2�ֽ���ʽ�വģʽ�µ��۳ؽ�������
ղ����1,ŷ��ƽ1,������2,����ǿ3
(1.���ϴ�ѧ ��Դ�붯������ѧԺ,���� ��ɳ,410083;
2.���������˾,���� ����,336500;
3.������ѧ ұ��Ͳ���ѧԺ,���� ����,110006)
ժҪ: �ڿ������ɳ��ݺ����ɢ������������Ӱ���Լ���Һ���˶�ʱ���Ļ��Ƶ������Ļ�����,�����Satoģ�ͺ�������ɢ��,������ŷ����Һ���������ģ��;���ü���������ѧ�ķ�������വ��dz�വ2�ֲ�ͬ����ʽ�വģʽ���۳�����������״̬�ͻ�����ԵȽ����˼���ͱȽϡ��о��������:����ʽ�വ����Ч�����������ɵij������,�����罦,�۳��������γ���������ϵ��ϵĻ���;��വ��dz�വ���и�ǿ�Ľ�����������Ļ���ٶ�,�������ڴ����ٶȸ���,����Ϊ��̼����������̼�ṩ�������õķ�Ӧ����ѧ������
�ؼ���: �����̼; �����۳�; ����������ѧ; ��Һ������
��ͼ�����:TF642 ���ױ�ʶ��:A ���±��: 1672-7207(2005)01-0049-06
Gas Stirring Behaviors in Two Types of Side-blown Metallic Baths
ZHAN Shu-hua1,OU Jian-ping1,LAI Chao-bin2,XIAO Ze-qiang3
(1. School of Energy and Power Engineering, Central South University, Changsha 410083, China;
2. Xinyu Iron and Steel Company, Xinyu 336500, China;
3. School of Metallurgy and Materials, Northeastern University, Shenyang 110006, China)
Abstract: Eulerian multiphase multi-fluid model was formulated to simulate the flow pattern and mixing property in submerged side-blown metallic bath. In the model, the bubble-induced turbulence was integrated with Sato model, and turbulent dispersion force and gas-liquid inter-phase slip were considered. Using computation fluid dynamic method, the mixing properties of two types of submerged side-blown metallic bath, shallow side-blown and deep side-blown were compared. All calculations were done in three dimensions. The results show that the impact energy of in-blowing gas can be effectively absorbed by metallic liquid , splash in bath can be alleviated, and circumfluence flow, which is in favor of systematic mixing, can form easily with gas side-blowing. Metallic bath with deep side-blowing can provide stronger stirring ability, faster mixing rate, faster inter-phase and inner-phase mass transfer rate than that with shallow side-blowing. Therefore, metallic bath with deep gas side-blowing can provide better environment for high-carbon manganese ferrous decarburization.
Key words: argon-oxygen decarburization; metallic bath; computational fluid dynamics; gas-liquid two-phase flow
�����۳ؽ���ʽ�വ�ѹ㷺Ӧ�������������������ȡ����,��Ӧ���������̼(argon-oxygen decarburization��AOD)�����������,20����70����ҹ���������വת¯����ȫ������ʽ�വ����[1-3]��������������һЩ��ҵ�з�ֱ�����������������¹���ʱ,Ҳʮ��ע���۳زവ������Ӧ�á�
�¸����ҹ����ø�¯������̼��������ұ����ҵ�����ڽ������ּ����Ľ����ͶԸ�Ʒ������Ҫ�����, ��̼�������û����������١� ����̼6%~8%�ĸ�¯���������ɺ�̼1%~2%����͵��е�̼����,�ɴ����Ƹ�ұ���������ͺϽ���[4-7]�� ����ǿ�Ը�̼������������������ѧ�����������о�����֤[8]�� ��Ϊ��¯��̼����������������Ļ�������,�����е�̼����, ������ѧ���ǿ��еġ� ���, ѡ����ʵķ�Ӧ��, �ٽ���̼����������̼, �����ܼ����̵���ʧ, �Ǹ�̼�������������е�̼�����Ĺؼ��� Ϊ��, ���ý����۳ؽ���ʽ�വ,��������������,���п�����̼��
ղ�����ȶ������ʽ�വ��ʽ������¯���۳صĽ�������������о�[9],�о����������ʽ�വ��������ε���ģʵ�����,���������ɳ��ݺ����ɢ������������Ӱ���Լ���Һ���˶�ʱ���Ļ��ơ��������,������Һ���������ģ��,�������������വ�۳����������˶����۳ؽ����Ļ����������ڴ˻�����,���߲�����ֵģ��ķ���,����വ��dz�വ2�ֲ�ͬ�Ľ���ʽ�വ��ʽ���۳��е���������״̬�������Ĵ��ںʹ�С��������ԵȽ��м���ͱȽ��о�,�Ա�Ϊ�ֳ���ҵ����ѡ�����¯�͡��വ��ʽ���紵�����ṩ���ݡ�
1 �വ�۳�����Һ����������ֵģ�ⷽ��
1.1 �����������
��ֵģ��Ķ���Ϊ1̨������̼��ģʵ��¯,��ṹ��ͼ��ͼ1��ʾ,�വ���ֱ��Ϊ5.2 mm��������Ϊͼ1��ʾ��dz��ɫ������2���വ���,��വ��ʽͨ�����ڽ��д���;dz�വ��ʽͨ��dz����ڽ��д�����
���ڼ�����ĶԳ���,������ģ�͵�һ�롣ͼ2��ʾΪ��������ʾ��ͼ,����ڵ���ԼΪ20��
������,ȡ�۳���Һ����ܶȺ�ճ�ȷֱ�Ϊ7.0��103 kg��m-3��5.7��10-3 Pa��s,��Һ��������Ϊ1.5 N��m-1,������ܶȺ�ճ�ȷֱ�Ϊ1.27 kg��m-3��1.8��10-5 Pa��s,�������ٶ�ȡ9.81 m��s-2�������Ǵ�������������۳��ڵĻ�ѧ��Ӧ,�����Ǵ��ȹ��̼������Ŀ�ѹ���ԡ�

ͼ 1 ����വ�۳ؼ�ͼ
Fig. 1 Outline of side-blown bath

(a)������ͼ; (b)������ͼ
ͼ 2 ��������ʾ��ͼ
Fig. 2 Surface mesh of computational domain
1.2 ��ѧģ��
������Һ���������ģ�Ͷ���̼¯���м��㡣������и��Ե��ٶȳ���ӵ�й�ͬ��ѹ�������������̡��������̿��Ʒ�����ʽ������[9-12]�е���ͬ��
ʹ�þ���ģ��ģ����Һ�������������� ���ͦ�������Ķ��ܼ��Ķ��ܺ�ɢ�����,��k��=k��=k,����=����=��,���崫�䷽������[13]:

����:��Ϊƽ���ܶ�,kg��m-3;UΪƽ���ٶ�,m��s-1;kΪ�Ķ���,m2��s-2;��Ϊ�Ķ��ܺ�ɢ��,m2��s-3;��kΪ�Ķ��ܷ��̵���������;����Ϊ�Ķ��ܺ�ɢ�ʷ��̵���������;��effΪƽ����Чճ��,kg��m-1��s-1;SkΪ�Ķ��ܷ��̵�Դ��,kg��m-1��s-3;S��Ϊ�Ķ��ܺ�ɢ�ʷ��̵�Դ��,kg��m-1��s-3��
ʽ(1)��(2)��ƽ����ͨ��ʽ(3)~(11)���м���:

ʽ��,��Ϊ������Һ��,��Ϊ��ɢ������;rΪ�����������
������ճ����,�����Satoģ��,ʽ(3)~(11)�е���������Чճ�Ȧ���eff�ɱ���Ϊ[14]:
����eff=����+��T��+��T����(12)
ʽ��,�����ͦ�T���ֱ�Ϊ��������IJ���������ճ��,kg��m-1��s-1,������������������T�����Ա���Ϊ:
��T��=C��b����r��d|U��-U��|��(13)
ʽ��,dΪ����ֱ��,m;C��bΪ��������ɢ��ճ������ʽ����:

��䶯�����ݲ���Graceģ��,����Ũ����ʹ�����������������,���������������ȡ4.0��
���ڸ�����������,������ɢ��(Turbulence Dispersion Force)���ɺ���,������ʽ���м���[15,16]:
MTD��=-MTD��=-CTD����k����r����(15)
ʽ��:CTDΪ������������ɢϵ��,����ʱȡCTD=0.1��
�����˸����Ĵ���,�������������ʽ���붯�����̡�ʹ��Boussinesq����,�����ǿ�ѹ���Լ��¶ȵ�Ӱ��,�����ļ���ʽΪ:
B��=(����-����)g��(16)
ʽ��,B��Ϊ��ɢ��µĸ���,kg��m-2��s-2;gΪ�������ٶ�,m��s-2��
1.3 ������Է���
1.3.1 ʾ�ټ�����
������Է���������Һ������̬����Ļ����Ͻ��еġ�����ʱ,����̬������Ϊ����,��ijһ���������ʾ�ټ�,��ʾ�ټ�����������Һ��(������ʾ�ټ�Ũ��Ϊ��),����˲̬����ͷ�������ͼ3��ʾ,����വ��dz�വ2��״̬��ʾ�ټ��ĸ���λ�þ�Ϊ�വ��������ǰ��λ��,��ص�Ϊ���������Ӧ���·�λ�á�
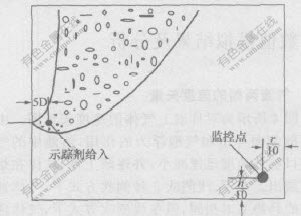
D������ֱ��; r���۳ذ뾶; h���۳����
ͼ 3 ʾ�ټ�����λ�ü���ص�λ��ʾ��ͼ
Fig. 3 Tracer injection location and
monitor location
ʾ�ټ�Ũ�ȿ��Ʒ���Ϊ:

ʽ��:����ΪҺ�����ʾ�ټ���������Ũ��;����Ϊ��Ч��ɢϵ��;S��,��ΪҺ�����ʾ�ټ�Դ��(��Һ�����ʾ�ټ��IJ�������ʧ����)��
1.3.2 ���ݴ���
Ϊ�˱��ڶԱ�2�ֲവ��ʽ���۳صĻ������,��Ũ�Ƚ��������ٻ�:
Cnon-d=C/C0��(18)
ʽ��:Cnon-dΪ������Ũ��;C0Ϊƽ��Ũ��;CΪ������ijһ��ľ���Ũ�ȡ�
��Ũ�ȵı�ƫ����������۳��ڵ�Ũ�Ȳ����ȶ�,��ԽС,��ʾ�۳���Ũ��Խ���ȡ�����ʽ����:

1.4 �߽�����
���п��Ʒ��̾�������ҵ����CFX4.4������ɢ�ͼ���,��2�ֲ�ͬ�വ��ʽ����ʱ���õı߽�������ͬ����������:
�����,���崵���ٶȾ�Ϊ150 m/s(��Ӧ��������Ϊ2.080��10-3 kg/s),�����������Ϊ100%;��Һ�������Ϊ��,�ٶ�Ϊ��,��û�и�Һ���롣������,���������ͬ�ı���߽����������ϱ�����,���������������,��Ux=Uy=Uz=0,���������ñ��ں������д�������������,�ϱ���Ϊ��������,�����ݵ����ϱ���������ݳ�(��ʧ);����Һ��,�ϱ���Ϊ���Ʊ߽�,����x=��y=��z=0��
�ڶ�ʾ�ټ����з���������ʱ,�������(�����ϱ���)ʾ�ټ���ͨ��Ϊ��,���ʾ�ټ�Ũ��Ϊ�㡣
2 ��ֵģ����������
2.1 ��Һ������ٶ�ʸ��
ͼ4��ʾΪ�Գ�����������ٶ�ʸ��ͼ�����������IJ����������ݸ���������,�۳��е����������ǰ���ٶ�Ѹ�ټ�С,�����ϸ�,�������۳ر�����������dz�വ2�ֲവ��ʽ��,�����ٶ�˥�������ƻ�����ͬ,����dz�വ��ʽ��,����ͨ����·���϶�,�������۳���������������

(a)��dz�വ; (b)����വ
ͼ 4 �Գ��������������ٶ�ʸ��
Fig. 4 Gas speed vectors on symmetry plane
ͼ5��ʾΪ�Գ����ϵ�Һ�������ٶ�ʸ��ͼ���ɼ�,������������Χ��Һ��,����������������,�����������丽����������,���ٶȽ������˶��ٶ���С,�����ڻ��ơ�������Һ���۳��ڳ��ֲ�ʮ�ֹ�����,�������������۳��ڳ������������۳��ڵ�����������á���വ�۳����ٶȽϴ����������ϴ�,��വ���ṩ��dz�വ��ǿ�Ľ����ܡ�

(a)��dz�വ; (b)����വ
ͼ 5 �Գ������ɲവ���������Һ�������ٶ�ʸ��
Fig. 5 Liquid speed induced by side-blown
gas on symmetry plane
2.2 �������ṹ
�ڲ��������紵�Ľ����۳���,���������۳��е���Ҫ����Դ��,Ҳ��ұ����̵���Ҫ��Ӧ����5%��ֵ�����������Χ�Ŀռ�Ӧ�����紵�۳�����Ҫ��Ӧ����[9]��ͼ6��ʾΪ��������5%������ʵ�ֵ��ͼ�����Կ���,����വ��ʽ��,5%��ֵ�����������Χ�Ŀռ�����ϴ�,Ҳ����˵,��വ�ܹ�Ϊұ������ṩ�����ٵķ�Ӧ����,��Ӧ���Ӽ��ҡ�
2.3 ������������Է���
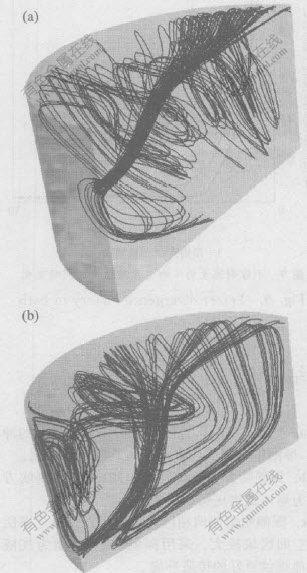
������̼���ʺͳ̶�ȡ���ں�̼�۳������������������ķ�Ӧ�ٶ�,�ڸ�����,���̵Ľ����ٶ���Ҫ�ɴ������ʿ���,���,Һ���۳صĽ����ʹ������¹��յĹؼ����ء��ڸ�����,�����۳��ڵ�ʵ�����������۲�ġ���ֵ����������,������������വ�۳غ��ٶȺܿ��½�,�������۳س������,���۳����γ�ǿ�����Ĵ����ѭ���;ֲ�����,Ϊ��Ӧ���������������Ĵ����ṩ�����õĶ���ѧ������ͼ7��ʾΪ�۳�����Һ��������������۳��е��������ɼ�,�������ǰ���۳ش������������۳صĻ���,���������ߵ�����,���ַ�չ���õľֲ���������dz����വ2�������,�γɵ������ṹ���Բ�ͬ������വ��ʽ��,�۳صĽ����������
ͼ8��ʾΪdz����വ�����,�۳��ڼ�ص���ʾ�ټ�������Ũ����ʱ��ı仯���ߡ��ɼ�,�ڲവ�����,��ص���ʾ�ټ�������Ũ�Ȼ���ֶ�ʱ��IJ���,���ܿ����ά����һ��ƽ���ˮƽ��;ʹ��dz�വģʽʱ,�紵ǰ��Ũ�Ȳ����ϴ�,�ﵽƽ��Ũ�ȵ�ʱ�����വ�ij���ͼ9��ʾΪ�۳���ʾ�ټ�Ũ�ȵIJ����ȶ����紵ʱ��ı仯���ߡ����Կ���,�വ�����۳��ڵĻ����ٶȺܿ�,��20 s֮��,�۳��ڻ�������,Ҳ����˵,�വ��ʽ��ȻΪ�����紵,�������ٶȺܿ�,�ܹ���ʹ��Ӧ���ٽ��С���വ��dz�വ����ٶȸ���,�ܹ��ṩ���õĴ��ʻ�����

(a)��dz�വ; (b)����വ
ͼ 6 ��������5%������ʵ�ֵ��ͼ
Fig. 6 Contours of gas volume fraction at
5% in two phase region
(a)��dz�വ; (b)����വ
ͼ 7 �വ�۳���Һ������ͼ��
Fig. 7 Liquid streamline in side-blown bath

1����വ; 2��dz�വ
ͼ 8 ��ص���ʾ�ټ�Ũ�����紵ʱ��ı仯
Fig. 8 Content of tracer variation
at monitor location with time
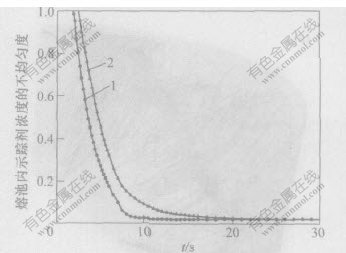
1����വ; 2��dz�വ
ͼ 9 ʾ�ټ�Ũ�ȵIJ����ȶ����紵ʱ��ı仯
Fig. 9 Tracer divergence history in bath
3 �� ��
a. ����ʽ�വ�۳�����Ч�����������ɵij������,�۳��������γ���������ϵ��ϵĻ�����
b. ��വ��ʽ��dz�വ��ʽ���,��വ��ʽ�ܹ�Ϊ�۳��ṩ��ǿ�Ľ���������
c. ��വ�۳���������5%��ֵ�����������Χ�Ŀռ�����ϴ�����വ��ʽ,��Ϊ��Һ�����۳��ṩ���õĴ��ʻ�����
d. �വ�����۳��ڻ���ٶȿ�,�����۳��ڵķ�Ӧ��Ͳ����ܿ�����ɢ,�����ڷ�Ӧ���̵Ľ��С�
e. ���¸ֲ��������ʽ����വ¯����и�̼����������̼,���Ի�����õķ�Ӧ`����ѧ����,����Ч�ʸ�,��̼�ٶȿ졣
�����:
[1]����,��һ��,����ǿ. ��б�വ��Һ�������۳��еĹ켣[J]. ������ѧѧ��, 1994,15(2): 145-149.
HAN Xun, PEN Yi-chuan, XIAO Ze-qiang. The Track of Inclined Side-blown Gas Liquid Jet in Bath[J]. Journal of Northeastern University, 1994, 15(2):145-149.
[2]������,����ǿ. �ֵľ���������ѧ����ģ��[M]. ����: ұ��ҵ������, 1998.
ZHU Miao-yong, XIAO Ze-qiang. Mathematical and Physical Modeling in Steel Refining Process[M]. Beijing: Metallurgical Industry Press, 1998.
[3]�����,������. ���ڻ�ԭ����[M]. ����: ұ��ҵ������, 1991.
YANG Tian-jun, LIU Shu-lin. Smelting Reduction Technology[M]. Beijing: Metallurgical Industry Press, 1991.
[4]DRESLER W. Oxygen Refining of High-carbon Ferromanganese[J]. Canadian Metallurgical Quarterly, 1989, 28(2): 109-115.
[5]SCHURMANN E. Ferromangan-Affine-Erzeugung nach dem TBM-Verfahren[J]. Stahl und Eisen, 1993, 113(3): 77-82.
[6]YOU B D. Oxygen Refining of Molten High-carbon Ferromanganese[J]. Metals and Materials, 1999, 5(4): 395-399.
[7]YOU B D. Manganese Loss During the Oxygen Refining of High-carbon Ferromanganese Melts[J]. Metals and Materials, 1999, 5(5): 497-502.
[8]����ǿ.���û����വת¯�����С���̼�����Ŀ����Է���[D].����:������ѧұ�������ѧԺ,1999.
XIAO Ze-qiang. Analyze on the Feasibility of Producing Medium-carbon Ferromanganese and Low-carbon Ferromanganese Using Mixed-oxygen Side-blowing Converter[D]. Shenyang: School of Metallurgy and Materials, Northeastern University, 1999.
[9]ղ����, ������, ����ǿ. �വ�����۳��ڵĽ�������[J]. ���Ϲ�ҵ��ѧѧ��(��Ȼ��ѧ��),2003, 34(2):148-151.
ZHAN Shu-hua, LAI Chao-bin, XIAO ze-qiang. CFD Analysis of Gas Stirring Behavior in Side-blown Metallic Bath[J]. Journal of Central South University of Technology (Natural Science), 2003, 34(2): 148-151.
[10]PFLEGER D, BECKER S. Modeling and Simulation of the Dynamic Flow Behaviour in a Bubble Column[J]. Chemical Engineering Science, 2001, 56(4): 1737-1747.
[11]KRISHNA R, VAN BATEN J M. Eulerian Simulations of Bubble Columns Operating at Elevated Pressures in the Churn Turbulent Flow Regime[J]. Chemical Engineering Science, 2001, 56(21-22): 6249-6258.
[12]van BATEN J M, KRISHNA R. Eulerian Simulations for Determination of the Axial Dispersion of Liquid and Gas Phases in Bubble Columns Operating in the Churn-turbulent Regime[J]. Chemical Engineering Science, 2001, 56(1): 503-512.
[13]AEA Technology PLC. CFX 4.4 User Documentation[M]. Harwell: AEA Technology, 1999.
[14]SATO Y, SEKOGUCHI K. Liquid Velocity Distribution in Two-phase Bubble Flow[J]. International Journal of Multiphase Flow, 1975, 2(1): 79-95.
[15]LOPEZ de BERTODANO M A. Turbulent Bubbly Flow in a Triangular Duct[D]. New York:Rensselaer Polytechnic Institute, 1991.
[16]LOPEZ de BERTODANO M A. Two Fluid Model for Two-Phase Turbulent Jet[J]. Nuclear Engineering and Design,1998,179(1): 65-74.
�ո�����:2004-06-20
�����:ղ����(1973-),��,����������,��ʿ,���»���ұ���¹��յĿ���������о�
������ϵ��: ղ����,��,��ʿ;�绰:0731-8830897(O); E-mail:Zhan_shuhua@hotmail.com, Zhanshuhua@263.net

