���±�ţ�1004-0609(2009)04-0619-04
����-TIG������ע�Ʊ�WCp/Al���ϲ��ϲ������֯
�Ȫ��κ���壬����Ⱥ�������
(��������ҵ��ѧ �ִ������������������ص�ʵ���ң���������150001)
ժ Ҫ�����ü���-TIG������ע���գ������Ͻ�����Ʊ�WCp/Al���渴�ϲ��ϲ㡣ͨ���Ż�����ʡ�TIG������ɨ���ٶȺ��ͷ��ʵȹ��ղ��������Ի��0.5~4.3 mm��ı��渴�ϲ��ϲ㡣����XRD��SEM��EDS���ֶζԱ������ǿ���������֯�ͳɷֽ����о��������������ע����������֯Ϊ��������֯����ע�㲻ͬλ�õĹ���������в�ͬ����ò���۳��ϲ���ҪΪ����ʮ�ֻ�״�����״����״�ȹ�����(W1-xAlx)Cy�Ĺ�������֯�����ײ����ȹ�������ֿ�״��̬��
�ؼ��ʣ�������ǿ���ϲ��ϣ����Ͻ�WC������-TIG���ϣ�����֯
��ͼ����ţ�TG174.4 ���ױ�ʶ�룺 A
Microstructures of WCp/Al metal matrix composites layer produced by hybrid laser-TIG melt injection
LI Fu-quan, WEI Lian-feng, LI Li-qun, CHEN Yan-bin
(State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology, Harbin 150001, China)
Abstract: In order to overcome the difficulties of laser melt injection (LMI) on aluminum alloys, which include high reflection of laser on aluminum, oxide film and high heat conductivity of aluminum alloy, the hybrid laser-TIG melt injection (HLTMI) was developed. WCp/Al composite layer was prepared on the surface of aluminum. Through optimization of process parameters of HLTMI, such as laser power, TIG current, scanning velocity and powder feeding rate, the MMC layers with different thicknesses ranging from 0.5 mm to 4.3 mm can be achieved. The microstructure and composition of the coatings were analyzed by means of XRD, SEM and EDS. The results show that the microstructures of MMCs layer presents a hypereutectic structure. The hypereutectic phases at different locations exhibit different shapes: the hypereutectic phase (W1-xAlx)Cy at the upside of the layer represents cross shape, fishbone-like or papilionaceous, while the preeutectic phase at the bottom of the layer exhibits massive structure.
Key words: particulate metal matrix composite; aluminum alloy; WC; hybrid laser-TIG; microstructure
���Ͻ�����ܶ�С��������ϵ���͡��ȸնȸߡ���ǿ�ȸߺ��׳��ͼӹ����������ܡ������Ͻ���ĥ�Բ�ײ������Ա��Σ����������Ͻ��Ӧ�á�������ǿ���������ϲ���(MMC) ���Խ�Ӳ�ʿ����ĸ�ǿ�ȡ���Ӳ�ȡ����۵�ͽ���������������Խ����������������չѸ�Ͳ���Ϊ���ϸ��������е��о��ȵ㣬��������ĥ�����¾������õ�Ӧ��ǰ��[1-4]����ǿ�����Ĵ�����ʽ�Ƿ���������֮����Ϊ������ǿ���ϲ���(PMMC)���������������ط�����о������������д������������Ͻ���ʵ��ģ������ʾPMMC�볣�������ȶ�������������[5-7]�����ǣ�����ijɱ����������Ľ�һ��Ӧ�ú��ƹ㣻���ǻ�е���ʧЧһ�㶼�����ڹ�����(����)����ˣ����渴�ϲ��ϲ���ʾ�˾������[8]��
������ע����(Laser melt injection)�Ʊ�������ǿ���渴�ϲ��ϲ��ǽ������о����ȵ㣬�������Ѿ����˺ܶ���ص����ͱ���[9-12]����������ϴ��Ϊ�������ѺϽ𣬶����Ͻ���о������Ҳ��������ϵͳ�����Ͻ���������ܵ�����Ĥ�����⣬���Լ��ⷴ��ϸ����ȵ��ʺܸߣ����ü�����ע��������Ʊ����ϲ��ϲ��нϴ�����ѡ�VREELING��[13] ����YAG�����2 kW��Ԥ��300 ������ʱ����ʵ��SiC��Al �ı�����ע�����¶ȵ���300 ��ʱ�������������۳ء���һ���о����֣��������Լ��ⷴ���ʸߡ������������Ĥ�ҵ����ʸ��йء�Ԥ���¶Ƚϵ�ʱ������Ĥ��ֹ���������۳أ��¶Ƚϸ�ʱ������Ĥ���ѣ���ĩ�ɹ������۳ء���������������Ͻ���ע�����ڵ����⣬������ӹ����еļ���-TIG���Ϻ��Ӽ� ��[14-16]�������˼���-TIG������ע���¹��գ�������ע������֯����һ���о���
1 ʵ��
�������2219���Ͻ������ߴ�Ϊ120 mm��50 mm��5 mm������Ҫ�ɷּ���1���ȴ���״̬ΪT87��������֯��ͼ1��ʾ��2219���Ͻ��еĻ�����Ϊ��(Al) ���������Ͽ����ж�[17]��ͼ1�к�ɫ��(ͼ��A��ʾ)Ϊ��(Al)��CuAl2 �Ķ�Ԫ��������ɫ����(ͼ��B��ʾ)Ϊ(FeMn)Al6������ɫ��dz(ͼ��C��ʾ)����ΪCuAl2 �ࡣ
��1 2219���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of aluminum alloy 2219 (mass fraction,%)

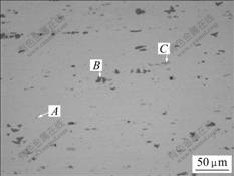
ͼ1 2219���Ͻ�ĸ�Ľ�����֯
Fig.1 Metallograph of aluminum alloy 2219 substrate
��עǰ������������д�ĥ��Ȼ���ñ�ͪ��ϴ������ȥ�����ۣ�����ٶ��������л�ѧ��ϴ��ȥ������Ĥ�����岽��Ϊ����40~60 ���6%~10%��������ˮ��Һ��ϴ7 min��Ȼ����ˮ��ϴ�����ŷ���30%������3 min�����к⻯�����ȡ������ˮ��ϴ�������ɡ�
������õ�����WC �մɿ���Ϊ������ϵӲ�ʿ�����������Ӳ�ʺϽ����Ҫ���ϣ����кܸߵ���Ӳ�ȣ��������Ʊ���ĥͿ�㡣ע���ĩ������Ϊ0.075~0.150 mm����ĩ��SEM����ͼ2��ʾ������ɰ���WC���W2C�ࡣ
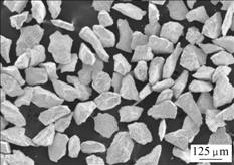
ͼ2 WC ��ĩ��SEM ��
Fig.2 SEM image of WC powders
��ʵ������3 kW������Ƶ������ɢ��ȴCO2�������½��еģ�����CNCϵͳ����̨������PEL-1A�ͷ�������ͬ���ͷۣ����������ͺ�ΪWX-300TIG�������õ�ʵ��ϵͳ��ͼ3��ʾ���ɽ�WC����ע�뵽���Ͻ�������γɵ��۳��С��������¹��ղ������������Ͻ���������õĿ�����ǿ�ĸ��ϲ��ϲ㣺�����(P)1.0~1.5 kW��TIG����(I)40~100 A��ɨ����
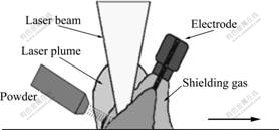
ͼ3 ʵ��ϵͳʾ��ͼ
Fig.3 Schematic diagram of experimental system
��(v)0.2~0.4 m/min����������(L1)600~800 L/h��TIG����������(L2)240~450 L/h���ͷ۽�(��)30?~50?��TIG���(��)60?~80?���ͷ���(M)120~150 mg/s��������ø��뽹�ķ�ʽ�Ա�֤���ֱ����3~4 mm���ҡ�ͨ���Բ����ĺ������ڣ��������Ͻ�����Ʊ����Ϊ0.5~4.3 mm�ĸ��ϲ��ϲ㣬����ע����ȿɸ�����Ҫͨ�����ղ���ƥ�������ơ�
������õļ�����ע�㣬����JSM-5600LV��ɨ��羵(SEM)��������֯�۲����������Link ISIS300����������(EDX)�����ע��Ԫ�طֲ�����D/max-2500��X����������(XRD)������ע�������ɡ�
2 ��������
���ڼ���-TIG������ע���¹��գ�֮���Բ���ҪԤ�ȼ��������Ͻ���������õ���עЧ����ȡ���ڽ���TIG��Դ���á�һ���棬��TIG�绡��Դ����������Դ���м����γ��۳أ����Ͻ�Һ̬�۳ضԼ���ķ����ʵ��ڹ�̬���������ڵ绡�����ã��������ܹ�ֱ�ӷ��䵽Һ̬�۳ر��棬���������ʣ��������Ͻ��۳ش��ڵ�ʱ�䡣��һ���棬���ڵ绡�ġ��������������ã����ý���TIG�绡�ĸ����ܿ���Ч�������Ͻ��������Ĥ����TIG�绡�������ܵĴ��ڣ�������˵绡���ټ������ȼ��������������ּ���-TIG������ע����Ĺ����ص㣬��Ȼ�������γɵ���ע�����֯���ܲ������Ե�Ӱ�졣
2.1 ��ע��ĺ����ò
��ע�����������������������Ӷ���������TIG�����ͼ���ʿ���ʱ���ֲ�ͬ�Ĺ��ɣ�ͼ4(a)��ʾΪP=1.1 kW��M=125 mg/s��v=0.2 m/minʱ�õ�����ע������TIG�����仯��ϵ��ͼ4(b)��ʾΪI=50 A��M=135 mg/s��v=0.3 m/minʱ��ע�����漤��ʵı仯��ϵ����ͼ4(b)�п��Կ�������ע����������������ǵ������ӵģ������ż���ʵ�������ע��ĺ���������������������½�����2 kW������ת�ۡ����������������Ҫԭ���������Ͻ��н϶�ĺϽ�Ԫ�أ���ע�����л�����ܴ�ĵ������壬������ʶԵ��������Ӱ��Ҫǿ��TIG���������ã��ر������뽹��ʱ����Ľ����ڹ����Ϸ��������װ��Ϸ����塰��ȼ�����γɺܸߵĵ������壻�������������۳��Ϸ����Կ���ע���۳ز���ʮ�ֲ�����Ӱ�졣��ˣ�ʵ���в��ø��뽹��ʽ���������������1~2 kW��Χ֮�ڡ�

ͼ4 TIG����������ʶ���ע���ȵ�Ӱ��
Fig.4 Influences of TIG current (a) and laser power (b) on thickness of HLTMI layer
��ʵ��ͨ�����ڹ��ղ��������Ͻ�����������õĸ��ϲ��ϲ㣬����ͨ�����ղ����ĵ��ڣ��������������ͷ����Լ�ɨ���ٶ�֮���ƥ�䣬�õ���ͬ���(0.5~4.3 mm)�ĸ��ϲ��ϲ㡣������Image-pro plus����ע�����������������˷������ڵ绡����Ϊ70~90 A�������Ϊ1.2~1.5 kW���ͷ���Ϊ130~140 mg/s��ɨ���ٶ�Ϊ0.3~0.4 m/minʱ����õ���ע��Ŀ����������Ϊ0.3~0.45��
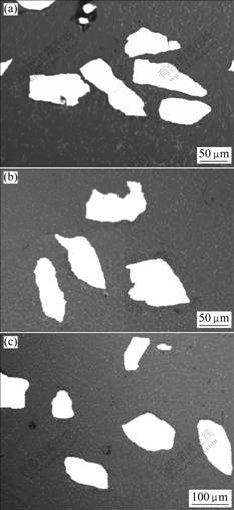
ͼ5��ʾΪ��ͬ���ղ����»�õĸ��ϲ��ϲ㡣����WC���ܶȱ���Һ��Ҫ��WC��������ע���������³������ƣ��������۳����¶��ݶȺ������ݶ��������Marangoni����ٽ�WC����λ�����ţ����������۳صײ��ۼ������ߵĹ�ͬ���ö�WC�ڼ����۳��еķֲ�����Ӱ�졣ͼ6��ʾΪ��ע��ˮƽ��������ֲ���SEM�������õĹ��ղ���Ϊ��TIG����80 A�������1.5 kW���ͷ���145 mg/s��ɨ���ٶ�0.35 m/min����ͼ6���Կ�����ˮƽ��������ֲ���Ϊ���ȡ�

ͼ5 ��ͬ���ղ����»�õ���ע��SEM��ò
Fig.5 SEM morphologies of HLTMI layer prepared at different parameters: (a) I=40 A, P=1 kW, M=120 mg/s, v=0.2 m/min; (b) I=70 A, P=1.2 kW, M=135 mg/s, v=0.3 m/min
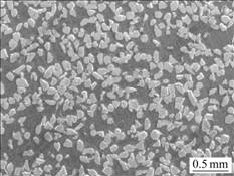
ͼ6 ��ע��ˮƽ�����SEM��ò
Fig.6 SEM morphology of horizontal cross-section of HLTMI layer
2.2 ע�����������ò
ͼ7(a)~(c)��ʾ�ֱ�Ϊ��ע�㲻ͬλ�ÿ�����ò��SEM�������õĹ��ղ���ΪTIG����80 A�������1.5 kW���ͷ���145 mg/s��ɨ���ٶ�0.2 m/min���������Կ���λ����ע���²���WC �����ۻ��϶࣬��������״�Ѿ����Բ�������۳��ϲ�����WC ���������ۻ����٣���ౣ��ԭ�������״��
ͼ7 ��ע�㲻ͬλ�õĿ���SEM��
Fig.7 SEM morphologies of particles at different locations of HLTMI layer: (a) Upper location of HLTMI layer; (b) Middle location of HLTMI layer; (c) Bottom location of HLTMI layer
�����۳ص��¶ȱ�WC���۵�(2 860 ��)�ͺܶ࣬��ˣ�WC ���������ۻ�������ȫ�ۻ���Ҫ���ܵ��������ķ��գ����������۳غ�������ټ����ۻ�����λ����ע���ϲ���WC ����������������������۳�ǰ�ķ��й����У��������Ѳ����ܹ������գ������Ѿ������ܵ��������ĵķ��ռ��ȣ���Ҫ�Ǵ��۳غ����۳أ�������������ۻ����٣����ܱ���ԭ�������״����λ����ע���²��Ŀ����������ͳ������۳�ǰ�ķ��й����У����ܵ绡�����ķ��գ��������������¶ȿ��Դﵽ3 000 �������������ߣ�WC ���㷢���϶���ۻ����ڹ�̬WC ��Χ�γ�Һ̬WC ���㡣
2.3 WC�����������֯
��ע�����У�WC �����ᱻ������Դ���ȵ��ϸߵ��¶ȣ������۳غ�����Wԭ�Ӻ�Cԭ�ӽ�����������ܽ����ɢ����Al��Ԫ�ط�����Ӧ����Ӧ���ォ�ںܴ�̶���Ӱ����ע�����֯�ṹ��ͼ8��ʾΪ ��ע��Ļ�����֯SEM�����ڸ�����Դ�����£��۳��¶ȳ�����һ��ʮ�ָ��ӵ�״̬����ˣ��۳����̺���ע���и��������֯��ò���Ҳ�ܴ�����TIG�绡�������ÿռ�Ͽ���������Դ�Կ����ļ�����������ǿ�ڵ�������ע���գ����ԣ�������ע�����п������ۻ�������أ����⣬����TIG/���⸴�ϵķ���������עʱ�������ڸ��ӵ��¶ȳ����������³��������ܵ��۳���Һ̬��������������������Һ������˶�����������������ȵ����á��������ڸ�����Դ�����¼����ۻ������۳غ����۳��ϲ������˴�����Һ̬WC�������۳�����Ͻ�Ԫ�ط����˸��ӵķ�Ӧ��������Wԭ�Ӻ�Cԭ�Ӳ���������ܽ����ɢ���۳سɷֺܲ����ȣ��۳��д�������W ԭ�Ӹ��������ڽϸߵ��¶��£�W��C��Al���������Һ��������������̼������ɷָ��ӣ��ᾧʱ�ij���ʽ��ͬ��WC��W2C�����ᾧΪ��״�ȹ����࣬���������¶ȵ��½���Ԫ�صIJ�����ɢ����Һ��������Ϊ��״�����״��ʮ�ֻ�״�Ĺ�������֦����ͼ9��ʾΪ��Ӧ�ĸ�����ע���XRD�ף����Կ�����ע����Ҫ�ɦ�(Al)��W2C��WC��(W1-xAlx)Cy������ɣ����Ц�(Al)��W2C��WCΪ��Ҫ���ࡣ����������(EDS)��X�����������(XRD)����ע����ȹ���������о����ȹ�����(W1-xAlx)Cy�ijɷֽ�Ϊ���ӣ�ѡȡ�����״�����״��ʮ�ֻ�״�������EDS���������ֳɷֱ仯�ܴ���ͼ8(a)��A��B����Ϊ��������A������������Ϊ60.2 W��35.2C��4.6Al(Ħ��������%)����״���Ƶ�B������������Ϊ50.4 W��26.7C��22.9Al��������������ƫ��Զ��������������Χ����W��Al��Ԫ��ͼ��һ���������֣�W��Al�����γ����ͬ�ɷֵ���W1-xAlx(x=0.10, 0.25, 0.50)����ˣ�(W1-xAlx)Cy�IJ���ԭ����Խ������£��ڸ����£�Wԭ�Ӻ�Cԭ�Ӳ���������ܽ����ɢ��W��Al���з�Ӧ����W1-xAlx���۳��ڲ�Wԭ�Ӻ�Cԭ�ӵķֲ��ܲ����ȣ������γɲ�ͬ��W��Al��Ԫ�࣬��Ӧ�Ų�ͬ x ��ֵ����Щ���ڽᾧ��������У�������CԪ�ط�Ӧ����(W1-xAlx)Cy����������[18]����������ƣ�W��C��Al��Ԫ�������������λ��Ҳ��Ӧ�úܺã������������W��C��Al�����ɵĸ���̼����(W1-xAlx)Cy���ڽϵ͵��¶��£�����֦����֦����ϸС����״���������������ᾧΪ������֯�������ע���ϲ���֯��òΪ(W1-xAlx)Cy�ȹ�����+������֯(��(Al)��Al2Cu�Ĺ���)����ͼ8(a)��ʾ��
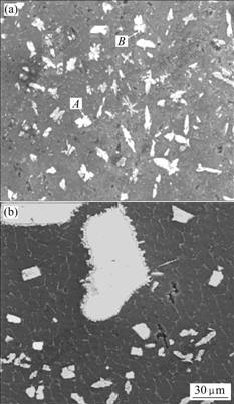
ͼ8 ������ע���л�����֯��SEM��
Fig.8 SEM images of substrate at different locations of HLTMI layer: (a) Upper side of layer; (b) Bottom side of layer
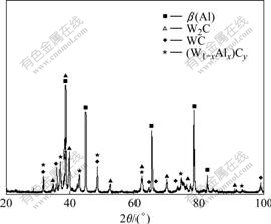
ͼ9 ������ע��XRD��
Fig.9 XRD pattern of HLTMI layer
ͼ8(b)��ʾΪ�۳صײ�������֯��ò��SEM���۳صײ������ܻ���ļ������ã���ˣ����۳����ϲ���ȣ��¶ȱȽϵͣ�Wԭ�Ӻ�Cԭ������������ܽ����ɢ��Ҳû��ʱ��������Ԫ�صij�ַ�Ӧ�����۳صײ����ٵ�̼�������Լ��ij���ʽ���нᾧ������ˣ����۳صײ�Ҳ���Կ������͵Ĺ�������֯��ò����״�ȹ�����(��̼������)+��(Al)��Al2Cu������
3 ����
1) ���ü���-TIG������ע���������Ͻ�����Ʊ��˿�����ǿ���ϲ��ϲ㡣ͨ���Ż�����ʡ�TIG������ɨ���ٶȺ��ͷ��ʵȹ��ղ����������0.5~4.3 mm��ı��渴�ϲ��ϲ㡣
2) �����ܵ�������Դ���ռ��ȵ�Ӱ�죬��ע���п������ϲ����²��������汻�ۻ��ij̶��������ӣ�������ȵ����ӿ�����Ե������Բ������ע�����Ҫ�����Ϊ��(Al)��W2C��WC��(W1-xAlx)Cy��
3) ��ע�㸴�ӵijɷֺ���ȴ��������˸��ӵ���֯��ò���۳��ϲ���ҪΪ����ʮ�ֻ�״�����״����״�ȹ�����(W1-xAlx)Cy�Ĺ�������֯�����ײ����ȹ���������ֿ�״��̬��
REFERENCES
[1] ������, ������, �����. WC������ǿ��ĥ���ϵ��о���״[J]. ����, 2006, 11: 26-30.
ZHAO Min-hai, LIU Ai-guo, GUO Mian-huan. Research on WC reinforced metal matrix composite[J]. Welding & Joining, 2006, 11: 26-30.
[2] �� ��, �� ��. ̼���ٿ�����ǿ���渴�ϲ��ϵ��о���չ[J]. ���켼��, 2002, 23(6): 362-364.
XU Bin, XIANG Dong. Survey of surface composites strengthened casting by WC articles[J]. Foundry Technology, 2002, 23(6): 362-364.
[3] տ����, �Ź���, �̺�ΰ. ������ǿ���������ϲ��ϵĸ�Ħ��������ĥ�����[J]. ���Ͽ�ѧ�빤��ѧ��, 2003, 21(5): 748-752.
ZHAN Yong-zhong, ZHANG Guo-ding, CAI Hong-wei. Tribological properties and wear mechanisms of particulate reinforced metal matrix composites[J]. Journal of Materials Science & Engineering, 2003, 21(5): 748-752.
[4] BERTRAND Y P, SMUROV I. Laser cladding of wear resistant metal matrix composite coatings[J]. Thin Solid Films, 2004, 453/454: 133-138.
[5] MCDANELS D L. Analysis of stress�Cstrain, fracture, and ductility behavior of aluminum matrix composites containing discontinuous silicon carbide reinforcement[J]. Met Trans, 1985, 16(6): 1105�C1115.
[6] IBRAHIM A, MOHAMED F A, LAVERNIA E J. Particulate reinforced metal matrix composites��A review[J]. J Mater Sci 1991, 26(5): 1137-1156.
[7] LLOYD D J. Particle reinforced aluminum and magnesium matrix composites[J]. Intern Mater Rev, 1994, 39(1): 1-23.
[8] MIRACLE D B. Metal matrix composites�CFrom science to technological significance[J]. Composites Science and Technology, 2005, 65(15/16): 2526-2540.
[9] PEI Y T, OCELIK V, De HOSSON J T M. SiCp/Ti6Al4V functionally graded materials produced by laser melt injection[J]. Acta Materialia, 2002, 50(8): 2035-2051.
[10] VREELING J A, OCELIK V, DE HOSSON J T M. Ti-6Al-4V strengthened by laser melt injection of WCp particles[J]. Acta Materialia, 2002, 50(19): 4913-4924.
[11] PEI Y T, OCELIK V, DE HOSSON J T M. Interfacial adhesion of laser clad functionally graded materials[J]. Mater Sci Eng A, 2003, 342(1/2): 192-200.
[12] LIU D J, LI L Q, LI F Q, CHEN Y C. WCp/Fe metal matrix composites produced by laser melt injection[J]. Surface & Coatings Technology, 2008, 202(9): 1771-1777.
[13] VREELING J A, OCELIK V, PEI Y T. Laser melt injection in aluminum alloys: On the role of the oxide skin[J]. Acta Mater, 2000, 48(17): 4225-4233.
[14] STEEN W M. Arc augmented laser processing of materials[J]. J Appl Phys, 1980, 51(11): 5636-5641.
[15] DILTHEY U, LUEDER F, WIESCHEMANN A. Technical and economical advantages by synergies in laser arc hybrid welding [J]. Welding in the World, 1999, 43(4): 141-152.
[16] DIEBOLD P, ALBRIGHT C E. Laser-GTA welding of aluminum alloy 5052[J]. Welding Journal, 1984, 63(6): 18-24.
[17] �����, ����Ԩ, ������, �����. 2219���Ͻ�˫˿����Ӱ������֯����ѧ����[J]. ����ѧ��, 2006, 27(3): 9-12.
MENG Qing-guo, FANG Hong-yuan, XU Wen-li, JI Shu-de. Microstructure and mechanical properties of 2219 Al-alloy heat-affected zone with twin wire welding[J]. Transactions of the China Welding Institution, 2006, 27(3): 9-12
[18] YAN J M, MA X F, ZHAO W, TANG H G, ZHU C J. Synthesis crystal structure and density of (W1-xAlx)C[J]. Journal of Solid State Chemistry, 2004, 177(7): 2265�C2270.
�ո����ڣ�2008-06-17�������ڣ�2008-11-27
ͨѶ���ߣ��Ȫ����ʦ����ʿ���绰��0451-86415506�����棺0451-86415374��E-mail: lifuquan@hit.edu.cn
(�༭ ��ѧ��)

