���±�ţ�1004-0609(2014)06-1434-07
Ni-20Cr-18W���ºϽ��Һ�������崦���¶ȳ�ģ�⼰�����Ż�
��־�գ��� �����ã���������ɽ
(������ҵ��ѧ ���̼��������ص�ʵ���ң����� 710072)
ժ Ҫ�����õ�ų���Һ���ߴ������ն�Ni-Cr-W���ºϽ�������д�����Ȼ�������ɻ���������ϸС���ᾧ������������ͬ����Ni-20Cr-18W���ºϽ������ų���Һ�������崦���¶ȳ�����Ԫģ�ͣ���������Ƶ�ʺͼ��ȹ��ʵȸ�Ӧ���ȹ��ղ������Ͻ������������¶ȳ��ֲ���Ӱ�졣������һ�������ĺϽ�����������ȱ�����Һ���߸���ʱ����Ӧ�����Ź��ղ������õ��������������Ӧ�����ż��ȹ��ʼ�ľ����ϵʽ�����ŵ���Ƶ��Ϊ200 Hz���о������Ϊ�Ż����ºϽ��Һ�������崦�����ղ����ṩ���ݡ�
�ؼ��ʣ�Ni-Cr-W���ºϽ𣻽�Һ�������죻���崦��������Ԫģ��
��ͼ����ţ�TG249.9 �� �� ���ױ�־�룺A
Temperature field simulation and process parameter optimization for near liquidus melt treatment of Ni-20Cr-18W superalloys
WU Zhi-gang, HU Rui, GAO Zhong-tang, ZHANG Tie-bang, LI Jin-shan
(State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: When the Ni-Cr-W superalloy melt was held at near liquidus under electromagnetic field and poured into ingot molds, some ingots with uniform fine equiaxed grains can be obtained. The finite element models of temperature field about different masses of Ni-20Cr-18W superalloy melts treated by induction electromagnetic field were established. The effects of the induction melting process parameters such as current frequency, heating power and the mass of the superalloy melt on the distribution of melt temperature field were investigated. The optimal parameters for holding a certain mass of superalloy melt at near liquidus were obtained. An empirical formula of relationship between the mass of superalloys and optimal heating power was established. The optimal current frequency is 200 Hz. The research results provide a useful support for optimizing the induction melting process parameters for near liquidus melt treatment.
Key words: Ni-Cr-W superalloy; near liquidus casting; melt treatment; finite element simulation
���ºϽ�ϸ���������о���ϸС�����ƫ��С���������ܺ͵���ƣ���������õ��ŵ�[1]������ϸ�����о������߰�ʮ�����ʷ���Ѳ�����3�ֳ��õľ���ϸ�������������ȿط�����ѧ���ʼ���[2]������3�ַ����Ļ����Ϸ�չ�����Ľ�Һ����ϸ�����켼��[3-4]����������������ȵر�����Һ���߸����������ܹ��ܺõ�ϸ��������XIA��[5]��2618���Ͻ�����������ȱ�����Һ���ߺ���������õ��������ϸС�ĵ��ᾧ��֯������Һ�����¶����Ͻ���ֻ�ܵõ������֦����֯����ƽ��[6]���о���������A356���Ͻ��Һ�������崦������н������Ի���������ϸС�ķ�֦����������Һ����ϸ�����켼������Ľ�ע�¶ȵͣ�������֯ΪϸС���ᾧ�������Ժã����м����ʵ�����塣
���������Һ���߱����ǽ�Һ����ϸ�����켼���Ĺؼ���Ϊ����¶ȳ����ȷֲ���Һ���߸����ĵ������壬��Ҫ��ȷ���ƺϽ�����������¹��̣���Ҫ�е���¯���º�Ӧ¯�������ַ����������������ڵ��農��¯�б��£����ַ����õ��������¶ȳ��ֲ������ȣ����ܺܺõ������Һ����ϸ�������Ҫ������ո�Ӧ¯�б��£���Ž�������ʹ�����¶ȳ��ֲ��Ͼ���[7]�������¶ȳ���������ȷֲ���Һ���߸����������ڲ�û��ȷ���Ĺ��ղ������������¶ȿ��ƽ���ָ����
���ݺϽ���ո�Ӧ����[8]���ص㣬�⽨�����鲻ͬ������Ni-20Cr-18W���ºϽ��ڵ�ų��½�Һ�������崦�������еĵ��-�¶ȳ����ģ��[9-11]������ANSYS����ģ�ⲻͬ��Ӧ�������ղ����������¶ȳ��ֲ��������о���Ӧ���ȹ��ղ����������¶ȳ��ֲ���Ӱ����ɣ��ݴ˸���һ����ºϽ��Һ�������崦�����Ż�������Ϊ��Һ����ϸ�������ṩָ����
1 ģ�ͽ���
1.1 ��ų�ģ��
���ºϽ���ո�Ӧ������ԭ�������õ�Ÿ�Ӧ�����ڵ����ڲ�����������������ЧӦ���ȵ��壬��ʵ���ǵ���ת��Ϊ���ܵĹ��̡�Ҫ�����Ÿ�Ӧ�Ե����������ЧӦ������Ҫ�����Ӧ��Ȧ��ͨ����ڵ����ڲ�����ʸ����λ����ˣ�ģ��Ͻ���ո�Ӧ������������Ҫ������ų�ģ��[12]��
��ų�ģ�������˹Τ��������ƣ�
 (1)
(1)
ʽ�У�H��J��E��D��B�� ��t�ֱ��ʾ�ų�ǿ�ȡ������ܶȡ��糡ǿ�ȡ���λ�ơ���ͨ�ܶȡ�����ܶȺ�ʱ�䣬
��t�ֱ��ʾ�ų�ǿ�ȡ������ܶȡ��糡ǿ�ȡ���λ�ơ���ͨ�ܶȡ�����ܶȺ�ʱ�䣬 Ϊ�����ӣ�
Ϊ�����ӣ�
 (2)
(2)
Ϊ��ų����㣬����������������糡�ʹų��������ֱ��γ�һ�������Ĵų��͵糡��ƫ�ַ��̣��������ܼ���ֵ�����̡�������������ֱ�Ϊʸ������A�ͱ������� [13]��
[13]��
ʸ������A����Ϊ
 (3)
(3)
������������Ϊ
 (4)
(4)
�����ʸ�����ƺͱ������ƿ����Զ����㷨���ڵ�Ÿ�Ӧ���ɺ�˹��ͨ���ɣ�Ȼ����������Ӧ���ڰ��·���ɺ�˹��ͨ�����У��ֱ�õ����´ų�ƫ�ַ��̺͵糡ƫ�ַ���[13]��
 (5)
(5)
 (6)
(6)
ʽ�У� ��
�� �ֱ��ʾ���ʵĴŵ��ʺͽ�糣����
�ֱ��ʾ���ʵĴŵ��ʺͽ�糣���� Ϊ������˹���ӣ�
Ϊ������˹���ӣ�
 (7)
(7)
��������Ԫ���Դų�ƫ�ַ��̺͵糡ƫ�ַ��̽�����ֵ��⣬��ô��ƺ͵��Ƶķֲ�ֵ��ͨ���������ܵõ���ų��ĸ�����������������õ�Ÿ�Ӧ�ڵ����ڲ�������ЧӦ��
1.2 �¶ȳ�ģ��
�Ͻ�����ո�Ӧ�����������¶ȳ�����Ҫ�������߽������µ��ȴ�������:
 (8)
(8)
ʽ�У�T�� ��
�� ��cp�ֱ��ʾ�Ͻ���¶ȡ��ȵ��ʡ��ܶȺͶ�ѹ�����ݣ�q��ʾ�Ͻ��������[9]����Ӧ���ȹ����У��Ͻ���������ɸ�Ӧ���������������Ͻ�������㴦�������ʱ�ʾ���£�
��cp�ֱ��ʾ�Ͻ���¶ȡ��ȵ��ʡ��ܶȺͶ�ѹ�����ݣ�q��ʾ�Ͻ��������[9]����Ӧ���ȹ����У��Ͻ���������ɸ�Ӧ���������������Ͻ�������㴦�������ʱ�ʾ���£�
 (9)
(9)
ʽ�У� ��f�ֱ�Ϊ�Ͻ�ĵ絼�ʺͼ��ȹ��̵ĵ���Ƶ��[9]����A��ʾ��ų�ģ�������õ�������㴦��ʸ�����ơ�
��f�ֱ�Ϊ�Ͻ�ĵ絼�ʺͼ��ȹ��̵ĵ���Ƶ��[9]����A��ʾ��ų�ģ�������õ�������㴦��ʸ�����ơ�
�¶ȳ����ı߽����������úϽ������ʼ�¶�ΪT0����������սӴ��ı߽�Ϊ����߽磬ʵ�������ȷ���ļ�����Բ���˹�ٷ�-������������[13]��������ʽ��
 (10)
(10)
ʽ�У�QΪ������ Ϊ�����ȷ��䳣����S��ʾ�ȷ���������
Ϊ�����ȷ��䳣����S��ʾ�ȷ��������� Ϊʵ��������ȷ����ʣ����Ϊ�ڶȣ���ֵһ����0~1֮�䣻TΪ�¶ȡ������ڼ��ȹ�����ʼ�ղ��ϵ�����Χ�ռ��з����Ų���ɢʧ�ȷ���������
Ϊʵ��������ȷ����ʣ����Ϊ�ڶȣ���ֵһ����0~1֮�䣻TΪ�¶ȡ������ڼ��ȹ�����ʼ�ղ��ϵ�����Χ�ռ��з����Ų���ɢʧ�ȷ���������
1.3 ����Ԫģ��
���������ºϽ���ո�Ӧ�������̽����о��������������̵�ʵ��ģ����ͼ1(a)��ʾ��ͼ������a��ʾ���壬����b��ʾ����������c��ʾ��Ȧ����Ӧ���������н���������ڼ���ЧӦ����������� ������ʽ����[14]��
������ʽ����[14]��
 (11)
(11)
ʽ�У� ��
�� ��f�ֱ��ʾ�Ͻ�ĵ����ʡ��Ͻ����Դŵ��ʺ͵���Ƶ�ʡ��ڶ�ʵ��ģ�ͽ�������Ԫ����ʱ���Ͻ������������Ԫ�ߴ�����Ϊ
��f�ֱ��ʾ�Ͻ�ĵ����ʡ��Ͻ����Դŵ��ʺ͵���Ƶ�ʡ��ڶ�ʵ��ģ�ͽ�������Ԫ����ʱ���Ͻ������������Ԫ�ߴ�����Ϊ ���������IJ�������Ԫ�ߴ�����Ϊ
���������IJ�������Ԫ�ߴ�����Ϊ ��
��

ͼ1 ���ºϽ��Ӧ����������Ԫģ��
Fig. 1 Finite element models of superalloy induction melting
���ڹ����ϵ���Ҫ�����������ͺŽ��ʵ�����ģ��������Ϊ10��20��30��40��50��60 kg��Ni-20Cr-18W���ºϽ��Ӧ�������̵��¶ȳ����о���Ӧ���ȹ��ղ����ͺϽ��������¶ȳ��ֲ���Ӱ�졣��ͬ�����Ͻ�������ͬ���������������ߴ粻ͬ�����������ĺϽ��Ӧ����������������������Ԫģ�ͳߴ����1���С�
��1 ��ͬ�����Ͻ��ģ�ͳߴ�
Table 1 Sizes of finite element model of different masses of superalloy

2 ���������
�����ºϽ���ո�Ӧ��������Ԫģ�ͣ�ģ����ո�Ӧ¯������ĺ���¶ȳ���ģ����������ø��ºϽ�������ܲ������2���С�Ӱ�������¶ȳ��ֲ�����Ҫ���ղ�������ո�Ӧ¯�ĵ���Ƶ��f�����ȹ���P�Լ��Ͻ���������������ȹ��ʲ�����Ϊֱ�ӵ��غ�ʩ��������Ԫģ���ϣ�����ת���ɵ����ܶ��غɲ������㣬��ո�Ӧ����¯�Ͽɿز����Ǽ��ȹ���P����Ӧ���������е�Դ��ѹΪU����Ӧ��Ȧ�Ľ����ΪA����ʩ�ӵ���Ӧ��Ȧ�ϵĵ����ܶ�JSΪ
 (12)
(12)
��2 Ni-20Cr-18W���ºϽ����
Table 2 Parameters of Ni-20Cr-18W superalloy
2.1 ����Ƶ�ʶ������¶ȳ���Ӱ��
���ֺϽ����������Ϊ60 kg����Ӧ���ȵĵ��� �ܶ�Ϊ48 MA/m2���䣬������¶ȳ��ֲ������Ƶ�ʵı仯��ͼ2��ʾ��Ni-20Cr-18W���ºϽ��Һ�����¶�ΪtL=1395 �档
��ͼ2��֪��������Ƶ��Ϊ50 Hzʱ��������������Һ���߸���������ʱ����ӳ��������¶Ƚ������������£��Ѿ����̡�������Ƶ����100������200 Hzʱ������������¶������Ƶ�ʵ���������ߣ�����������²�Ҳ��Ӧ�����������¶ȳ��ֲ�Խ��Խ�����ȣ���ͼ3��ʾ��
��ͼ2(b)~(d)���Կ��������ȵ����ܶ�Ϊ48 MA/m2ʱ������Ƶ����100~200 Hz��Χ�ڣ������¶Ⱦ�����Һ�����¶ȣ��ҵ���Ƶ��Խ�������¶�Խ�ߡ������Ͻ����֪���ڵ����ܶȲ��������£�����Ƶ��Խ��Ӧ¯�������������ЧӦԽ�������Ҫȡ����ͬ����ЧӦ������Ƶ��ԽС������Ҫ�ĵ����ܶ�Խ����ͼ2(a)��ʾ��������Ƶ��Ϊ50 Hzʱ�������ܶȸߴ�48 MA/m2�Բ���ʹ���屣����Һ���߸������ڵ���Ƶ��С�������ܶȹ��������£��������¶ȳ��ֲ��������ȡ�Ϊʹ�����¶Ⱦ��ȷֲ���Һ���߸�������Ҫѡȡ�ϸߵĵ���Ƶ�ʣ�ͬʱ���͵����ܶȡ�

ͼ2 ����Ƶ�ʶԺϽ������¶ȳ��ֲ���Ӱ��
Fig. 2 Effect of current frequency on temperature field of alloy melt

ͼ3 �Ͻ������¶������Ƶ�ʵĹ�ϵ
Fig. 3 Relationship between alloy melt temperature and current frequency
2.2 �����ܶȶ������¶ȳ���Ӱ��
ѡȡ����Ƶ��Ϊ200 Hz��60 kg�Ͻ�������¶ȳ��ֲ�������ܶȵı仯��ͼ4��5��ʾ����ͼ5��֪�������ܶȴ�8 MA/m2����24 MA/m2�Ĺ����У����������¶������ߣ����������ܶ�̫��̫��ʱ���������¶Ȳ�ϴ������¶ȳ��ֲ������ȣ��������ܶ�����ʱ���������²�С���¶ȳ��ֲ����ȡ���ͼ4��֪���������ܶ�Ϊ8 MA/m2ʱ��������ЧӦ�����Ե�������ɢʧ�������������¶Ƚ��ͣ�ֱ���ڸ�Ӧ����¯�����̡��������ܶ�Ϊ24 MA/m2ʱ�������¶��������ߣ�����������¶ȴﵽ1889 �棬����������²�Ϊ66 �棬��24 MA/m2���ߵĵ����ܶȣ����������¶ȹ��ߣ�ԶԶ����Һ���ߣ��������¶ȳ��ֲ�Ҳ�����ȡ����͵����ܶ���16 MA/m2�������¶ȳ��ֲ��õ�һ���̶ȵľ��Ȼ�������������¶ȸ߳�Һ����86 �档�������͵����ܶ���14.72 MA/m2�������¶ȳ����ȷֲ���Һ���߸���������������¶�Ϊ1378 �棬��Һ��������17 �棬�����������ڷ����κ˳����ڽ����ų��Ľ������ú�ǿ�ƶ��������£�����ľ������������ƶ�������������۶ϣ�����������¶�Ϊ1408 �棬����Һ����13 �棬��Һ�������崦�������У��κ˳�����������۱��ֶ�̬ƽ�⣬������������ɢ�˴����Ľᾧ����[15]�����ºϽ��Һ�������屣�´���֮��ע�������κ˼���ʹ�����ڱ���ʽ�κˣ�����ϸС�����ȣ�����״[16-17]����ˣ���������̵�������Ҳ�õ��˺ܺõı�֤��

ͼ4 �����ܶȶԺϽ������¶ȳ��ֲ���Ӱ��
Fig. 4 Effect of current density on temperature field distribution of alloy melt

ͼ5 �Ͻ������¶�������ܶȵĹ�ϵ
Fig. 5 Relationship between alloy melt temperature and current density
2.3 ��ͬ�������屣����Һ���߸����Ͻ���¶ȳ��ֲ�
�ڸ�Ӧ���ȹ����У�����Ƶ�ʱ�����200 Hz����ͬ�����ĺϽ����屣����Һ���߸������¶ȳ��ֲ���ͼ6��ʾ����ʱ��ͬ���������屣����Һ���߸�����Ӧ�ĵ����ܶȼ����ȹ������3���С���ͼ6�ͱ�3��֪��10 kg�����ڵ���Ƶ��Ϊ200 Hz�������ܶ�Ϊ19.8 MA/m2�Ĺ��������£��ܵõ���Һ�������崦����Ч���������¶ȱ�����Һ����(tL=1395 ��)���� 20 �����ڣ�20 kg�����Ӧ�����ŵ����ܶ�Ϊ17.6 MA/m2�������ڵ���������¶�Ϊ1387 �棬����������¶�Ϊ1406 �棬��������Һ���߸���15 �����ڡ����������������ӣ����ֵ���Ƶ�ʲ��䣬���н�Һ�������崦������Ҫ�ĵ����ܶȽ��ͣ����3���С��Ͻ��������������ż��ȹ���֮��Ĺ�ϵ��ͼ7��ʾ������ʽ(12)�����ɵ����ܶȼ���õ���ո�Ӧ¯�ļ��ȹ��ʡ��Ͻ��������������ż��ȹ���֮��Ĺ�ϵ��ͼ7��ʾ��
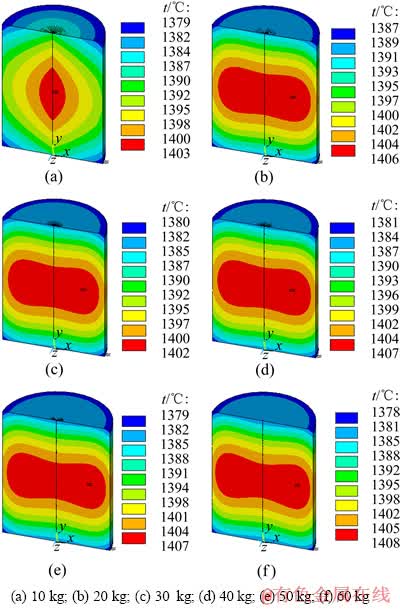
ͼ6 ������Һ���߸�����ͬ�����Ͻ�������¶ȳ��ֲ�
Fig. 6 Temperature field distribution of different masses of alloy melt holding at near liquidus
ͼ7�����ߵľ����ϵʽΪ
 (13)
(13)
ʽ�У�PΪ���ȹ��ʣ�kW��mΪ����������kg��
ʽ(13)���ԶԸ��ºϽ��Һ�������崦�������й��ղ�����ѡȡ�ṩһ���IJο���
��3 ��ͬ�������屣����Һ���߸���ʱ��Ӧ�ĵ����ܶȺͼ��ȹ���
Table 3 Current density and heating power corresponding to different masses of melt holding at near liquidus


ͼ7 ������Һ����ʱ��ͬ��������ļ��ȹ���
Fig. 7 Heating power for different masses of melt holding at near liquidus
2.4 ��Һ����������ºϽ�����������֯
����ģ������60 kg�ĸ��ºϽ��Һ�������崦�����ղ���Ϊ����Ƶ��200 Hz�����ȹ���9.2 kW��
��60 kg��Ni-20Cr-18W���ºϽ�������Һ���߸������º���н�ע�����彽ע�¶�Ϊ1395 �棬�����¶�Ϊ1150 �棬�õ���������ͼ8(a)��ʾ��Բ����ֱ��105 mm���߶�330 mm��ð�ڲ���ֱ��150 mm���߶�165 mm����ͼ8(a)�еĺ����A��B��ȡ10 mm��������飬ͼ8(b)��ʾ��ȡ�������ĺ���档
��ͼ8(b)��ʾ�����������ľ�����ȡ4��10 mm��10 mm��10 mm�����������������������������۲�����������ϲ�ͬ��λ������֯�������ͼ9��ʾ��
ͼ9��(a)��(b)��(c)��(d)�ֱ��Ӧ��ͼ8(b)�������������1��2��3��4���Ľ�������֯������ͼ9��֪��60 kg�ĸ��ºϽ���Ͼ���ո�Ӧ��������Һ�������崦����ע�õ��������������ȡ�ϸС������������������ϣ��������ǵ��ᾧ����ͳ��������������������֯���������������ɣ������϶С���������ܶȸߡ������߱��´���ʹ�����д��ڴ����Ľ����������е���̬ԭ�Ӽ��ţ���Щԭ�Ӽ�����һ��������£�Ѹ�ٳ������ȶ��Ľᾧ���ġ���Һ��������ʱ�¶ȳ��ֲ��ȽϾ��ȣ����ڴ������˵��γɣ��κ����������������������ԣ��γ�ϸС�ĵ��ᾧ��֯���ɴ˿ɼ������ʵ��Ľ����ų������£��Ͻ������Һ���߱��º���н�ע���Եõ��������ϸ��������

ͼ8 60 kg���ºϽ�����ʵ��ͼ�������ͼ
Fig. 8 Physical map(a) and cross section view(b) of 60 kg superalloy ingot
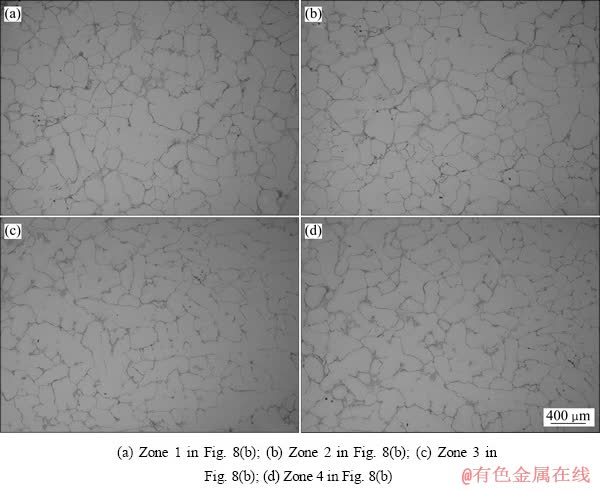
ͼ9 ��������治ͬ��λ��������֯
Fig. 9 Microstructures of ingot cross section at different parts
3 ����
1) Ni-20Cr-18W���ºϽ��ڵ�ų������½�Һ�������崦������н�ע���Եõ�����ϸС�ĵ��ᾧ����������ϸ��������ͳ���������������������졣
2) �ۺϿ��ǵ���Ƶ�ʺ͵����ܶȶ������¶ȳ���Ӱ�죬Ϊ�õ��¶ȳ����ȷֲ���Һ���߸����ĸ��ºϽ����壬ѡȡ200 Hz�ĵ���Ƶ�ʿ�����Ч���͵����ܶȣ�������屣����Һ���߸����¶ȳ��ľ����ԡ�
3) ��ͬ�����ĺϽ�����ո�Ӧ���������У�Ҫ��Һ���߸���������Ҫ�ʵ��ļ��ȹ��ʣ�������������ȹ���֮�����ָ�������ϵʽ��
REFERENCES
[1] WANNASIIN J, CANYOOK R, WISUTMETHANGOON S, FLEMINGS M C. Grain refinement behavior of an aluminum alloy by inoculation and dynamic nucleation[J]. Acta Materialia, 2013, 61(10): 3897-3903.
[2] ROBERT T, NOGUEZ M E, SALAS G, MONTEJANO S. Influence of grain refinement on some mechanical properties of non ferrous cast alloys[J]. Acta Metallurgica et Materialia, 1992, 40(4): 771-777.
[3] ZHANG X L, LI T J, TENG H T, XIE S S, JIN J Z. Semisolid processing AZ91 magnesium alloy by electromagnetic stirring after near-liquidus isothermal heat treatment[J]. Materials Science and Engineering A, 2008, 475(1): 194-201.
[4] CZERWINSKI F. Near-liquidus molding of Mg-Al and Mg-Al-Zn alloys[J]. Acta Materialia, 2005, 53(7): 1973-1984.
[5] XIA K, TAUSING G. Liquidus casting of a wrought aluminum alloy 2618 for thixoforming[J]. Materials Science and Engineering A, 1998, 246(1): 1-10.
[6] �� ƽ, ����. ��Һ���߷������֦��A356�Ͻ���֯���������[J]. ����ѧ��, 2002, 38(9): 952-955.
WANG Ping, CUI Jian-zhong. Nondendritic microstructure of A356 alloy obtained by the nearby liquidus casting and thixoformed properties[J]. Acta Metallurgica Sinica, 2002, 38(9): 952-955.
[7] �� ��, �����, ������, �ֹⱦ, ��Լ��. ��Ž����A356�Ͻ�����ṹ����������Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2009, 19(12): 2090-2098.
WANG Jing, LI Pei-jie, HE Liang-ju, MI Guang-bao, ZHONG Yue-xian. Influence of electromagnetic stirring on structure of A356 melt and its solidification behavior[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(12): 2090-2098.
[8] JIN Wen-zhong, LI Ting-ju, YIN Guo-mao. Research on vacuum-electromagnetic casting of IN100 superalloy ingots[J]. Science and Technology of Advanced Materials, 2007, 8(1): 1-4.
[9] WANG K F, CHANDRASEKAR S, YANG H T Y. Finite- element simulation of induction heat treatment[J]. Journal of Materials Engineering and Performance, 1992, 1(1): 97-112.
[10] KEE H C. Coupled electro-magneto-thermal model for induction heating process of a moving billet[J]. International Journal of Thermal Sciences, 2012, 60: 195-204.
[11] LI Jin-shan, HAO Qi-tang, LI Shuang-ming, KOU Hong-chao, LI Jian-guo, FU Heng-zhi. Research on the non-linear temperature field of molten metal shaped by an electromagnetic field in DS processing[J]. Journal of Materials Processing Technology, 2003, 137(1/3): 145-150.
[12] DONEA J, GIULIANL S, PHILIPPE A. Finite elements in the solution of electromagnetic induction problems[J]. International Journal for Numerical Methods in Engineering, 1974, 8(2): 359-367.
[13] ������. ANSYS����Ӧ�ý̡̳�������ѧƪ[M]. ����: �й�����������, 2002: 143.
TANG Xing-lun. ANSYS application tutorial��Electromagnetism and thermal papers[M]. Beijing: China Railway Publishing House, 2002: 143.
[14] ��ʿ��, �Գ���. ��Ӧ����ԭ����Ӧ��[M]. ���: ���Ƽ�������湫˾, 1993: 10-26.
JIANG Shi-lin, ZHAO Chang-han. Principle and application of induction heating[M]. Tianjin: Tianjin Science and Technology Translation and Publishing Company, 1993: 10-26.
[15] ������, �춨һ, ����», κ����, �����, ������, �� ΰ, �⺣��. �����¶ȴ��������ʶ�Al-20%Si�Ͻ�������֯��Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(9): 2075-2083.
WANG Lian-deng, ZHU Ding-yi, CHEN Yong-lu, WEI Zhe-liang, LI Qiu-ju, HUANG Li-guang, SONG Wei, WU Hai-bin. Effect of melt thermal treatment and modification on solidification microstructure of Al-20%Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(9): 2075-2083.
[16] LI M J, TAMURA T, MIWA K. Controlling microstructures of AZ31 magnesium alloys by an electromagnetic vibration technique during solidification: From experimental observation to theoretical understanding[J]. Acta Materialia, 2007, 55(14): 4635-4643.
[17] LI H T, WANG Y, FAN Z. Mechanisms of enhanced heterogeneous nucleation during solidification in binary Al-Mg alloys[J]. Acta Materialia, 2012, 60(4): 1528-1537.
(�༭ ����Ƽ)
������Ŀ�����ߵ����ػ������������װ�����Ƽ��ش�ר��(2009ZX04006-042)�������ص�����о���չ�ƻ�������Ŀ(2011CB610404)
�ո����ڣ�2013-11-11�������ڣ�2014-04-20
ͨ�����ߣ��� ���ڣ���ʿ���绰��029-88491764��E-mail: rhu@nwpu.edu.cn

