���±�ţ�1004-0609(2013)06-1567-08
������ٳ��μ����½�չ�����ڸ����ܲ��ϼӹ��е�Ӧ��
�պ�����ξ�������� ΰ������ޱ������������ ������ ������ �֣�����־
(������ҵ��ѧ ���̼��������ص�ʵ���ң����� 710072)
ժ Ҫ���ع��˼�����ٳ��μ����ķ�չ���̣�������������չ�ļ��־��д����Եļ�����ٳ��μ�����Ҫ���������۸����μ�����������μ���������������μ����Լ�ѡ���Լ����ۻ�������ԭ���������ص㼰�����о���չ���������⼸�ּ����ڽ������մɵȸ����ܲ����е�Ӧ�ã���ָ��������ٳ��μ�����ʵ�ָ����ܶȡ��߾����Լ����ӽṹ�����Լ��մɹ�����������;�������չ���˼�����ٳ��μ����ķ�չ���ơ�
�ؼ��ʣ�������ٳ��Σ��������մɣ����ϲ��ϣ���������
��ͼ����ţ�TB332 �� �� ���ױ�־�룺A
New development of laser rapid forming and its application in high performance materials processing
SU Hai-jun, WEI Kai-chen, GUO Wei, MA Ling-wei, YU Rui-long, ZHANG Bing,
ZHANG Jun, LIU Lin, FU Heng-zhi
(State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: The development history of laser rapid forming (LRF) was reviewed, and the theory, technical characteristics and recent development of several representative LRF techniques including the laser cladding forming, laser engineered net shaping, laser solid forming and laser selective melting techniques were summarized. On the basis, the applications of the above several techniques to high-performance metal and ceramic materials were introduced. The LRF technique is the most promising method to achieve advanced metals and ceramics with near-full density, high shaping precision and complex structure. Finally, the possible development trends of LRF in future were discussed.
Key words: laser rapid forming; metals; ceramics; composites; rapid solidification
������ٳ��μ���(Laser rapid forming��LRF)��20����ĩ��չ������һ�ֲ����Ʊ��¼������Կ��ٳ���ԭ��(Rapid prototyping��RP)�뼤���۸�����˼��Ϊ������ͨ����ϼ����������ơ�����ӹ������̼��������ؼ����������Լ���ѧ��ѧ���Ƚ���������������ٳ��μ�����õĶ���������֯ͨ�����ѻ�����չ��������άʵ��������Ӷ�ʹ��ͳ�IJ��ϳ��ζಽ���칤�ռ���Ϊһ�����죬���������˹�������Ч���Լ��������ܲ���ʡ�˳ɱ�������Ϊ�����������һ���ش�������Ƚ����켼���Ͳ����Ʊ����������·�չ����Ŀǰ����Ӧ���ڽ������մɡ������Լ����ָ��ϲ��ϵ��Ʊ����������[1-2]��
�봫ͳ���켼����ȣ�������ٳ��μ�����������ͻ���ص㡣
1) �����˴�ͳ����ȥ������μӹ����η��������ƣ����á���ɢ+�ѻ����ĉ��ij���˼�룬ͨ��ͬ���ͷ�(��˿)���۸����ֻ�����һ��ʵ�ֹ����ľ�ȷ���Σ�
2) �������������켼��������ʱ����Ԥ�Ʋ���ë�������ģ�ߣ������������ϼӹ������������˲��������ʣ���������Ƴɱ�������ɱ���ͬʱ����������������ڡ�һ��������ý���50%���ӹ���������70%���ϣ�
3) ������������ܹ�������ϸ����������֯�Լ����ೣ�����������õ�����֯��ʹ���ϵĸ��������ܻ�ô���ȵ�������µĹ������ԣ�����ѧ���ܳ��������ģ�����ͼ�����ѧ�����൱��
4) ���õIJ�����������ơ�������зdz��ߵ������ܶȣ��ܹ������ۻ����ֲ��ϣ����������ڴ�ͳ���������Ʊ������ۺϽ���۵��մɲ����Լ��ݶȹ��ܲ��ϣ���Ӧ�Ժ�ǿ��
5) ���칤��������������ijߴ硢���ӳ̶��أ��ܹ�����������ͳ���칤�������Ʊ�����״���ӵ�������籡�ڽṹ�������ǻ�ṹ�ȡ�
��ˣ�������������������Լ������ķ�չ��Ӧ��ǰ������20����90����𣬼�����ٳ��μ���������Ϊ��������о�������ע���ȵ㣬�����ٷ�չ�������������������ڼ�����ٳ���ԭ���Ļ�������ƺͿ����˶��ֲ�ͬ�����ļ�����ٳ��μ��������磬������Sandia����ʵ���ҷ�չ�ļ���������켼��(Laser engineered net shaping��LENS)[3]��Ӣ�������ִ�ѧ��������������ѧ��չ��ֱ�ӽ�����������(Direct metal deposition��DMD)[4]��Ӣ����������ѧ��չ��ֱ�Ӽ������켼��(Direct laser fabrication��DLF)[5]���¹���衹�ҵ��ѧFraunhofer���⼼���о�����չ�ļ���ѡ�����ۻ�����(Laser selective melting��LSM)[6]�Լ�������ҵ��ѧ��չ�ļ���������μ���(Laser solid forming��LSF)[7]�ȡ����ڼ�����ٳ��μ����������ķ�չ�Լ���������ǰ���ڸ÷�������չ�Ĺ��������������ڴ���Ҫ������Ŀǰ���·�չ�ļ��������ļ�����ٳ��μ�����ԭ���������ص㼰���ڸ����ܲ��ϼӹ��е�Ӧ�ã����Լ�����ٳ��μ����ķ�չ������չ����
1 ������ٳ��η�������չ
1.1 �����۸����μ���
1.1.1 �����۸����μ���ԭ��
�����۸���Ƽ���������۷���һ����Ҫ�IJ��ϱ�����Լ������������ø��ܼ�����(104~106 W/cm2)�ڽ���������ղ��շ���ѧ��Ӧ[8]��ͨ��Ѹ���ۻ�����ɢ�Ϳ������̵��ֶ�(��ȴ����102~106 ��/s)�ڽ������ı����γ�һ����10~1 000 mm������������������ѧ����ѧ���ܵ�ұ�����Ϳ�㣬���ֲ�������ijЩ���ܷ���IJ��㣬�Ӷ��������ƻ��ı�����ĥ����ʴ�����ȡ������������ܵ����ԣ��ﵽ������Ի�����Ŀ�ģ��������˲��ϱ�����ض����ܵ�Ҫ���ֽ�Լ�˴����Ĺ��ؽ���ԭ�ϡ��۸��������ӷ�ʽ��Ԥ�÷�ĩ���Լ�ͬ���ͷ۷��ȡ�ͼ1��ʾΪ�����۸����μ���ԭ��ͼ��
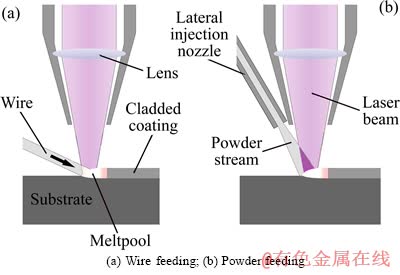
ͼ1 �����۸�����ԭ��ͼ
Fig. 1 Schematic diagram of cladding laser forming
1.1.2 �����۸����μ����ص�
��Ѻ�����Ϳ����ƺ���������ȴ�ͳ������Լ�����ȣ������۸����μ������������ŵ�[9]��1) Ϳ����������Ϊ��ȫұ���ϣ����ǿ�ȸߣ�2) �۽��������ʱ�γɵ��۳�С����Ӱ����С���ڹ������ͱ������ʱ���������˻��ģ�3) ������н��ƾ��ȵĿ��ټ��ȹ��̣��ܹ��ڻ��ı����γɳ�ϸ������֯�Լ��µĽṹ���������Ʋ��ϱ���������Լ���һ����չ���������ܣ�4) ���Ƽ���������������ܹ���������ϵ�ϡ�ͶȽ����ϵ͵ij̶ȣ��Ӷ��ڱ�֤�۸���������γ�ұ���ϵ�ǰ���£����ܱ���ԭѡ���۸����ϵ��������ܣ�5) ��ʵ��ѡ���۸���������Ľ���������ˣ���Լ�Ͻ���ϣ����������ɱ���6) �������÷�Χ�㣬�������еĽ������մɲ��϶��ܲ��ü����۸����κκϽ��ϡ����������ص㣬�����۸�������10�����ڲ��ϱ�����Է����ܵ��˹㷺��ע��
1.1.3 �����۸����μ����о���չ
�Դ�1974��GNANAMUTHU��[10]������һ�����ü����۸����ڽ����������۸���һ�������ר��������AVCO��METCO��˾������˴��������о�������Ϊ��ʵ��ȫ��λ�ͷۣ�KHANNA��[11]��Ƴ�һ�����µ�����װ�ã�����ĩ���ϡ������뼤��������ͬ�������ƶ������γ��۳أ���ĩ�����ʿɴ�40%[11]���¹�˹ͼ���ش�ѧ��չ�˼��⸨����ĩ�̻���LAPS-Jϵͳ(Laser aided powder solidification/ powder jet)�����ô���ҿ�ѧԺ�������켼���о�����չ�˼���ϳɼ�LCϵͳ(Laser consolidation)�����⣬�������¹����ձ��ȹ��ҵ������о�����Ҳ���������о������������������пƼ���ѧ���й���ѧԺ���廪��ѧ��������ҵ��ѧ�ȶ�ҵ�λ�ڼ����۸��豸�����̿��Ʒ�����о�ȡ���˴�����չ��ͼ2��ʾΪ���ü����۸��������ĸ�ѹѹ������챱��ڵ��� Ƭ[6]���廪��ѧ��еϵ����ӹ��о����������Ƴ��ʺ���ֱ�������������ĸ��ֹ���ͬ���ͷ�������Զ��ͷ�������չ�˼�������������켴LRFMϵͳ���п�Ժ�Ѿ����������ɼ������ܼӹ�ϵͳ�����ſ��Ƽ����Լ�����������ķ�չ�������۸�����Խ��Խ�����ܻ����Զ�������ǰ����

ͼ2 �����۸��������ĸ�ѹѹ������챱��ڵ���Ƭ[6]
Fig. 2 Photos showing repaired groove walls of front drum of high pressure compressor by laser cladding[6]
1.2 ��������
1.2.1 ������μ���ԭ��
�ڽ��м����۸�������ʱ����ʱΪ��ʵ�����Ͳ���ȱ��IJ��ϣ�������Ҫ���ж��ӹ�����ˣ���20����90���ĩ�������Ϲ�˾������Sandia����ʵ���Һ��������˼�����μ���(���LENs)���ü����������۸������Ϳ���ԭ�ͼ������ϣ����ü��������Ԥ�����������λCADģ�ͣ����÷ֲ���Ƭ������ø�������״�IJ�����Ȼ���ɸò������ɼ���ɨ��·���Ŀ��ƴ�����ƹ���̨���ƶ��ͼ���ɨ��·�������ü����۸������������ѻ���ͬʱͨ�����LENs �����е����ź�ʵʱУ�������������������������̣������γɾ���һ����״����άʵ��ģ�͡�LENsװ����Ҫ��Nd��YAG���弤�������ɵ�����ɷֵ������䡢���������ϵͳ������������ϵͳ���ͷ�ϵͳ���ɣ���ͼ3��ʾ��ͨ�����ù�������Ľ���������������ӹ����ܹ�ֱ����Ϊ����ע�������ģ�ߡ�
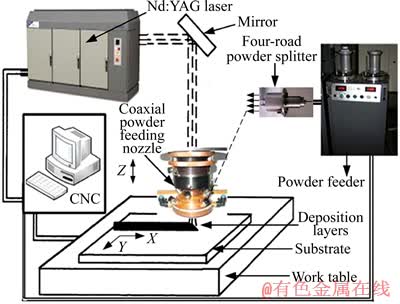
ͼ3 ������μ���ʾ��ͼ[12]
Fig. 3 Schematic diagram of LENs system[12]
1.2.2 ������μ����ص�
������μ�����RP�����Ļ���˼·һ�£������п���ԭ�ͼ������ص��⣬�����������¶��ص��ŵ㣺1) ���β��Ϸ�Χ�㣬�����ӹ����϶Լ����нϸߵ������ʣ�������LENs����������2) ����Ҫ���������ģ�ߣ�����ģ����ƺ������ɱ����������ڴ�����̣�Ч�ʸߣ�3) �봫ͳ���ι�����ȣ�LENs���ճ��εĽ���������û����ʧ����ǿ��������ߣ�4) ���ڼ����Դ���õ���������Nd:YAG����������˼�������ɲ��ù��˴��䣬���谺��Ĺ�ѧ������Ƭ����·��ƺͳɱ���ͣ����Ӳ��������ԣ�5) �뼤���۸�������ȣ�LENs���Ʊ����ʲ���(�����ݶȲ��ϡ����ϲ���)������ж��ص����ơ�Ȼ����LENs��ȱ����Ҫ������ϵͳ������ɱ�̫�ߡ�����ľ��Ⱥͳ���Ч����Խϵͣ���Щ������������˸ü����Ĺ㷺�ƹ㣬ʹ�øü���Ŀǰ����һЩ�����ۺ�Ĺ�������ҵ�еõ�����Ӧ�á�
1.2.3 ������μ����о���չ
1998�꣬����Sandia����ʵ���������Ƴ�����Ʒ���ļ����������ϵͳLENs 750��ͨ���ı伤��ʡ��������ʡ������ͷ��ʵȷ��������������ɻ�����ܡ�������ҶƬ����������ܽ���������������ʴ����ߣ�������Ŀ���ǿ�ȺͶ���ǿ�Ƚϴ�ͳ�������кܴ���ߡ�ͼ4��ʾΪ����LENs��������ķɻ���Ҽܲձ���Ƭ�������������Ŵ��ʰ뵼�弤�����ķ�չ�����ð뵼�弤������Ϊ�����Դ��LENsϵͳ���֣������̨����������Ṥ��̨��չ�����Ṥ��̨�Լ������ܶ����ɶȻ���������ҵ�����ˣ����������˹������εľ��Ⱥ����ԡ��¹�ͨ�칫˾������DMD505 LENs�豸��ϵͳ������������ϵͳ���ӹ���ΧΪ2 000 mm��1 000 mm��750 mm[13]��
������ҵ��ѧ���̼��������ص�ʵ���һ������ͱ������պ����ѧ��������[14]���翪չ�������ϵļ�������豸�������о�����������ͨ����������ʵ���Ż��˹��ղ���������˽�Ϊ���ӵ�Ti�Ͻ�Ni�Ͻ��Լ������仯����ȵļ�����μ�����������������������֯���ȣ�����ѧ������ͼ��������ѧ�����൱��������ʵ����������
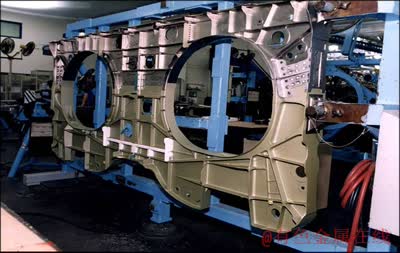
ͼ4 ����LENs��������ķɻ���Ҽܲձ���Ƭ
Fig. 4 Photo of exterior hanging wall of plane fabricated by LENs
1.3 ������������
1.3.1 ����������μ���ԭ��
����������μ������ڼ�����μ����Ļ����Ϸ�չ�����ģ�����Ϊ��ʵ�ָ����ܸ��ӽṹ���ܽ������������ģ���ɳ��ε����ͼ���ӹ��������ü���ԭ����LENs�������ƣ��������ڼ�����������������άCADʵ��ģ�ͣ�Ȼ��ģ�Ͱ�һ�������Ƭ�ֲ㣬�����������ά��״��Ϣת����һϵ�ж�ά������Ϣ�����������ϵͳ�Ŀ����£���ͬ���ͷۼ����۸��ķ�����������ĩ���ϰ������·���ڻ�����������������Ķ�ά��״���ظ���һ�������ѻ��Ӷ�������άʵ���������LENs��ͬ������ʹ�õļ��������ʡ��������ʼ����ػ����Ŀɶ�������ͬ�������������ͨ������CO2��������ͼ5��ʾΪ����������μ���ʾ��ͼ[15]��
1.3.2 ����������μ����ص�
����������μ������������ŵ㣺1) �������ë�����������Ի��̶ȸߣ������IJ�Ʒ���ι��������ȸߣ�����˲��������ʣ�����������ɱ������������������ڣ�2) ������ƺ�����ģ�ߣ��������ơ���ģ���ֲ���Ƭ�Լ�������̾��ɼ����������ƣ��������˹���Ч�ʺ����쾫�ȣ�3) �뼤���۸���ȣ��������������ͬ�ֽ������ϵĶ���۸��������֮���ұ�����������ߣ�4) ����������ι����У������ڸ��ܼ����������¿����ۻ������̣�����Ʊ���������ܶȸߣ���֯ϸ�ܣ����ܴ����ߣ�5) ����������μ��������������ڳ���ǿ����ѧ�غɵ���άʵ���������Ŀ������죬���һ���Ӧ��������Ͼ��нϸ�����״��һ���������ȱ�ݡ���ӹ����˻�������˵�������ˣ��ں��ա����졢�����ȸ��¼�������չʾ��������Ӧ��ǰ����
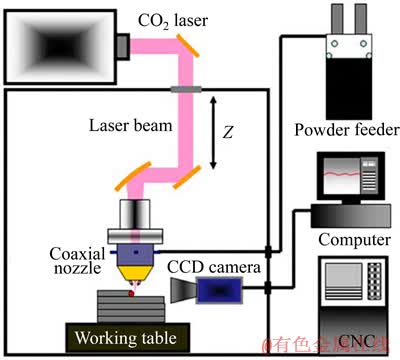
ͼ5 ����������μ���ԭ��ʾ��ͼ[15]
Fig. 5 Schematic diagram of laser solid forming [15]
1.3.3 ����������μ����о���չ
����������μ����ڸ����ܺ��ӽṹ�Ľ������������������ж��ص����ƣ���չѸ�͡�MAZUMDER��[16]ͨ���ںϼ��⡢�����������������ƽ̨��CAD/CAM�������۸�ұ��ѧ�ȶ��ּ������о�������ֱ�ӽ��������ļ����������ϵͳ���ܹ����������ֱ��Ӧ�õĽ���������¹����ʻ������������о���[17]ͨ���ںϲ������Ӻ�ȥ�����������˿��ƽ����ѻ������ļ����������ϵͳ����Ч����������ľ��Ⱥͱ���ֲڶȣ���������[2]��������������������ר�ü���������ٳ��λ������ε�����ߴ����ﵽ 600 mm��400 mm��400 mm�������������ºϽ𡢲���֡��ѺϽ�Ϳ�ǻ����Ȳ��ϵij��ι������Խ����˴����Ĺ���ʵ�顣ͨ���Թ��ղ��������Ż�, �������״��Ϊ���ӵļ���������ν�����������μ����ι�����ȱ�ݣ������������á�������������߿����������Ʊ��������մɲ��ϵļ����������ϵͳ����ṹʾ��ͼ��ͼ6��ʾ[18]��

ͼ6 �Ľ����Ʊ��մɲ��ϵļ����������ʾ��ͼ[18]
Fig. 6 Schematic diagram of modified laser solid forming for preparing ceramics[18]
1.4 ѡ���Լ����ۻ�����
1.4.1 ѡ���Լ����ۻ�����ԭ��
ѡ���Լ����ۻ�����(SLM)�ǿ���ԭ�����켼����һ����Ҫ��֧��������ѡ���Լ����սἼ���Ļ����Ϸ�չ�����ģ����ø߹����ܶȵļ�����ֱ���ۻ�������ĩ����þ���ұ���ϣ�����ܶȽӽ�100%���ṹ���ӡ��ߴ羫�ȸߵĽ������[6]��SLM����ԭ�������ü�������Ƴ�CADģ�ͣ��÷ֲ���Ƭ�����������γ�һϵ�еı���ز㣬���ͬʱ��ø��ز���Ϣ��������������ز������Ƽ�������ѡ���Ե��ۻ�����Ľ�����ĩ���ϡ���һ���ĩ�ӹ���ɺ۴��½�һ�����룬�ͷ���ͬʱ������һ���ĩ���˹��̲��Ϸ������ѵ�����ά���������SLM������Ҫʹ������ĩ��ȫ�ۻ���ֱ�ӳ��ν������������Ҫ�߹����ܶȼ����������ʹ�ù���ģʽ�����Ĺ��˼�������Ϊ����Դ������۽�����ʮ�������ס�Ŀǰ��SLM ����ͨ��������50 W���ϣ������ܶȴ�5��106 W/cm2 ����[1]��ѡ���Լ����ۻ���ʾ��ͼ��ͼ7��ʾ[19]��
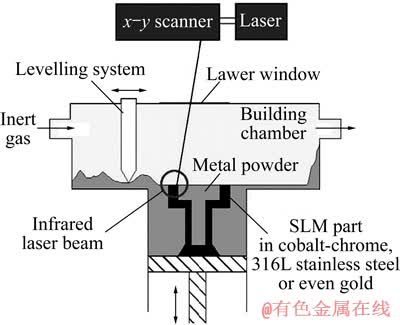
ͼ7 ѡ���Լ����ۻ����μ���ʾ��ͼ[19]
Fig. 7 Schematic diagram of selective laser melting[19]
SLM��LSF������֮ͬ�����ڣ�SLM�ǻ��ڷ�ĩ���IJ��Ͽ����Ʊ���������LSF�ǻ��ڼ����۸������Ŀ������켼����
1.4.2 ѡ���Լ����ۻ������ص�
ѡ���Լ����ۻ������ص����¡�
1) �Ʊ�������ܶȺ;��ȸߡ���֯ϸС�����ܶȼ����ﵽ100%����Ʒ��������κκ������ջ�ֻ����мı��洦����ֱ�������������������ѧ��������칤�������������ѧ�����൱��
2) �������ڶ̣���CAD��Ƶ�����ļӹ����ֻ�輸Сʱ����ʮСʱ����һ�ص�ʹ���ر��ʺ����²�Ʒ�Ŀ����������ɱ��ͣ����������μ����ɱ���ġ�
3) ����ϵͳʹ������ӳ�ٶȿ졢��λȷ���dz��ʺϼӹ��ߴ��С����״���ӡ�Ҫ���ܵ������
4) ��LENs������ȣ�LSM���ι���������ĸ��ӳ̶��أ��ڼ���������¼������������κθ�����״������������Ǿ��и��Ӱ����֣��пպ���ά���㲿����
5) ���Ϸ�Χ���������ϼ��Ⱥ��ܹ��ۻ��IJ��϶�����ͨ��SLM���г��Σ��������������Ϻ��մɵȶ��ֲ��ϡ�
1.4.3 ѡ�����ۻ������о���չ
Ŀǰ���¹��ڸü������������ȵ�λ��1995�꣬�¹���衹�ҵ��ѧILT�о������������LSM����������2002�����Ƴɹ���֮��ü�����չѸ��[6]�����������¹�EOS��˾�Ƴ���EOSINTM270��SLM�豸���伤����Ϊ����Yb���˼���������С��߽�Ϊ100 mm�������ܶȸߣ���֧�ָ��ߵ�ɨ���ٶȣ�����������ļ�����Ӱ��ͳ��ι��̵ı���[19]��MCP��˾�������ܹ�ֱ�ӳ��ν��������SLM�豸MCP Realizer���ӹ����Ⱦ�ȷ���ƿɴﵽ30 mm�������߳��ξ��ȣ��Ҽӹ������澫�Ⱥá�ͼ8��ʾΪ����SLM�����Ʊ��ĸ�ѹ����ҶƬβԵ��Ƭ[6]�������ZHANG��[20]����SLM�����ɹ��Ʊ������ܶȴ���99%�����и�����״��Ti-24Nb-4Zr-8Sn�Ͻ���ɡ�屭(��ͼ9)������������ѧ�����пƼ���ѧ���Ͼ����պ����ѧ���翪չ�˹���SLM�������о������пƼ���ѧ�Ⱥ��Ƴ���HRPM-I��HRPM-II����SLM�豸������˴�ߴ�SLM������ڱ��ε����⣬�ɹ����������д��������̨(250 mm��250 mm)��SLMϵͳ������������ѧ�������ͨ����Ƽ�����˾����������SLM �����豸����DiMetal-280�������������ܶȡ�97%���ߴ羫��20~100 mm[1]���Ͼ����պ����ѧ�˶�����[21]����SLM�����Ʊ�����״���ӡ������ܶȵ�TiCx/Ti�����ϲ��ϡ�

ͼ8 ����SLM�����Ʊ��ĸ�ѹ����ҶƬβԵ��Ƭ[6]
Fig. 8 Photos of patch produced by SLM(a) and welded into PW4000 HPT vane(b)[6]
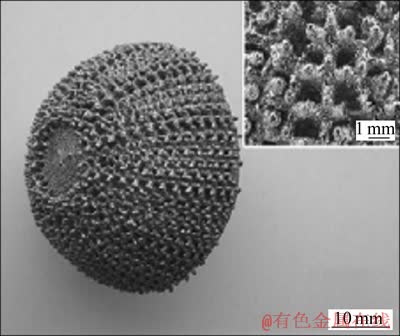
ͼ9 ����SLM�����Ʊ�����Ti-24Nb-4Zr-8Snɡ�屭��ò[20]
Fig. 9 Morphologies of small scale Ti-24Nb-4Zr-8Sn alloy acetabular cup manufactured by SLM [20]
2 ������ٳ��μ����ڸ����ܲ��ϼӹ��е�Ӧ��
2.1 ������ٳ��μ����ڽ��������е�Ӧ��
�Դ�1995������������������ܽ�������ļ�����ٳ��μ����������ü���������ص����ƺͼ�ǿ�ľ�����Ѹ���ں��ա����졢��ҵ���졢ҽ�ơ����š����õ��������˹㷺��Ӧ�á�����Sandia����ʵ�����о��˲���֡������Ͻ��ѺϽ����۽����Ȳ��ϵ���֯�����ܣ������øü����ɹ������謁�ҿ����ܣ���ʾ���ü����ڸ����ܽ������ֱ�ӳ��η�������ơ�
���������ѺϽ��ڷɻ��е�Ӧ��Խ��Խ�࣬������ٳ��μ����ڴ����ӺϽ�ṹ��ֱ�ӳ��η���ͻ�������Ƽ����ڷɻ�װ�����������еĹ���Ӧ��ǰ��ʹ�������ѺϽ�ṹ���ļ�����ٳ����о���Ϊ��������о��ص㡣����MTS��˾��1997�����ר�Ŵ����ѺϽ�ɻ��ṹ��������ٳ��μ���������Ӧ�õ�AeroMet ��˾�����м�����ٳ����ѺϽ�ɻ��ṹ����Ӧ�ü���ؼ������о���ֱ�ӳ��γ������ѺϽ�ɻ��ṹ������2000��9������˼�����ٳ����ѺϽ�ɻ������ṹ���ĵ������ܿ������飬�����ľ�ǿ�ȼ�ƣ��ǿ�ȴﵽ�ɻ����Ҫ��[7]������2001��ΪBoeing��˾F/A-18E/F �������ϼ�/�������ṩС�������Ʒ�����������ͷ���������ѺϽ�γ����ṹ��������ѧ����ȫ�泬����ͳ���칤�յĽṹ������ѧ���ܣ����ҳɱ������ڶ̣�����ʵ���˼�����ٳ����ѺϽ�γ����ṹ���� F/A-18 ��ս���ϵ���֤���˺�װ��Ӧ�ã����ƶ���ר�ŵļ�����(AMS 4999)�����⣬������ٳ��μ����ڸ����ܺ��շ�����ҶƬ������������Ҳ������Ҫ��Ӧ�á�Rolls-Royce��RB211�ɻ���������ѹҶƬͨ����1 600 K�¹������ô�ͳ����������ҶƬ�ڸ����»�������ƣ����ü�����ٳ��μ��������õ���ҶƬ������ڸû����ºܺõع������������øü�������ҶƬ��ͨ�������������´�����ͷۣ���������һ��ҶƬֻ��75 s���Ͻ���������50%������Los Alamos ����ʵ����(LANL)���ü���ֱ�Ӽ�����������а���ֱ�ڡ�ͨ�ס���ǵ�������ӹ����ϰ���AlSi 316��400����֡�Fe2Ni�Ͻ�Al2Cu�Լ�TiAl��NiAl�Ƚ����仯��������ָü��������ĺϽ�Ϊ������ұ���ϣ���ϸ�Ķ��������ضѻ������������������������ҿ���ǿ�Ⱥͽ�ϴ�ǿ�Ⱦ�������ߣ���ֱ������쳤������̬��3~4����ˮƽ������쳤�ʲ�������̬�ģ������ƽ���������������1.5��[16]��������ٳ��μ������������ڼӹ����Խ������������١�謁�������������������ṩ�������յĹ��������������˷��١�����������ҵ��ѧ�ͱ������պ����ѧ�ֱ����ü���������μ������Ƚ��������ϡ������仯���������ĥ��ʴͿ�㡢�ѺϽ𡢸��ºϽ𡢽����ݶȸ��ϲ����Լ���������ȸ����ܽ������������������Ƚ����������о�[2, 14]��
2.2 ������ٳ��μ������մɲ����е�Ӧ��
�������մɾ�����������º�����ѧ���ܡ����õĿ�����������ʴ�Լ���ĥ�ԣ��ر���ZrO2�մ���ҽѧ����������õ����������ԣ�����������ֲ�����������������������ˣ��������ܵ����ǵĹ㷺��ע��Ȼ�����մɾ��нϸߵ��۵��Ӳ���Լ��ϴ�Ĵ��ԣ���ͳ�ս��Ʊ����ճ��������Ʊ��IJ������ܶȵ͡�ǿ�Ƚϵ͡�ɫ���ر��������Ʊ���״���ӵ�����������ӹ�������ˣ����������������ʼ���Խ��������ϵļ�����ٳ��μ���Ӧ�õ��������մ�������SHISHKOVSKY��[22]����SLM�����ϳɳ���Al2O3-ZrO2�����մɣ�Ȼ���Ʊ��Ĺ����ڲ����д����Ŀ�϶�����ơ����Fraunhoferʵ���Ҷ�SLM���������˸Ľ���ͨ������YAG������Ԥ���մɷ�ĩ���Ʊ��������ƣ��ܶȽӽ�100%��Al2O3-ZrO2�����մɡ�HAGEDORN��[23]���������о��ɹ�������SLM�����ɹ�������3��λ��ȫ�ɹ̶�֧�ܣ������������� �ͼ10��ʾΪ����LSM�����Ʊ���Al2O3-ZrO2�մ�����֧��ģ����Ƭ[23]����������������øĽ��ļ�����������ͷۼ����ɹ����Ʊ��˱���⻬���ܶȽ�100%�ĸ�����Al2O3/YAG��ߴ繲�����������մ�[18]�����⣬�����۸��������������˹��Ʊ�����ʯ�����ܶȼ�Ӳ������Ȼ����ʯ���൱�����������õľ�������[24]��

ͼ10 ����SLM�����Ʊ���Al2O3-ZrO2�մ�����֧��ģ����Ƭ[23]
Fig. 10 Photo of dental restoration bridge for posterior region prepared by SLM[23]
3 չ��
1) ̽����Ч�������������������ijߴ羫�Ⱥ���״���ȵķ�������һ�����ͼӹ��ɱ���
2) ������ٳ��μ����������ض����������֯�������Ŀ����о��� ����������ٳ���������̵ļ������ֵģ�������ģ�͡�
3) ���뿪չ�������ܽ����ṹ�����ļ���������о�����Ч���ͼ�����ٳ����豸�������ά���ɱ���
4) ������չ������ٳ��μ����ڸ������մɲ����Ʊ�����Ĺ��ջ��ۣ�δ��������ٳ��μ������Ʊ������������մɷ�����кܴ��DZ����
References
[1] ����ǿ, �� ��, �� ��, ������, ¬����. ������ٳ��μ����ھ��ܽ���������������е�Ӧ��[J]. �������켼��, 2010, 16: 48-52.
YANG Yong-qiang, WANG Di, YANG Bin, LUO Zi-yi, LU Jian-bin. Application of laser rapid prototyping technology in rapid manufacturing of precise metal part[J]. Aeronautical Manufacture Technology, 2010, 16: 48-52.
[2] ������, �� ��. ����������θ����ܽ�������о���չ[J]. �й����Ͻ�չ, 2010, 29: 12-27.
HUANG Wei-dong, LIN Xin. Research progress in laser solid forming of high performance metallic component [J]. Materials China, 2010, 29: 12-29.
[3] GRIFFITH M L, KEICHER D M, ATWOOD C L, ROMERO J A, SMUGERESKY J E, HARWELL L D, GREENE D L. Free form fabrication of metallic components using laser engineered net shaping (LENS)[C]// Solid Freeform Fabrication Proceedings. Texas, USA, University of Texas at Austin, 1996, 9: 125-131.
[4] MURPHY M L, STEEN W M, LEE C. A novel prototyping technique for the manufacture of metallic components[C]// Proceeding of ICALEO, 1994. Orlando: Laser Institute of America, 1994: 31-40.
[5] WU X, Sharman R, Mei J, VOICE W. Direct laser fabrication and microstructure of a burn resistant Ti alloy[J]. Materials and Design, 2002, 23(3): 239-247.
[6] ANDRES G, GERHARD B, INGOMAR K. Laser additive manufacturing laser metal deposition (LMD) and selective laser melting (SLM) in turbo-engine applications[J]. Laser Technic Journal, 2010, 7(2): 58-63.
[7] ������, ������, ����Ƽ, �¡���, �ŷ, �֡���. �������ϼ���������μ���[J]. ���Ϲ���, 2002, 3: 40-43.
HUANG Wei-dong, LI Yan-min, FENG Li-ping, CHEN Jing, YANG Hai-ou, LIN Xin. Laser solid forming of metal powder materials[J]. Journal of Materials Engineering, 2002, 3: 40-43.
[8] ����ǿ, �Ŵ��. �����۸�-��������Ϸ���ȡTiNi-TiN�ݶȲ���[J]. �й���ɫ����ѧ��, 2006, 16(2): 213-218.
YANG, Yong-qiang, ZHANG Cui-hong. Synthesis of TiNi-TiN gradient coating by hybrid method of laser cladding and laser nitriding[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(2): 213-218.
[9] Ҧ���. �����۸������ٳ���ר��������ĩ������[D]. ����: ɽ����ѧ, 2006.
YAO Xiu-jun. Study on Ni-based alloy powders for the laser cladding and the rapid forming[D]. Ji��nan: Shandong University, 2006.
[10] Gnanamuthu D S. High temperature coatings by surface melting[P]. US 3952180, 1976-04-01.
[11] Khanna A S, Kumari S, Kanungo S. Hard coatings based on thermal spray and laser cladding[J]. International Journal of Refractory Metals & Hard Materials, 2009, 27: 485-491.
[12] LU Z L, LI D C, LU B H, ZHANG A F, ZHU G X, PI G. The prediction of the building precision in the Laser Engineered Net Shaping process using advanced networks[J]. Optics and Lasers in Engineering, 2010, 48: 519-525.
[13] �Ŷ���, ������, �Խ���, ������. ����ֱ���������������������½�չ[J]. �й�����, 2010, 37: 18-25.
ZHANG, Dong-yun, WANG Rui-ze, ZHAO Jian-zhe, ZUO Tie-chuan. Latest advance of laser direct manufacturing of metallic parts [J]. Chinese Journal of Laser, 2010, 37: 18-25.
[14] ������. ���ո����ܽ����ṹ��������ٳ����о���չ[J]���������켼��, 2005, 12: 26-28.
WANG Hua-ming. Advance of laser rapid forming of aviation metallic parts[J]. Aeronautical Manufacture Technology, 2005, 12: 26-28.
[15] TAN Hua, CHEN Jing, ZHANG Feng-ying, LIN Xin, HUANG Wei-dong. Process analysis for laser solid forming of thin-wall structure[J]. International Journal of Machine Tools & Manufacture, 2010, 50: 1-8.
[16] MAZUMDER J, DUTTA D, KIKUCHI N, GHOSH, A. Closed loop direct metal deposition: art to part[J]. Optics and Lasers in Engineering, 2000, 34: 397- 414.
[17] Xue L, Chen J Y, Islam M U, Prifchard J, Manente D, Rush S. Laser consolidation of Ni base IN738 super alloy for repairing gas turbine blades[J]. ICALEO, 2000, 89: 31-38.
[18] SU H J, ZHANG J, LIU L, ECKERT J, FU H Z. Rapid growth and formation mechanism of ultrafine structural oxide eutectic ceramics by laser direct forming[J]. Applied Physics Letters, 2011, 99: 221913.
[19] SANTOS E C, SHIOMI M, OSAKADA K. Rapid manufacturing of metal components by laser forming[J]. Intemational Joumal of Machine Tools and manufacture, 2006, 46: 1459-1468.
[20] ZHANG L C, KLEMM D, ECKERT J, HAO Y L, SERCOMBE T B. Manufacture by selective laser melting and mechanical behavior of a biomedical Ti-24Nb-4Zr-8Sn alloy [J]. Scripta Materialia, 2011, 65: 21-24.
[21] �� ��, �˶���, ���Ը�, �Ϲ��. ѡ�������ۻ��Ʊ�TiCx/Ti�����ϲ��ϵ����ܻ�������֯[J]. �й���ɫ����ѧ��, 2011, 21(7): 1554-1561.
LI Chuang, GU Dong-dong, SHEN Yi-fu, MENG Guang-bin. Densification and microstructure of TiCx/Ti nanocomposites prepared by selective laser melting[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(7): 1554-1561.
[22] SHISHKOVSKY I,YADROITSEV I, BERTRAND P, SMUROV I. Alumina�Czirconium ceramics synthesis by selective laser sintering/melting[J]. Applied Surface Science, 2007, 25(4): 966-970.
[23] HAGEDORN Y C, WILKES J, MEINERS W, WISSENBACH K, POPRAWE R. Net shaped high performance oxide ceramic parts by selective laser melting[J]. Physics Procedia 2010, 5: 587-594.
[24] ������. 21���͵��Ƚ����졪���⼼���빤��[M]. ����: ��ѧ������, 2007: 442-461.
ZUO Tie-chuan. Advanced manufacturing technology of 21 century��Laser science and technology[M]. Beijing: Science Press, 2007: 442-461.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51272211��51002122)������ʡ��Ȼ��ѧ����������Ŀ(2010JQ6005)�����տ�ѧ����������Ŀ(2010ZF53064)���й���ʿ���ѧ����������Ŀ(2012M510218)��������ҵ��ѧУ����ѧ������ʵ��ƻ�(XJ1025)
�ո����ڣ�2012-09-13�������ڣ�2013-01-09
ͨ�����ߣ��պ����������ڣ���ʿ���绰��029-88492228��E-mail: shjnpu@nwpu.edu.cn

