高硅铝合金电子封装材料研究进展
来源期刊:中国有色金属学报2012年第9期
论文作者:彭超群 解立川 王日初 王小锋 蔡志勇 刘兵
文章页码:2578 - 2587
关键词:高硅铝合金;电子封装;性能;熔炼铸造;浸渗法;喷射沉积
Key words:high silicon aluminum alloy; electronic packaging; casting; infiltration; spray-forming
摘 要:阐述电子封装材料的基本要求,论述高硅铝合金材料的研究概况及其性能特点,分析熔炼铸造、浸渗法、快速凝固/粉末冶金和喷射沉积制备方法的优缺点,并指出高硅铝合金电子封装材料的发展方向。
Abstract: Basic requirements of electronic packaging materials were reviewed, the characteristics and research situation of the high aluminum-silicon alloys were discussed, and the advantages and disadvantages of the preparation processes that include casting, infiltration, rapid solidification powder metallurgy and spray-forming were analyzed. Moreover, the development tendency of high aluminum-silicon alloy electronic packaging materials was pointed out.
文章编号:1004-0609(2012)09-2578-10
解立川,彭超群,王日初,王小锋,蔡志勇,刘 兵
(中南大学 材料科学与工程学院,长沙 410083)
摘 要:阐述电子封装材料的基本要求,论述高硅铝合金材料的研究概况及其性能特点,分析熔炼铸造、浸渗法、快速凝固/粉末冶金和喷射沉积制备方法的优缺点,并指出高硅铝合金电子封装材料的发展方向。
关键词:高硅铝合金;电子封装;性能;熔炼铸造;浸渗法;喷射沉积
中图分类号: 文献标志码:A
XIE Li-chuan, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, CAI Zhi-yong, LIU Bing
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Basic requirements of electronic packaging materials were reviewed, the characteristics and research situation of the high aluminum-silicon alloys were discussed, and the advantages and disadvantages of the preparation processes that include casting, infiltration, rapid solidification powder metallurgy and spray-forming were analyzed. Moreover, the development tendency of high aluminum-silicon alloy electronic packaging materials was pointed out.
Key words: high silicon aluminum alloy; electronic packaging; casting; infiltration; spray-forming
基金项目:国家军品配套项目(JPPT-125-GH-039)
收稿日期:2012-01-20;修订日期:2012-06-08
通信作者:彭超群,教授,博士,电话:0731-88877197;E-mail:pcqpcq@csu.edu.cn
随着现代电子信息技术的迅速发展,电子系统及设备向大规模集成化、小型化、高效率和高可靠性方向发展。电子封装正在与电子设计及制造一起,共同推动着信息化社会的发展[1]。由于电子器件和电子装置中元器件复杂性和密集性的日益提高,因此迫切需要研究和开发性能优异、可满足各种需求的新型电子封装材料。
热膨胀系数、热导率和密度是现代电子封装材料必须考虑的三大要素。只有充分满足这3项基本要求,并具有合理封装工艺性能的材料才能顺应现代电子封装技术的发展要求。理想的电子封装材料应满足以下性能要求[2]:1)较低的热膨胀系数(Coefficient of thermal expansion,CTE),要求与Al2O3和GaAs芯片相匹配,以避免CTE相差过大产生热应力使芯片受损;2)较高的热导率(>100 W/(m・K)),保护芯片不因温度过高而失效;3)较低的密度(<3 g/cm3),减轻器件的质量;4)合理的刚度(>100 GPa),对机械部件起到稳定支撑及保护作用;5)稳定的化学性质。此外,电子封装材料还应具有易于精密加工、造价低廉以及能够大规模生产等特点。
电子封装材料主要有三大类[3]:陶瓷封装材料、塑料封装材料和金属及金属基复合材料。其金属基复合材料可以将金属基体优良的热导性能和增强体材料低膨胀系数的特性结合起来。因此,电子封装用金属基复合材料成为未来发展的重要方向。目前传统的金属及金属基封装材料主要有Al、Cu、Mo、W、Kovar、Invar和W-Cu等,关键性能如表1所列[4-6]。其中,Kovar合金(Fe-Ni-Co)和Invar合金(Fe-Ni)虽然具有较低的热膨胀系数,可以与Al2O3和GaAs相匹配,但其热导率差、密度高、刚度低,不能满足电子设备轻量化的要求。为获得较低的热膨胀系数,将Cu与热膨胀系数较小的Mo和W混合形成复合材料,该材料可以获得较高的热导率,但密度却比Kovar合金的还要高,不适合做航空航天材料。Al具有热导率较高、密度较低、成本低及强度高等优点,可以采用较高含量的低热膨胀系数颗粒进行复合,从而降低合金的热导率,与半导体材料相匹配[7]。SiC/A1复合材料具有 密度低、热导率高、热膨胀系数低,以及SiC强化作用使强度和刚度提高等优点,成为目前研究最多的电子封装材料之一[8],但其制备工艺复杂,并且SiC非常坚硬以至于用普通刀具难以加工,加工后表面难以电镀处理,使其应用领域受到限制。综上所述,传统金属基电子封装材料在性能及制备技术方面均存在着很多不足,难以满足现代电子信息技术对封装材料的要求,新型高硅含量的硅铝复合材料(常称作高硅铝合金)的出现引起了研究者的重视。
表1 常用电子封装材料及性能[4-6]
Table 1 Property data for materials used for electronic packaging[4-6]

高硅铝合金密度在2.3~2.7 g/cm3之间,热膨胀系数(CTE)在4.1×10-6~23.6×10-6 K-1之间,提高硅含量可使合金材料的密度及热膨胀系数显著降低。同时,高硅铝合金还具有热导性能好,比强度和刚度较高,与金、银、铜、镍的镀覆性能好,与基材可焊,易于精密机加工等优越性能[9-10]。但由于高硅铝合金中存在大量粗大的初晶硅,材料韧性和塑性变差,脆性增加,难以加工成型。因此,如何采用先进的制备工艺细化组织,改善粒子形态、大小及分布,提高力学性能,最终制备出综合性能优异的高硅铝合金材料,是近年来国内外研究的重点[11]。本文作者总结高硅铝合金封装材料的研究进展和性能特点,分析高硅铝合金材料制备工艺的优缺点,并指出高硅铝合金电子封装材料的发展方向。
1 高硅铝合金电子封装材料的研究概况
高硅铝合金材料能够保持硅和铝各自的优异性能,并且硅、铝的含量相当丰富,硅粉的制备技术成熟,成本低廉,同时这种材料对环境没有污染,对人体无害。高硅铝合金材料将成为一种具有广阔前景的电子封装材料,特别是在航空航天等空间技术领域,国内外学者都对其进行了大量研究。
1.1 国外研究概况
针对这种高硅铝合金复合材料,欧盟率先启动了BRITE/EURAM研发项目,在与Osprey Metal公司、Alcatel Space和GEC-Marconi公司通力合作下,采用喷射沉积技术及后续加工技术研制出CE系列(Controlled Expansion线膨胀系数可控)高硅铝基电子封装材 料[12]。该类合金组织均匀、性能优良,并且具有良好的机械加工性能。CE合金牌号及性能如表2所列[6]。CE系列合金可应用于很多领域,其中CE7和CE9合金由于CTE与Si和GaAs匹配度较高,可应用于阴极射频(RF)、微波电路封装和航空航天飞行器电子系统中[9] 。CE7合金(Al-70%Si)热膨胀系数为6.8×10-6 K,热导率高达120 W/(m・K),密度为2.4 g/cm3,比纯铝轻15%;比刚度为53 MPa・cm3/g,是Kovar合金的3倍、Cu-75W合金的3.5倍,可完全满足电子封装材料性能要求,已成功地应用于航天微波电路的封装[13]。CE7合金壳体如图1所示[6]。日本住友电器公司采用粉末冶金法生产的Al-40%Si合金,其热膨胀系数为13×10-6 K-1,热导率为126 W/(m・K),密度为2.53 g/cm3[14]。CHIEN等[15]采用压力熔渗制备出高体积分数Sip/Al电子封装复合材料,其热膨胀系数为8.4×10-6 K-1,热导率为161 W/(m・K),密度为2.424 g/cm3。
1.2 国内研究概况
近年来,我国对高硅铝合金电子封装材料展开大量的研究,并取得一定的成果。国内高硅铝合金的研究主要集中在中南大学、北京有色金属研究总院、哈尔滨工业大学、中国科学院金属研究所和西北工业大学等科研院所。
表2 Osprey公司CE合金牌号及其物理性能[6]
Table 2 Standard Osprey Controlled Expansion(CE)alloys and of their main physical properties[6]


图1 Osprey CE7合金壳体[6]
Fig. 1 Osprey CE7 housing[6]
李超等[16]采用喷射沉积的方法制备出直径76.2 mm、厚度6 mm的Al-70Si合金样品;初晶Si相的尺寸为20~50 μm,分布均匀且形成连续骨架;再通过后续热压制备,其合金室温时热导率达到110 W/(m・K),热膨胀系数为6.9×10-6 K-1。
WANG等[17]采用喷射沉积技术制备Al-70Si合金,具有优异的物理和力学性能,其热膨胀系数为6.8×10-6 K-1,热导率达到118W/(m・K),密度为2.42 g/cm3。
杨培勇等[18]采用快速凝固水雾化法制备Al粉和Si粉,按比例混合均匀后压制成型,制备出Al-50%Si合金材料,其室温热膨胀系数为8.3×10-6 K-1,并研究压制压力对合金热导率的影响;结果表明:压制压力的增大在一定范围内能够有效地提高热导率,但压制压力过大会使脆性Si粉内出现大量的微裂纹,甚至发生解理,造成大量新的界面,使界面热阻急剧上升,导致热导性能下降。
WANG等[19]采用挤压铸造制备出Al-65%Si复合材料,再于600~700 ℃、40~50 MPa下热压烧结1~2 h,使Si相三维连续网状骨架分布于Al基体中,其合金热膨胀系数为8.27×10-6 K-1,热导率为124.03 W/(m・K),该复合材料可完全满足电子封装的性能要求。
朱冠勇[20]采用无压渗透工艺制备出Al-(60%~ 81%)Si合金材料,其热膨胀系数为5.1×10-6~7.8× 10-6 K-1,热导率为94.8~128.7 W/(m・K),密度小于2.5 g/cm3。
2 高硅铝合电子封装材料的性能特点
2.1 热膨胀性能
固体材料的热膨胀行为是由晶体结构中原子作热振动时振动中心偏离平衡位置所致。通常的单相材料,其热膨胀会随着温度的升高而升高[21]。而对于某些合金和复合材料而言,由于本身内部的组织结构(界面等)、磁致伸缩以及相变等原因,受热发生膨胀会表现出一些特殊的规律。
由于纯Al的热膨胀系数高达23.6×10-6 K-1,而纯Si的热膨胀系数仅为4.1×10-6 K-1,因此高硅铝合金材料的低膨胀性主要与Si相的影响因素有关[22],而增强Si相的含量是影响合金热膨胀性能最主要的因素,Osprey公司CE合金热膨胀系数与温度的关系如图2所示[10]。由图2可知,随着Si含量增加,材料热膨胀系数逐渐降低,因此,调整Si的含量,就能有效地控制合金的热膨胀系数。

图2 Osprey公司CE合金热膨胀系数与温度的关系[10]
Fig. 2 CTE of Osprey CE alloys as function of temperature[10]
CHEN等[15]研究了Si颗粒尺寸对Al-Si合金的热膨胀系数的影响,结果表明:Si颗粒尺寸的增加可以提高合金的膨胀系数。这可能是由于尺寸较大的颗粒较容易在Al中聚集较大的应力,在后续的加热和冷却过程中会释放出来,因此产生较大的应变,使热膨胀系数升高。Si颗粒尺寸对Si-Al合金材料热膨胀系数的影响如图3所示。
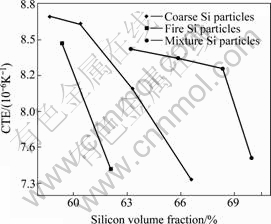
图3 Si颗粒尺寸对Al-Si合金材料热膨胀系数的影响[15]
Fig. 3 Effect of Si particle size on thermal expansion coefficient of Sip/Al composites[15]
影响高硅铝合金材料热膨胀系数的因素还有很多,例如增强Si相的形状分布、材料的致密度和材料内部的残余应力等,都会影响到热膨胀系数[22]。基于合金材料复杂的热膨胀行为,众多的研究者希望通过构建理论模型来模拟材料的热膨胀行为,目前已发展出多种理论模型,主要有混合法则、Kerner模型、Turner模型和Schapery模型等[20]。但以上理论模型只考虑到Si含量对合金有效热膨胀系数的影响,因此理论计算值与实验测得的热膨胀系数有一定的差别。只有完善理论基础,使计算模型充分考虑到各种影响热膨胀系数的因素,才能实现从理论到实际的转变。
2.2 导热性能
材料内部温度分布不均匀,或者两个温度不同的物体接触时,热量就会从高温区向低温区传递。表征这种热量传递能力的物理量就是材料的热导率(Thermal conductivity,TC),即单位温度下单位时间内通过单位垂直面积的热量[21]。在金属晶体中,热量的传导主要是通过自由电子的相互作用和碰撞来实现的,其热导率一般都较高。
高硅铝合金材料热导率的影响因素比较复杂,除合金元素硅作为主要因素以外,硅相的形状、大小和分布,合金内相界面、点阵畸变和材料的孔隙率等都对合金热导率有很大影响[15]。CHEN等[15]发现在Si颗粒尺寸相同的情况下,随着Si含量的增加,Al-Si合金的热导率逐渐降低;在Si含量相同的情况下,随着Si颗粒尺寸的降低,Al-Si合金的热导率也会下降,如图4所示。

图4 Si颗粒尺寸、体积分数对Al-Si合金材料热导率的影响[15]
Fig. 4 Effects of particle size and Si volume fraction on thermal conductivity of Al-Si composites[15]
界面对材料的热导率有很大的影响,在热传导过程中,界面的存在会对热量的传输有一定的阻滞作用,一般用界面热阻来衡量[23]。如果增强相和基体界面结合达到理想的状态,即界面热阻为零,则增强颗粒的尺寸对合金材料的热导率没有影响。但实际上合金材料的界面不可能达到理想状态,而且界面还是材料内部热阻的主要来源,故提高Si颗粒的含量或减小Si颗粒的尺寸都会使合金单位体积中的界面增多,电子的定向传输会受到界面的散射而减弱,所以界面越多热阻越大,材料的热传导性能就越差。界面热阻的研究对提高材料热导率具有重要意义,很多研究者从实验和理论的角度进行了研究。
HASSELMAN等[24]最早开始界面热阻的研究工作,在Maxwell理论模型分析多相材料热导性能的基础上,考虑了增强相在合金材料中界面热阻的影响,提出了有效介质的方法,分析了Al2O3/Ag材料的热导性能,并计算得到该材料的界面热阻。综上所述,界面热阻会降低材料的热导率,如何减少合金中存在的界面,从而提高合金的热导率,是未来研究的重点。
2.3 金属化性能
随着Si含量增加,高硅铝合金的导电性逐渐降低,其作为封装壳体通常需要在其表面进行金属化后才可与其他电子器件进行连接。金属化的目的主要有两个[25]:1)改善材料的表面性能,提高材料表面对 焊料的浸润性;2)作为阻挡层,阻止焊料对金属化 层的渗透,从而保证材料在使用过程中的稳定性。 目前国内外研究人员已经掌握对高硅铝合金表面 镀镍、铜、金、银的方法进行金属化。Osprey公司生产的CE7(70%Si-Al)、CE9(65%Si-Al)、CE11(50%Si-Al)和CE17(40%Si-Al)合金采用表面镀Au或镀Ni的方法进行金属化。表面镀Au或Ni后,材料与常用焊料进行焊接具有良好的界面稳定性。
2.4 机械加工性能
高硅铝合金具有良好的机械加工性能,只需要采用普通的工具便可加工,从而满足电子封装对材料外形尺寸的要求。常规的机械加工手段包括:铣削加工、车削加工、磨削加工、线切割和机械钻孔等。中南大学金属材料研究所制备的高硅铝合金电子封装材料产品如图5所示。
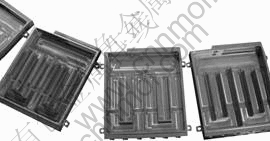
图5 高硅铝合金电子封装材料产品
Fig. 5 High aluminum-silicon alloys in electronic packaging products
3 高硅铝合金电子封装材料的制备方法
对于高硅铝合金材料,其性能很大程度上与初晶硅和共晶硅尺寸形态有关,若尺寸粗大,则所获材料性能就差[26],故如何改善高硅铝合金初晶硅的形态、大小和分布,提高组织的均匀性和致密性[27],是目前制备高硅铝合金的研究重点。
高硅铝合金电子封装材料的制备方法主要有以下几种:1)熔炼铸造;2)浸渗法;3)快速凝固/粉末冶金;4)喷射沉积。
3.1 熔炼铸造
熔炼铸造法设备简单、成本低及可实现大批量工业化生产,是合金材料最广泛的制备方法。熔炼铸造法主要有普通铸造和特种铸造(如变质铸造和挤压铸造等)。
细化过共晶硅铝合金组织的方法有很多,目前研究最多的是添加变质剂的方法,添加没有抵消作用的变质剂(如P、B、Sr、P-CE和P-RE等)是研制实用过共晶硅铝合金的有效途径。然而,添加变质剂也存在许多缺点。例如:变质剂的加入量须严格控制,成本较高,工艺较复杂,且有时外来质点的加入使金属外来颗粒和夹杂增多,并降低其性能 [28-29]。英国牛津大学的LAMBOURNE[30]研究了B、P、P-CE和Sr变质剂对Osprey公司CE7合金热膨胀系数的影响,结果表明:在25~400 ℃温度范围内,其CE7+B的热膨胀系数为6×10-6~7.5×10-6 K-1,CE7+P的热膨胀系数为6×10-6 K-1,CE7+P+CE的热膨胀系数为6×10-6 K-1,CE7+Sr的热膨胀系数为7×10-6~9×10-6 K-1。
采用挤压铸造制备高硅铝合金时,由于挤压时结晶可以促进初晶硅细化,同时进行致密化及热处理工艺,因此挤压铸造技术是一种具有潜在应用前景的金属加工工艺[31]。然而,挤压铸造技术存在生产规模小,挤压铸件质量不稳定等缺点;因此,扩大应用领域,使铸件优质化、高性能化、大型化和复杂化是未来的发展方向。
修子扬等[32]采用挤压铸造制备体积分数为65%的Sip/Al-Si12复合材料,合金致密度达到98%以上,其热膨胀系数为8.1×10-6 K-1,热导率为106 W/(m・K),密度为2.419 g/cm3。武高辉等[33]采用挤压铸造技术制备体积分数为65%的环保型Sip/Al-Si20复合材料,结果表明:复合材料的铸态组织均匀、致密,不存在微小的空洞其合金热膨胀系数为7.77×10-6 K-1,热导率为156.34 W/(m・K),密度为2.4 g/cm3。
3.2 浸渗法
浸渗法分为压力浸渗法和无压浸渗法。压力浸渗法是通过机械加压或压缩气体加压,使得基体金属熔体浸入增强体间隙,可以解决增强材料和金属液不润湿而浸渗不完全等问题,但由于加压系统相对复杂,故限制其应用发展[34]。无压渗透法是由美国Lanxide公司开发的生产具有高体积分数及低膨胀系数的电子封装材料的方法。该方法是将基体合金放在可控气氛(惰性气体)的加热炉中加热到Al液相线以上温度,在无压力的情况下Al液自发地渗透到Si预制模具中,最终形成Al-Si复合材料,其工艺简单,成本较低,可近终成形[35]。无压浸渗法装置图如图6所示[36]。
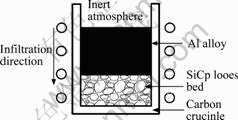
图6 无压浸渗原理示意图[36]
Fig. 6 Schematic diagram of pressure less infiltration process[36]
纽约州立大学复合材料研究室的CHEN等[37]已成功开发出一种新型制备高硅铝合金材料的浸渗技术。他们通过湿法成形获得骨架预制件:首先,选用尺寸为1~5 μm的99.99%Si颗粒,再配以约0.1%的磷酸盐粘结剂混合均匀,把粉末放入模具中,采用5 MPa压力冷压成形,得到预制件。取出预制件置于200 ℃下干燥24 h,再在400 ℃下保温4 h,从而得到50%Si的预制件。将Al-30Si-1Mg合金溶液渗入到50%的Si颗粒预制件中,制成呈网状结构的硅铝(69%Si)材料。此过程中在900 ℃下进行,并通过41 MPa的氩气加压,使液态金属能顺利进入Si骨架中,合金的CTE性能好,达到约7.2×10-6 K-1,压缩强度达到580 MPa,抗拉强度达到160 MPa。
3.3 快速凝固/粉末冶金
利用快速凝固/粉末冶金法制备高硅铝合金,可以显著改善合金显微组织、减少偏析、提高合金固溶度,使合金性能大幅度提高[38]。快速凝固Al-Si合金制备工艺流程如下[38]:粉末制备→粉末预压→真空除气→粉末固结→热处理→机加工→成品。
快速凝固/粉末冶金法的关键工序在于粉末制备和粉末固结成型。快速凝固的冷却速度较快,可以显著细化Si颗粒的尺寸并改善其分布状况,极大地提高合金元素的固溶度,获得均匀的微观组织[11]。与熔炼铸造相比,快速凝固技术具有更快的冷却速度和更大的过冷度,在合金凝固过程中萌生出更多的晶核且生长周期短,从而使合金的微观组织得到显著细化。采用熔炼铸造方法制备的硅铝合金,初晶硅的尺寸一般在100 μm以上,而采用快速凝固粉末冶金技术制备的高硅铝合金,其初晶硅尺寸通常在10 μm以下,这种细小的硅相可以使材料具有良好的力学性能和耐磨性能,便于加工成形[11]。
根据硅铝系合金的特性,还需采用一些特殊的加工工艺。由于Al活性较高,在制粉时表面不可避免地会形成氧化膜,合金元素的相互扩散受到阻碍,难以形成冶金粘结[39];因此,必须对材料进行粉末固结如粉末热挤压、粉末锻造等。粉末固结可以使粉末表面氧化层破碎,使粉末之间通过焊合而牢固地结合在一起。
粉末热挤压使生坯产生大量的塑性变形,可以获得几乎完全致密的组织,因此该方法是合金致密化的主要手段之一[40]。在热挤压之前,由于硅铝合金初晶硅颗粒粗大,导致材料塑性较差、对模具的磨损严重,因此在成型过程中需要采用包套封装技术[41]。采用粉末包套封装可使难以压制成形的粉末预成形为生坯,正确选择包套材料可以改善生坯与模壁的润滑状况并促使金属流动及保护模具。杨伏良等[42]采用空气雾化水冷与真空包套热挤压工艺相结合的方法,制备出Al-30%Si和Al-40%Si合金,结果表明:其致密度高达99.64%;随挤压温度的升高,热导率在104~140 W/(m・K)之间变化;热膨胀系数逐渐增加,但小于 13×10-6 K-1。甘卫平等[43]利用真空包套热挤压制备高硅铝合金材料,其致密度达到99%,抗拉强度比相同成分铸轧样提高77%。
粉末热锻造是将传统的粉末冶金和精密锻造相结合发展起来的一种无切削的近净成形加工工艺[44]。粉末锻造制备出的材料具有利用率高、力学性能高、锻件精密度高和成本低等特点。
作为金属基复合材料最重要的制备方法之一,快速凝固/粉末冶金法具有以下突出的优点:1)制备温度低于熔模铸造法;2)增强体的含量能够准备控制;3)显著细化初生Si相尺寸并改善其分布状况;4)提高Al-Si合金材料的可设计性。目前快速凝固/粉末冶金方法中的致密化工艺及相关理论尚未成熟,加大研究力度,加快进入工业应用是该方法未来的发展方向。
3.4 喷射沉积
喷射沉积技术的基本原理如下[45]:首先将合金坯料熔化,在导流管流出的同时利用雾化喷嘴出口的高速气流破碎,雾化熔滴射流在高速气流动量作用下加速,并与气流进行热交换,在尚未完全凝固的同时,熔滴高速撞击沉积表面,并在沉积表面附着、铺展、堆积、熔合形成一个薄的半液态层后顺序凝固结晶,逐步沉积生长成一个大块致密的金属实体。根据喷射沉积的原理可知,该方法是一种快速凝固、半固态加工和近净成形的综合工艺[46]。喷射沉积制的制备过程如图7所示[47]。
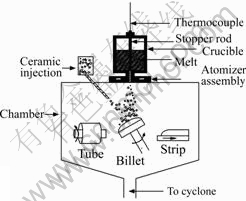
图7 喷射沉积原理示意图[47]
Fig. 7 Schematic diagram of spray forming process[47]
在雾化过程中,金属液滴的热量被冷却介质迅速带走,其冷却速度高于传统的快速凝固,使雾化后的液滴产生很大的过冷度,晶胚形核所需达到的临界形核半径也随之减小,形核数量急剧增加,因此细小的初晶硅被均匀弥散分布于基体中。而在沉积过程中,部分凝固的液滴与沉积平台发生碰撞摩擦,枝晶组织破碎,重新暴露出许多细小的Si相,抑制组织基体的长大,从而细化组织[38]。
1974年,英国Osprey公司的BOOKS和LEATHAM等成功地将喷射沉积原理应用于锻造坯的生产,并逐渐发展为著名的Osprey工艺。2000年Osprey公司首先利用喷射沉积制备出Al-70%Si合金,其性能如表l所列。喷射沉积产品直径达到25 cm,质量20 kg,硅的含量偏差能控制在±2%,可用普通刀具加工,表面可镀Ni、Cu、Ag及Au等[6]。HOGG等[48]采用Osprey喷射沉积技术制备的Al-70%Si合金中,初生硅尺寸为5 μm,α(Al)相尺寸为10 μm。
由于喷射沉积坯件的致密度不高,因此有必要对沉积坯件进行致密化处理,如热压、热等静压等。热压可以使沉积坯件的晶粒重排,塑性较好的相发生塑性流动,填充孔洞[49]。刘红伟等[50]采用喷射沉积技术制备Al-70%Si合金沉积坯件,并对其进行热压处理,其25 ℃时热膨胀系数为6.9×10-6 K-1,50 ℃时热导率为118 W/(m・K),密度为2.421 g/cm3。YU等[51]采用喷射沉积制备Al-70%Si合金,再施加700 MPa热压,其合金的热膨胀系数为6.9×10-6 K-1,热导率为102 W/(m・K),密度为2.38 g/cm3。
热等静压则是把沉积坯置入热等静压机的高压容器中,施以高温高压。该方法可以降低制品的烧结温度,改善晶粒结构,消除材料内部颗粒间的缺陷与孔隙,提高材料的致密度和强度;因此,热等静压法是消除制品内部残余微量孔隙和提高制品相对密度的有效办法[52]。张永安等[53]采用喷射沉积技术制备Al-60%Si合金,并进行热等静压致密化处理。结果表明:材料显微组织细小,一次硅相尺寸约为10 μm,且均匀弥散分布,该材料的热膨胀系数为9×10-6~10×10-6 K-1,热导率为110 W/(m・K),是一种较理想的电子封装材料。
喷射沉积技术是一种新型的快速凝固技术,喷射沉积法获得的坯件具有以下优点[44]:1)无宏观偏析;2)细小而均匀的等轴晶显微组织;3)细小的初生沉淀相;4)氧含量低;5)热加工性能得到改善;并且喷射沉积工艺还具有工艺流程短、成本低、沉积效率高(Osprey公司雾化器的生产率为25~200 kg/min)和可以达到近净成型(直接形成多种接近零件实际形状的大截面尺寸的挤压、锻造或轧制坯件)等优点。但由于喷射沉积过程复杂,工艺参数多,因此,优化工艺参数,提高喷射效率,是该制备方法规模化的主要发展方向。
4 结束语
新型高硅含量铝基电子封装材料不仅具有低的热膨胀系数、较高的热导率、较小的密度,并且还具有良好的力学性能、机械加工性能和电镀性,因此越来越受到电子封装行业研究人员的重视。高硅铝合金的研制成功将使其成为满足电讯、航空航天、国防和其他相关电子元器件所需求的新型封装材料。
快速凝固/粉末冶金和喷射沉积是常用高硅铝合金的制备方法。近年来,喷射沉积技术获得很大发展,逐渐成为以后高硅铝合金电子封装材料的主要制备方法。我国已经对高硅铝合金电子封装材料展开了研究,并取得阶段性成果,但与国外相比还存在性能上的缺陷,今后可以从以下几个方面进行努力:1)进一步优化和改进传统制备技术的工艺参数,以提高综合性能,简化工艺过程,降低成本;2)系统分析制备过程中各种因素对合金热物理性能的影响,建立相应的理论基础,提出改变材料热物理性能的有效方法;3)充分利用材料的优异性能,扩大使用领域,实现大规模生产。
REFERENCES
[1] 汤 涛, 张 旭, 许仲梓. 电子封装材料的研究现状及趋势[J]. 南京工业大学学报: 自然科学版, 2010, 32(4): 105-110.
TANG Tao, ZHANG Xu, XU Zhong-zi. Research progress and trends of electronic packaging materials [J]. Journal of Nanjing University of Technology: Natural Science Edition, 2010, 32(4): 105-110.
[2] ZWEBEN C. Metal-matrix composites for electronic packaging [J]. Chemistry and Materials Science, 1992, 44 (7): 15-23.
[3] 张海坡, 阮建明. 电子封装材料及其技术发展状况[J]. 粉末冶金材料科学与工程, 2003, 8(3): 216-223.
ZHANG Hai-po, RUAN Jian-ming. The development of materials and technology of electronic packaging [J]. Materials Science and Engineering of Powder Metallurgy, 2003, 8(3): 216-223.
[4] Sangha S P S, Jacobson D M, Ogilvy A J W, Azema M. Novel aluminum-silicon alloys for electronics packaging [J]. Engineering Science and Education Journal, 1997, 6(5): 195-201.
[5] CHUNG D D L. Materials for thermal conduction [J]. Applied Thermal Engineering, 2001, 21:1593-1605.
[6] JACOBSON D M. Applications of Osprey lightweight controlled expansion(CE) alloys [EB/OL]. http:www.smt.sandvik.com/en/ products/ce-alloys/. 2012-04-04.
[7] 张迎九, 王志法, 吕维洁. 金属基低膨胀高导热复合材料[J]. 材料导报, 1997, 11(3): 52-56.
ZHANG Ying-jiu, WANG Zhi-fa, LV Wei-jie. Metal-matrix low thermal expansion high conductivity composites [J]. Materials Review, 1997, 11(3): 52-56.
[8] 王铁军, 周武平, 熊 宁, 刘国辉. 电子封装用粉末冶金材料[J]. 粉末冶金基础, 2005, 23(2): 145-151.
WANG Tie-jun, ZHOU Wu-ping, XIONG Ning, LIU Guo-hui. PM materials for electronic packaging [J]. Powder Metallurgy Technology, 2005, 23(2): 145-151.
[9] JACOBSON D M. Lightweight electronic packaging technology based on spray Formed Si-Al [J]. Powder Metallurgy, 43(3): 200-202.
[10] JACOBSON D M, OGILVY A J W. Spray-deposited Al-Si(Osprey CE) alloys and their properties [J]. materials Science and Engineering Technology, 2003, 34(4): 381-384.
[11] 杨伏良, 甘卫平, 陈招科. 高硅铝合金几种常见制备方法及其细化机理[J]. 材料导报, 2005, 19(5): 42-49.
YANG Fu-liang, GAN Wei-ping, CHEN Zhao-ke. A few preparation methods and their delication mechanism for high-silicon aluminum alloy [J]. Materials Review, 2005, 19(5): 42-49.
[12] ACOBSON D M. Spray-formed silicon-aluminum alloy [J]. Advanced Materials Process, 2000, 157(3): 36-39.
[13] HOGG S C, LAMBOURNE A, OGILVY A. Microstructural characterisation of spray formed Si-30Al for thermal management applications [J]. Scripta Materialia, 2006, 55(1): 111-114.
[14] 甘卫平, 陈招科, 杨伏良, 周兆锋. 高硅铝合金轻质电子封装材料研究现状及进展[J]. 材料导报, 2004, 18(6): 79-82.
GAN Wei-ping, CHEN Zhao-ke, YANG Fu-liang, ZHOU Zhao-feng. Research status and development of high silicon aluminum alloy for light weight electronic package materials [J]. Materials Review, 2004, 18(6): 79-82.
[15] CHEN C W, LEE S L, LIN J C, JAHN M T. Effects of Sip size and volume fraction on properties of Al/Sip composites [J]. Materials Letters, 2002, 52(4): 334-341.
[16] 李 超, 彭超群, 余 琨, 王日初. 喷射沉积70%Si-Al合金电子封装材料的组织与性能[J]. 中国有色金属学报, 2009,19(2): 303-307.
LI Chao, PENG Chao-qun, YU Kun, WANG Ri-chu. Microstructure and properties of spray deposition 70%Si-Al alloy for electronic packaging applications [J]. The Chinese Journal of Nonferrous Metals, 2009, 19(2): 303-307.
[17] WANG F, XIONG B Q, ZHANG Y G, ZHU B H. Microstructure, thermo-physical and mechanical properties of spray-deposited Si-30Al alloy for electronic packaging application [J]. Materials Characterization, 2008, 59 (10):1455-1457.
[18] 杨培勇, 郑子樵, 蔡 杨. Si-Al电子封装材料粉末冶金制备工艺研究[J]. 稀有金属, 2004, 28 (1): 160-165.
YANG Pei-yong, ZHENG Zi-qiao, CAI-Yang. PM process of Si-Al electronic packaging materials [J]. Chinese Journal of Rare Metals, 2004, 28(1): 160-165.
[19] WANG Xiao-feng, WU Gao-hui, WANG Ri-chu. Fabrication and properties of Si/Al interpenetrating phase composites for electronic packaging [J]. Transaction of Nonferrous Metals Society of China, 2007, 17: 1039-1042.
[20] 朱冠勇. 高含量Sip/Al热控制材料的无压浸渗工艺及热性能研究[D]. 西安: 西北工业大学, 2004.
ZHU Guan-yong. Study on process and thermal properties of Sip/Al composites prepared by pressureless infiltration [D]. Xi-an: Northwestern Polytechnical University, 2004.
[21] 田 莳. 材料物理性能[M]. 北京: 北京航空航天大学出版社, 2004.
TIAN Shi. Material physical property [M]. Beijing: Beijing Aerospace University Press, 2004.
[22] 张 伟, 杨伏良, 甘卫平. 电子封装用高硅铝合金热膨胀性能的研究[J]. 材料导报, 2006, (20)5: 348-350.
ZHANG Wei, YANG Fu-liang, GAN Wei-ping. Study on thermal expansion property of high-silicon aluminum alloy for electronic packaging [J]. Materials Review, 2006, (20)5: 348-350.
[23] 王小锋. 三维网状结构Si/Al复合材料的制备工艺与性能研究[D]. 哈尔滨:哈尔滨工业大学, 2006.
WANG Xiao-feng. Study on fabrication process and properties of three-dimensional network Si/Al composites [D]. Harbin: Harbin Institute of Technology, 2006.
[24] HASSELMAN D P H, KIMBERLY Y D, ALAN L G. Effect of reinforcement particle size on the thermal conductivity of particulate silicon carbide-reinforced Al matrix composites [J]. Journal of American Ceramic Society, 1992, 75(11): 3137-3140.
[25] 高陇桥. 21世纪陶瓷―金属封接技术展望[J]. 真空电子技术, 2001(6):11-16.
GAO Long-qiao. The prospects of ceramic-to-metal technology in 21th century [J]. Vacuum Electronics, 2001(6):11-16.
[26] GUPTA M, LAVERRNIA E J. Effect of processing on the microstructural variation and heat-treatment response of a hypereutectic Al-Si alloy [J]. Journal of Materials Processing Technology, 1995, 54(1): 261-270.
[27] HATTA H, TAKEI T, TAYA M. Effects of dispersed microvoids on thermal expansion behavior of composite materials [J]. Materials Science and Engineering A, 2000, 285(1): 99-110.
[28] 李小平, 陈振华, 曹 标. 高硅铝合金悬浮铸造的组织细化[J]. 特种铸造及有色合金, 1999(6): 20-24.
LI Xiao-ping, CHEN Zhen-hua, CAO Biao. Structure refinement of high Si-Al alloy by suspension casting [J]. Special Casting&Nonferrous Alloys, 1999(6): 20-24.
[29] 赵浩峰, 韩世平. 特种铸造技术在金属基复合材料制造中的应用及发展[J]. 特种铸造及有色合金, 1999(2): 30-34.
ZHAO Hao-feng, HAN Shi-ping. Development and application of special casting techniques in production of MMCs [J]. Journal of Materials Engineering, 1999(2): 30-34.
[30] LAMBOURNE A. Spray forming of Si-Al alloys for thermal management applications [D]. Oxford: University of Oxford, 2007.
[31] 齐丕骧. 挤压铸造技术的最新发展[J]. 特种铸造及有色合金, 2007, 27(9): 688-694.
QI Pi-xiang. The last progress in squeezing casting technologies [J]. Special Casting&Nonferrous Alloys, 2007, 27(9): 688-694.
[32] 修子杨, 张 强, 武高辉. 高体积分数电子封装用铝基复合材料性能研究[J]. 电子与封装, 2006, 6(2): 16-19.
XIU Zi-yang, ZHANG Qiang, WU Gao-hui. Study on properties of high reinforcement-content aluminum matrix composite for electronic packages [J]. Electronic&Packaging, 2006, 6(2): 16-19.
[33] 武高辉, 修子扬, 张 强, 宋美慧. 一种环保型电子封装用复合材料[J], 红外与激光工程, 2006, 35(5): 161-164.
WU Gao-hui, XIU Zi-yang, ZHANG Qiang, SONG Mei-hui. An environment protection composite for electronic package [J]. Infrared and Laser Engineering, 2006, 35(5): 161-164.
[34] COOK J A, WERNER P S. Pressure infiltration casting of metal matrix composites [J]. Materials Science and Engineering A, 1991, 144(1): 189-206.
[35] AGHAJANIAN M K, ROCAZELLA M A. The fabrication of metal matrix composites by a pressureless infiltration technique [J]. Journal of Materials Science, 1991, 26(2): 447-454.
[36] 徐 斌. 无压浸渗法制备SiC颗粒增强铝基复合材料[D]. 长春: 吉林大学, 2006.
XU Bing. Fabrication of SiC particulate reinforced aluminum matrix composites by pressureless infiltration [D]. Changchun: Jilin University, 2006.
[37] CHEN Y Y, CHUNG D D L. Silicon-aluminum network composites fabricated by liquid metal infiltration [J]. Journal of Materials Science, 1994, 29(23): 6069-6075.
[38] 谢状德, 沈 军. 快速凝固铝硅合金的制备、组织特征及断裂行为[J]. 粉末冶金技术, 2000, 18(2): 111-116.
XIE Zhuang-de, SHEN Jun. Rapidly solidified aluminum-silicon alloys production, microstructure and fracture behavior [J]. Powder Metallurgy Technology, 2000, 18(2): 111-116.
[39] 杨伏良, 甘卫平, 陈招科. 硅含量对高硅铝合金材料组织及性能的影响[J]. 材料导报, 2005, 19(2): 98-100.
YANG Fu-liang, GAN Wei-ping, CHEN Zhao-ke. Effect of Si content on microstructure and property of high silicon aluminum alloy [J]. Materials Review, 2005, 19(2): 98-100.
[40] 张大童, 李元元, 罗宗强, 邱 诚. 快速凝固高硅铝合金粉末的热挤压过程[J]. 中国有色金属学报, 2001, 11(1): 6-9.
ZHANG Da-tong, LI Yuan-yuan, LUO Zong-qiang, QIU Cheng. Hot extrusion process of rapidly solidified hypereutectic aluminum-silicon alloy powder [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1): 6-9.
[41] ROBERTS P R, FEGUSON B L. Extrusion of metal powders [J]. International Materials Reviews, 1991, 36(2): 621-631.
[42] 杨伏良, 甘卫平, 陈招科. 快速凝固/粉末冶金制备高硅铝合金材料的组织与力学性能[J], 中国有色金属学报, 2004, 14(10): 1716-1722.
YANG Fu-liang, GAN Wei-ping, CHEN Zhao-ke. Microstructures and mechanical properties of high-silicon aluminum alloy fabricated by rapid solidification/powder metallurgy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(10): 1716-1722.
[43] 甘卫平, 陈招科, 杨伏良. 真空包套热挤压高硅铝合金粉末材料的研究[J]. 稀有金属与硬质合金, 2004, 32(3): 18-24.
GAN Wei-ping, CHEN Zhao-ke, YANG Fu-liang. Study of vacuum canned hot extrusion of high-Si Al alloy powder [J]. Rare Metals and Cemented Carbides, 2004, 32(3): 18-24.
[44] 郭 彪, 葛昌纯, 张随财. 粉末锻造技术与应用进展[J]. 粉末冶金工业, 2011, 21(3): 45-53.
GUO Biao, GE Chang-chun, ZHANG Sui-cai. Powder forging technology and its application progress [J]. Powder Metallurgy Industry, 2011, 21(3): 45-53.
[45] 彭超群, 黄伯云. 喷射沉积技术[J]. 有色金属, 2002, 54(1): 12-15.
PENG Chao-qun, HUANG Bo-yun. Spray deposition technology [J]. Nonferrous Metals, 2002, 54(1): 12-15.
[46] LEATHAM A G, LAWLEY A. The Osprey Process: principles and applications [J]. Int Journal of Powder Metallurgy, 1993, 29(4): 321-329.
[47] GRANT P S. Spray forming [J]. Materials Science, 1995, 39: 497-545.
[48] HOGG S C, LAMBOUME A, OGILVY A. Microstructural characterization of spray formed Si-30Al for thermal management applications [J]. Scripta Materialia, 2006, 55(1): 111-114.
[49] 魏衍广. 喷射成形Si-Al电子封装材料的制备及组织性能研究[D]. 北京: 北京有色金属研究总院, 2006.
WEI Yan-guang. Research on producing, microstructures and properties of spray-formed Si-Al alloys used for electronic packaging [D]. Beijing: Beijing General Research Institute for Nonferrous Metals, 2006.
[50] 刘红伟, 张永安, 朱宝宏, 王 峰. 喷射成形70Si30Al电子封装材料致密化处理及组织性能研究[J]. 稀有金属, 2007, 31(4): 446-450.
LIU Hong-wei, ZHANG Yong-an, ZHU Bao-hong, WANG Feng. Research on densification processing, microstructure and properties of spray-formed 70Si30Al alloys used for electronic packaging [J]. Chinese Journal of Rare Metals, 2007, 31(4): 446-450.
[51] YU K, LI C, WANG R C. Production and properties of a spray formed 70%Si-Al alloy for electronic packaging application [J]. Materials Transactions, 2008, 49(3): 685-687.
[52] 黄培云. 粉末冶金原理[M]. 北京: 冶金工业出版社, 2008.
HUANG Pei-yun. The principle of powder metallurgy [M]. Beijing: Metallurgical Industry Press, 2008.
[53] 张永安, 刘红伟, 朱宝宏, 熊柏青. 新型60Si40Al合金封装材料的喷射成形制备[J]. 中国有色金属学报, 2004, 14(1): 23-27.
ZHANG Yong-an, LIU Hong-wei, ZHU Bao-hong, XIONG Bai-qing. Novel 60Si40Al alloy packaging material by spray forming process [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 23-27.

