稀有金属 2015,39(03),268-275 DOI:10.13373/j.cnki.cjrm.2015.03.011
银的提取研究进展及前景展望
黄晓梅 李国斌 胡亮 苏毅
昆明理工大学化学工程学院
摘 要:
银是一种应用广泛,消耗量大的贵金属,在生活和工业中都是不可或缺的产品或原料。一般银的主要获取来源是含银矿石,而含银矿石主要包括独立银矿、共生银矿和伴生银矿。对不同品位的银矿石采用不同的方法对银进行提取回收。独立银矿的品位和品质是银矿石中最高的,银含量大于150 g・t-1就称为独立银矿,但实际中独立银矿的品位远高于此。共生银矿的含银量一般为100~150 g・t-1。含量低于100g・t-1的矿石就可称为伴生银矿,这类银矿单独开采利用价值不大,通常都是对矿石中的主金属元素开采利用的同时,根据伴生银在原矿中的赋存状态和嵌布特征使用多种选矿方法进行综合回收。除了含银矿石,电解阳极泥以及含银废弃物等含银原料也逐渐成为提银的主要来源。电解阳极泥主要是电镀厂或矿厂电解精炼时电解槽底部产生的泥状物质。很多电解阳极泥中都会通过富集产生大量的银,通过采用各种方法从这些电解阳极泥中提取回收银。含银废弃物的来源则比较广泛,多数含银的废弃物品都可以分类回收,成为提银的来源之一。根据不同的原料,对银的提取方法和研究进展进行了综述,并对银的应用前景做了展望。
关键词:
银;提取;银矿;回收;
中图分类号: TF832
作者简介:黄晓梅(1991-),女,云南丽江人,硕士研究生,研究方向:资源综合利用;E-mail:925905406@qq.com;;苏毅,教授;电话:13388858695;E-mail:suyi0311@163.com;
收稿日期:2013-11-22
基金:国家自然科学基金项目(6392-2010000501)资助;
Research Progress and Prospect of Extracting Silver
Huang Xiaomei Li Guobin Hu liang Su Yi
College of Chemical Engineering,Kunming University of Science and Technology
Abstract:
Silver is a kind of precious metal which has a wide application and a high consumption. It is an indispensable product or raw material in both daily life and industry. Generally,we mainly get silver from the silver ore which includes independent silver,symbiosis silver and associated silver. The silver can be extracted and recycled from different silver ores using different methods. The grade and quality of the independent silver are the highest in all of the silver ores. The silver ore can be called as independent silver if the content is more than 150 g・t- 1. While,in fact,the grade of the independent silver is far more than that. In general,the content of the symbiosis silver is between 100 and 150 g・t- 1,and the silver ore can be named as associated silver if the content of it is less than 100g・t- 1. The value of alone exploitation and utilization of the associated silver is very low. Usually,a variety of mineral processing methods can be used to the comprehensive recovery of the associated silver based on the existence state and the distribution feature of the silver in the ore when exploiting and utilizing the main elements of the ore. Apart from ore,it is another method to get silver from electrolytic anode mud and waste,which become the main source of silver extraction gradually. Electrolytic anode mud is a kind of mud material that exists in the bottom of the electrolytic tank when the plating factory or ore factory refines the metal. The process of electrolytic anode slime can produce a lot of silver by enrichment,and the silver can be extracted from the electrolytic anode slime with various methods. The source of waste containing silver is very wide. And the majority of waste containing silver can be subjected to classified recovery,so it would be a main method to refine silver. This paper summarizes the extraction methods of the silver and the study progress based on different materials,and it also prospects the application prospect of the silver.
Keyword:
silver; extraction; silver ore; recovery;
Received: 2013-11-22
银是一种在地壳中含量极少的贵金属,具有很好的延伸性和可塑性,其导热性和传热性在所有金属中是最高的,同时还具有较强的耐酸、耐碱、抗腐蚀能力。由于其优越的金属性能和广阔的应用领域,它已成为生活和工业中不可缺少的原材料。我国是最早发现和利用银的国家之一,也是世界第三大产银国,居于美国和加拿大之后。
银一般从含银矿石中提取,还可以从含银废弃物和电解阳极泥中提取。本文针对不同的原料, 综述了提取方法及研究进展,并对今后的发展做出展望。
1含银矿石提银
含银矿石一直是提银的主要来源之一,根据矿石中银的品位,含银矿石可以分为3大类: 独立银矿、共生银矿、伴生银矿。独立银矿石是指银含量大于150 g・t- 1的含银矿床,近几年来随着对银矿床的勘探和研究,独立银矿占总银矿的比例也在逐年增加,目前我国的独立银矿勘探量约占银矿储量的1 /3。共生银矿一般是指银的品位在100 ~ 150 g・t- 1的含银矿床。伴生银矿的品位一般在50 g・t- 1以下,实际利用中银的品位小于100 g・t- 1就认为是伴生银矿。由于伴生银矿床中银的含量低,一般是在对矿石中的主金属元素进行开采利用的同时,根据伴生银在原矿中的赋存状态和嵌布特征使用多种选矿方法进行综合回收。
徐竞等[1]以福建省洪田乡含银量为1100 g・t- 1的银精矿为原料,采用浮选-氰化浸出工艺路线提银,在最佳提取条件下银的浸出率达到90% 。段东平等[2]针对河南内乡县银品位在7000 g・t- 1的多金属银矿,采用氨浸-氰化或氨浸-酸脱铅-氰化的工艺路线对银进行提取。在85 ~ 100 ℃,0. 2 MPa氧压条件下,银的浸出率达到99% 。罗建平和王维熙[3]采用矿浆电解法对广西某独立银矿的矿石制得的精矿粉进行电解提银。矿浆电解工艺流程图如图1所示。电解之前加入适量软锰矿粉和硫酸在95 ℃ 预处理2 h,再在自制的200 g・L- 1的氯化钠电解液中电解,银提取率达到95. 9% 。
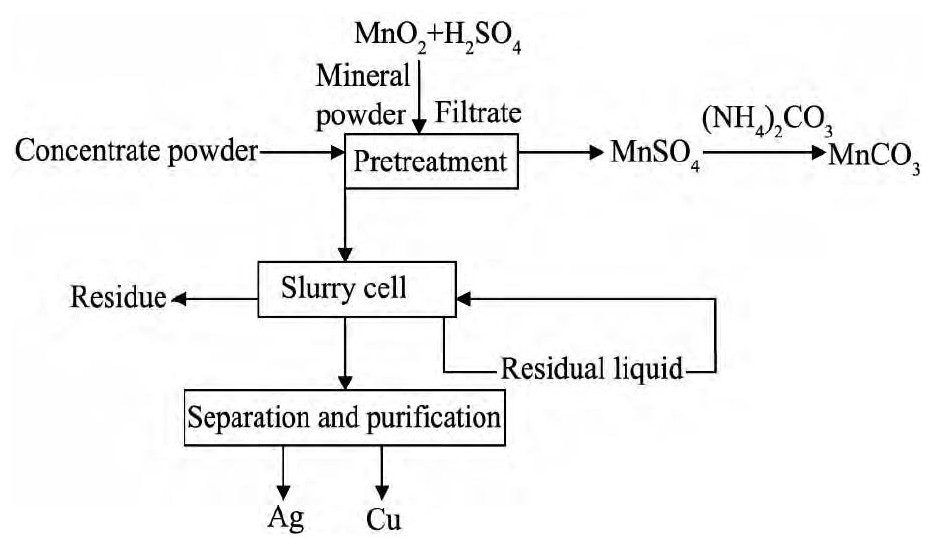
图1 矿浆电解工艺流程图 Fig.1 Schematic diagram of slurry electrolysis process
沈庆峰等[4]先利用硫酸亚铁还原浸出锰,再用氯离子络合提银的工艺来对银锰共生矿进行提取研究。提锰后的浸锰渣用氯盐体系浸取银,让银离子与氯化物形成水溶性络合物,在酸性条件下可使银的溶 解度增加,银的浸出 率可达92% 。 Yang等[5]则是在氧压条件下,利用硫氰酸铵溶液处理已经提锰的锰银硫化精矿,从中提取回收银。 与传统的氰化法和氯化方法相比,硫氰酸铵提银效率更高,毒性更低,有很好的选择性和稳定性。 在最优的浸出条件下,经过4次循环浸银流程后, 银的浸出率达到88% 。齐建云等[6]采用硫铁矿还原酸浸法浸出锰、氰化浸出银的工艺来浸出锰银矿。先采用硫铁矿浸出锰,再经过重选和浮选回收过量硫铁矿后,剩余的含银渣采用氰化钠浸出提银,最优工艺条件下,银的浸出率可达88% ,再用锌粉置换出浸出液中的银,产出的银泥中银的质量分数可达92. 18% 。
Kononova等[7]利用阴离子交换树脂和活性炭吸附从铅-锌硫化矿的矿渣中回收银。用硫代硫酸盐和硫氰酸盐分别处理铅锌矿渣,使银溶解在硫代硫酸盐和硫氰酸盐的溶液中,再采用吸附能力较好的阴离子交换树脂AV-17-10P和LK-4碳吸附剂来吸附提银。两种吸附剂在硫代硫酸盐浸出液中吸附银的能力都能达到90% ,在硫氰酸盐浸出液中银的吸附能力都能达到87% ~ 88% 。王瑞祥等[8]用含多金属的复杂金精矿为原料通过焙烧预处理提取其中的金、银、铜,通过实验可知较优的提取条件为: 在焙烧温度为903 K的富氧气氛下加入4% 的氢氧化钠焙烧3 h,浓度为1 mol・L- 1的硫酸浸出,固液比为4∶ 1,温度为363 K,反应3 h, 浓度为0. 4% 的氰化浸出,p H为10. 5,固液比为4∶ 1,反应时间为72 h,可使金、银、铜的提取率分别为94. 55% ,83. 25% ,94. 75% 。
王成行等[9]对云南某富银硫化铅锌矿中伴生银矿的回收进行了研究。在弱碱性介质条件下,分别采用“一粗二扫三精”的优先浮选工艺流程,可获得含铅71. 13% 的铅精矿,回收率为88. 45% , 铅精矿中含银3384. 10 g・t- 1,回收率为87. 25% ; 而锌精矿含锌50. 10% ,回收率为83. 80% ,含银297. 18 g・t- 1,回收率为4. 40% 。
2电解阳极泥中提银
很多电解阳极泥里含有贵金属、稀有金属和其他有价金属,也是回收银的主要原料之一,主要有铜电解阳极泥、铅电解阳极泥、锡电解阳极泥或几种混合金属电解阳极泥。
2.1铜阳极泥中回收银
杨宗荣和朱素芬[10]利用酸性食盐热浸法对铜阳极泥预处理除铅,再通过低温氧化焙烧、烯酸浸出脱铜和硒,水溶液氯化后萃金,最后再用亚硫酸钠浸出提银,银的回收率达到96% 。
覃小龙等[11]以硫氰酸铵或硫氰酸钠为选择剂从铜阳极泥中选择性浸出银,先将铜阳极泥加入硫氰酸铵或硫氰酸钠溶液中,加入碳酸氢钠调节p H = 4 ~ 5后过滤除杂,再继续加入0. 1 mol・L- 1的硫酸调节p H = 2 ~ 3,二次过滤除杂得到富银液, 在富集银液中加入氯化钠得到氯化银沉淀,过滤, 沉淀再加氨水溶解,用水合肼还原、洗涤后即可得到粗银。两次除杂和沉银后的废液集中返回到选择性浸银工序循环利用,而提银后的废渣则可以进入火法系统回收其中的其他有价金属。
2.2铅阳极泥中回收银
铅在电解精炼过程中会产生副产品铅阳极泥, 为了很好地利用铅阳极泥中的有价金属,常采用不同的方法对铅阳极泥中的金属进行回收利用。 在我国,铅阳极泥也是生产银的主要原料。
关通[12,13]采用氯化法对广州罗定铅阳极泥中的银进行了提取研究。图2为从铅阳极泥中回收银的工艺流程图。先用盐酸使阳极泥中的贱金属进入溶液,固液分离后,银留在浸出渣中。浸出渣再加入氨水浸出,银的浸出率可达97. 5% 。随后在浸出液中加入70 g・kg- 1的水合肼,在45 ℃,搅拌0. 5 h的条件下还原制银粉,可以得到品位大于99% 的银粉,银的直收率为97% 。
唐谟堂等[14]采用AC法从高锑低银类铅阳极泥中回收银和铅。先将阳极泥氯化浸出形成含铅含银的氯化浸出渣,再在氯化浸出渣中加入苏打溶液进行转化,转化渣再用硅氟酸浸出铅,银则留在固体转化渣中成为提银的银渣。银渣用氨水浸取得到浸银液,再在浸银液中加入水合肼还原得到银粉。在最优条件下,银的回收率大于98. 26% , 银粉含银可达95% 以上。刘庆杰等[15]利用酸浸、 熔炼、电解等一系列的方法从铅阳极泥中综合提取包括银在内的几种有价金属。经过预处理的铅阳极泥用盐酸浸出,银留在浸出渣中,固液分离后将浸出渣熔炼可得到合金板与炉渣。在炉渣返回炼铅过程中,合金板作为电解工序的阳极板,以钛板作为阴极,电解之后阴极即可得到银粉。阳极得到的阳极泥以及盐酸浸出的浸出液再经过后续处理即可把其它有价金属提取出来。
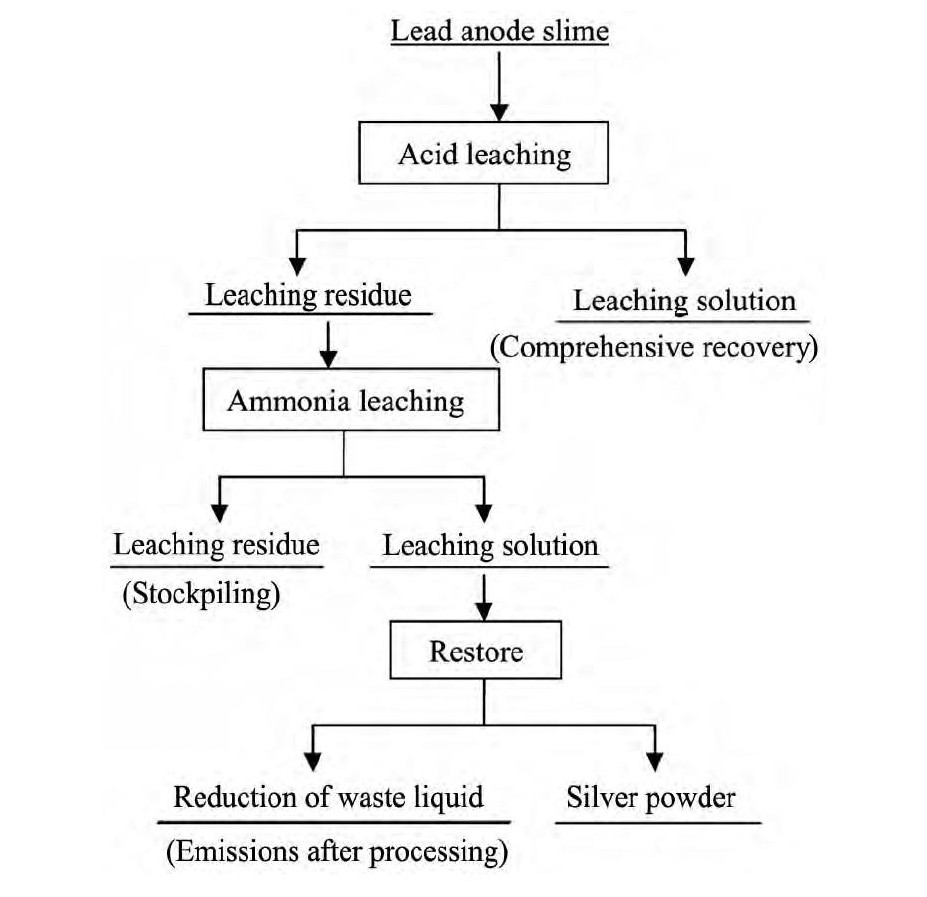
图2 从铅阳极泥中回收银的工艺流程图 Fig.2 Process flow chart for recovery of silver from lead anode slime
2.3锌阳极泥中回收银
向平等[16]针对株洲冶炼厂的锌电解阳极泥, 采用物理方法对其中的锰和铅银矿物进行分离工艺研究。针对阳极泥中锰、铅、银的不同存在形式,采用浮选-高梯度磁选-摇床重选的工艺流程对矿物进行回收。以用量为200 g・t- 1的戊黄药∶ 丁胺黑药 = 1∶ 1( 质量比) 的混合捕收剂浮选得到银精矿,再采用重选和磁选使锰铅分离,可得到含银48515 g・t- 1的银精矿,含铅80. 89% 的铅精矿和含锰50. 17% 的二氧化锰精矿。
3含银废弃物中提银
银或含银制品生产和使用过程中产生大量含银废弃物,因此近几十年来除了以矿石提炼生产银,从废旧原料中再生回收银的工作也受到世界各国的普遍重视。目前产生的各种含银废弃物主要包括医院、印刷厂、照相业等产生的定影液或含银废水,实验室中化学分析和化学实验产生的含银废液,电镀废液,废弃胶片、感光材料和光盘, 电子电器行业的含银废弃物等。针对这些不同的原料,可以采用不同的方法从废弃物中回收银。
3.1废定影液或胶片废水中提银
Adani等[17]采用活性炭从摄影和医用X射线胶片废水中提银。硫代硫酸钠和硫代硫酸铵主要用来分解存在于摄影和医用X射线胶片废水中的银卤化物。形成的硫代硫酸盐溶液中包含大量可以回收的银复合物。未处理过的活性炭的吸附能力很低,在25 ℃下,用0. 5 mol・L- 1硫酸和硝酸的溶液预处理活性炭,会使硫代硫酸钠和硫代硫酸铵中银的回收率达到98. 5% 和95. 0% 。
缪爱国等[18]采用铁粉置换法从废定影液中提取银,在3. 8 g・L- 1的铁粉用量,5. 5的p H值, 40 ℃ 的反应温度,1440 r・min- 1的搅拌速度以及30 min的搅拌时间的最佳工艺条件下,使银的回收率达到95. 6% 。提银后的溶液也可进一步处理再生成新的定影液,而1 kg银的回收成本只在60元左右,成本低廉,经济效益较大。
Chen等[19]利用电解还原法对废定影液中的银进行回收,并对电解回收银后的溶液进一步处理, 降低化学需氧量( COD) 含量。通过实验确定在电流为3 A,p H值为8和电解时间为2. 5 h的最优工艺条件下,银的回收率提高到99. 55% 。
3.2实验室废液中提银
王力[20]利用电解还原法从实验废液中回收银,通过对各种电解工艺条件的研究,控制电解电压在1. 52 V,电极间距6. 2 cm,电解时间分别为6和1 h的最优条件下,可以达到98. 5% 和96. 7% 的银回收率。
岳志劲等[21]则用5% 的TAA( 硫代乙酰胺) -Cu沉淀还原法来回收废液中的银。先用5% 的TAA与废液反应生成硫化银沉淀,再与稀硝酸反应将沉淀转化成硝酸银,最后加入铜片还原制得银粉。 这种沉淀法和还原法相结合的提银方法能使银的回收率在90% 以上。高明坤[22]采用水合肼还原法对其所在高校的实验室所用含银废液进行提银。 先用过量的氯化钠将所有银离子转换成为氯化银沉淀,洗涤过滤后加入浓氨水将沉淀溶解,调节p H值在8 ~ 9左右,再加入水合肼来还原银,制得的固体银含量在99. 8% 以上。
何京明[23]利用实验室复混肥料氯离子含量测定过程中所产生的氯化银废液为原料,对其中的银进行了回收。先在废液中加入氯化钠溶液,沉淀完全后固液分离,液体用来提取回收邻苯二甲酸二丁酯。沉淀收集后加入一定浓度的亚硫酸钠溶液,调节p H值在9左右,在温度30 ~ 40 ℃左右搅拌浸出5 h后加甲醛还原,过滤即可达到银粉,母液返回到浸银工艺,形成资源循环利用。
3.3电镀废液中提银
电镀行业中银的利用是非常广泛的,但电镀液在废弃之后,大量的银就存在了废液中,为了让废液中的银得到有效利用,江成军等[24]利用化学还原法,以连二亚硫酸钠( Na2S2O4) 为还原剂,通过研究Na2S2O4/ Ag摩尔比、温度和p H值等因素对银回收率的影响,得到了最佳工艺条件,使银的回收率可达99. 98% 。
苏远波等[25,26]利用脉冲电源从银以氰络合物形式存在的电镀废水中电解回收银,并去除氰。在最佳电解条件: 电解时间20 h,选用脉冲电源,脉冲电压2. 0 V,脉冲频率1200 Hz,脉冲占空比50% 下,电镀废水中银的回收率达到99. 4% ,氰去除率达到86. 2% 。随后,又利用热氧化分解法制备的Ir O2-Ru O / Ti电极来处理电镀废水,在最优条件下,电镀废水中的银回收率达到99. 66% ,氰去除率可达91. 63% 。
3.4废胶片中提银
X光和照相等胶片材料中都含有银,当这些材料废弃后,可以采用很多方法从这些材料中回收银。Ajiwe和Anyadiegwu[27]采用木薯氰化物溶液为电介质从X射线废胶片中电解回收银。先用浓硝酸洗去胶片中的银,用水稀释溶液到一定倍数,再加入30 ml木薯的氰化物溶液,插入电极电解溶液。通过对加入和不加入木薯的氰化物溶液来电解X胶片溶液中银的提取量作对比,可知加入木薯的氰化物溶液后银的提取率更高。
Abdel-Aal和Farghaly[28]用硝酸对照相胶片中的银进行了提取研究。通过实验确定出最佳工艺条件: 胶片尺寸小于8 mm,反应温度为90 ℃,反应时间为50 min,6% 的硝酸浓度。此时银的浸出率可达到98% 。浸出的银通过锌粉回收,几乎可以达到100% 的银回收率。熊道陵和周漫[29]同样采用酸法从废胶片中提银。采用10% ( 体积分数) 的硝酸对废胶片浸取3次后,用碳酸钠对浸取液中的银进行回收,经沉淀、水洗去杂、熔炼后可得到纯度为99. 5% 的银。
3.5含银电子电器废弃物中提银
电子电器行业的含银废弃物成分复杂,电子产品的含银量变化也大,目前电子类含银废弃物的处理多数都是将金属集中回收,再用其他方法把不同的金属分别提取出来。国内外从电子电气废弃物中回收金属主要是有机械处理技术、热处理技术、湿法冶金技术和生物技术这4种[30,31]。 机械处理耗材耗能高,工艺复杂,回收率也不高。 火法冶金冶炼过程复杂,还会环境污染,目前比较常用的方法是电解和生物冶金技术,这两种方法由于工艺简单、成本低、能耗低等优点,具有很好的开发和利用前景。
陈淑敏等[32,33]利用旋转圆筒为阴极,采用两步法电解回收电子元器件中的银。电子元件器件主要以镀银的电子废料为主,以旋转圆筒为阴极,镀件为阳极,在由Ag NO3,HNO3,Cu以及KNO3组成的电解液中电解还原,在0. 8 V的电压,46 ℃的温度, 电流密度200 ~500 A・m- 2,0. 5 ~ 2. 0 L・min- 1的阴极旋转速度下,可使银的回收率达到86% 以上,纯度达到99. 8% 。张思敬等[34]采用生物吸附对电子废弃物中的银进行了提取研究。用生物吸附剂壳聚糖和丝胶对单一体系、双组分体系,以及4组分中银的吸附能力做了研究。通过对比实验可知,对于四元体系,壳聚糖对银的吸附高达91% ,而丝胶约为6% ,同时对其他离子几乎不吸附。这一研究表明对于含多金属的电子废弃物,可以采用壳聚糖等生物吸附剂来吸附废弃物中的银,达到银回收的目的。
此外,还有医疗中牙科所用的银汞齐合金,生活中的制镜废片以及热水瓶胆碎片,以及银电池或者银蓄电池,都是含银废弃物。Serdar[35]就是利用酸液浸出溶解氧化银扣式电池,又用氯化钾溶液使银离子转换成氯化银沉淀,并用锌粉还原得到高纯度银。
4展望
随着银矿石的开采,含银矿石的品位也逐渐降低。自1940年至2009年,世界现有的白银储量已从28. 3万吨降至2. 83万吨,根据目前的数据显示,八年左右现有的白银储量将消耗殆尽,地下已探明的储量乐观估计也不会超过20年。在科技高度发达的今天,银与日俱增的需求量与世界各国银矿资源的日益枯竭形成了尖锐的矛盾。目前,从废弃物中提银越来越受人们关注,特别是各类电子废弃物以及矿物加工企业中的各种冶矿废渣、 烟尘灰等。从各种废弃原料中回收利用废弃物中的贵金属已经比矿产资源的直接开发利用更重要, 也更有意义。它不仅解决了废弃物污染环境和资源浪费的问题,也缓解了银资源危机,因此具有很好的发展前景。

