�������Ͻ𱡱ڼ�ϳ���ӹ����ε�Ԥ��ģ��
����������£������ɣ�������
(���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083)
ժҪ��ΪԤ�⺽�����Ͻ𱡱ڼ���ϳ���ӹ����Σ�������ά����Ԫģ�͡�ͨ������Ԫ����MSC��MARC��������Ԫģ�����ӳ�ʼӦ�������Խڵ�ʩ��ϳ����������ϳ��·���Ͷ�ģ�͵������������Ӧ����ϸ����ʹ�ø�ģ�ͽ��б��������ϳ�����档������������ϳ��֮����������м䰼�ݡ�������������Ρ�ͬʱ������ı������ڲ����ݡ�Ϊ�������������ȷ�ԣ������֤ʵ���Բ����ӹ�������ı��Ρ�ʵ��Ľ������������Ǻϣ�֤���������������Ԫģ�Ϳ���ЧԤ�⺽�����Ͻ𱡱ڼ��ļӹ����Ρ�������Ԫģ�Ϳ�����ѡ����ʵļӹ������Լ�С�������Ͻ𱡱ڼ��ļӹ����Ρ�
�ؼ��ʣ����Ͻ𣻱���������ӳ���ϳ���ӹ�������Ԫģ��
��ͼ����ţ�TG501��V261 ���ױ�־�룺A ���±�ţ�1672-7207(2012)05-1696-07
Prediction model for machining deformation of aeronautical aluminum alloy thin-walled workpiece
WANG Guang-yu, WU Yun-xin, YAN Peng-fei, HU Yong-hui
(School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: In order to predict machining deformation of aeronautical thin-walled workpiece, a three-dimensional finite element model was built. By use of finite element software MSC.MARC, the initial stress to the model was added, milling force on nodes was imposed, tool path was controlled and adaptive mesh refinement (AMR) method to the model was developed for the model. Milling simulation of aeronautical thin-walled workpiece was conducted by use of the model. Simulation result shows that after machining, the workpiece presents the shape of basin, which means that the central region of the workpiece is concave and lower than the peripheral region around. In addition, the thin walls are dented toward inside of the workpiece. To test the validity of the simulation results, a verification experiment to measure the deformation of machined workpiece was conducted. The experimental result coincides with simulation result. It is proved that the proposed finite element model can effectively predict machining deformation of aeronautical aluminum alloy thin-walled workpiece. The proposed finite element model can be applied to select appropriate machining strategies to reduce machining deformation of aeronautical aluminum alloy thin-walled workpiece.
Key words: aluminum alloy; thin-walled workpiece; subroutine; milling; finite element model
�����ִ����չ�ҵ�ķ�չ���ڷɻ��㲿���й㷺ʹ�þ��и��ӽṹ�ı��ڼ����������p������������ڰ�ȡ���������Ĺ�ͬ�ص��dzߴ��p�ṹ���ӡ����ں;���Ҫ��ߡ�������������ı������ԣ������ڼӹ������в����������Ρ�����������Ҫ�ɳ�ʼ����Ӧ�����ͷũp����ṹ�IJ��Գƺͼӹ����յ�ȱ��������ʱ�����������������������װ�����ɵ���Χ��Ϊ�ˣ���ʱ���ò�������ӹ����֮������У�������ⲻ�����������ʣ�������������ķ�Ʒ�ʣ��������̺������ʹ���ߴ�����ľ����� ʧ[1-3]��Ϊ�����ӹ����εĻ�����������ʵIJ����Կ��Ƽӹ����Σ��о���Ա��������صķ����ʵ�顣He��[4]������Ԫ�������ڷ�����ѡ�ڼ��ӹ����εĿ��Ʋ��ԡ�Ratchev��[5]�о����ڼ�ϳ���ӹ�ʱ���������ԡ�Weinert��[6-8]������Ԫ�����������Ͻ�ṹ�ӹ����̵ļ�������ͱ��ڼ���ϳ�����о�̬����Ԥ�⡣Li��[9]������ϳ����ģ�͡�Rai��[10]����ӹ�������Է����ӹ����εĸ���ԭ���ѡ����ʵļӹ����ԡ���Ȼ��Щ����Ԫģ�Ϳ���ϳ���������ã���������Ԫģ���ڷ�������в��ܽ�����������Ӧϸ������˸�ģ�Ͳ��ʺϴ�ߴ籡�ڼ���ϳ�����档Liu��[11-14]�о��оߡ�����������ģ���Բ����������ͽ��моߵ��Ż���ơ�Zaghbani��[15]�о����Ͻ���ٸ�ϳ���̵������¶�ģ���Լ���صı���ģ�͡�������ֻ��һ����ѧģ�ͣ����ʺ�����Ԥ��ӹ����Ρ�Guo��[16]��������Ԥ�⺽�����Ͻ𱡱ڼ�ϳ�����ε�����Ԫģ�ͣ����ڷ�������У�������Ԫģ�͵���������������Ӧϸ������ˣ�Ϊ��ø߾��ȵķ����������������ϸ�֣�����ڽ��д�ߴ籡�ڼ���ϳ������ʱ����ɱ��ϸߡ����ĵ�Ŀ�����ڽ���ͬʱ���Ƿ������ľ��Ⱥͼ���ɱ�����άϳ���ӹ�ģ�ͣ�Ӧ������Ӧ����ϸ��(AMR)������������ϳ�����Ա��ڼ��ļӹ����ε�Ӱ�졣AMR����ͬʱ��֤�ӹ����ε���ЧԤ��ͽϵ͵ļ���ɱ����ڷ�������У�λ��ϳ������������Ԫ����ϸ��������ϳ����Ӱ���ģ�ͣ���δ����ϳ����Ӱ���ģ����ȣ������������ȷ��
1 ϳ���ӹ�������Ԫģ��
1.1 ����Ԫģ�͵�����
����ϳ����7075���Ͻ���ijߴ�Ϊ(����������)155 mm��155 mm��40 mm��ͨ��ϳ�����ڸú������ȥ�ߴ�Ϊ145 mm��145 mm��20 mm�ķ��ο飬�������ܱں�Ϊ5 mm���ײ����20 mm�ı��������
ѡ�������嵥Ԫ��ģ�ͽ������֣�ʹ�ø�����ģ��оߡ�Ϊģ����ʵ�����ϳ�����̣��ڻ�������֮ǰ��ͨ��ϳ��ֱ����ϳ�����ȡ�ϳ����Ⱥͽ����ٶȵȶ������ȷ�������嵥Ԫ�ijߴ硣ͼ1����ϳ��ǰ��ϳ������������Ԫģ�͡�
��������У�����ɸ�����̶���ͨ����̬Ӧ���Dz�üоߵļг�Ӧ��ԼΪ20 MPa�����г�����Ϊ�߽�������������Ԫģ���С�

ͼ1 ϳ��ǰ��ϳ��������������Ԫģ��
Fig.1 Comparison of finite element models before and after milling
1.2 ����ģ��
����ϳ��������ʹ����ȴ�ͣ���ˣ������ȶ�7075���Ͻ�������Ե�Ӱ��δ�����ǡ����⣬���ǵ�ϳ�������в����Ĵ�Ӧ�䡢��Ӧ���ʵ��������ڵ��������и����ľֲ�������������������β���Ӱ�죬��ˣ���Ӧ���Ӧ���ʶ�7075���Ͻ�ı�����ϵ��Ӱ��δ�����ǡ������е�����Ԫģ�Ͳ��õIJ���ģ��Ϊ�����Բ���ģ�͡�
1.3 ��ʼ����Ӧ������ʩ��
����[17-18]��ʾ���ڶ���Ӱ�챡�ڼ������ձ��ε������У�����ڲ��ij�ʼ�Ǿ���Ӧ������Ӱ�������ġ�����ϳ���Ľ��У������IJ��ϱ�����ȥ�����Ӷ����³�ʼӦ������ʣ��Ĺ��������ڲ��ϵ����·ֲ����Ӷ����¹���������������Ť������dz�ʼ����Ӧ������������ӹ����εĻ�����
��������һ��Ŀǰ���õ����ڲ������Ͻ�����Ӧ���ķ���[19]������ʹ�ò����������ߴ�(����������)Ϊ155 mm��155 mm��40 mm��7075���Ͻ������Ӧ���ֲ���
��û���κ������غ�����ʱ���������Ӧ����Ӧ������ƽ��ģ�����������������ڵĺ����ͺ�����Ӧ���㣺
 (1)
(1)
 (2)
(2)
���У� Ϊ����Ӧ����MΪ���أ�AΪ�������
Ϊ����Ӧ����MΪ���أ�AΪ�������
Ϊ����ʽ(1)��(2)������õĺ������ͺ����غ�ȷ���ֲ��IJ���Ӧ�����߽�������ɢ����ƽ������õ���������Ԫģ�͵IJ���Ӧ�����ߡ�ͼ2��ʾΪ����ɢ����ƽ�����IJ���Ӧ�����ߡ�Ϊ����ɢ����ƽ��֮��IJ���Ӧ���������ӵ�����Ԫģ���У�������MARC�ӳ����ӳ���Ĺ����Ǹ���ÿ����Ԫ�Ŀռ�λ�ý���ʼ����Ӧ���������ӵ�ģ�͵����е�Ԫ�С�
1.4 ϳ������ʩ��
�Ա��ڼ�����ϳ���ӹ�ʱ��ϳ������������ε�Ӱ�첻�ɺ��ԡ���ϳ�������У�����ϳ�����ļ�ѹ���ã������и����ľֲ���������Ӧ��p��Ӧ���ʵ��������ڴ�Ӧ��p��Ӧ���ʵ�����IJ�������ʮ�ָ��ӣ���ˣ��ڷ�������ȫģ����Щ����IJ��������Dz����ܵġ����ڴˣ����Ķ�ϳ�����IJ�����ʩ�ӹ��̽�����һ���̶ȵļ�
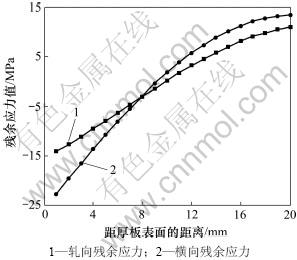
ͼ2 ��ɢ����ƽ�����ĺ����Ӧ������
Fig.2 Discretized and self-balanced curve of internal stress of thick plate
��ʵϳ��������ϳ�����˶�����2���˶��ϳɵģ�һ����ϳ����������������ת����һ����ϳ���Ľ����˶�����2���˶��ĵ���ʹ��ϳ��ϳ���е��˶��켣��Ϊ1�����ߡ�ϳ���е������˶���ʽ����ϳ����ĺ���ǷǾ��ȱ仯�ġ�����ʵϳ�������У�ϳ�����Ĵ�С��ϳ����ĺ���йء���ˣ���ϳ����ת1�������ʱ��Ϊ���ڣ�����������ڣ�ϳ����ϳ�����β�����ϳ�����ǷǾ��ȱ仯�ģ���ϳ����������ϳ�����ε�λ�õı仯���仯����ϳ������������ϳ����������ڱ仯��
ֱ��ģ��ϳ�������������ߵ���ת��ϳ���Ľ����˶������ѵġ�Ϊ�ˣ���ϳ�����˶����м�ͼ3��ʾ��ʵ��ϳ�����˶��켣����ϳ�����˶��켣�ĶԱȡ�����Ϊϳ������1���������е��˶���1��ֱ�ߡ�����ͬʱ���ڷ����У���ͬλ�õ�ϳ�����β�����ͬ��С��ϳ������
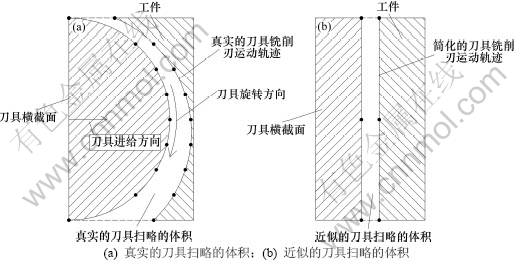
ͼ3 ��ʵ������ϳ����ģ�͵ĶԱ�
Fig.3 Comparison of real and simplified model of milling force
ͨ��MSC.MARC���ӳ���ӿڣ���������������λ��ģ��ϳ����Ľڵ�ʩ��3������(X��Y��Z����)��ϳ���������ݾ�����Чԭ��ʹϳ���������нڵ��ϳ����֮�͵���ϳ������������ϳ������ͬʱ�����ݽڵ��λ�öԽڵ�ʩ�Ӳ�ͬ��С��ϳ��������ͼ4��ʾ��ͨ�����ַ��������Ƶ�ģ����ϳ�����ȵı仯��ϳ������Ӱ�졣
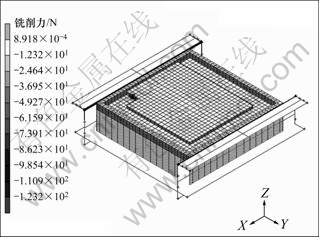
ͼ4 ϳ�����и��ڵ��X��ϳ����
Fig.4 X-direction milling force applied to nodes
1.5 ����ȥ��������Ӧ����ϸ������
ͨ��ʹ��������Ԫ�������ɷ����ģ��ϳ���ӹ��в��ϵ�ȥ�����̡�������Ԫ������һ����ֵ����������ָ������Ԫ�����У�������Ԫ���̵ĸնȾ������һ���dz�С�ļ�������(ԼΪ10-6)��ʹij����ԪʧЧ���Ӷ�ģ��õ�Ԫ�ġ�������[3]��
Ϊģ����ʵϳ��������������ϱ���ȥ���Ĺ��̣���д����ϳ��·�����ӳ�����ϳ����������У�λ��ϳ����뾶��Χ֮�ڵĵ�Ԫ������ϳ�����˶���ɱ����
�Դ�ߴ籡�ڼ���˵��ģ�����ǵ�ϳ�����������ѵģ���Ϊ�߾��ȵķ�����������Ҫ��ϸ�������ǣ���ϸ���������Ӽ���ɱ���Ϊ�����һ���⣬������[20]��������ṹ�ĶԳ��ԣ�����һ����ߴ纽�����Ͻ�����ķ�֮һģ�͡�Ȼ�������ַ����Խṹ���ԳƵ������˵�Dz����еġ�Ϊͬʱ��ýϸߵķ��澫�Ⱥͽϵ͵ļ���ɱ�������ͨ��������Ӧ���ӳ���������Ԫģ����ʵ������������Ӧϸ����ͨ��ʹ�ø��ӳ���λ��ϳ����Χ��1�������ڵ�����ϸ�����÷��е�λ����ϳ����λ�þ�����ͼ5��ʾΪϸ�����ģ�͵ľֲ�����

ͼ5 ϸ�����ģ�͵�����(�ֲ�ͼ)
Fig.5 Refined mesh of finite element model (local)
2 ϳ��������ʵ��
2.1 �����Ʊ�
����ϳ���ӹ�ʵ��ĺ���Ǵӳߴ�(����������)Ϊ1 200 mm��220 mm��40 mm��7075���Ͻ����������и���������ġ����Ͻ�����ȴ�������Ϊ����480 �汣��2 h����20 ��ˮԡ�������Ϊ20 �档ˮԡ���������Ͻ������Ԥ���촦����������Ϊ2%��Ȼ��Ԥ����֮������Ͻ������и������2��ߴ�(����������)Ϊ155 mm��155 mm��40 mm�ķ��κ�塣����һ�����ڲ���ԭ���Ͻ������Ӧ���ֲ�����һ������ϳ��ʵ�顣
2.2 ϳ��ʵ�鼰����
���IJ���d 20��������ϳ������ϳ��ʵ�顣����ϳ���������£�����ת��Ϊ1 000 r/min��ϳ������Ϊ10 mm��ϳ�����Ϊ4 mm����ϳ�����Ϊ20 mm�������ٶ�380 mm/min��ϳ���ܹ���6�����У�ǰ5��Ϊ��ϳ�����1����ϳ����ϳ����Ϊ0.5 mm��
��������[21]���о����������ӹ��������������£��ߵ�·����ѡ�������ļӹ��������нϴ��Ӱ�졣���У��ϳ���벢��ϳ������֮������ϳ�����ڻ�ϳ����Ȳ����ļӹ���������С��ͼ6�еĵ�3��ϳ����ʽ��Ϊ�ϳ�������ļ������ϳ����������ʵ��ͷ��档
3 ����������֤ʵ��
��ϳ��ʵ�����ʱ���������з�����㡣ϳ���������֮���ɿ��оߣ��ͷŹ�����
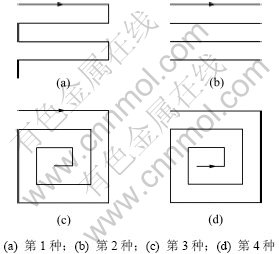
ͼ6 4��ϳ��·��
Fig.6 Four types of tool paths
ͼ7��ʾϳ���ӹ�֮�������ı��������ͼ������ı��ηŴ���400������ͼ7�ɼ����ӹ�����������м䰼�ݣ������������״��ͬʱ���������ܵı������ڰ��ݡ�
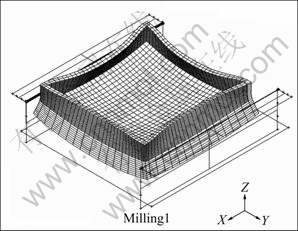
ͼ7 �Ŵ�֮�������������
Fig.7 Amplified final deformation of workpiece
3.1 ��֤ʵ��IJ���λ�õ�ѡ��
Ϊ��֤����������ȷ�ԣ���Ҫ�����֤ʵ���Բ����ӹ��������ı��Ρ�
����������±�����Դֲڣ��������ı�������С����˼ӹ�����������ı���������ֱ�Ӳ�����Ȼ����������Ѽӹ�����ܹ⻬���ʺϽ��о��ܵIJ���������������������������������ı��ڵ��ߵĴ�ֱ�����ϵı��������в�����ͼ8��ʾ4���ߵ�λ�ã�ͼ��X��������Y��������
��4���ߵı��εķ������Ա���ͼ9��ʾ����ͼ9�ɼ�����2����4�ڴ�ֱ����(��Z����)�ϵı����������1����3�ϴ���ˣ���2����4���ʺ�������������ı���������������������ʹ��3���������GLOBAL STATUS����4�ڴ�ֱ����(��Z��)�ϵı��������в�����

ͼ8 4���ߵ�λ��
Fig.8 Locations of four lines

ͼ9 4���ߵı������ĶԱ�
Fig.9 Comparison of deformation of four lines
3.2 ��֤ʵ��Ľ����������ĶԱ�
Ϊ���ڱȽϣ�����֤ʵ��õ������ݺ���Ӧ�ķ������ݽ���������任�������Ա���������ͬһ����ϵ�½��жԱȡ�ͼ10��ʾΪʵ������������ĶԱȡ���ͼ10���Կ��������ܷ�������ʵ������Ȼ�������һ�����������ߵı仯���ƽ��Ǻϣ����ʿ������ϵ���������״��
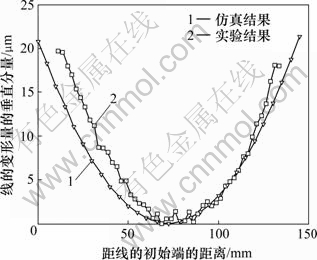
ͼ10 ��������ʵ�����ĶԱ�
Fig.10 Comparison of simulation and experimental result
4 ����
(1) ͨ������ϳ����������֤ʵ�飬֤������Ԫ����������Ч��Ԥ�����Ͻ𱡱�����ļӹ����Ρ�����Ԫ�������Ŀɿ��Ա�ʵ������֤ʵ��֤������Ԫģ�͵�Ԥ������ȷ��
(2) ���������������Ԫģ�Ϳ�������ѡ����ʵļӹ������Լ�С�������Ͻ𱡱ڼ��ļӹ����Ρ�
�ο����ף�
[1] ���˲�, ��ӳ��, ����Ծ. �������Ͻ𱡱ڼ��ӹ����ε�����Ԫ���������[J]. �㽭��ѧѧ��: ��ѧ��, 2008, 42(3): 397-402.
BI Yun-bo, KE Ying-lin, DONG Hui-yue. Finite element simulation and analysis of deformation in machining of aeronautical aluminum alloy thin-walled workpiece[J]. Journal of Zhejiang University: Engineering Science, 2008, 42(3): 397-402.
[2] ��Ⱥ��, ��ӳ��, ����Ծ. �������Ͻ����ϳ���ӹ�������Ԫģ��[J]. �㽭��ѧѧ��: ��ѧ��, 2006, 40(1): 113-117.
CHENG Qun-lin, KE Ying-lin, DONG Hui-yue. Simulation of high-speed milling process of aerospace aluminum alloy[J]. Journal of Zhejiang University: Engineering Science, 2006, 40(1): 113-117.
[3] ��Ⱥ��, ��ӳ��, ����Ծ, ��. ��������ṹ��ϳ���ӹ�����Ԥ���о�[J]. �㽭��ѧѧ��: ��ѧ��, 2007, 41(5): 799-803.
CHENG Qun-lin, KE Ying-lin, DONG Hui-yue, et al. Distortion prediction for milling process of aerospace monolithic components[J]. Journal of Zhejiang University: Engineering Science, 2007, 41(5): 799-803.
[4] HE Ning, WANG Zhi-gang, JIANG Cheng-yu, et al. Finite element method analysis and control stratagem for machining deformation of thin-walled components[J]. Journal of Materials Processing Technology, 2003, 139: 332-336.
[5] Ratchev S, Liu S, Becker A A. Error compensation strategy in milling flexible thin-wall parts [J]. Journal of Material Processing Technology, 2005, 162/163: 673-681.
[6] Weinert K, Biermann D, Kersting M, et al. Experimental and computational analysis of machining processes for light-weight aluminum structures[J]. Advanced Materials Research, 2008, 43: 97-104.
[7] Weinert K, Grunert S, Kersting M. Analysis of cutting technologies for lightweight frame components in flexible manufacture of lightweight frame structures[J]. Advanced Materials Research, 2006, 10: 121-132.
[8] Wan M, Zhang W H, Qiu K P, et al. Numerical prediction of static for errors in peripheral milling of thin-walled workpieces with irregular meshes[J]. Journal of Manufacturing Science and Engineering, 2005, 127(1): 13-22.
[9] LI Hong-qi, SHIN Y C. A comprehensive dynamic end milling simulation model[J]. Journal of Manufacturing Science and Engineering, 2006, 128(1): 86-95.
[10] Rai J K, Xirouchakis P. Finite element method based machining simulation environment for analyzing part errors induced during milling of thin-walled components[J]. Internal Journal of Machine Tools & Manufacture, 2008, 48(6): 629-643.
[11] Liu S, Zheng L, Zhang Z H, et al. Optimal fixture design in peripheral milling of thin walled workpieces[J]. International Journal of Advanced Manufacturing Technology, 2006, 28(7): 653-658.
[12] Satyanarayana S, Melkote S N. Finite element modeling of fixture�Cworkpiece contacts: single contact modeling and experimental verification[J]. International Journal of Machine Tool and Manufacture, 2004, 44(9): 903-913.
[13] Sanchez H T, Estrems M, Faura F. Analysis and compensation of positional and deformation errors using integrated fixturing analysis in flexible machining parts[J]. International Journal of Advanced Manufacturing Technology, 2006, 29(3): 239-252.
[14] Liao Y G, Hu S J. An integrated model of a fixture�Cworkpiece system for surface quality prediction[J]. International Journal of Advanced Manufacturing Technology, 2001, 17(11): 810-818.
[15] Zaghbani I, Songmene V. A force-temperature model including a constitutive law for dry high speed milling of aluminum alloys[J]. Journal of Materials Processing Technology, 2009, 209(5): 2532-2544.
[16] Guo H, Zuo D W, Wu H B, et al. Prediction on milling distortion for aero-multi-frame parts[J]. Materials Science and Engineering A, 2009, 499(1): 230-233.
[17] ���, ��ӳ��, ��Ⱥ, ��. ��������ṹ�����ؼӹ�����У���Ĺؼ������о�[J]. ��е����ѧ��, 2003, 39(8): 120-124.
SUN Jie, KE Ying-lin, WU Qun, et al. Study on key technologies of straightening large-scale integrated part distortion due to machining[J]. Chinese Journal of Mechanical Engineering, 2003, 39(8): 120-124.
[18] Denkena B, Leon L D. Milling induced residual stresses in structural parts out of forged aluminum alloys[J]. International Journal of Machining and Machinability of Materials, 2008, 4(4): 335-344.
[19] LIAO Kai, WUW Yun-xin, GONG Hai. Pre-stretching simulation and residual stresses measurement in aluminum alloy thick plates[C]//2009 International Conference on Measuring Technology and Measurement Automation, 2009: 287-291.
[20] ����, ����һ. ���ͱ�������ṹ���ӹ����η���, 2008, 20(6): 1589-1593.
LIU Dong, CHEN Wu-yi. Simulation of thin wall integral structure distortion during machining[J]. Journal of System Simulation, 2008, 20(6): 1589-1593.
[21] GUO Hun, ZUO Dun-wen, WANG Shu-hong, et al. Effect of tool-path on milling accuracy under clamp-ping[J]. Transactions of NUAA, 2005, 22(3): 234-239.
(�༭ ������)
�ո����ڣ�2011-05-03�������ڣ�2011-08-26
������Ŀ�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2010CB731703)
ͨ�����ߣ�������(1963-)���У��㶫�����ˣ����ڣ���ʿ����ʦ����������Ԫ���棬���Ͻ���ӹ��о����绰: 0731-88830813��E-mail: wuyunxin@csu.edu.cn

