DOI: 10.11817/j.issn.1672-7207.2015.05.045
������������������ֲ����ϵʽ
��Ԫ��1��������1���º���1��������2
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ��¡ͭҵ����˾������ ͭ�꣬244021)
ժҪ����������¯���������;�������ʵ��ģ�ͣ��ý���������ģʵ�鷽���о���������µĿ����ֲ�����һ�����ϵʽ���о������������Ӧ���ڿ����ֲ��ܿ���������ŵ��Red���������͵���Fr���ۺ����ã���Red��СFr��ʹ�������зֲ����������·�����Red�Կ����ֲ���Ӱ���Fr���Ӱ���Red��Fr����Խ�ʵ�鷶Χ�ڱ��������������ֲ������ԵĿ��������ܶȾ�����Һ����������������������x1��Ԫ���Ϊ������ָ��������ʵ�����ʽ�ֱ�Ϊ��=0.001 2exp(2.916Red0.167 1/Fr��0.099 3)��x1=11.81exp(-39.15Red-0.400 9/Fr��-0.242 5)������x1��������أ�����ͬ��������Ͷ����������ns�ͷֲ�������������ndis��ϵʽ����ndis=ns1.341 4��
�ؼ��ʣ����������;������죻�����ֲ������ԣ����ϵʽ��������ŵ�����������͵���
��ͼ����ţ�TF811 ���ױ�־�룺A ���±�ţ�1672-7207(2015)05-1909-06
Criterion relation of particles distribution for CJD nozzle
AI Yuanfang1, SUN Yanwen1, CHEN Hongrong1, LIU Anming2
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Jinlong Copper Co. Ltd., Tongling 244021, China)
Abstract: An experimental model of flash furnace with CJD nozzle was built, the criterion relation of particles distribution was studied, employing cold experimental methods such as receiving particles from air flow and weighting particles. Results show that particles distribution in the reaction tower is controlled by the combined action of streaming Reynolds Number Red and modified Froude Number Fr��, the big Red or the small Fr�� makes the particles concentrated on the central zone under the nozzle. The effect of Red on the particle distribution uniformity is larger than that of Fr��; Red and Fr�� are fitted as the nonlinear exponential function with two uniformity indexes of particles distribution, i.e. the mean square error of surface density ratio �� and the central mass fraction x1 within the scope of experimental data, and the experimental functions are ��=0.001 2exp(2.916Red0.167 1/Fr��0.099 3) and x1=11.81exp(-39.15Red-0.400 9/Fr��-0.242 5). �� is positively related to x1, the condition that �� is the same is that the amplification factor of concentrate loading ns and distribution air ndis satifies ndis=ns1.341 4.
Key words: CJD burner; particles distribution uniformity; criterion relation; streaming Reynolds Number; modified Froude Number
���������;�������������DZ�ܴ��ܻ��������ƶ���ͭ��Ǧпұ����ҵ�õ��㷺Ӧ�ã���Ŀǰ���Ƕ��������ܵ��ڹ��������о����࣬�������ˮƽ���ߣ������Ͷ����������������ͭ¯���Ż�����Ч�ʲ��ߡ�������Ƶ����ڿ����ֲ�����Ӱ�����ضࡢ��Ӧ�����ʷ����Զ��Ҵ��ͺ���ص�[1]����˵��������¯�ȹ����Եĸ����Ժ��о��Ѷȡ�������¯�ȹ������о������У���ֵģ�ⷽ��ռ��������ģʵ�鷽�����١�Solnordal��[2]����ƥ�˰�����¯���������������������Ⱥ�ұ�����з����о������ַ����������ȱ仯�dz����У����������Ϳ������ֲ�������������Davidson[3]������ֵģ�ⷽ��֤ʵ���ڿ�����������������������Koh��[4]ͨ�������о���п����¯�п��������Կ���������Ӱ�졣Varnas��[5]ģ���о�������¯���������������������Ⱥ�ұ����Ӧ���ɡ�Sasaki[6]���淢�ֿ�������ɢ״���ȷ�ɢ�����ڡ�Li��[7]����CFX����ģ���Ϫ����¯�õ������������¶ȳ���Ũ�ȳ���ȼ�����ȳ��Լ������켣���¶ȣ����ֿ����켣��ɡ״���ȷֲ������ڡ�Higgins��[8]������̬��Գ�ģ�ͣ�ģ�ⷢ�ֿ������ȡ���Ļ����¯�Ƕȵ�Ӱ�����ڿ����ۼ��ͷֲ��������ۼ��̶���Ҫ�ܿ������������ȡ����Ⱥͷ�Ӧ����ڴ�����ǿ�ȵ�Ӱ�졣Debrincat��[9]�о��˿������������ڿ����ۼ���Ӱ�졣Nagai��[10]�о��������Ӳ��쵽���շ�������������ұ����Ӧ��ȫ��Chen��[11-13]����Fluent�����Խ�¡����¯���е������Ż�ģ���о������־��������ɡ״���ȷֲ��ڷ�Ӧ���ڣ����շ硢�ֲ����������Ӱ�����ڿ����ֲ������ԣ��ֲ��������Ӵ������ʹ������ɢ�����ȡ�Ahokainen��[14]�о��˰��������������������������仯���ɡ�Zhou��[15]���ڻ�ɫ�����о������������Ͼ�����������ҪӰ�����ر仯�Ĺ��ɡ�Koh��[16]������������¯��ģװ�ã�����ͨ����ɢ��Ŀ���������������������������Щ�о���õĿ����ֲ����ɴ��ڲ��죬�����������ͷ�����Щ���죬��ʹ�ǵ������Ż��о���Ҳ���ټ��������ֲ�����Ϊ1�����ϵʽ��������Щ�о����ص㲻ͬ�����ܵ�ʱ�о��������ƣ������ֲ�����ȱ���ձ����ü�ֵ�����⣬�Ծ����ձ����ú��ƹ��ֵ�����������ֲ�Ӱ���������ڵ������������ϵʽ������ϵʽ���о����١����ǵ�������ڸ���������Ƴ��£����ܷ�Ӧ�����²��������ظ���Ӱ��С�����߽�����������ʽ����������̬ģ��װ�ã����ý���������ģʵ�鷽���о�������ڸ�����������ֲ��仯���ɣ���Ԫ��Ϲ��ɳ������ֲ�����������ָ������Ҫ�����仯��ʵ�����ʽ����֤���ڿ����ֲ����ع��ɣ��Ա�Ϊ����Ͷ�����������ֳ��������ز����Ż��ṩ�ο���
1 �����ֲ����ϵʽ
1.1 �����ֲ�������ָ��
���������ܶȾ�������������·��������������������Ϊ��Ӧ���ڿ����ֲ�������ָ�ꡣ
���������ܶȾ������ʽΪ
 (1)
(1)
ʽ�У���i = ��Ϊ��i�����������ܶȣ�
��Ϊ��i�����������ܶȣ� = mi/��mi��100%��Ϊ��i������������������(%)��
= mi/��mi��100%��Ϊ��i������������������(%)�� =Si/��Si��100%����i���������������mi��Si�ֱ�Ϊ��i���������������������i=1Ϊ�������·�����R��90 mm������Ԫ��nΪ����������������ʽ(1)�У���=0��ʾ�����������ȷֲ�����Խ������������ֲ�Խ�����ȡ�
=Si/��Si��100%����i���������������mi��Si�ֱ�Ϊ��i���������������������i=1Ϊ�������·�����R��90 mm������Ԫ��nΪ����������������ʽ(1)�У���=0��ʾ�����������ȷֲ�����Խ������������ֲ�Խ�����ȡ�
�������·���������(R��90 mm)����������������ʽΪ
 (2)
(2)
x1��ӳ�����ֲ�������״����x1Խ������������ֲ�Խ�����ȡ�
1.2 �����ֲ�����
��ͬ�������������ͳ�������������������[17]������¯��Ӧ������������������������ͬ���Ҵ��ڶ�����������ͻ�����á��������Ͻ�����Ӧ���ڿ�������������������������������ѹǿ�ݶ�����������������Basset����Saffman����Magnus���ȡ������츽����������ţ�ٵڶ����ɿ�֪
 (3)
(3)
ʽ�У�RedΪ������ŵ����Red = ug-s��d/��g����ӳ������Χ����״̬��������ã�ug-sΪ������������ٶȣ������������ٶȣ�ug-s = ug-us��ugΪ�����շ�����������Ĺ��շ������ٶȣ�dΪ����ƽ�����ȣ���gΪ���������˶��ȣ���g = ��g / ��g����gΪ�����ܶȣ�fsΪӭ�������Ӻ�������fs = ��d2/4��msΪ����������ms = ��s��d3/6��aΪ�������ٶȣ�gΪ�������ٶȣ�c��nΪʵ�鳣����
��ʽ(3)���������Ȳ�������
 (4)
(4)
���ǵ���������Ar���壬��ʽ(4)����Ϊ
 (5)
(5)
��c��n��Ar����ʱ������������������Ϊȡ����Red����Ӧ���ڿ�������Ҫ�ܹ��շ��������ֲ��������������������Ϳ��������ۺ����á��ֲ���Ϳ������ۺ����ò����������͵�����ʾ���������͵���Fr�䶨��Ϊ�ֲ��綯��������������֮�ȣ���
 (6)
(6)
ʽ�У�udisΪ�ֲ����뿪�ֲ����ʱ���ٶȣ�AdisΪ�ֲ�����������QdisΪ�ֲ�����������hΪ�ϲֵײ���ֲ��������ƽ��ĸ߶ȣ�MsΪ��������������
1.3 �����ֲ����ϵʽ
����ʽ(3)ʵ�ʴ��ڵ����������������Ƶ��������ȫ���������������ģʵ�鹤������Matlab������Ϲ������ƣ���Ӱ������ֲ������Ե��ڶ������У�ֻ����������ŵ�����������͵�����ʵ���о�Ŀ���DZ仯������ŵ��(�仯���շ�����)���������͵���(�仯�ֲ�������)������������ɦ�=f(Red, Fr��)��x1=g(Red, Fr��)��
2 ʵ��װ��
�������������켰��Ӧ��ģ����ͼ1��ʾ�����������������Ϊ���շ�ͨ��������ͨ�����ֲ���ͨ����������ܡ����շ�Ϊ����ұ����Ӧ�ṩ��Ҫ����������ڴ��е��������շ��������ɵ��ڣ��ϲֿ���ͨ�����ٵ�������ΰ���ϻ��������Ͻ�����������ͨ����4�����ϻ�������Ȳ��á�Ϊȷ��ʵ�龫�ȣ�4���ϲ���ͬһ���ؿ��ƣ�ͬʱ�����رգ��ֲ���ӷ�ɢ��ڷ�����������ѹ���ߡ�����С��ʹ���������ɢ��������Ϊ������������С���Բ���ұ����Ӧ����������������ڷ�ɢ����ͷֲ����ۺ������²��빤�շ�������ʵ���������Ȼ�ϡ����շ�������LU125�н������Ʋ���������Ϊ��1%���ֲ���������LU40�н������Ʋ���������Ϊ��1%��������������LU25�н������Ʋ���������Ϊ��1%��
����¯ģ����ԭ�ͼ��α�1:5��ģ�����ھ�Ϊ1 106 mm����Ϊ778 mm(������Ҫ�о����츽�����������ɢ�ͷֲ����ԣ�ģ�ͷ�Ӧ���߶�ֻȡ��Ӧ�������߶ȵ�1/3)���ϲֳ��Ͽڸ߳�����3.68 m�����շ�����ھ�Ϊ100.0 mm���⾶Ϊ146.4 mm������ͨ���ھ�Ϊ36.0 mm���⾶Ϊ80.0 mm���ֲ������Բ�ܾ��ȷֲ���ֱ��Ϊ1.0 mm������Ϊ150������ɢ��Բֱ��Ϊ72.0 mm�����������ھ�Ϊ16.0 mm�������ڱ������ȴˮ�����40.0 mm���ȷ�ɢ��Բ���85.0 mm��
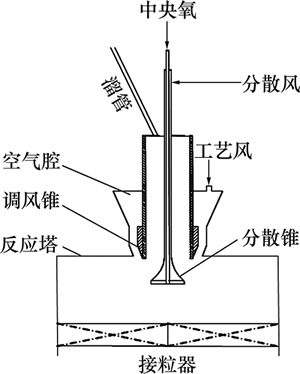
ͼ1 ʵ��װ��ʾ��ͼ
Fig. 1 Schematic diagram of experiment device
����������ͼ2��ʾ����������5���뾶�ֱ�Ϊ90��240��340��440��553 mm��ͬ��Բ��ɣ�������Բ�⣬�����Բ����ȷֳ�12������������Ӧ��������������������ܷ����ӣ�������������ܺ��˴���ɣ�ʵ���������ͨ�����˴�����ˣ��������ڹ��˴��У����徭���˴�С�����������������й��ɶΣ��Ա������ʱ����������������������������Ӱ�죬���ʵ�龫�ȣ��������������еĿ������������з���������������A1-31K���ӳӳ���������Ϊ��0.2 g��
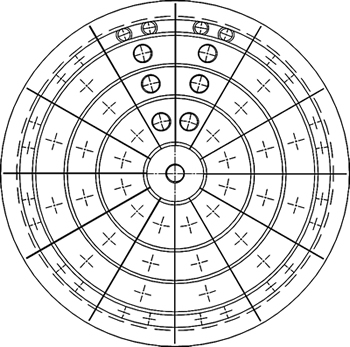
ͼ2 ��������
Fig. 2 Division of gas-solid separation area
ԭ�����츽�������¶ȵͣ���ѧ��ӦӰ��С���ɺ��ԣ���Ϊ��ģ���������ˣ����������츽��������Ϊ�о������о�������ڸ�������������ŵ�����������͵����Կ�����ɢӰ����ɡ�
��1 �������ȷֲ�
Table 1 Distribution of particle size
3 ���������
�ֱ�仯������ŵ��Red���������͵���Fr�䣬����������������������ɼ�������������ܶȾ�����Һ����������������������x1�仯���ڵ�Fr�������£���=f1(Red)��ɢ�㼯��x1=g1(Red) ��ɢ�㼯�ֱ���ͼ3��ͼ4��ʾ��
��ͼ3���Կ�����Red��Fr������ڿ����ֲ���������ֱ��Ӱ�죻����Fr���������С����Red���������Fr�䲻��ʱ��Red���������շ����������������������ֲ������ȡ���������Red������������������¹��շ��������������˿����ľ����ɢ������Ŀ�����������������·���������ɢ�ͷֲ����Ӳ����ȡ���Fr���Сʱ��������б�ʴ�˵����ʱFr��Կ����ֲ�Ӱ���С������Fr��ϴ�ʱ��������б��С��˵���ϴ��Fr��������Ӱ������ķ�ɢ�ͷֲ������ڵ�Red��Сʱ��Fr���������һ���̶�����ʹ�Ҽ�С�������ֲ�����Կ�����������������ǿʱ�����������ɢ�����������ڿ����ֲ������ھ��ȣ���Fr��Խ������ɢ����Ҫ���ӵĶ���Խ�����ڿ����ֲ����ھ��ȵij̶ȼ�С����ͼ3�����½�����
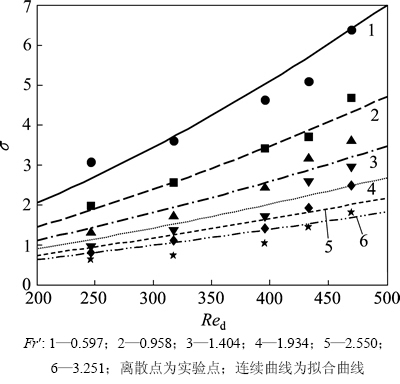
ͼ3 ��ͬFr�� ʱRed�仯�Ԧҵ�Ӱ��
Fig. 3 Effect of Red on �� at different Fr��
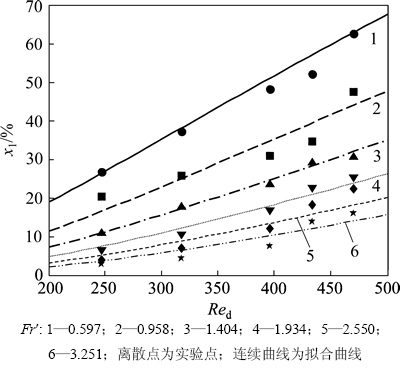
ͼ4 ��ͬFr�� ʱRed�仯�� x1��Ӱ��
Fig. 4 Effect of Red on x1 at different Fr��
��ͼ4��֪����ͬFr��ʱx1��Red�仯�Ĺ��������Red�仯�Ĺ���һ�£�Fr����ʹ�����ذ뾶����������ɢ����������ֵ������ɢ����Խǿ��x1ҲԽС��Red��ʹ������������������������Red�������·�����������Խ�࣬�����ֲ�Խ�����ȡ��ɼ�����ʵ�����ݷ�Χ�ڣ�x1��ҳ���������ơ���ԭ��Ϊ���������������ֲ�û��ʧ��(���ھ����ɢ���ϴ�����δ���������ƽ��ʱ�Ѿ��������ڶ������������)ʱ�������������ռ��Ҫ���֣����������ֲ�������Ҫ��������������������϶࣬��x1�ϴ���ˣ��ҽϴ�
Red��Fr��Կ�����ɢ������Ҫ���á���Fr��=0.597Ϊ������Red��247����318ʱ������Ϊ28.75%������Ӧ��x1����26.76%����37.34%������Ϊ39.54%����Red =247ʱ��Fr����0.597����0.958������Ϊ60.47%������Ӧ��x1������26.76%��С��20.88%������Ϊ21.97%����˵��Red�Կ����˶��ͷֲ���Ӱ���Fr���Ӱ���
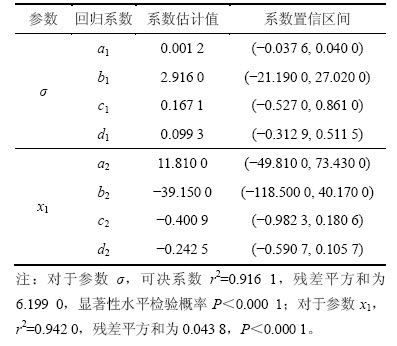
����Matlab������Ԫ���������ģ��Ѱ��Һ�x1��Fr���Red֮��Ĺ���ʽ�������ģ����С���˷��ع�������Զ�������Իع�ģ�����£�
 (7)
(7)
ʽ�У�x��y�ֱ����Red��Fr�䣻ָ��c��dΪ�������ֲ������������Ȩ�ء������ع�ģ����ָ������Ϊ����a��bΪ������ģ����Ч����Ҫ�Կɾ�ϵ��r2�ӽ�1.000 0�ij̶���ȷ��������Matlab�������ж�λع����������������2��
��2 �ع�ϵ����������
Table 2 Confidence interval of regression coefficient
�ң�x1��Red��Fr���ʵ�����ʽ�ֱ�Ϊ��
 (0.597��Fr���3.251��247��Red��470) (8)
(0.597��Fr���3.251��247��Red��470) (8)
 (0.597��Fr���3.251��247��Red��470) (9)
(0.597��Fr���3.251��247��Red��470) (9)
��ʽ(8)��ʽ(9)�ó���Fr���ֵ�ߴطֱ���ͼ3��ͼ4�����������ʾ����Ȼ�����������ÿɾ�ϵ���ֱ�Ϊ0.916 1��0.942 0��˵����ģ���������������ǿɿ��ģ�������ߺ�ʵ����ǺϽϺá�ϵ��c����ֵ����d��˵��Red�Կ����ֲ�Ӱ�����Fr���Ӱ�졣��Ͷ��������ԭ����ns�������շ���������ԭ����npro�����ֲ�����������ԭ����ndis����������ͬ���ϲָ߶ȡ����ȡ��ֲ���ס����շ��������Ⱥ��շ纬��������������£�Ҫʹ����ȣ���Ҫ��Fr���Red1.682 8��npro=ns��ndis=ns1.341 4��Ҫʹx1��ȣ���Ҫ������Fr���Red1.653 2��npro=ns��ndis=ns1.326 6����ˣ���ʵ������¯����ʱ�����Ǽĵȱ����Ŵ��ϵ����������Ͷ���ٶȵ����������˶��ͷֲ����ڸ����ӵ�ָ����ϵ��
4 ����
1) ��������ʽ��������ֲ������Կɵ��ɿء���Ӧ���ڿ����ֲ��ܿ���������ŵ�����������͵����ۺ����á�������ŵ��ʹ�������зֲ����������·������������͵���ʹ����Զ���������·�����ֲ���������ŵ��Red�Կ����ֲ���Ӱ�����ô����������͵���Fr���Ӱ�졣
2) ������ŵ��Red���������͵���Fr����Խ�ʵ�鷶Χ�ڱ������������ڿ����ֲ������Ե�ָ�꣬�����������ܶȾ�����Һ����������������������x1����Ԫ���Ϊ������ָ��������ʵ�����ʽ�ֱ�Ϊ
��=0.001 2exp(2.916Red0.167 1/Fr��0.099 3)
x1=11.81exp(-39.15Red-0.400 9/Fr��-0.242 5)
�ɾ�ϵ��r2�ֱ�ﵽ0.916 1��0.942 0�����������ܶȾ�����������������������������x1��������ء�
3) �Ż�������ŵ�����������͵�������ʵ�ֿ����ֲ����ȡ���ʵ�鷶Χ�ڣ�Ҫʹ���������ܶȾ��������ȣ���Ҫ��������ŵ��Red���������͵���Fr���ϵʽ����Fr���Red1.682 8��Ͷ����������ns�ͷֲ�������������ndis��ϵʽ����ndis=ns1.341 4��Ҫʹ���������������������x1��ȣ���Ҫ��������ŵ��Red���������͵���Fr���ϵʽ����Fr���Red1.653 2��Ͷ����������ns�ͷֲ�������������ndis��ϵʽ����ndis=ns1.326 6��
�ο����ף�
[1] MEI Chi, ZHOU Jiemin, PENG Xiaoqi, et al. Simulation and optimization of furnaces and kilns for nonferrous metallurgical engineering[M]. Berlin: Springer, 2010: 1-50.
[2] Solnordal C B, Jorgensen F R A, Koh P T L, et al. CFD modelling of the flow and reactions in the Olympic Dam flash furnace smelter reaction shaft[J]. Applied Mathematical Modelling, 2006, 30(11): 1310-1325.
[3] Davidson M R. Comparison of two-way coupling models for confined turbulent gas�Cparticle jets in flash smelting[J]. Applied Mathematical Modelling, 1998, 22(1/2): 39-55.
[4] Koh P T L, Nguyen T V, Jorgensen F R A. Numerical modelling of combustion in a zinc flash smelter[J]. Applied Mathematical Modelling, 1998, 22(11): 941-948.
[5] Varnas S R, Kemori N, Koh P T L. Evaluation of nickel flash smelting through piloting and simulation[J]. Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science, 1998, 29(6): 1329-1343.
[6] Sasaki Y. Prediction of combustion phenomena in flash smelting furnace for production enhancement using a mathematical model[C]// Sohn Int Symp Advanced Processing of Metals and Materials. San Diego, USA, 2006: 545-559.
[7] LI Xinfeng, PENG Shiheng, HAN Xiangli, et al. Influence of operation parameters on flash smelting furnace based on CFD[J]. Journal of University of Science and Technology Beijing, 2004, 11(2): 115-119.
[8] Higgins D R, Gray N B, Davidson M R. Simulating particle agglomeration in the flash smelting reaction shaft[J]. Minerals Engineering, 2009, 22(14): 1251-1265.
[9] Debrincat D P, Solnordal C B, van Deventer J S J. Influence of particle properties on the size of agglomerated metallurgical powders[J]. Int Journal Miner Process, 2008, 87(1/2): 17-27.
[10] Nagai K, Takebayashi M, Sasai S. Development of the Sumitomo type combustion accelerated concentrate burner[C]// 12th Int Flash Smelting Congress. Shanghai, China, 2008: 146-155.
[11] CHEN Zhuo, WANG Yunxiao. Simulation study of intensified flash smelting process[C]// Dipl Ing Jens Harre GDBM Copper. Hamburg: Papierflieger, 2010: 1313-1323.
[12] ��, ������, ������, ��. ��Ͷ��������ͭ����¯���������̵���ֵģ��[J]. �й���ɫ����ѧ��, 2011, 21(11): 2916-2921.
CHEN Zhuo, WANG Yunxiao, SONG Xiuming, et al. Numerical simulation of smelting process in copper flash smelters at high loading rate[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2916-2921.
[13] ��, ������, �ܿ�, ��. ͭ����¯�ֲ��������紵����ֵģ��[J]. ���̹���ѧ��, 2012, 12(1): 1-8.
CHEN Zhuo, YIN Shugui, ZHOU Jun, et al. Numerical simulation of copper flash smelting process with rotarily distributed air[J]. Chinese Journal of Process Engineering, 2012, 12(1): 1-8.
[14] Ahokainen T, Jokilaakso A. Numerical simulation of the Outokumpu flash smelting furnace reaction shaft original[J]. Canadian Metallurgical Quarterly, 1998, 37(3/4): 275-283.
[15] ZHOU Ping, YAO Yingjin, AI Yuanfang, et al. Grey correlation analysis of factors influencing maldistribution in feeding device of copper flash smelting[J]. Journal of Central South University, 2012, 19(7): 1938-1945.
[16] Koh P T L, Jorgensen F R A, Elliot B J. Solids falling in flash furnace burner concentrate chutes[J]. Int Journal Miner Process, 2007, 83(3/4): 81-88.
[17] ��֮��. ������ģ��: ���ۼ�Ӧ��[M]. ����: ������ҵ������, 1982: 1-35.
LI Zhiguang. Similarity and modeling: Theory and applications[M]. Beijing: National Defence Industry Press, 1982: 1-35.
(�༭ �²ӻ�)
�ո����ڣ�2014-05-10�������ڣ�2014-07-08
������Ŀ(Foundation item)�����Ҹ����о���չ�ƻ�(863�ƻ�)��Ŀ(2010AA065200)�����ϴ�ѧ�����У��������ҵ���ר���ʽ�������Ŀ(2012zzts087) (Project(2010AA065200) supported by the National High Technology Research and Development Program of China(863 Program); Project(2012zzts087) supported by College Basic Scientific Research Business of Central South University)
ͨ�����ߣ���Ԫ������ʿ�������ڣ����¿ɿ�ȼ�շ�Ӧ�����뼼���о���E-mail: yfai@csu.edu.cn

