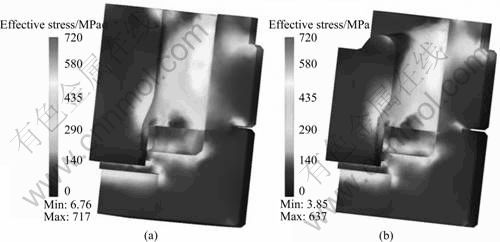
ͼ11 ģ�ߵ�ЧӦ���ֲ�ͼ�Ա�
Fig.11 Comparison of effective stress distribution of die: (a) Traditional die; (b) Butterfly die

ͼ12 ģ�ߵĵ��Ա������ֲ�ͼ�Ա�
Fig.12 Comparison of elastic deformation distribution of dies: (a) Traditional die; (b) Butterfly die
3 ����
1) ���û���Euler����������������������Ե���ģ��ѹ���ܲĵķ���̬��ѹ���̽�����ֵģ�⣬���봫ͳģ��ѹ���̽��жԱȡ���ֵģ��������������ģ�߽ṹ��ģ���н�����������ѹ����ģ��Ӧ���������Ա��ζ�������Ӱ�졣
2) �����õ���ģ��ѹ���ܲ�ʱ�����������������νϴ�ͳģ��ѹʱ�ĸ��Ӿ��ȣ��������϶˼�������������С��
3) ����ģ�ߵļ�ѹ�غɡ��г�����ƽ�ȣ�û�����Ե�ͻ�䣬ͻ�Ƽ�ѹ���ϴ�ͳģ�ߵĽ���Լ72.2%����Ч�ؽ����˿�ʼ��ѹʱ���϶�ģ�ߵij�������ѹ������Լ17.3%��
4) ����ģ�ߵĵ�ЧӦ���ֲ����ȣ��������µ�Ӧ�����м�С������ЧӦ���ϴ�ͳģ�Ľ���Լ11.2%���ҷ����ŵĵ��Ա��μ�С��ģо���ȶ�����ߡ�
REFERENCES
[1] MEERBUSCH B R. High-tech ��butterflies�� from Italy[J]. International Journal for Industry, Research and Application, 2008, 84: 46-49.
[2] PINTER T. Butterfly dies�Cincrease extrusion speed through innovative porthole[C]//Proceedings of International Conference of Extrusion Technology. Orlando, 2008: 42-45.
[3] LOF J, BLOKHUIS Y. FEM simulations of the extrusions of complex thin-walled aluminum sections[J]. Journal of Materials Processing Technology, 2002, 122: 344-354
[4] LEE J M, KIM B M, CHUNG G K. Effects of chamber shapes of porthole die on elastic deformation and extrusion process in condenser tube extrusion[J]. Materials and Design, 2005, 26(4): 327-336.
[5] DONATI L, TOMESANI L. The effect of die design on the production and seam weld quality of extruded aluminium profiles[J]. Journal of Materials Processing Technology, 2005, 164/165: 1025-1031.
References and further reading may be available for this article. To view references and further reading you must purchase this article.
[6] CHENG Lei, XIE Shui-sheng, HUANG Guo-jie, WU Peng-yue, HE You-feng. Non-steady FE analysis in the porthole dies extrusion of aluminum harmonica-shaped tube[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(S1): 32-36.
[7] �� ��, �� ��, ����Ƽ, �� ��. ���Ͳļ�ѹ��ֵģ����о���չ[J]. ϡ�н���, 2007, 31(5): 682-688.
FANG Gang, WANG Fei, LEI Li-ping, ZENG Pan. Review of numerical simulation for extrusion process of aluminum alloy profile[J]. Chinese Journal of Rare Metals, 2007, 31(5): 682-688
[8] CHEN F K, CHUANG W C, TORNG S. Finite element analysis of multi-hole extrusion of aluminum-alloy tubes[J]. Journal of Materials Processing Technology, 2008, 201(1/3): 150-155.
[9] FANG G, ZHOU J, DUSZCZYK J. FEM simulation of aluminium extrusion through two-hole multi-step pocket dies[J]. Journal of Materials Processing Technology, 2009, 209(4): 1891-1900.
[10] LOU Shu-mei, ZHAO Guo-quan, WANG Rui, WU Xiang-hong. Modeling of aluminum alloy profile extrusion process using finite volume method [J]. Journal of Materials Processing Technology, 2008, 206(1/3): 481-490.
[11] WU X H, ZHAO G Q, LUAN Y G, MA X W. Numerical simulation and die structure optimization of an aluminum rectangular hollow pipe extrusion process[J]. Materials Science and Engineering A, 2006, 435/436: 266-274.
[12] �ƹⷨ, �ָ���, �� ��, �� ��, ������, ������. ��ѹ�����Ͳļ�ѹ���̵���ֵģ��[J]. �й���ɫ����ѧ��, 2006, 16(5): 887-893.
HUANG Guang-fa, LIN Gao-yong, JIANG Jie, WANG Fang, YANG Li-bin, PENG Da-shu. Numerical simulation of extrusion process of aluminum profile with large extrusion ratio[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(5): 887-893
[13] MA X, de ROOIJ M B, SCHIPPER D J. Modelling of contact and friction in aluminium extrusion[J]. Tribology International, 2010, 43: 1138-1144.
[14] FLITTA I, SHEPPARD T. Material flow during the extrusion of simple and complex cross-sections using FEM[J]. Material Science and Technology, 2005, 21: 648-656
[15] BAKHSHI M. A theoretical and experimental study of friction in metal forming by the use of forward extrusion process [J]. Journal of Material Processing Technology, 2002, 125/126: 369-374.
(�༭ ����Ƽ)
������Ŀ�����ҡ�ʮһ�塱�Ƽ�֧�żƻ���Ŀ(2007BAE38B00)
�ո����ڣ�2010-05-10�������ڣ�2010-07-02
ͨ�����ߣ�лˮ��������; �绰: 010-82241265; E-mail: xiess@grinm.com

