J. Cent. South Univ. (2016) 23: 2520-2525
DOI: 10.1007/s11771-016-3312-9

Froth flotation of refuse coal fines and process optimization using 2D surface plots
Shravan Kumar, Veomesh Rawat
Department of Fuel and Mineral Engineering, Indian School of Mines, Dhanbad 826004, India
 Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Central South University Press and Springer-Verlag Berlin Heidelberg 2016
Abstract: Refuse coal fines of size <500 ��m was collected from a metallurgical coal preparation plant located in the eastern coalfield region of India. The coal was beneficiated using froth flotation technique to recover clean coal with ash content of about 20% with the highest possible yield. Diesel oil as collector and pine oil as frother were used. Box-Behnken statistical design was followed for analyzing the performance at varying pulp density, collector and frother dosage. Results were discussed using 2D surface plots. Response function predictions determined by the regression analysis show coefficient of correlation (R2) for yield and the ash content as 0.72 and 0.86, respectively. The highest yield of 45.79% is obtained at pulp density 10%, collector dose 2 kg/t and frother dose 1.5 kg/t. The lowest ash content of 18.9% is obtained at pulp density 10%, collector dose 1 kg/t and frother dose 1 kg/t.
Key words: refuse coal; froth flotation; Box-Behnken; 2D RSM
1 Introduction
Modern mining methods and cleaning processes increase the concentration of fine coal particles continuously, which create several problems in processing, dewatering, drying, handling, transportation and storage [1]. This also results in the loss of carbonaceous material with the tailings due to the lower efficiency of beneficiation of the fine coal treatment circuits. The reuses of waste coal tailings are investigated in many countries, which have a significant advantage in terms of increasing metal productivity and reducing the amount of waste to be rejected [2-3]. Indian coking coal found in Gondwana belt, viz. Jharkhand and West Bengal region has high ash, low rank and other properties, resulting in higher coke consumption in a blast furnace. These coals are considered as ��difficult to wash�� because of the presence of high value of near gravity material and fine dissemination in the coal matrix [4-5].
Froth flotation process has wide application in mineral processing industry from processing of sulphide ores, oxide ores, iron ores, industrial minerals, coals, etc [6]. It is a separation process based on the differences of surface property (hydrophobicity) between the solid particles. It is one of the most effective technologies for the up-gradation of coal fines of particle size below 0.5 mm because of the inherent hydrophobic nature of coal [7]. Different material, chemical, operational and equipment parameters affect the performance of flotation process such as yield, ash content, combustible recovery, separation efficiency, etc. Literature review indicates that most of the flotation studies have been carried out in the recent past with minerals and coal fines [8-10]. However, there are a few studies that have used refuse coal from thickener underflow or deposited in ponds [11]. The aim of the present flotation study was to recover low ash fine coal from a refuse tailing fine coal produced in a coal preparation plant located in eastern India. Flotation parameters examined included feed pulp density, dosage of collector and frother, using a laboratory mechanical flotation cell. The performance was evaluated in terms of yield and ash content of float.
Analysis of experimental results using response surface methodology (RSM) is a well established technique used to obtain the optimal conditions by using a quadratic polynomial regression model [12]. Literatures indicate the use of RSM for modeling of processes such as coal processing and flocculation [13-14], oil agglomeration of [1], coal beneficiation [15], etc. In this work, the Box-Behnken experimental design method was used in order to investigate the effects of important variables on yield and ash content of floats. Subsequently, effects of operating parameters such as feed pulp density, collector dosage and frother dosage, on the responses were discussed using 2D surface plots.
2 Material and methods
Coal slurry samples were collected from the tailing pond of a metallurgical coal preparation plant of eastern India. This sample was sampled properly for characterization studies such as proximate analysis, specific gravity, and X-ray diffraction. Flotation studies were carried out using laboratory scale flotation machine of 3500 mL volumetric capacity. Diesel oil was used as collector and pine oil as frother at different levels of dosage. The studies were carried out at natural pH of 8 of the slurry and at room temperature of about 20-25 ��C.
For each test, the pulp (coal and water) was thoroughly mixed and agitated in the flotation cell for 2 min. The required collector was added and the pulp was conditioned for another 2 min. Then, required amount of frother was added and the pulp was stirred for additional 1 min. After air was introduced into cell, the flotation concentrate and tailing were collected.
A Box-Behnken design with three factors was used to obtain the response pattern and then to establish a model. A mathematical relationship between the three independent factors can be approximated by the second order polynomial model as follows:
Y=K0+K1X1+K2X2+K3X3+K12X1X2+K13X1X3+K23X2X3+
K11X12+K22X22+K33X32 (1)
where Y is the predicted response function (yield and ash content of float); K0 is a constant; K1, K2, K3 are linear coefficients; K12, K13, K23 are cross product coefficients; K11, K22, K33 are quadratic coefficients; X1, X2, X3 are coded values of variables.
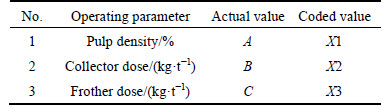
Computer program (Design Expert, trial version) was used for determination of the coefficients of Eq. (1) by regression analysis of the experimental data. The actual and coded values of the variables, feed pulp density (%, mass fraction), collector dose (kg/t) and frother dose (kg/t), used in this design are given in Table 1.
Table 1 Actual and coded values of operating parameters
3 Results and discussion
3.1 Characterization studies
Sieve analysis of a representative sample was carried out using 500-53 ��m sieve sizes. About 80% of the particles were found to be less than 460 ��m size fractions while about 15% of the particles were found to be coarser than 500 ��m size fractions (Fig. 1). About 14% of particles were found to be of size less than 53 ��m. Proximate analysis indicates the average ash content of the sample to be 31.98% with volatile matter content of 20.88% and fixed carbon of 45.36%. The average density of the representative sample was fond to be 1.62 mg/cm3.
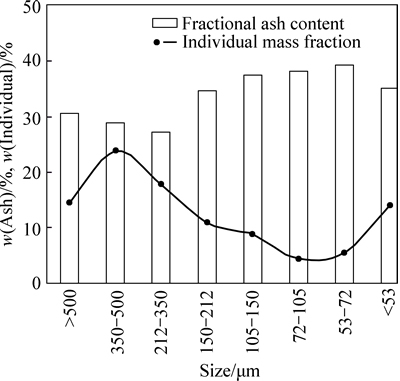
Fig. 1 Size by size weight and ash content of sample
The XRD study was carried out by Philips X-ray diffractometer equipped and operated at 40 kV and 30 mA using Cu K�� radiation (PAN analytical, X��pert). Figure 2 indicates that the coal tailing sample mainly contains kaolinite as clay mineral along with quartz. The presence of dolomites indicates that the sample contains carbonate mineral.
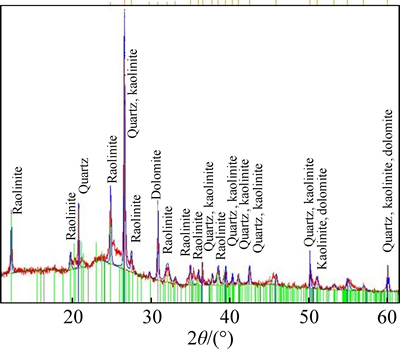
Fig. 2 X-ray diffraction pattern of sample
3.2 Flotation studies
The relationships between the variable parameters and the responses (yield and ash content of floats) were studied and their effects on each other were found. In order to determine these effects, experimental results have been analyzed by software through which the model can significantly be selected and influences of variable were perfectly portrayed.
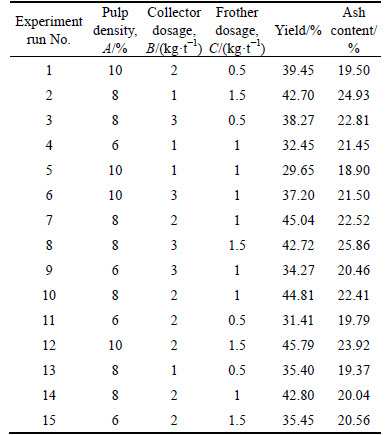
In the work, 15 experiments were conducted based on Box-Behnken experimental design. Out of these, 3 experiments were performed at the base level for estimation of the experimental error. The experiments (Table 2) were performed at three levels i.e., low level (-1), middle level (0) and high level (+1). Yield and ash content of the clean coal (floats) were analyzed to judge the efficacy of flotation process. Coded factor values and respective values of responses for all the experiments are given in Table 3. The model developed using these factors and their interaction are given in Eqs. (2) and (3):
y=-42.11+17.63A+8.71B�C10.30C+0.72AB+0.58AC�C
1.42BC�C1.15A2�C2.87B2+7.04C2 (2)
��(Ash)=7.21+5.05A�C4.03B�C9.14C+0.45AB+0.92AC-
1.25BC�C0.42A2+0.61B2+3.90C2 (3)
where A is the feed pulp density (%, mass fraction), B is the collector dose (kg/t) and C is the frother dosage (kg/t).
Table 2 Scope of experiments
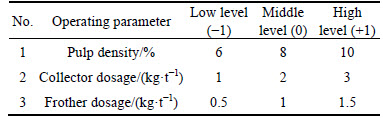
Table 3 Experimental runs for Box-Behnken design
Analysis of variance (ANOVA) for yield of the clean coal showed that frother and its interaction effect significantly affect the performance followed by feed pulp density and collector dosage. However, ash content in the clean coal showed that frother and its interaction effect significantly affect the process followed by collector dosage and feed pulp density.
Studies showed that the experimentally obtained yield varied between 29.65% and 45.79% while predicted values varied between 30.98% and 43.68%. The experimental value of ash content of clean coal varied between 18.90% and 25.86% while predicted values were found to vary between 18.50% and 25.09%. Figures 3 and 4 show reasonably good agreement between the experimental values and values predicted by the model (Eqs. (2) and (3)).
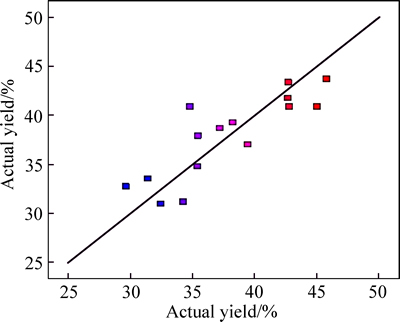
Fig. 3 Comparison of actual and predicted yield/%
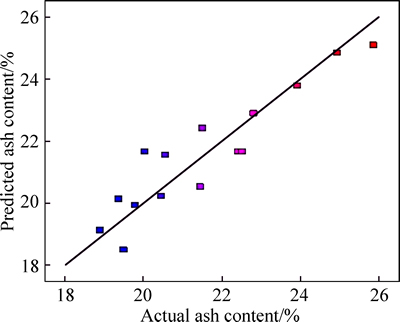
Fig. 4 Comparison of actual and predicted ash content
3.2.1 Effect of pulp density, collector and frother
2D response surface was used to analyze the effect of parameters (feed pulp density, collector dosage and frother dosage) on yield and ash content of float.
The variations in the values of yield and ash content of clean with two parameters have been presented in Figs. 5, 6 and 7. It may be observed (Fig. 5) that the pulp density of 8%-9% and collector dosage of 2-2.5 kg/t respond higher values of yield and higher value of ash content also. The increase in the yield and ash content at higher collector dosage may be attributed to the collection of high ash content particles [16]. Lower values of ash content may be observed at pulp density of about 6% and 9.5%. However with further increase in the collector dosage beyond 2.5 kg/t results in an increase in the ash content which is undesirable.
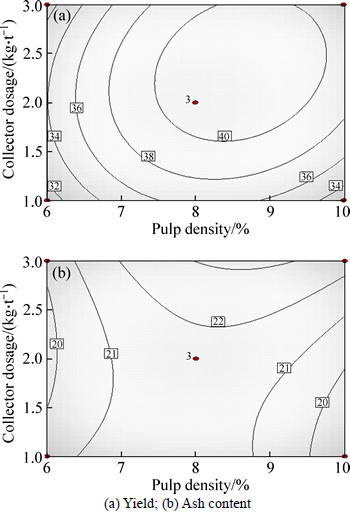
Fig. 5 Effect of pulp density and collector dosage on responses:
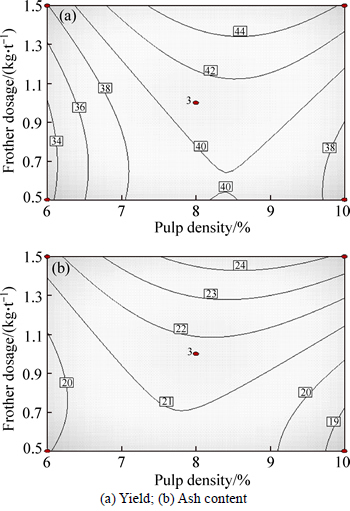
Fig. 6 Effect of pulp density and frother dosage on responses:
Further, with variation in pulp density and frother dosage (Fig. 6), it may be observed that the lower level of frother dosage showed lower ash content in the clean coal while the yield is also low. The pulp density between 8% and 9% showed higher values of yield of about 44% at frother dosage of about 1.3 kg/t. However, the ash content was found to be lowest at pulp density of 9%-10% and low frother dosage.
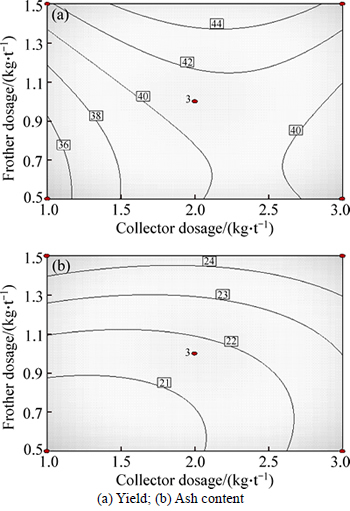
Fig. 7 Effect of collector and frother dosage on responses:
The effect of collector and frother dosage (Fig. 7) shows that collector dosage of about 2 kg/t and frother dosage of about 1.3 kg/t or higher resulted in the higher yield of about 44%. However, ash content were found to be adversely affected with increase in collector and frother dosage as presented by higher ash content at higher values of dosage.
The adequacy of the developed models (Eqs. (2) and (3)) was checked from the plot between residuals and run number (Figs. 8 and 9). The randomized nature of residuals indicates that models are adequate for the sample and within the range of parameters under investigation. Thus, the developed models may be used for the prediction of performance of froth flotation (yield and ash content) process for the sample.
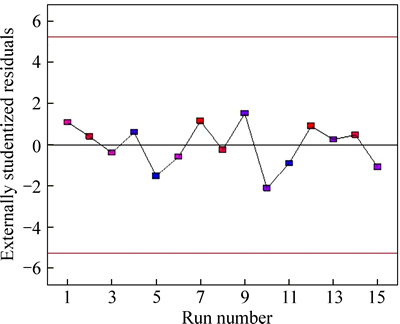
Fig. 8 Residuals vs run number for yield
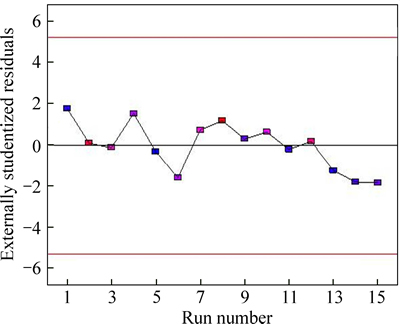
Fig. 9 Residuals vs run number for ash content
3.2.2 Finding optimum condition
Finding optimum condition was one of the most important objectives of this investigation to obtain the condition for improved performance of the flotation procedure. As observed in the earlier sections that the feed pulp density of 8% is the most preferred choice for further studies of the flotation of the sample (Figs. 5 and 6). Also, this pulp density is the same as observed in the actual running plant. Therefore, detailed investigation was carried out to at different levels of collector and frother dosage (Figs. 10 and 11).
As shown in Figs. 10 and 11, a significant change in the yield and ash content of the floats may be observed with change in the collector and frother dosage. This may be attributed to the collection of high ash content particles at higher dosage of collector. The study indicates an increase in the yield of clean coal (Fig. 10) with collector dosage up to 2 kg/t. However, further increase in the collector dosage results in a minor decrease in the yield. The highest yield of 45.12% was observed at 1.5 kg/t frother dosage and at 2 kg/t collector dosage. The ash content of the floats (Fig. 11) was found to decrease with increase in the collector dosage. A lowest ash content of 20.05% was observed at 2 kg/t collector dosage and 0.5 kg/t frother dosages.
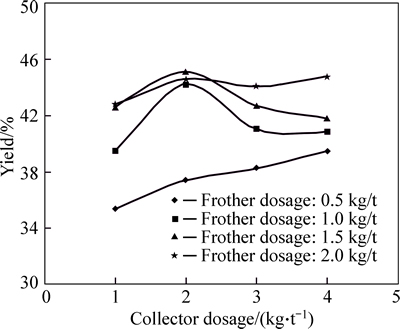
Fig. 10 Yield of clean coal at 8% feed pulp density
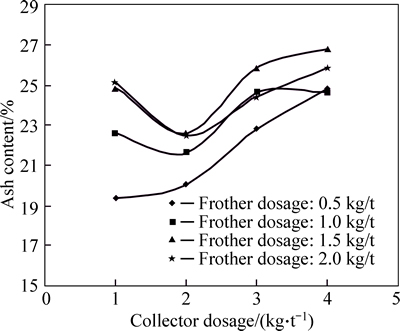
Fig. 11 Ash content in clean coal at 8% feed pulp density
4 Conclusions
1) Characterization studies showed the sample contained about 80% of the particles less than 460 ��m size while 14% of particles were found to be of size less than 53 ��m. Average ash content of the sample was 31.98% with volatile matter content of 20.88% and fixed carbon of 45.36%. XRD study showed the presence of kaolinite as clay mineral along with quartz and dolomite.
2) From flotation studies, the highest yield of 45.79% was obtained at pulp density 10%, collector dose 2 kg/t and frother dose 1.5 kg/t. The lowest ash content of 18.9% was obtained at pulp density 10%, collector dose 1 kg/t and frother dose 1 kg/t.
3) Box-Behnken statistical design was found to be applicable to modeling the effects of important variables on the yield and ash content of clean coal during the beneficiation of the coal fines using froth flotation technique.
4) Response function predictions determined by the regression analysis were found to be in good agreement with the experimental results. Both yield and ash content were found to be more sensitive to the frother dosage. Coefficient of correlation (R2) values between the experimental and the predicted values of the yield and ash content were found to be 0.72 and 0.86, respectively.
References
[1] CEBECI Y,  I. Application of the Box-Wilson experimental design method for the spherical oil agglomeration of coal [J]. Fuel, 2006, 85: 289-297.
I. Application of the Box-Wilson experimental design method for the spherical oil agglomeration of coal [J]. Fuel, 2006, 85: 289-297.
[2] GIANGANG F, KAIDA C, WANG H, CHAO G, WEI L. Recovering molybdenite from ultrafine waste tailings by oil agglomerate flotation [J]. Minerals Engineering, 2012, 39: 133-139.
[3] KUMAR S, BHATTACHARYA S, MANDRE N R. Characterization and flocculation studies of fine coal tailings [J]. Journal of the Southern African Institute of Mining and Metallurgy, 2014, 114: 945-949.
[4] DEY S, BHATTACHARYYA K K. Split and collectorless flotation to medium coking coal fines for multi-product zero waste concept [J]. Fuel Processing Technology, 2007, 88: 585-590.
[5] BHATTACHARYA S, RAI B, RUNKANA V. Processing of coal fines �C The challenges we face in India [C]// IV Asian Particle Technology Symposium. New Delhi, APT, 2009: 5-9.
[6] WILLS B A, NAPIER-MUNN T. An introduction to the practical aspects of ore treatment and mineral recovery [M]// Mineral Processing Technology. Seventh edition. 2006: 267-269.
[7] JAISWAL S, TRIPATHY S K, BANERJEE P K. An overview of reverse flotation process for coal [J]. International Journal of Mineral Processing, 2015, 134: 97-110.
[8] MILENA K, GLIGORIC Z. Multi-criteria decision making for collector selection in the flotation of lead�Czinc sulfide ore [J]. Minerals Engineering, 2015, 74: 142-149.
[9] SILVESTRE M O, PEREIRA C A, GALERY R, PERES, A E C. Dispersion effect on a lead�Czinc sulphide ore flotation [J]. Minerals Engineering, 2009, 22: 752-758.
[10] RIBEIRO R C C, CORREIA J C G, MONTE M B M. Cashew gum: A new depressor for limestone in the phosphate minerals flotation [J]. Minerals Engineering, 2003, 16: 873-875.
[11] BARRAZA J, GUERRERO J,  J. Flotation of a refuse tailing fine coal slurry [J]. Fuel Processing Technology, 2013, 106: 498-500.
J. Flotation of a refuse tailing fine coal slurry [J]. Fuel Processing Technology, 2013, 106: 498-500.
[12] LI M, WOOD C J, DAVIS J J. A study of coal washing spirals [J]. International Journal of Coal Preparation and Utilization, 1993, 12(1/2/3/4): 117-131.
[13] ASLAN N, CEBECI Y. Application of Box�CBehnken design and response surface methodology for modeling of some Turkish coals [J]. Fuel, 2007, 86: 90-97.
[14] SONMEZ I, CEBECI Y, SENOL D. Optimization of coal flocculation with an anionic flocculant using a Box-Wilson statistical design method [J]. Physicochemical Problems in Mineral Processing, 2014, 50(2): 811-822.
[15] UCBEYIAY H. Hydrophobic flocculation and Box�CWilson experimental design for beneficiating fine coal [J]. Fuel Processing Technology, 2013, 106: 1-8.
[16] QU J, TAO X, TANG L, XU N, HE H. Flotation characteristics and particle size distribution of micro-fine low rank coal [J]. Procedia Engineering, 2015, 102: 159-166.
(Edited by YANG Bing)
Received date: 2015-07-21; Accepted date: 2016-01-05
Corresponding author: Shravan Kumar; Tel: +91-3262235948, +91-9771421510; E-mail: shravankumar.ism@gmail.com

