���ε��Nd��ʯī����ʧЧ�����������η���
��Դ�ڿ���ϡ�н���2016���8��
�������ߣ�Ѧ���� ������ ��־�� �Ƴ��� ��ǿ
����ҳ�룺806 - 815
�ؼ��ʣ����ε����;ʯī����;����;����;
ժ Ҫ��ϡ�����������ε�������ʯī��������ʧЧ������̼������Ⱦ��Ʒ��������������ʵ�������⡣��ϡ�����ε�������ʯī������������������ֳ������Է�����ʧЧ���Ʋ������о��˽��������εķ������ԡ��������,��ṹ��ʯī�����������������������������ķ��η�����ѧ��ʴ�Ӷ����¹���ʧЧ;���и�������ռ����������,�ߵ��¶ȴٽ�����,����"��������"��ɳ�ˢ���丽���ij��㹩��Эͬʹ������Һ�洦����������;��ѧ��ʴ����Ӱ�첻����������,ȴ����������ٽ�;�������˻��ƾ����ڿ��ڻ��Է�Ӧ,����ʯī��������,�������κ�ϡ��������Ⱦ�������ν��տ����ʯī��϶������������,�������ڸ������γɵIJ���̬B2O3�����Ժ�,���������������λ�ѧ��ʴ�����ö�ʹʯī��1 h�ڵõ�����;������ʱ���ӳ�,��������ɥʧ,���븲����ʯī����Ϳ�϶�е������ν������ڸ����»ӷ�������������Ӧ�йء�
������ʱ��: 2015-07-02 11:05
ϡ�н��� 2016,40(08),806-815 DOI:10.13373/j.cnki.cjrm.2016.08.010
Ѧ���� ������ ��־�� �Ƴ��� ��ǿ
���������Ƽ���ѧұ��ѧԺ����ʡ�ƽ�����Դ�ص�ʵ����
ϡ�����������ε�������ʯī��������ʧЧ������̼������Ⱦ��Ʒ��������������ʵ�������⡣��ϡ�����ε�������ʯī������������������ֳ������Է�����ʧЧ���Ʋ������о��˽��������εķ������ԡ��������,��ṹ��ʯī�����������������������������ķ��η�����ѧ��ʴ�Ӷ����¹���ʧЧ;���и�������ռ����������,�ߵ��¶ȴٽ�����,���Ρ�������������ɳ�ˢ���丽���ij��㹩��Эͬʹ������Һ�洦����������;��ѧ��ʴ����Ӱ�첻����������,ȴ����������ٽ�;�������˻��ƾ����ڿ��ڻ��Է�Ӧ,����ʯī��������,�������κ�ϡ��������Ⱦ�������ν��տ����ʯī��϶������������,�������ڸ������γɵIJ���̬B2O3�����Ժ�,���������������λ�ѧ��ʴ�����ö�ʹʯī��1 h�ڵõ�����;������ʱ���ӳ�,��������ɥʧ,���븲����ʯī����Ϳ�϶�е������ν������ڸ����»ӷ�������������Ӧ�йء�
��ͼ����ţ� TF845
����飺Ѧ����(1966-),Ů,����������,��ʿ,����,�о�����:��ɫ����ұ����Դ�ۺ�����;�绰:18629020305;E-mail:Huagong1985@163.com;
�ո����ڣ�2015-03-18
����������Ȼ��ѧ������Ŀ(51278407,51478379,51408468)����;
Xue Juanqin Liu Nina Liu Zhifei Tang Changbin Bi Qiang
Key Laboratory of Gold and Resource of Shaanxi Province,Institute of Metallurgical Engineering,Xi'an University of Architecture and Technology
Abstract��
In the neodymium production by electrolysis of rare earth neodymium oxide,the premature failure of graphite anode is an urgent problem which might lead to contamination of product by carbon impurities. In order to analyze graphite anode failure mechanism,the consumption of graphite anode in the molten salt electrolysis of neodymium was investigated both on the spot and in the laboratory,and the protection behavior of graphite by borate impregnation was systematically studied. Some results showed that early failure of graphite anode with porous structure resulted from oxidation reaction with reactive oxygen species and chemical erosion of fluoride at high temperature. High temperature oxidation played the dominant role in the process of graphite anode failure because high temperature promoted oxidation. The flowing and rolling erosion of molten salt and sufficient oxygen supplying interaction caused the most serious damages above the molten salt surface. Moreover,though the chemical erosion by fluoride was less significant compared to elevated temperature oxidation,it could promote oxidation and show synergistic effect. The graphite particles were probably peeled off as a result of active reaction in the graphite hole for the both above mentioned damage mechanism,and contaminated molten salt and rare earth metal. Since glassy state B2O3 with good adhesion formed at high temperature,utilizing borate impregnation to fill hole and cover surface could isolate the graphite from oxidation and chemical attack of molten salt,and it might effectively protect graphite anode within one hour. However,the protection effect of borate layer forfeited after 1 h because the borate impregnant inside or on the surface of pores gradually volatilized and reacted at high temperature.
Keyword��
molten salt electrolysis Nd; graphite anode; oxidation; impregnation;
Received�� 2015-03-18
Nd Fe B���Ų���������������ϲ��ɱ���Ĵ����ܺ���Ե�����ԭ���ϼ۸��ΪӦ����㷺�ͷ�չ��ΪѸ�͵�һ��ϡ�����ܲ���,�ⲻ�������˶�������ԭ��ϡ���������������IJ��Ͼ���,���ҶԽ����ϵ���������˸��ߵ�Ҫ��
����ʹ�÷�̼��������ϡ�����ε��Ŀǰ�����ڹ�ҵ��Ӧ��
1 ������-���������ε��ϡ������Nd��ʯī����ʧЧ����
20����80���ǰ������Ȼ������ε��ϡ������(�Ͻ�),����۹�ģͨ����2000~3000 A,��Ҫ���ڵ�ȱ����:(1)�Ȼ������λӷ��Ը�;(2)ϡ����������Ӧ���Ȼ����������ܽ�ȴ�,���µ�ĸ�,����Ч�ʵ���70%,�����ʵ���90%;(3)�����̲�����������,�Ի������������Ⱦ�����,������������ϵ������������Ӧ�ú�ܿ���Ϊ��ҵ�������������ա�����۹�ģ��Ϊ4000~6000 A,������,���Ĵ��Ͳۿ�ʼӦ��,�ù��ղ��������˶Ի�������Ⱦ,����Ҳʹ��ϡ�����������ʴﵽ92%����,����Ч��Ϊ70%~80%�����͵IJ��ͽṹΪ����ƽ�е缫��ֱ������,�����Ͽڳ���,��ʯīԲͲ��Ϊ����,���IJ������������ŵ�����,ԲͲ����������,���������ܶȺͼ���仯��,ʹ�ò�ѹ�͵���¶ȱ仯��,¯�������ȶ�,��Ʒ�������ȶ�,��Ʒ�ϸ��ʵ�,C���ʳ���;��������ʱ��Ҫ�жϵ��,���µ��ʱ�����������ҵ,��ĸ�,���������ʵ͡��������������IJ���
�������ֳ�Ӧ��ʧЧͳ�Ʒ���,ʯī��������48 h������ĺ�,���������ڵ��м䲿�ֺ�Ȼ�������,��90 mm����30 mm����,��ʯī������������Һ�����ϲ��ֺʹ���������˲��ֵ�������ԱȽ�����,�ֲ�����,��ͼ1(d)��ʾ,�������϶˺��������������м�λ�������Կ�,ƽ����Ȳ��5 mm����,��������Һ���ϵ�ʯī�������������ص�ʱ��ɼ�����10 mm����,�����ڴ˴��������ѡ�����������
��1 ʯī������������Ҫ��Table 1 Basic performance requirements of graphite anode ����ԭͼ
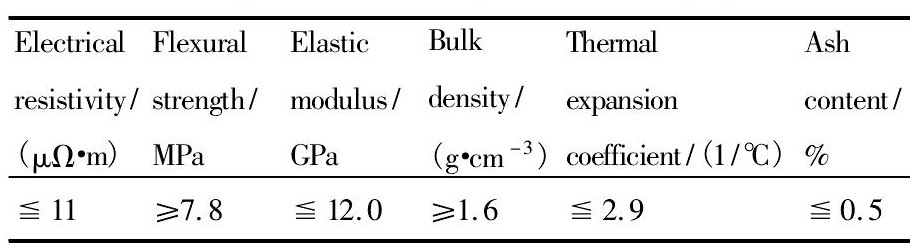
��1 ʯī������������Ҫ��Table 1 Basic performance requirements of graphite anode
���ڳ�����ʽ�������¶��·�����ϵ�е�ϡ��Nd���,ͨ���ײ�(����A)����ֳ���������,�������������ײ��ᷢ������,�в�(����B)������,�ϲ�(����C)��¶������Һ���ϵ�ʯī������ʧ�����ء�ԭ������,ϡ��Nd������ڸ��ߵ��¶�(1000~1150��),�����700~750����Ca,Mg���ε�����,�������в����Ļ���̬����ʯī������ΪѸ�ٵ������Ͳ����෴Ӧ,

���,�ײ��ı߽Ǵ����ڵ����ߵķֲ��ܼ�,�¶ȸ�,�������ĸ���,��������ײ��������ء�����Һ���ϵ�ʯī������ʧ������,��һ������Ϊ����Һ���¶ȸ�(1000������)�Լ����Կ����е������Ӿ���������ʧ(�������ֳ��۲쵽ʯī������϶�����С�ȼ�ջ��硱),��һ����ͨ����ų������µĸ��������ڲ����д��ڡ�����������,������γ�ˢ��ʴ,����г��۲��������Ա���ĽӴ�������Ȼ�е���˻�Ӿ�ô������������ġ���Ȼ���η�������ϵ��Ӧ�ñ������Ȼ������ε�������Ȼ���������ˮ����������ʯī��ˮˮ�⼰��ˮ,����ʯī������Ͳ�ƽ�����Ӧ������������������
ͼ1 ϡ�����������ʹ�õ���Ƭ״ʯī������������ƬFig.1 Tile graphite anode and its damaged photos for rare earth metal electrolysis
(a)Anode arrangement;(b)Tile graphite anode;(c)Tile anode scrap;(d)Anode scrap shape
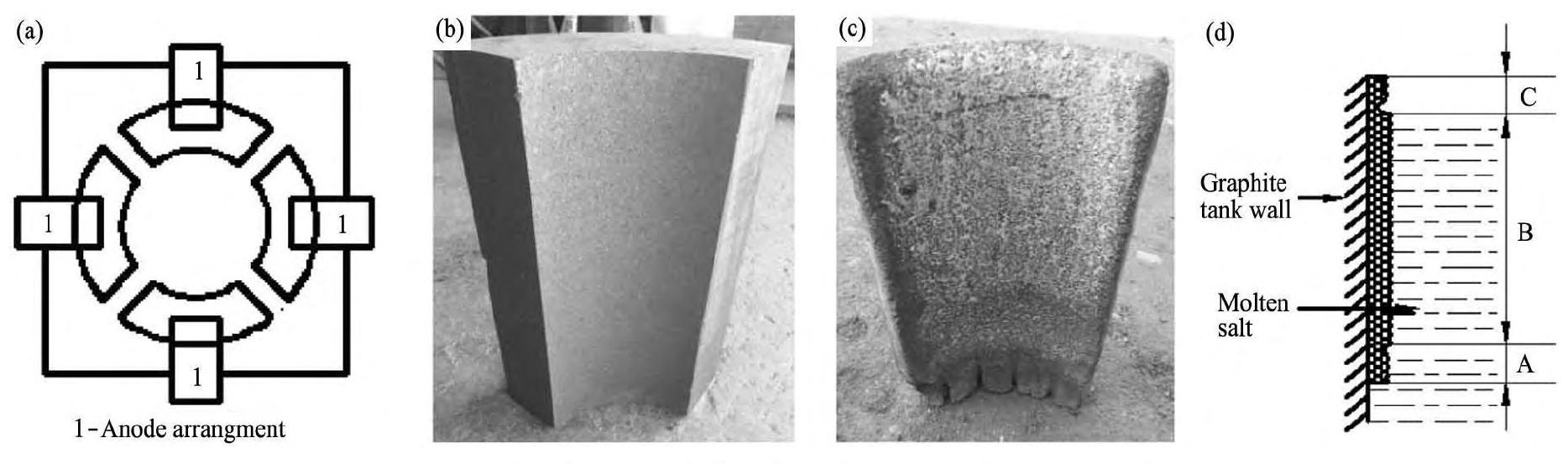
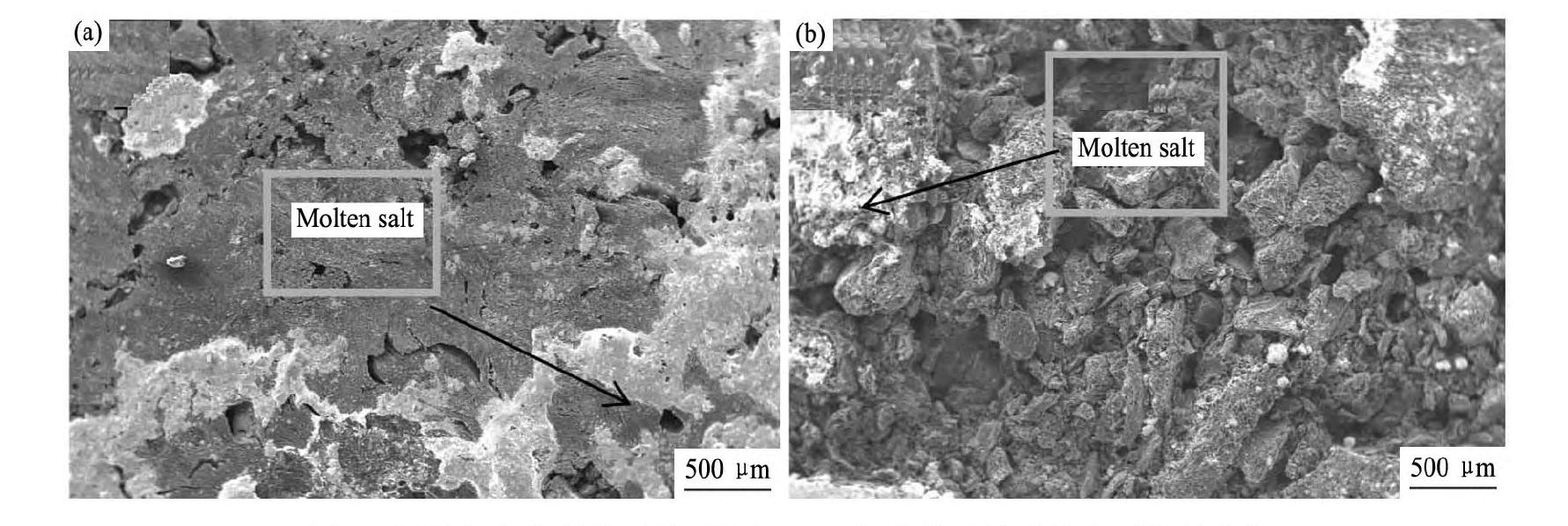
ͼ2��ʾΪ����ѡ���ֳ����õ�ʯī��������ʹ�õIJм���ͨ�����ȡ20 mm��20 mm��10 mm�ļ������,����ɰֽ��ĥ����ϴ������,������ɨ��羵(SEM)�½��й۲����ò��Ƭ���Աȴ�������(ͼ2(a))����ʹ�ú�м����в�(ͼ2(b,c))������ò����δ�����ʹ�õ��������,�����������ε����̺�,ԭ�Ƚ���ʵ��ƽ����������ʯī������ת��Ϊ���ԵĶ�ס��ֲڡ������ԵĽṹ����һʵ��֤ʵ��������ʯī�����Ŀ�϶�д�����������������,ͨ��SEM��һ���۲����������ò����ʯī�еĿ�϶�˴����ͨ,�γ��˿ռ��϶��,����ʯī������϶��ԵҲ�н�ϲ�̫���ܵ�ʯī�������֡����,������������ʯī�������������ǴӴ˴���ʼ���������ĵ�,ʯī�����Ŀ�϶�ṹ�����϶��ԭ�ӵĻ��Զ��������Ĺ�������Ӱ��������
1000���·��������λ�ɱ���ؽ����������ʯī������,700����2��m���ͷ��ִ��ڷ��ν���

��������F-��O2-��ͬ�ŵ�,������ʯī��������ʴ��ġ�
CԴ���ڸ������ε�������,ʯī����������绯ѧ��Ӧ���Ļ�������������ʯī������������,������C-F���Ϸ�Ӧ:

��G1200 K��ʾ1200 K�¶��¹�ʽ(2F2+C��CF4)�ķ�Ӧ����˹�����ܱ仯��
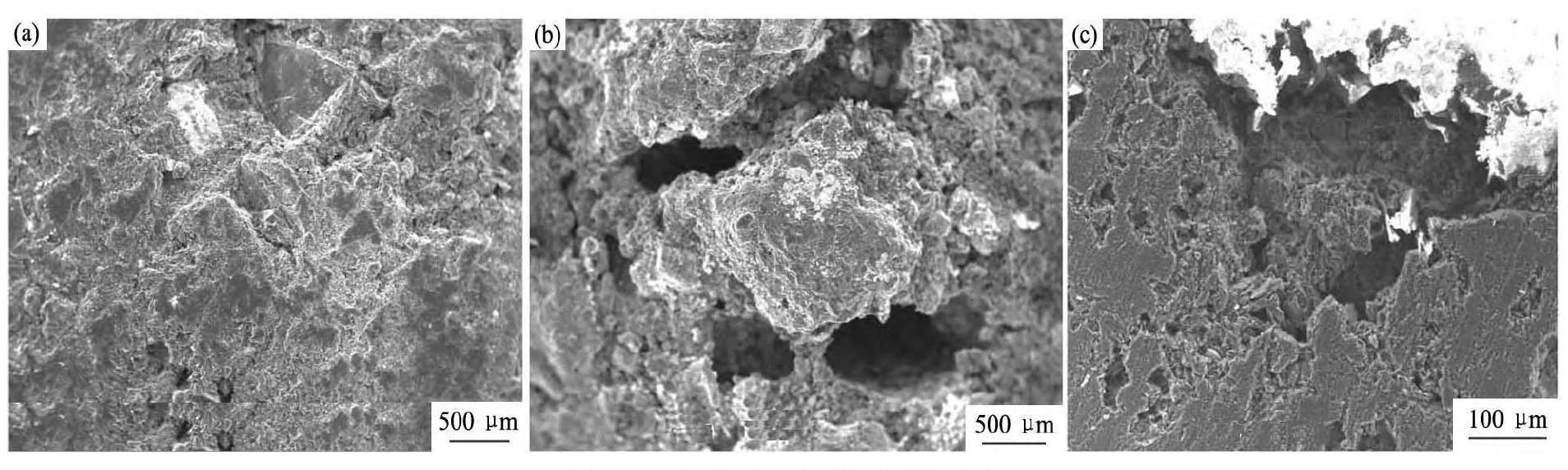
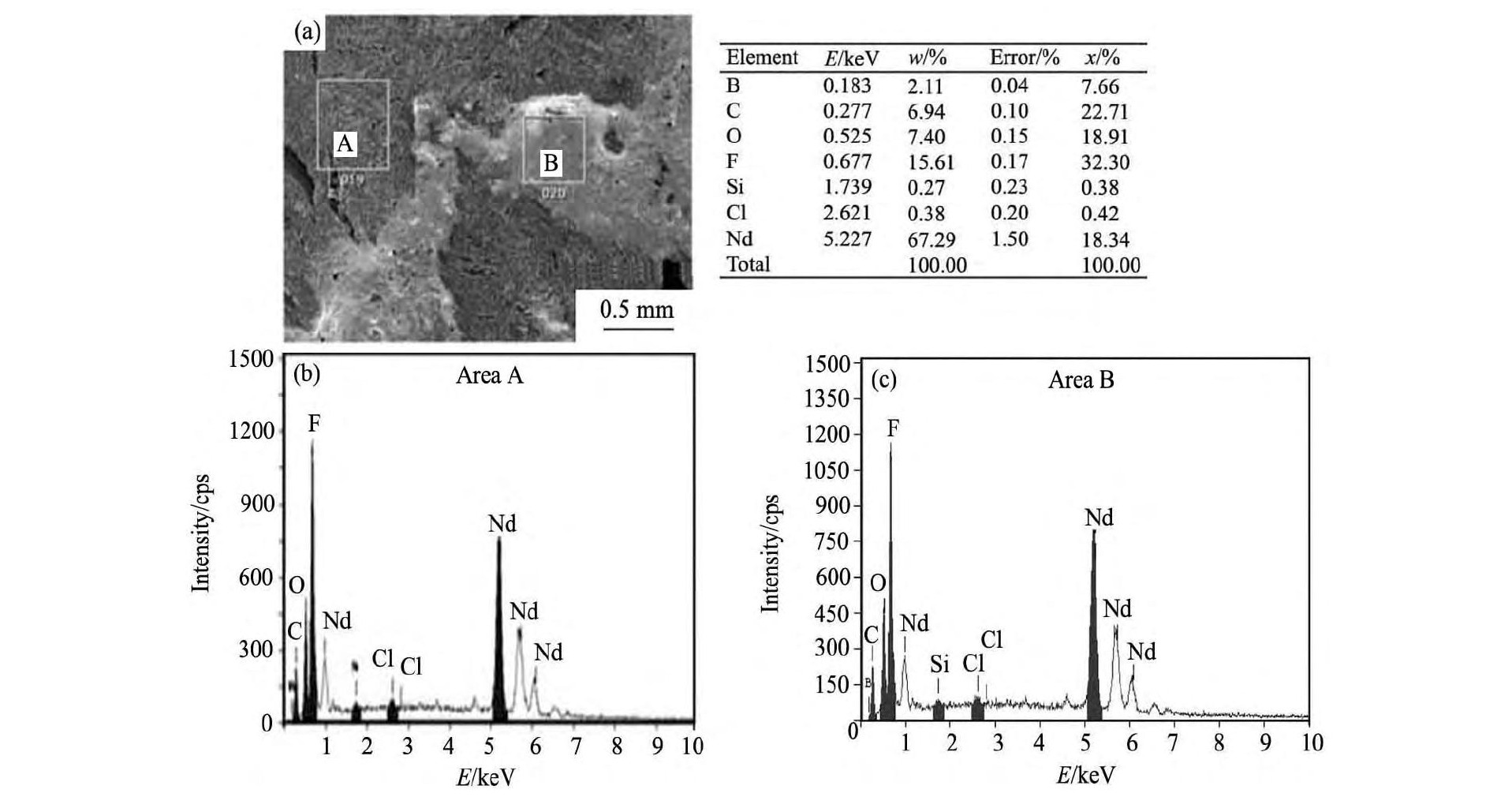
����Si,FeӦΪϡ��������ԭ������,����������ԭ���е����Si4+�������κ�ֽ��������е�F-����γ�Si F4���ӷ���

�����ಿ�������ͨ��������ϡ�������������������,���,ͼ3���Խ����ʾSi�����ϵ͡�
��������,����1000~1100�������,������ϵ��ϡ��Nd����õ�ʯī�������ϵ�ʧЧ�����ڶ�ṹ��ʯī�������������������,�Լ�������ķ��η�����ѧ��ʴ,���и�������ռ����������,�¶�Խ������Խ����,�˸���������ʧ��,���Ρ�������������ɵij�ˢ��ʴ�Ȼ�е���úͳ���Ĺ���ʹ����Һ�洦����������;��ѧ��ʴ���ò�����������,ȴ�������������ٽ�,�������˻��ƾ����������ṹ�������ڻ��Է�Ӧ��ʹʯī��������,��Ⱦ���κ�ϡ���������ɴ˿ɼ�,����ʯī�����ڸ����µ���еĹ���ʧЧ,�������صĸ��������ͼ���ʯī�����еĿ�϶,������ܶ�,�ر��DZ������ܶ�,��ֹ�ڲ����������ν��������ڲ���ʴ�ǹؼ���
ͼ2 �����Ͳ�����������ò�Ա�Fig.2 SEM images of cross-sectional morphology comparison of anode(a)and its scrap(b,c)
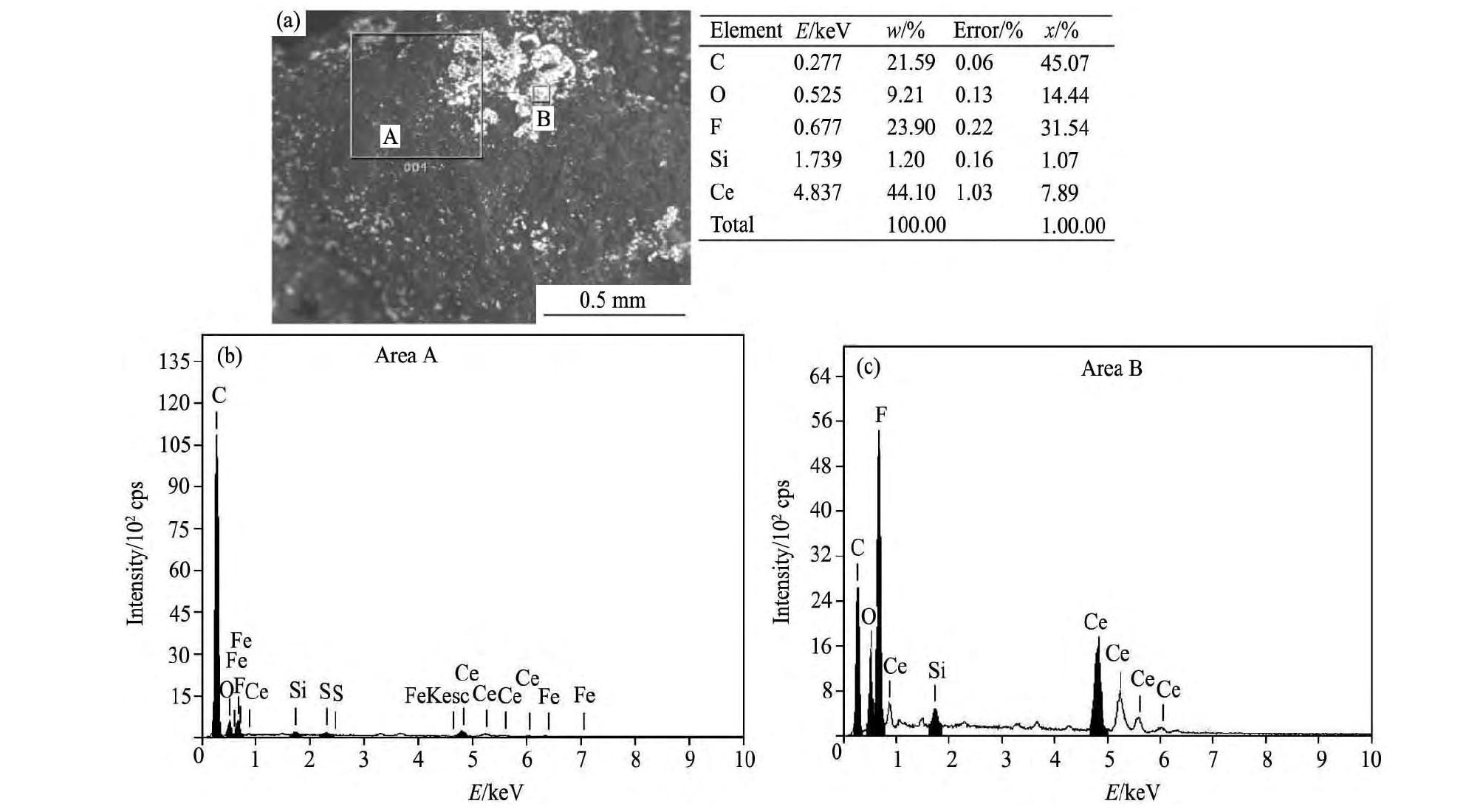
ͼ3����������SEMͼ(a)�ͻ�ѧ�ɷַ���Fig.3 SEM image(a)and surface chemical analysis(b,c)of anode scrap for different areas
�������Ϸ���,���������¶ȳ��ֲ�����,ά����Ե���������,ѡ�ø����ܶȵ�����,ͨ��������Լ����������������ʵȴ�ʩ�������ӳ�ʯī��������,���������ɱ��Ŀ�ѡ����;������Ϊ��ϡ��Nd����������ҵ�ܷ��㡢���е��ӳ�ʯī��������,��Ҫ�迼�ǵ��Ǹ���ʯī���ϵĸ��¿���������,ͬʱ�����˿��������λ�ѧ��ʴ�����ʯī���ܶ�,���,���ѹ�ʯī����̽�ֱ�����շ�������ʧΪһ����ʵ�������ļ���;������ʵ����ʯī���ϵĸ��¿���������һֱ������ѧ�ߺ��̼�����Ա��ע����Ҫ����,����Ϳ�����
2 ��������
�������ѡȡϡ������������ҵ�����ʯī����,��ʯī��������ȡ22 mm��22 mm��12 mm����,���澭ɰֽ(������2000#����ɰֽ)��ĥ��20 mm��20 mm��10 mm,Ȼ����ˮ�Ҵ���ϴ,��ɺ��á�����Һѡ��25%~30%�����(����)��7%~9%���(��ˮ����������(������ֽ���Si O2���۵�Ϊ1650��,��������ķ�����������ϵ��))������ˮ��ɡ����մ��������ڲ����������Ľϸ��¶��½���,Ȼ����150���º�������ء�ʯī���������������ܵ�������ͨ���Ѿ����մ������������δ����������ͬʱ����SR-JX-4-13������¯��,������(1050��10)����к�������,��ʧ���ʱȽϡ���������1 h���ʧ���ʼ��㰴ʽ(6)����:

ʽ��,m1Ϊʯī���մ���������(g),m2Ϊ���������������θ�ʴ���Ժ������(g),��Ϊʧ����,��ֵԽ��˵��������ʧԽ��,��������Ч����,��ֵ��С,˵�����պ�������Խ�ѡ�ʯī���������θ�ʴ����������ͨ��ѡȡ��ҵ�����������Nd F3(99.99%,��������,��ͬ),Nd2O3(99.99%),Li F(99.99%)�������Ƴ�3%Nd F3-(Nd2O3��Li F=9��1)(������)��ɵ����ε����,�Ѿ����մ�����������δ������������������¯��,��(1050��10)������������н��и��¾�̬��ʴ�����Բ���ʯī���������������仯�����������ⶨ����SHIMADZU-AUW220D�͵��ӷ�����ƽ(����0.01 mg)��ɡ���ͬǰ��ʧЧ����,������JSM6360LVɨ��羵(SEM)�۲�ʯī��������������ʴ��ò��
��2��ʾΪ���������Խ���Һ��ȡ������¶�(350��)������ʱ��(5 min)�Ƚ��չ��ճ���̽����ѡ�������µ���������Ż����鷽��������(1050��,1 h)ʧ�ؿ������������,����A(HBO3)��ˮƽΪ(25,35,45 g��L-1);����B(Na2Si F6)��ˮƽΪ(3,4,5 g��L-1);����C(NH3��H2O)��ˮƽΪ(4,5,6 g��L-1)����������������,����A�Կ��������ܵ�Ӱ���쳣����,����B�Կ�����ָ���Ӱ��Ƚ�����,������C��Ӱ�첻����,���������B,SiԪ�ضԸ����������ù����й�;����ȷ�������ŷ���ΪA2B2C3,�Դ˽����ظ�ʵ��,ָ��仯��1%����,���ֳ����õ������ԡ�
��2 ʯī�����������鼰����ʧ�ؽ��Table 2Impregnation orthogonal experiment design and oxidation weight loss of treated graphite ����ԭͼ
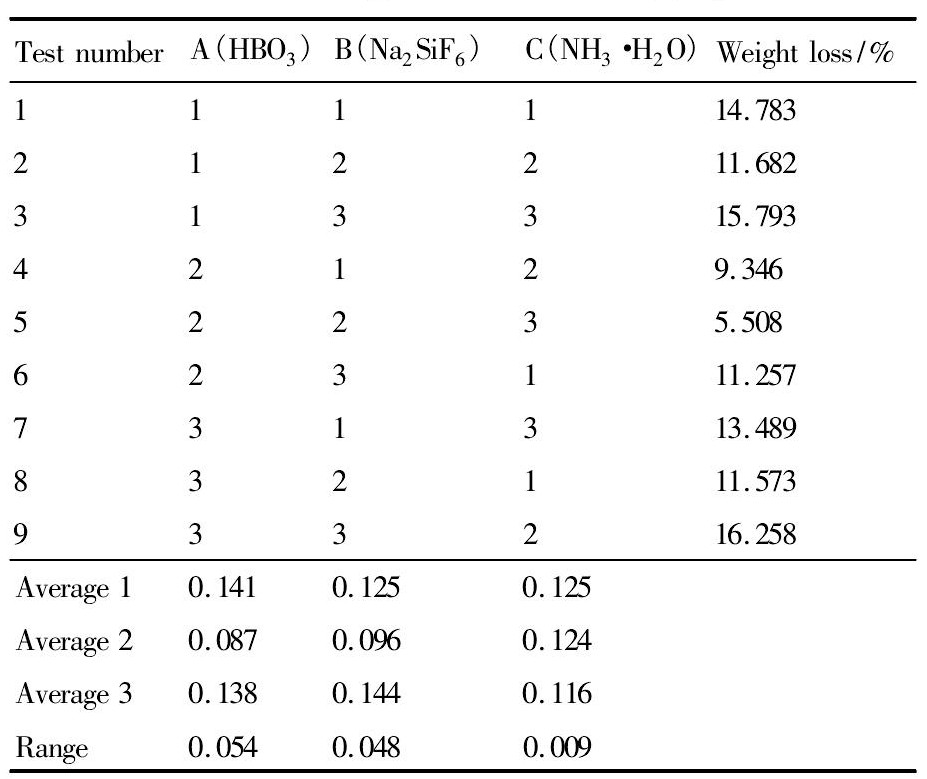
��2 ʯī�����������鼰����ʧ�ؽ��Table 2Impregnation orthogonal experiment design and oxidation weight loss of treated graphite
����RTS-9��˫�����̽����Խ��մ���ʯī���������������������(ȡ��ͬ��λ,����5�����),����δ����������ʯī�ĵ絼�ʽ��бȽϡ��������δ������ʯī�����ĵ�����Ϊ(1.4��0.22)�̦���m,�����������ĵ�����Ϊ(1.35��0.22)�̦���m���ɼ�����������������հ����������ʻ����ӽ�,��˵�����մ���û�����Եظı�ԭʼ������,�����ڹ�ҵӦ���в���Ӱ���䵼�����ܡ�
ͼ4Ϊ���Ż������������δ�����������δ����������1050���½��к���������ʧ������ʱ��仯���,��ͼ4�п��Կ���:���������δ�����ʯī������δ������ʯī�������,��1 h��ʱ����,δ������ʯī����ʧ���ʽϴ������������δ���ʯī����ʧ�ص�2.5������,�������������δ�����ʯī�������Եõ������;����������ʱ���ӳ�,2 h��ͷ��ֽ��մ�����ʯī������δ������ʯī��������ʧ���ﵽһ��,��Ҳ˵�����������δ�����������ܶ��ݵظ��Ʊ����Ŀ���������,������ʯī�㱻���ĺ�ʧȥ��������,������[15]ʯī�������������κ��������о��з���900�����ϸ���������ʯī�������϶�еĽ����↑ʼ�ӷ�,����ʯī����Ҳ����������Ӧ,���Ա���Ч�����ޡ������������Ʊ��ĸ��Ͻ��մ�������Ч���Ա�,��һ�����������ı���Ч���Բͼ5��ʾΪ���������δ�����δ������������1 h��ĺ�۶Ա���Ƭ,�Ӽ��γߴ���Ҳ�����Կ������մ�������ʯī������1 h���ݿ��������ܾ���������ǿ���á�����������ʯī����������ԭ����״,����Ƚ�ƽ��,����ṹ��Ȼ����;��δ�������������ѱ�������ʧ��һ��Ȧ����,��������氼��ƽ,���ֽ϶��,���ģ��,�ṹ����,�����������������ڿ��������ʹ��ʯī������ϱ��,���,δ����ʯī��������������ͼ6��ʾ�Ľ��������δ�����δ������������1 h�������ò�Ա��������ʾ��,δ����ʯī���������ڸ����·��������ص�����,�������ſ����ȷ�չ,ʹ��ʯī���ֳ����ɵ���Ƭ״�ṹ(ͼ6(a));Ȼ�����������δ�����ʯī����(ͼ6(b))�ڸ�����������ֳ�������ܵ���ò,��ȻҲ���Է������ϴ�������������,�����������κ������������γɵ�B2O3���нϺõ��ܷ��Ժ���������[15,16],���,��������(ʧ��)��С,�������������ڱ���Ͼ��ȵؽ��С����������δ���ʯī���������������EDS���������������������Ҫ�ɷ�ΪC,B,O 3��Ԫ��,��һ��֧��˵�����������δ�������ʯī�����������̺����ʲ�������ҪӰ�졣
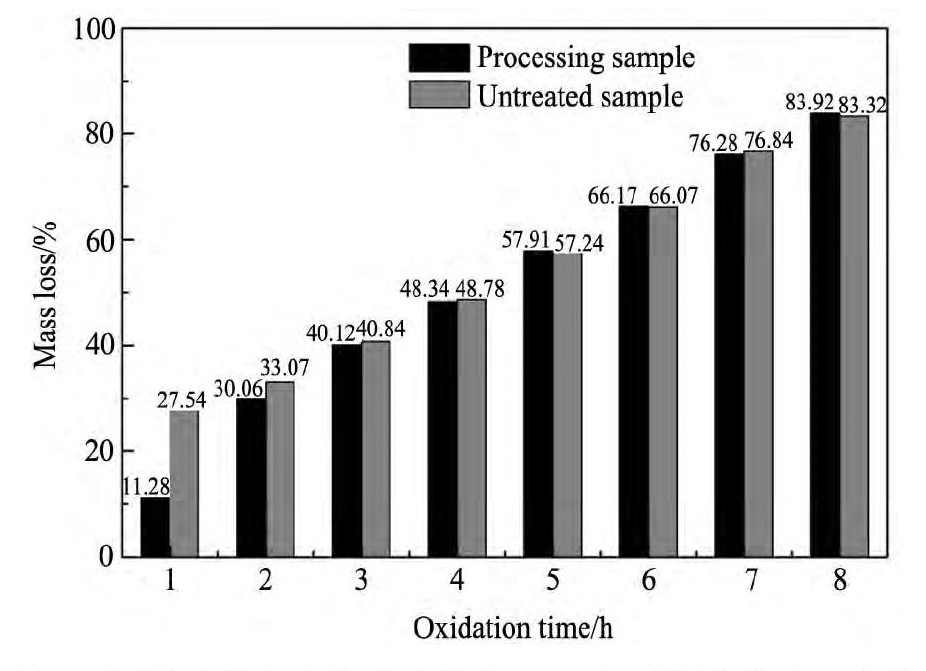
ͼ4 ����������δ����������1050����������ʧ������ʱ��ı仯Fig.4Oxidation weight loss change with time for dipped and bare graphite samples at 1050��
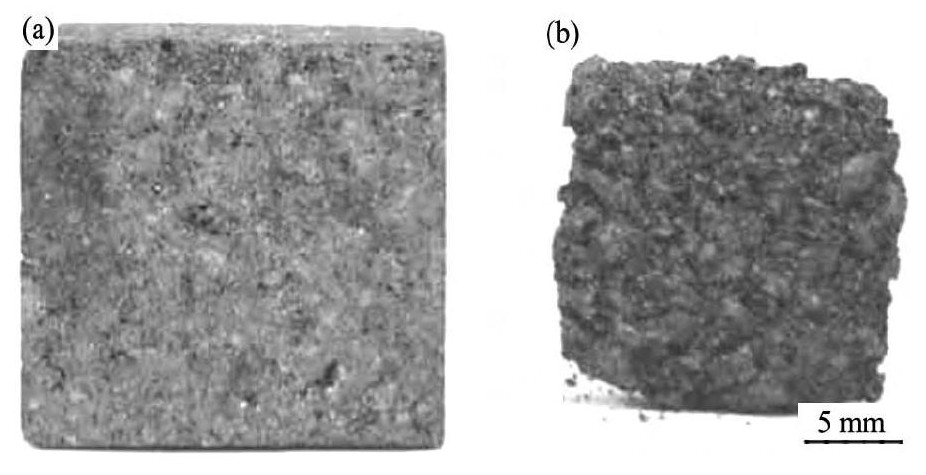
ͼ5 ����������δ����������1050��������1 h��ĺ����òFig.5Macroscopic feature of dipped(a)and bare(b)graphite samples oxidized at 1050��for 1 h
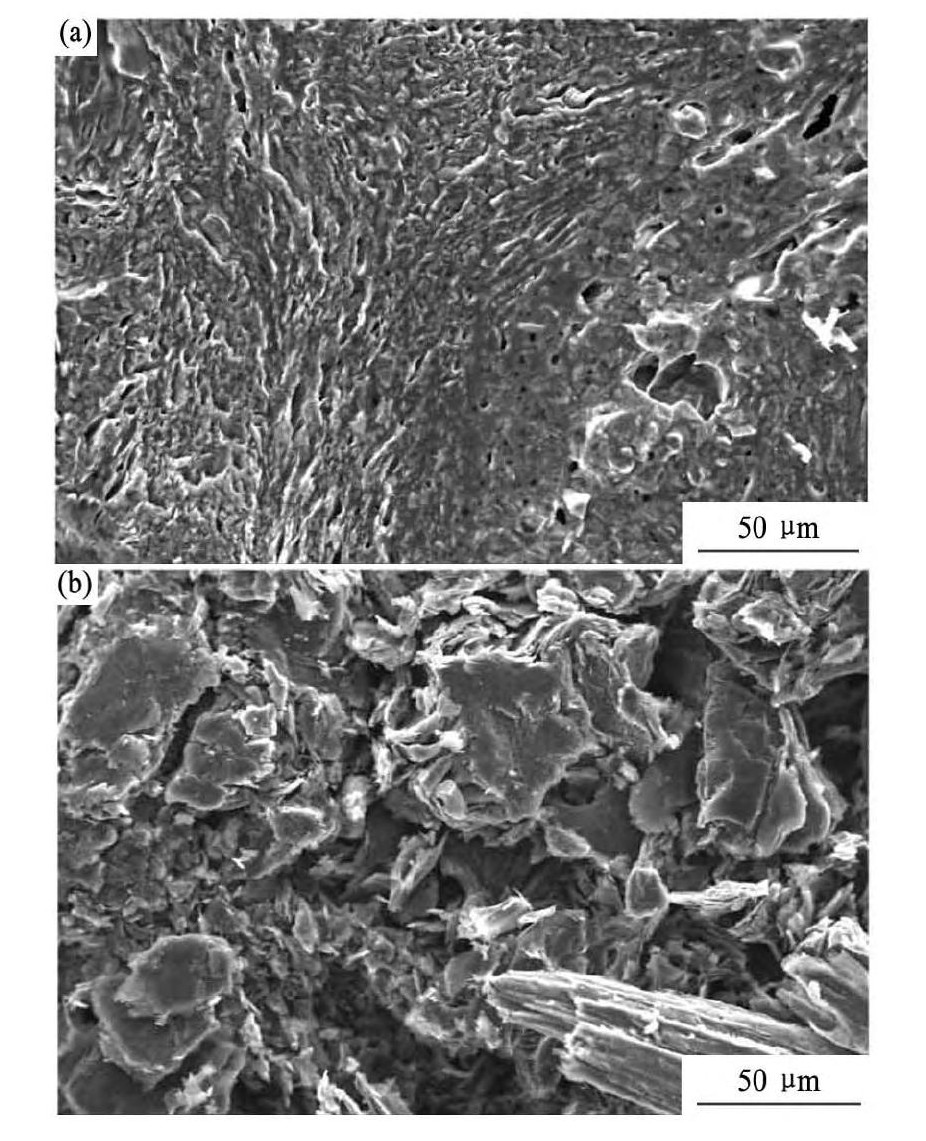
ͼ6 ����������δ����������1050���������������òFig.6SEM images of micromorphology of dipped(a)and bare(b)graphite samples oxidized at 1050��
ͼ7��ʾΪ���������ε�ʯī������δ������ʯī������1000��������ξ�̬��ʴ�����ĺ����Ƭ,���Կ����������������δ�����ʯī�����ڸ���������ʴ�ڱ������һ���Ŀ�����̬,�������ϻ�����ԭ���Ļ�����״;Ȼ��δ������ʯī�������������С,��DZ�Եģ��,����ʮ�ֲִ�,�������ԵĿ���,�������Ӵ���ʱ��ʯī�������䡣����SEM�۲�ʯī��������δ��������1000��������ξ�̬��ʴ�ı�����ò,��ͼ8��ʾ,���Կ���,���������δ��������������ƽ��,�ֲ�����С��,˵�����������γɵı������������ʴ���з�������,����ǿ��ʴ����,�ֲ�Ҳ��������,������������;��δ������������������Ե�ʯī����״�ѻ���̬,������ɶ��,˵��������ʴ���ء�����,�Աȴ�����δ������̬��ʴ�����ı���EDS�������(ͼ9)����,���������δ�����ʯī������������Ҫ��B2O3������,������һ������ֹ������ʴʯī������,�Ӷ��ڶ����ڱ��ֳ�һ���Ŀ�������ʴ������
ͼ7 ������δ������ʯī������1000�港ʴ��ĺ����òFig.7Macroscopic feature of dipped(a)and bare(b)graphite samples oxidized at1000��for 1 h
��֮,��ʯīΪ��ײ���,����̼-����Ӧ����ѧ��֪,������Ӧ����ֱ�����������������յ���Ч��ɢϵ��,�����ײ��ϵ������ʳ�����
ͼ8 ������δ������ʯī������1000�����θ�ʴ��ı�������òFig.8 SEM images of micro-morphology of dipped(a)and bare(b)graphite samples standing in molten salt at 1000��
ͼ9 �������ʯī������1000������θ�ʴ���SEMͼ��ͻ�ѧ�ɷַ���Fig.9 SEM image(a)and chemical composition(b,c)of dipped graphite sample for different areas corroded in molten salt at 1000��
3 ����
1.ͨ���ֳ��о���������,������ϵ��ϡ��Nd�����ʯī����������1000~1150����������ṹ��ʯī�����������������������������ķ��η�����ѧ��ʴ�����¹���ʧЧ�����и�������ռ����������,�¶�Խ������Խ����,���Ρ�������������ɳ�ˢ��ʴ�ͳ���Ĺ���Эͬʹ������Һ�洦���������ء���ѧ��ʴ�����䲻����������,ȴ����������ٽ������������˻��ƾ�������������϶�ڻ��Է�Ӧ��ʹ��ʯī��������,��Ⱦ���κ�ϡ��������
2.ͨ�������ν���Һ����ʯī��϶,�ڸ��������²����ڿ�϶�е��������¶����߶���Ӧ�γ����ø��š��������ԺõIJ���̬B2O3,���˸������������λ�ѧ��ʴ������,ʹʯī��1 h��ʱ���ڵ��Ա���,������ʱ���ӳ�,��������ɥʧ,���븲����ʯī����Ϳ�϶�е����ν������ڸ����»ӷ���������������Ӧ�йء�
�����

