�����Ե绡������������ͭ�Ͻ���֯���������ܵ�Ӱ��
��Դ�ڿ����й���ɫ����ѧ��2020���10��
�������ߣ���ΰ ���� ������ ���ķ� ������ ��С��
����ҳ�룺2280 - 2295
�ؼ��ʣ��绡�������죻����������ͭ�Ͻ𣻲���¶ȣ�������֯����������
Key words��wire arc additive manufacturing; ultrasonic vibration��aluminum bronze alloy; interpass temperature; microstructure; tensile properties
ժ Ҫ�����õ绡�������켼�����о���ͬ����¶����������Ե绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���֯���������ܵ�Ӱ�졣����������ڵ绡��������Ĺ����У����Ʋ�ͬ�IJ���¶Ȳ�������������������״֦���γɣ����볬�����ڲ���¶�100 ���»�ð�״����֯���绡���������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���Ҫ��֦����Ħ�II��(Fe3Al)�ͦ�III��(NiAl)�Լ��ڦ�-Cu�����������Ħ�IV��(����)��ɡ��ں�����״֦���������У��������ܾ����ڸ������ԡ������볬����+����¶�100 ��������У��������Խ�С���������ۺ��������ܡ�ͨ�����볬���Ϳ��Ʋ���¶ȣ��Ż���֯���������ܣ�Ϊ����������ͭ�Ͻ�Ŀ��������ṩDZ�ڷ�����
Abstract: The effects of ultrasonic vibration on the microstructure and tensile properties of Cu-8Al-2Ni-2Mn-2Fe alloy produced by WAAM were studied under different interpass temperature. The results show that the control of different interpass temperature during WAAM process cannot inhibit the formation of epitaxial columnar dendrites. After the ultrasonic vibration is assisted, the cellular structure is obtained in the sample under an interpass temperature of 100 ��. The ��II (based on Fe3Al) and ��III (based on NiAl) phases are precipitated in the interdendritic regions whereas ��IV (based on rich Fe) is uniformly nucleated in the ��-Cu matrix. The tensile properties are anisotropic in the samples containing columnar dendrites. In samples under condition of ultrasonic vibration+interpass temperature of 100 ��, the anisotropy is eliminated and the best tensile properties are obtained. The results indicate that WAAM fabricated the nickel aluminum bronze alloys can obtain high-performance assisted ultrasonic vibration under the right interpass temperature.
DOI: 10.11817/j.ysxb.1004.0609.2020-37672
�� ΰ1������1��������1�����ķ�1��������1����С��2
(1. �ϲ����մ�ѧ ����ʡ���չ��������������ص�ʵ���ң��ϲ� 360063��
2. �Ϻ������豸�����ܳ�����˾���Ϻ� 200245)
ժ Ҫ�����õ绡�������켼�����о���ͬ����¶����������Ե绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���֯���������ܵ�Ӱ�졣����������ڵ绡��������Ĺ����У����Ʋ�ͬ�IJ���¶Ȳ�������������������״֦���γɣ����볬�����ڲ���¶�100 ���»�ð�״����֯���绡���������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���Ҫ��֦����Ħ�II��(Fe3Al)�ͦ�III��(NiAl)�Լ��ڦ�-Cu�����������Ħ�IV��(����)��ɡ��ں�����״֦���������У��������ܾ����ڸ������ԡ������볬����+����¶�100 ��������У��������Խ�С���������ۺ��������ܡ�ͨ�����볬���Ϳ��Ʋ���¶ȣ��Ż���֯���������ܣ�Ϊ����������ͭ�Ͻ�Ŀ��������ṩDZ�ڷ�����
�ؼ��ʣ��绡�������죻����������ͭ�Ͻ𣻲���¶ȣ�������֯����������
���±�ţ�1004-0609(2020)-10-2280-15���� ��ͼ����ţ�TG146.1���� ���ױ�־�룺A
����ͭ�Ͻ���������õ�ǿ�ȡ���ʴ�Ժ���ĥ���ܣ��ڴ���װ�á���ˮ����װ�õȽṹ�о��й㷺Ӧ��ǰ��[1-2]�����⣬����ͭ�������õĺ����ԣ���ˣ����������ɺ�˿�������ͺ��������ѧ�ɷֵĽṹ��[3]������ͭ������������Ϳ���ϸ���̼�ֻ����Ͻ����ĸ�ʴ��Ħ������[4-5]������ͭ�Ͻ��г�����Al��Ni��Fe��Mn�ȺϽ�Ԫ���������ۺ����ܣ�AlԪ�ؿ��Լ��ز�����ǿ�������ã���AlԪ�غ�������11%(��������)�����γɦ�2(Cu9Al4)�࣬�����׳��֡�������ԡ�������NiԪ����������ʴ���ܣ�����FeԪ�ع�ͬ���ñ����γɴ������2��MnԪ���������ӽ�����������[6]����ͳ����������ͭ�Ͻ������γɸ�ͭ�Ħ�-Cu�����ࡢ���ֽ����仯�������(��Fe���Ħ�I����II����IV���Ni���Ħ�III��)�Լ����������[6-7]��ͨ������������ͭ�Ͻ��ڻ�������л��γɴִ�Ħ�-Cu��������֦�������γɽ����仯��������仯����ή���쳤�ʺ�ƣ�����ܣ����丯ʴ������[8]����ˣ�����ú��ȴ������������衢����Ħ���ӹ��ȷ�ʽ������������ͭ���ۺ�����[9-11]����Щ������ʽ����������ͭ�Ͻ��������ں�����ɱ���
���������������켼��������ԺͿ�����Ӧ���ص㣬���ڽ϶̵�������������������εIJ�Ʒ�����ܹ�ע[12]�����е绡�������켼��(Wire arc additive manufacturing, WAAM)������Ч�ʸߡ��ɱ��͡����ܶȸߡ�����Ժõ����ƣ���Ϊ�����������һ��DZ�ڿ��з���[12]���뼤��͵�����Ϊ�����ĸ�������Դ��ȣ��绡��Դ�γɵ��۳سߴ���������ܶȵͣ��۳ص�������Ϊ�����ӡ��������ͼ�����Դ��ȴ�ٶ��ܴﵽ1��103~1��104 K/s[13-14]�����绡�۳ص���ȴ�ٶ�ͨ������1��102 K/s[15-16]����������ȴ�ٶ��Լ��۳ع�-Һ����ǰ�ض��͵��¶��ݶȣ�ʹ������֯���γ����������Ĵִ���״�������Ӷ�������ѧ���ܵĸ������ԡ�
Ϊ�ı����ֲ�������״�����������κ�����[17-19]�����������Ƽӹ�[20-21]���ֶγ��������������������Ʒ����֯�����ܡ���������Ԫ�غ������ĺ����Ƶķ�����ͬ�����������������Ϳջ�ЧӦ��ֱ��������Һ̬�۳�[22]��ʵ�ֲ��ı仯ѧ�ɷ֡����������ӹ��������£�����������Ĺ�����ͬ������������ˣ�����κ��ʣ�ʵ�־���ϸ����Ч��������������������о���������ԭ�����뵽��������Ĺ�����ȥ���ڼ����������켼������������ͨ��ѧ�Ű����Ŷ�[23-24]��չ�˳���������������Inconel 718��Ti-6Al-4V�ȺϽ���о������볬����ij��μ�����Ӧ������½����������Ŷ�[25]Ҳ���ֳ���������Ti-6Al-4V�ѺϽ����Ӧ����ͣ������Ա��κ��ٽᾧ��ͬʱ�������γ��˵��ᾧ����NING��[26]��չ�˳���������������Fe-Cr����ֺϽ𣬳��������ߴ��δ���볬����7~11 ��m�½������볬�����1.5~3 ��m��TODARO��[27]���볬�����Ʊ���Ti-6Al-4V�Ͻ���Ҳ����˾�����СԼΪ100 ��m�ĵ���¾���������ǿ�ȱ�δ���ӳ�������������12%���ڵ绡�������켼������ZHANG��[28]����������ƽ̨���Ʊ���Al-Mg�Ͻ������ʽ��ͣ�����ǿ�������������ڶ��ѺϽ�[29]�������[30]�ĵ绡����������������볬���������Ҳ�õ�������ϸ�������������������ܵı�������ˣ��ڵ绡��������Ĺ����У����볬������ϸ������֯��������ѧ���ܾ������õĿ����ԡ�
����ڴ�ͳ���켼���Ʊ�������ͭ�Ͻ𣬵绡�������������ͭ�Ͻ�����֯����ѧ�����Ͼ�����һ��������DING��[31]�Ʊ���Cu-8Al-6Ni-4Fe-2.0Mn�Ͻ�������������Ҫ��κ�������ͺ�ɫ����������֯��ɣ��ȴ���������ǿ�ȳ�����Ӧ�ɷֵ�����̬�Ͻ𣬵��쳤���������Ͻ��������͡�SHEN��[32]�о��˲�ͬ�ȴ���������Cu-9Al-4.5Ni-3.5Fe-1.3Mn�Ͻ�������ѧ���ܵ�Ӱ�죬����̬�´������Ը������ԣ�ˮƽ����ǿ����ߣ���ֱ����ǿ����͡�ͨ����ƶ����ȴ��������ȽϺ�ó�(900 ��, 2 h, WC)+(650 ��, 6 h, AC)�´������ܽ��������ԡ�DHARMENDRA��[33]�о���Cu-9Al-4Fe-4Ni-1Mn�Ͻ���֯�γɵĹ��ɣ����ֽ����仯���ﺬ�����Ե�������̬�����Է��ּ�����ǿ��������̬�൱��������ǿ��(Լ����88 MPa)���쳤��(Լ����10%)����ͬ�ɷֵ�����̬����ͭ�Ͻ������������������о����Կ������绡�������������ͭ�Ͻ����̬�´�����ѧ���ܸ������Ե����⣬��ˣ����о��ڵ绡�����������������㶨���ʵij������о���ͬ����¶����������Ե绡������������ͭ�Ͻ���֯���������ܵ�Ӱ�졣
1 ʵ��
1.1 ���Ϻ��豸
���о�ʹ�õ��豸��Ҫ�������ࣺ������ϵͳ�͵绡��������ϵͳ��������ϵͳ�ɻ��ܡ�������(����3000 W)��������(����2000 W)������ͷ����ɡ���������������������ת��Ϊ��Ƶ�����źţ���Ƶ�����źŴ��ݵ�������������������ת���ͬƵ�ʵĻ�е�������䵽����ͷ������ͷ����Ƶ��ʩ�ӵ�����ƽ̨�ϡ��绡����������ϵͳ����Fronius TPS 2700����������ɺ��ӵ�Դ����ά����ƽ̨�����屣����ȡ���ʵ��Ĺ����У�����̶��ڹ���ƽ̨�ϲ���ƽ̨����Ƶ����Ƶ���ݵ�Һ̬�����۳��У����۳���֯�����ܲ���Ӱ�죬����������绡����������̵�ʾ��ͼ��ͼ1��ʾ��

ͼ1 ����������绡����������̵�ʾ��ͼ
Fig. 1 Schematic diagram of experimental apparatus of ultrasonic vibration assisted wire arc additive manufacturing
�о�����ֱ��Ϊ1.0 mm������ͭ��˿���ɷּ���1��Ϊ�������������Cu-8Al-2Ni-2Fe-2Mn��ʾ���������6 mm���Q235��̼�֣��ɷּ���1������ǰ�û�е��ĥ�ķ���ȥ�������������Ĥ�����ñ�ͪ���øɾ����á�ʵ��ǰ��ǹ������ĩ��������ľ��������15 mm����˿�������10 mm����������̽�����Ż���ȷ�����µĵ绡�������칤�ղ�������˿�ٶ�4.0 m/min�������ٶ�0.48 m/min����ѹ10.4 V������97 A���������15 L/min�������߶�1.8~2.2 mm��
��1 ������ϵĻ�ѧ�ɷ�
Table 1 Chemical compositions of experiment materials
�о��в��õij���������Ƶ��Ϊ20 kHz����������ѡ��2000 W�㶨���䣬������ԼΪ50 ��m��
���͵ĵ绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���ͼ2(a)��ʾ������ѡ�õ������ı���������������֯�������������ܲ��ԣ�Ϊ��֤ȡ���������Ժͷ����Աȵ�ȷ�ԣ������������ij��ȳߴ羫ȷ����Ϊ120 mm�������߶ȳߴ粻����50 mm�����ǵ����ξ��ȡ�����Ч���Լ�����ͭ�Ͻ������¶ȣ�ѡ���������ġ�����¶�400 ��Ͳ���¶�100 �������¶��������о��˲�ͬ����¶�������������֯���������ܵ�Ӱ�죬����������Ϣ����ż���2�����б��C1��U1������������������ʽ���ⶨ�IJ���¶�Ϊ��Χֵ��U2��C2������������¶�Ϊ400 ��������U3��C3������������¶�Ϊ100 �����������ڳ����Ͳ�ͬ����¶ȶ��۳ص���չ��Ϊ��Ӱ�죬Ϊ��֤����������ȡ������ͬ�����³����ܲ������в�ͬ(��2�и����˲�ͬ�����³����ܲ���)��Ϊ�����ܾ�ȷ���Ʋ���¶ȣ�����ͬʱ����K���ȵ�ż(�ȵ�ż�¶ȼ�¼��λ�ڻ��壬������λ�õ����·�������������Լ1 mm)���ֳ�ʽ�����߲�����(Smart Sensor AS872������ʵʱ�������ı����¶�)�ɼ���¼���ݣ�ȷ�����ֲ�ͬ�����ɼ����¶Ⱦ��ﵽ����ֵ���º�����ɺ��������Ĺ��̡�
1.2 �����ͱ���
ʹ��Zeiss Axio Scope A1��ѧ����(Optical Microscope, OM)��Nova Nano SEM 450��Hitachi SU 1510��ɨ���������(Scanning electron microscope, SEM)��Talos f200x�����������(Transmission electron microscopy, TEM)�۲�������֯��������֯�۲��������ȡ��������λ�ã���ͼ2(b)�к�ɫ������ʾ�������֯ʹ��V(HF):V(HCl):V(HNO3)=1:15:5�ĸ�ʴ�����й۲죬��ʴʱ��3 min���ң�����֯ʹ��FeCl3 (5 g)+HCl (5 mL)+C2H6O (50 mL)�ĸ�ʴ�����й۲죬��ʴʱ��Լ12 s��TEM������Ԥ�Ƴɺ�60 ��m��d 3 mm��Ƭ����ʹ�������ΪV(CH3OH): V(HNO3)=3:1�ĵ��Һ��-20 ������Struers TenuPol-5���˫�������Ƴɡ�
��2 ������ź��ղ���
Table 2 Sample number and process parameters

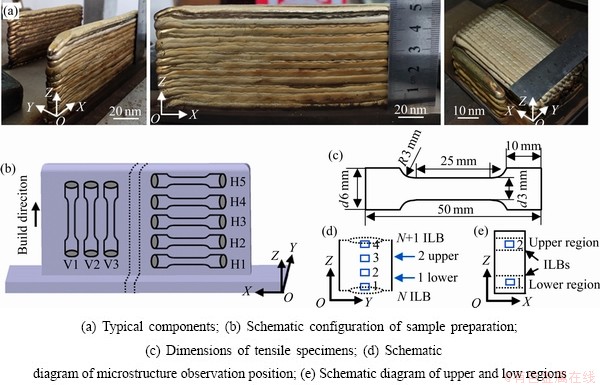
ͼ2 �绡���������Cu-8Al-2Ni-2Mn-2Fe�Ͻ�ʵ��ͼ��ȡ������ʾ��ͼ
Fig. 2 Typical Cu-8Al-2Ni-2Mn-2Fe wall components produced by wire arc additive manufacturing and sample locations
�о��˲������������������������ܣ�����������ȡ��λ�úͱ����ͼ2(b)��ʾ��V1~V3������ֱ��������λ�ã����ڲ�����ֱ������������ܣ�H1~H5����ˮƽ���������ӵײ���������λ�ã����ڲ���ˮƽ�����ϳ����߶ȶ��������ܵ�Ӱ�죬���������ijߴ���ͼ2(c)��ʾ������ʵ����Instron 8872�͵�����������������Ͻ��У���������0.5 mm/min������ǿ��ȡ�������Ϊ0.2%ʱ��Ӧ����ʹ��Hitachi SU 1510�۲�����Ͽ���ò��ʹ�ò�ʾɨ�����ȷ�(Differential scanning calorimetry, DSC)�ⶨ�˵绡���������Cu-8Ni-2Al-2Mn-2Fe�Ͻ����ת���¶Ⱥ��ۻ��¶ȡ����⣬ѡ�����뺸˿�ɷֽϽӽ���C95220��������ͭ�Ͻ𣬶Ա��������������ͭ�Ͻ�����֯���������ܵIJ��죬C95220�Ͻ�ijɷּ���1�����������ijߴ���������������һ�¡�
2 ���������
2.1 �����ò
ͼ3��ʾΪ��ͬ�����µ绡���������Cu-8Al-2Ni-2Fe-2Mn�Ͻ�����ò����ͼ3���Կ�������ͬ����¶Ⱥ��Ƿ����볬���Գ��������ͺ����֯������Ҫ��Ӱ�졣��δ���볬���������У��������ĵ�C1����(��ͼ3(a))�Ͳ���¶�Ϊ400 ���C2����(��ͼ3(b))�к����ò�����Թ۲쵽�ִ����״���ᴩ���������㣬���������IJ���ṹ���ڲ���¶�100 ���C3�����У���״���ߴ��С����˳ĶȽ��ͣ���������Ա�������ṹ(��ͼ3(c))�������볬�����������ĵ�U1�������ɱ���Ϊ�ִ�ĺ����״��������ṹ�ڳ���������Լ�ɼ�(��ͼ3(d))������¶�Ϊ400 ���U2�����У�����ϸС����״�������������������û��ң���������Թ۲쵽����ṹ(��ͼ3(e))������¶�Ϊ100 ���U3�����У��������Ҷȼ������ӣ������ͬ�����Թ۲쵽����ṹ�Ĵ���(��ͼ3(f))����Ҫ�ر�ָ�����ǣ���������Ա����IJ���ṹ���ڹ�ѧ�����¾��ܹ۲쵽����ڡ�����[34-35]�б������Ĺ����и��ӵ���ѭ���������̻��γ����ֵ��͵IJ���ṹ��һ���dz��������в��������������ۺϽ��棬����������(Interlayer bands, ILBs)������һ��������Ӱ�췢�������̶��γɵ���Ӱ��������λ������ϵ����ת���¶ȡ�������������ѭ���������������������߶��Լ�����ʵȲ����йء�ͨ���۲죬�绡���������Cu-8Al-2Ni- 2Fe-2Mn�Ͻ����ṹ�����ܱȳ���������һ�Σ��������һ����������й۲첻������ṹ����ͬ���������һ��ij����߶ȷֲ���2.5~2.8 mm���������������֮��ľ���ԼΪ1.8~2.2 mm���������������ÿ�������ĸ߶�������ʺ���¹۲쵽�IJ������ڵ绡��ѭ�������������������������IJ�ķֽ��ߣ�����������������Ӱ������
���⣬��ͬ����¶Ⱥ��Ƿ����볬���Ե绡���������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���������нϴ��Ӱ�졣��2�����˸����ղ����������������Ч������������Կ��������Ų���¶ȵĽ��ͣ���Ч������������ӣ��������Ͳ���¶ȣ����������Һ̬�۳��������ȶ��ԣ�ʹ�õ绡���ĵĹ��̸��ȶ��������볬������������U1�����У����ڹ��ߵIJ���¶ȣ�������ʹ���۳ص��ȶ��Ա����ξ��Ƚ��ͣ���Ч���������ռ53.9%��������U2��U3���������˲���¶ȣ���������������۳ص���չ��Ϊ������˽Ϻõij������ȣ���������Ч���������

ͼ3 ��ͬ������Cu-8Al-2Ni-2Mn-2Fe�Ͻ�����֯��ò����Ч�������ʾ��ͼ
Fig. 3 Macro morphologies of Cu-8Al-2Ni-2Mn-2Fe alloy with different parameters and schematic diagram of effective area
2.2 ����֯��������
�绡�۳��γɵijߴ�ϴ��ϵ������ʸߣ���Ҳ�ǵ绡�����������Ч�ʽϸߵ�ԭ�ϴ���۳����̹������γɵ�����֯��̬��Ϊ���ӡ�ͼ4��ʾ����δ���볬����ʱ��ͬ����¶����ȶ������������ڲ���֮�������֯�仯����(Y-Z���棬��֯�۲�ʾ��ͼ��ͼ2(d)��ʾ)�����Է��֣���ͬ�IJ���¶ȶ���״֦������ò�Ͷ���֦������̬�нϴ��Ӱ�졣���������ĵ�C1�����У�����¶���ߣ���������λ�õ���״֦�������ж���֦��������������ӽ�С�ĵ��ᾧ�����ڲ���¶�Ϊ400 ���C2�����У��ڲ������ϲ࣬��״����ϸ������֦�����Խ��٣������۳ظ߶ȵ��������ڲ����²�λ����չΪ����ĺ��ж���֦������״֦�������Ƶ�����֯�仯����Ҳ�����ڲ���¶�Ϊ100 ���C3�����У����͵IJ���¶ȼ������Ȼ��ۣ���������ȴ�ٶȣ�һ��֦�����Ͷ���֦��������������С���ڵ绡��������Ĺ����У��۳��ڲ����¶��ݶ�(Temperature gradient, G)�������ٶ�(Growth rate, R)��ʱ�̶�̬�仯��[36]�������ڲ���֮���γ������־��������Ա仯������֯��
�����볬���绡���������Cu-8Al-2Ni- 2Fe-2Mn�Ͻ�����֯���������ı仯�����������ĵ�U1�����У����ߵIJ���¶��ڳ����������£��۳����������γɴִ�İ�״����(��ͼ5(a1)�� (a4)�а�ɫ����ʾ)����״֦�������ڲ���֮���б���ϵ����ֲ�������ϸС�ĵ��ᾧ��������֦����������һ���ļ��٣��������������������û�иı䡣
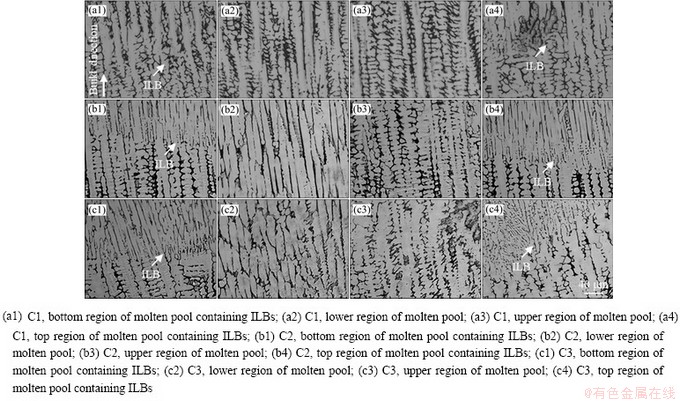
ͼ4 δ���볬�����²�ͬ����¶����ڲ���֮�������֯(Y-Z����)
Fig. 4 Microstructures between two adjacent ILBs without ultrasonic vibration at different interpass temperatures (Y-Z plane)

ͼ5 ���볬�����²�ͬ����¶����ڲ���֮�������֯(Y-Z����)
Fig. 5 Microstructures between two adjacent ILBs assisted ultrasonic vibration at different interpass temperatures (Y-Z plane)
�ڲ���¶�Ϊ400 ���U2�����У������Ű�״���;ֲ�ϸ������״��������֦��������ʧ(��ͼ5(b1)~(b4))���ڲ���¶�Ϊ100 ���U3�����У��ϵ͵IJ���¶ȱ������Ȼ��۶Ծ����ߴ����ò��Ӱ�죬�����γɲ�����ֲ��İ�״���������ijߴ�����С(��ͼ5(c1)~ (c4))��
Ϊ��ֱ�۵ط�ӳ����֯�ڲ�ͬ�����߶ȷ����ϵIJ��죬ͼ6��ʾ��6��������ڲ�ͬ�����߶ȵ�SEM��֯ͼ(X-Z���棬�۲�λ����ͼ2(e)��ʾ)�����������ĵ�C1�����У�����֦��(��ͼ6(a1))������״֦���м��γɵľֲ����ᾧ(��ͼ6(a2))�����ɼ����ڲ���¶�400 ���C2�����У�һ��֦�����Ͷ���֦���������������ų����߶ȵ�����������(��ͼ6(b1)��(b2))����C3�����У���ֵ���ȴ�����˶���֦����������һ��֦�����Ҳ������С(��ͼ6(c1)��(c2))�����볬����SEM��������۲쵽�������ĵ�U1��������״֦������ϵ�����(��ͼ6(d1)��(d2))������¶�400 ���U2��������״֦����һ������Ϻ�ϸ��(��ͼ6(e1)��(e2))����U3�����У��ڳ����������£��γ��˰�״���������Ա����������������״֦�����γ�(��ͼ6(f1)��(f2))�����⣬��C1��C2��U1��U2�����У���ͬ�����߶�λ�õ�һ��֦�����ߴ���ڲ�𣬼�һ��֦�����������߶ȵ������������ߵIJ���¶�ʹ���Ȼ������أ���������ȴ�ٶȣ���һ��֦���������ṩ����������C3�����У������ߴ�������߶����߶���������Ƶõ���һ���Ļ��⣬U3�����о����ߴ�������߶ȱ仯��Ӱ���С����������ͬλ�ý��в��������ֵ���C1��C2��C3��U1��U2��U3������һ��֦�����ֱ�ԼΪ(36.5��5.6)��(28.5��4.2)��(21.6��3.1)��(31.2��4.5)��(24.8��3.7)��(18.6��2.6) ��m��
��X-Y�������֯���Ը�ֱ�۵ع۲쵽�����ߴ�����𡣵��͵�X-Y��������֯��ͼ7��ʾ(�۲�λ��λ�����ڲ���֮��IJ�ͬ�߶�λ�ã���ͼ2(d)��ɫ��ͷ��ʾ)�����Կ�����������֯����������������״֦�������У�C1(��ͼ7(a1)��(a2))��U1(��ͼ7(d1)��(d2))���������ֳ��ִ�İ�״����ò����C2��C3��U2�����У����������ϲ�λ�õ�����֯Ϊ���ᾧ��ò(��ͼ7(b1)��(c1)��(e1))������֦�������۳ظ߶ȵ����������࣬����������֯���ְ�״֦����ò(��ͼ7(b2)��(c2)��(e2))����U3�����У����ڰ�״���Ĵ��ڣ���X-Y����������֯��Ϊδ��յ���֦����ò(��ͼ7(f1)��(f2))�������۳��ڲ���ͬλ�þ����ߴ�Ͼ��ȡ�
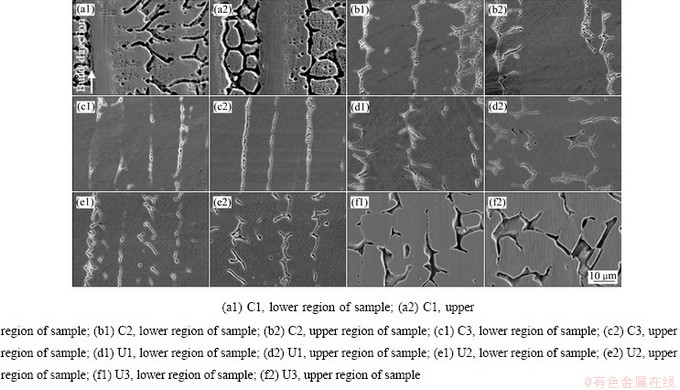
ͼ6 �������²�ͬ�����߶�λ�õ�����֯(X-Z����)
Fig. 6 Microstructures of deposited height at different parameters (X-Z plane)
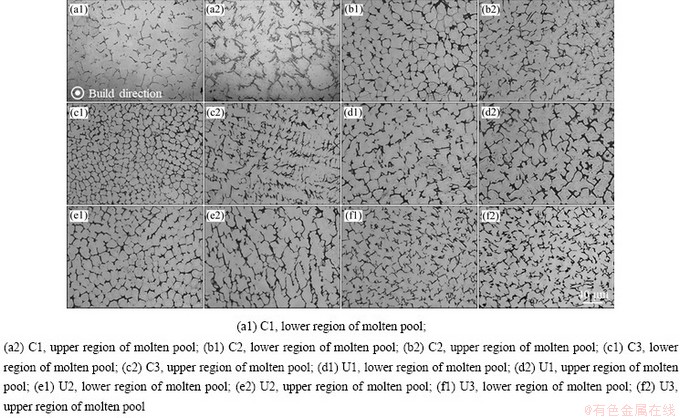
ͼ7 �����������ڲ���֮�䲻ͬ�߶�λ�õ�����֯(X-Y����)
Fig. 7 Microstructures of adjacent ILBs at different deposited heights parameters (X-Y plane)
ͼ8��ʾ�˲��ֲ����µ����������������֯��ͼ8(a)��ʾΪδ���볬����C1�����������һ�������Ľ����ò�Լ�����֯��ɢ�ҵ���֦���ֲ��ڦ�-Cu�����С������볬����U3�����У�����͵�һ�������Ľ���䱡���ڻ��帽���ij��������γɾ��ȵĵ��ᾧ��(��ͼ8(b))��δ���볬����C1�����в����ṹ����֯��ͼ8(c)��ʾ�����������ڲ�����״֦����ϸС���Ҷ���֦�����٣������Ĺ���������ͼ8(d)��ʾ�����볬����U3�����У������ṹ���γɵİ�״�������������������״֦������ͼ8(e)��(f)��ʾ����������������֯������λ������֯��ϸС������Ҫ���������������۳صײ����нϴ����ȴ�ٶȣ�����γɵ���֯��ΪϸС����ͬ�����¶���λ�õ�����֯Ҳ�нϴ��������δ���볬����C1�����У������ܹ۲쵽���ԼΪ200~400 ��m��ת��֦������(��ͼ8(g))����ת��֦���������Ǵִ�ĵ�����֦�������������ϳ����ȴ��U3�����У���������֯��ΪϸС�İ�״��(��ͼ8(h))��

ͼ8 ���ֵ����������������֯(Y-Z����)
Fig. 8 Microstructures of some characteristic regions (Y-Z plane)
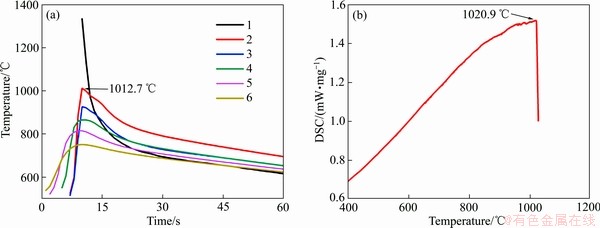
ͼ9 �绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���ѭ�����ߺ�DSC����
Fig. 9 Thermal cycles of deposited layers(a) and DSC curve(b) of Cu-8Al-2Ni-2Fe-2Mn alloy produced by WAAM
�绡�۳شӵײ��������¶��ݶ�G��С�������ٶ�v�����ӣ�G/v����ֵ��С����Һ�������ò������״֦��������֦����ת�䣬�γ���ͼ8(g)��ʾ��ת��������֯��ͼ9(a)����ʾ�����Ĺ����г������������IJ�����ѭ���¶����ߣ���������1�ǵ������������е���ѭ���¶�(��K���ȵ�ż�����Ĺ�����ֱ�����ڵ��IJ��ϱ��棬��õ�������Ĺ��̵IJ����¶��Լ������������̶Ըò����ѭ�����ߣ�K���ȵ�ż�������ԼΪ1350 �棬��ˣ����ܲⶨʵ��Һ̬�۳ص��¶�)������2�ǵ�����������̶Ե�������ѭ��Ӱ�����ߣ��Դ����ơ�������2�У��������ֵ�¶�ԼΪ1012.7 �档�Ե绡���������Cu-8Al-2Ni-2Fe-2Mn�Ͻ������DSC���ԣ�������úϽ���ۻ��¶�ԼΪ1020.9 �棬��һ�����Ĺ��̵ķ�ֵ�¶ȷdz��ӽ��úϽ���۵㣬�����Ʋ⣬��һ�����ĵ���ѭ�����������ۻ���������200~400 ��m�ĵ���֦���������������֦��Ϊά��������״֦���������ṩ�˻���[37]����ˣ���δ���볬���������У����Ʋ���¶Ȳ���������״֦�����γɣ�������ת���������������һ��Ķ���λ�õ��Ա�����
���������ij������ջ�ǿ��IC�����������¹�ʽ������[38]��
 (1)
(1)
ʽ�У� ��Һ̬�ܶȣ�c��Һ���г����Ĵ����ٶȣ�f����Ƶ�ʣ�A�����ȡ��Ͻ���=8400 kg/m3��c=1537 m/s[39]��f=20 kHz��A=50 ��m�����������ջ�ǿ��Լ��5.1��108 W/cm2��Զ��������������������õ���Сֵ(������100 W/cm2 [35])����ˣ�������������볬����������Ӱ��绡�������������Cu-8Al-2Ni-2Fe-2Mn�Ͻ������֯��HUNT[40]����ָ��������״��ǰ�صĵ��ᾧ������ʴ���0.49ʱ����������״������ᾧ��ת�䣬���ж���BERMINGHAM��[17, 36]��ZHANG��[41]�������������������Ҳ�õ���֤ʵ������¶�100 ���U3���һ�������У�ϸС�İ�״����֯ռ�������壬��ֵIJ����ȴ���ֱ����˺�����ѭ���Գ�����֯��Ӱ�죬����������������״֦�����γɡ�
��Һ̬�ܶȣ�c��Һ���г����Ĵ����ٶȣ�f����Ƶ�ʣ�A�����ȡ��Ͻ���=8400 kg/m3��c=1537 m/s[39]��f=20 kHz��A=50 ��m�����������ջ�ǿ��Լ��5.1��108 W/cm2��Զ��������������������õ���Сֵ(������100 W/cm2 [35])����ˣ�������������볬����������Ӱ��绡�������������Cu-8Al-2Ni-2Fe-2Mn�Ͻ������֯��HUNT[40]����ָ��������״��ǰ�صĵ��ᾧ������ʴ���0.49ʱ����������״������ᾧ��ת�䣬���ж���BERMINGHAM��[17, 36]��ZHANG��[41]�������������������Ҳ�õ���֤ʵ������¶�100 ���U3���һ�������У�ϸС�İ�״����֯ռ�������壬��ֵIJ����ȴ���ֱ����˺�����ѭ���Գ�����֯��Ӱ�죬����������������״֦�����γɡ�
Ϊȷ���绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ��������ɣ�ѡ���뺸˿�ɷֽӽ���C95220��������ͭ�Ͻ�۲�������֯�����Կ�����C95220��������ͭ����֦������Թ۲쵽����״��I�ࡢ��״��II���Լ�Ƭ��״��III�ࣻ�ڦ�-Cu�Ļ����У���ϸС�Ħ�IV������(��ͼ10(a))������������ͭ�Ͻ�ͬ���绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���OM��SEM�¾�����ȷ�������仯������ò�ͳɷ֣��Բ���¶�100 ���U3��������TEM�۲췢�֣���֦��������۲쵽Ƭ��״�Ħ�III�����״��II�ࡣͨ����������ͼ�������ó���II����Fe3Al�࣬��III����NiAl�ࡣ�ڦ�-Cu�Ļ����У��߱����ܹ۲쵽ϸС�ֲ��ĺ�ɫ��IV��(5~10 nm)������EDS���������Ǹ����ࡣ�绡��������Ĺ�����ȴ�ٶȴ�������Ĺ��̣���ѡ�õĺ�˿��AlԪ�غ������٣�δ�۲쵽����ϴ�Ħ�I�ࡣ����DHARMENDRA��[33]�����ĵ绡��������Cu-9Al- 4Fe-4Ni-1Mn�Ͻ���һ�¡�
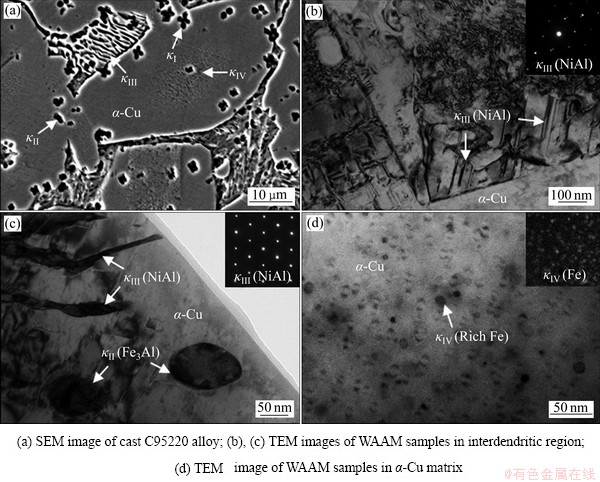
ͼ10 C95220��������ͭ�Ͻ�͵绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ�������
Fig. 10 Intermetallic phases of C95220 aluminum bronze alloys and Cu-8Al-2Ni-2Fe-2Mn alloys prepared by WAAM under different parameters
2.3 ��������
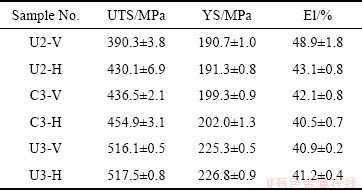
��������֯(��ͼ4~7)����Ч�������(����2)��ѡȡ����֯��Խ�ϸС����Ч��������ϸߵ�U2��C3��U3�����������������ܡ�ȡ��λ�úͳߴ���ͼ2(b)��(c)��ʾ������ˮƽ����H1~H5���ڲ���ˮƽ����ͬ�����߶ȶ��������ܵ�Ӱ�죬V1~V3���ڲ�����ֱ�������������ܡ���Ϊ�Աȣ�Ҳ������C95220�������������ܡ��������ݰ�������ǿ��(Ultimate tensile strength, UTS)������ǿ��(Yield Strength, YS)���쳤��(Elongation, El)�����͵�C95220��������ͭ�Ͻ�͵绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ�Ӧ��-Ӧ��������ͼ11��ʾ�����������������������ڱ�3�С���Ӧ��-Ӧ�����߿��Կ���������C95220�Ͻ�Ŀ���ǿ�����ڵ绡��������Cu-8Al- 2Ni-2Fe-2Mn�Ͻ𣬵��绡������������������ǿ�Ⱦ�����C95220�Ͻ�ģ���������߲����ԭ����Ҫ������C95220�Ͻ���Al��Ni��Fe�������ߣ��γɸ����ǿ���࣬����ǿ��ռ�ţ�����������ڻ�������ȴ�ٶ��γ��˴ִ�Ħ�-Cu���壬����������ǿ��ƫ�͡���U2��C3�����У�ˮƽ���������Ŀ���ǿ�Ⱦ�������ֱ�����������쳤�ʳ��෴�Ľ��������Ҫ��������״֦���Ĵ��ڣ���ˮƽ�����ϣ����������״֦�������ڱ����ڴ�ֱ�������غɷ�������ֱ�����ϣ����н�С�����ľ��紹ֱ������غɷ�����Ĵ��ڣ�������ǿ�ȣ��������쳤��[41]����U3�����У����������ڲ�ͬ�����ϵı��ֽӽ�����ͬ�ԣ�������Ͻϵ͵IJ���¶ȣ��γɵİ�״����֯�Ͼ��ȣ�ʹ������֯���������ܵ�Ӱ�콵�͡����⣬����Ŀ���ǿ�ȱ��ֳ���U3��C3��U2������Ҫ������һ��֦�����IJ�����ɵģ��ֻ��Ħ�-Cu���彵���˾������������������������ܱ��ֳ��澧���ߴ�ļ�С��ǿ�����ߵ����ƣ�����U3�����У�����ǿ��������ͬʱ���쳤�ʲ�û�������½����������ϳ�ֵIJ����ȴʵ����ϸ��ǿ����ǿ��������ͬʱ���Ե��Ա�����
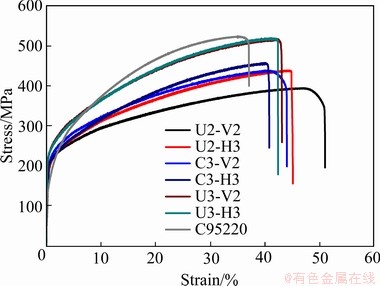
ͼ11 ����C95220��������ͭ�Ͻ�͵绡��������U2��C3��U3����Ӧ��-Ӧ������
Fig. 11 Comparison of stress-strain curves of cast C95220 alloy and U2, C3 and U3 samples
��3 ��ͬ�����µ绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���������ܽ������
Table 3 Tensile properties of Cu-8Al-2Ni-2Fe-2Mn alloy prepared by WAAM under different parameters
ͼ12�Ƚ���ˮƽ�����ϳ����߶�λ�ö��������ܵ�Ӱ�����(1~5����ȡ��λ�ôӵײ�����������ͼ2(b))���ں�����״֦����U2��C3�����У�����ǿ�Ⱦ�������߶ȵ����Ӷ��������ͣ����ڲ���¶�400 ���U2�����У����ֵĸ�Ϊ���ԡ���U3�����У���ͬˮƽ�߶ȶ��������ܵ�Ӱ�첻���쳤��������߶ȵı仯û�����ԵĹ��ɣ�����ǿ��û��������߶ȵ����Ӷ����ֳ����Խ��͵����ơ���U2��C3�����У�һ��֦�����������߶ȵ�����������(��ͼ6)���ֻ�����״֦���ǵ�������������ˮƽ�����߶����������͵ĸ���ԭ��

ͼ12 �����߶�λ�öԵ绡��������U2��C3��U3�����������ܵ�Ӱ��
Fig. 12 Effect of deposited height on tensile properties of U2, C3 and U3 samples prepared by WAAM
ͼ13��ʾΪU2��C3��U3�����������͵ĶϿ���ò����U2��C3ˮƽ���������Ͽ��У��ܹ۲쵽���Ե�����״֦���������ѵ�������״֦������֮����ϸС�����ѣ��Ͽڱ���۲쵽����״֦�����Ҳ���ų����߶ȵ����Ӷ�����(��ͼ13(a1)~(a3))��(b1)~ (b3))�����뿹��ǿ���½������Ʊ���һ��(��ͼ12)����U2�Ĵ�ֱ�������������У�������״֦����Ϊ�ִ���֦��˺�ѵĹ����У��������Ļ��Ʒ�������(ͼ13(a4)�а�ɫ��ͷ��ʾ)������U2�����´�ֱ�����쳤�ʽϸߡ��������ԵĽ����������Ҫԭ��(ͼ11��Ӧ��-Ӧ��������ʾ)����C3�Ĵ�ֱ�������������У�������״֦���ߴ�ļ�С������Ͽ���������Ϊ�����ֲ��ܹ۲쵽�����Ļ��Ʒ���������Ҳ�����������ܲ����е�ǿ�������������½��Ľ��(��ͼ13(b4))����U3�����У���ͬ����߶�λ���ϵ�����Ͽ���ò��һ�£������ֳ�ϸС�����ѣ���֤��ǿ����������������δ�����½��Ľ���(��ͼ13(c1)~(c4))��
����������������������绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ���ڲ���¶Ƚϵ͵�����£���������ѭ��������֯��Ӱ�죬������������������״֦�����γ��˰�״����֯���ԱȲ���¶���ͬ��C3��U3���������볬�����µ�U3��������ǿ�ȡ�����ǿ�ȷֱ��C3��������13.3%��11.1%�������ߵ��쳤���൱���������볬���IJ�ͬ����¶Ȳ����£�U3�����Ŀ���ǿ�ȡ�����ǿ�ȷֱ��U2��������19.7%��15.8%���쳤�������½���������Ͽ��ƽϵ͵IJ���¶ȣ�U3�������������ܵĸ������Դ�����ͣ��Ż��˵绡��������Cu-8Al-2Ni- 2Fe-2Mn�Ͻ����ѧ���ܡ�ͼ14�ܽ��˲����������������ͭ�Ͻ���ǿ��-�쳤�ʹ�ϵ[31-33, 43-45]���Աȷ��֣������볬����U3�����У�������ȴ��������ɻ�ý��������ѧ���ܡ����Ժ���о��У�����Ӧ�ó����ж�ǿ�Ⱥ��쳤�ʵ�������ƺ�˿�ɷ֣���ʵ�ָ���������ͭ�Ͻ�Ŀ��١���Ч���졣
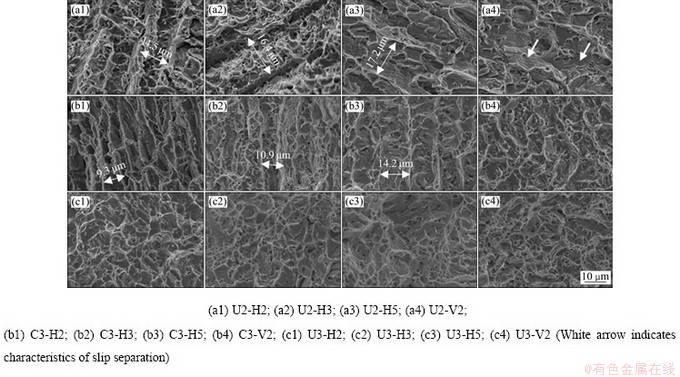
ͼ13 ��ͬ���������������ĵ��ͶϿ���ò
Fig. 13 Typical fracture surfaces of tensile samples under different parameters
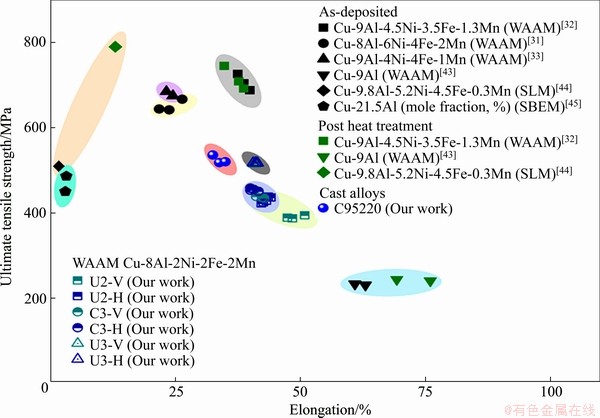
ͼ14 �����������������ͭ�Ͻ��쳤��-����ǿ������ͳ��
Fig. 14 Ultimate tensile strength versus tensile elongation to failure for aluminum bronze alloys fabricated by additive manufacturing and casting technology
3 ����
1) ��δ���볬���ĵ绡��������Cu-8Al-2Ni-2Fe-2Mn�Ͻ��У����Ʋ�ͬ�IJ���¶ȣ�����������״֦�����γɡ������볬�����ڽϸߵIJ���¶��£���״֦���б���ϵ������ڲ���¶�100 �������£��γ��˰�״����
2) �绡���������Cu-8Al-2Ni-2Fe-2Mn�Ͻ��У���Ҫ��֦������״��II��(Fe3Al)��Ƭ��״��III��(NiAl)���Լ��ڦ�-Cu�����������Ħ�IV��(����)��ɡ�
3) �ڲ���¶�100 ��ͳ�����+����¶�400 ��������У����������ڲ�ͬ����Ͳ�ͬˮƽ����λ�þ����ڸ������ԣ���ˮƽ����������������ǿ��������ֱ����ͬˮƽ����λ�õĿ���ǿ��������߶����Ӷ��������͡�
4) �ڳ�����+����¶�100 ��������У��������Եõ���Ч���ƣ����������ѵ��������ܣ�����ǿ�ȡ�����ǿ�Ⱥ��쳤�ʵķֱ�Ϊ(517.0��0.9) MPa��(226.2��1.0) MPa��41.4%��0.3%��
5) �ں���״֦����ˮƽ�����Ͽ��д��ڴ������ѣ����Ų���¶Ƚ��ͣ��Ͽ������ѵijߴ��С����Ҫ�Ķ������������������ѡ����Ʒ�������ѡ�
REFERENCES
[1] ��ȫ��, ������, ��˼��, �̹���. ��������������������ͭ���ȴ���ǿ��[J]. �й���ɫ����ѧ��, 2018, 28(1): 107-115.
KANG Quan-fei, HU Shu-bing, ZENG Si-qi, CHENG Guang-kun. Heat treatment strengthening of nickel- aluminum bronze alloy for marine propeller[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(1): 107-115.
[2] �� ˶, ������, ������, ������. ������ǿ��������ͭ�Ͻ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2020, 30(1): 69-77.
MA Shuo, GONG An-hua, FU Li-ming, SHAN Ai-dang. Microstructure and mechanical properties of high strength-ductility aluminum bronze alloy produced by warm rolling[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(1): 69-77.
[3] RAHNI M R M, BEIDOKHTI B, HADDAD-SABZEVAR M. Effect of filler metal on microstructure and mechanical properties of manganese-aluminum bronze repair welds[J]. Transactions of Nonferrous Metals Society of China, 2017, 27(3): 507-513.
[4] ������, ������, �� ��, ����ϼ, ���Ľ�, �Ժ���. ����Ϳ�������������ͭ����Ϳ�㼰��Ħ��ĥ������[J]. �й���ɫ����ѧ��, 2019, 29(5): 931-941.
TANG Li-fang, LI Wen-sheng, HE Ling, HU Chun-xia, ZHAO Wen-jie, ZHAI Hai-min. Friction and wear properties of cold spray self-sensitization luminescent/Cu-14Al-X composite coating [J]. The Chinese Journal of Nonferrous Metals, 2019, 29(5): 931-941.
[5] ������, ������, ��ѧ��, �����, ��Ч��, �� ��. Ԫ����ɢ�Ը�����ͭ�纸������֯��Ħ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2015, 25(1): 143-149.
HE Yan-yan, LI Wen-sheng, WU Xue-jun, WANG Da-feng, YANG Xiao-tian, HE Ling. Effects of element diffusion on microstructure and friction behavior of high-aluminum bronze plasma spray coating[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(1): 143-149.
[6] CULPAN E A, ROSE G. Microstructural characterization of cast nickel aluminium bronze[J]. Journal of Materials Science, 1978, 13: 1647-1657.
[7] HASAN F, JAHANAFROOZ A, LORIMER G W, RIDLEY N. The morphology, crystallography, and chemistry of phases in as-cast nickel-aluminum bronze[J]. Metallurgical Transactions A, 1982, 13: 1337-1345.
[8] �ƺ���, ������, ������, л����. ������״����֯Cu-12% Al�Ͻ���3.5% NaCl��10% HCl��Һ�еĸ�ʴ��Ϊ[J]. �й���ɫ����ѧ��, 2012, 22(9): 2469-2476.
HUANG Hai-you, NIE Ming-jun, LUAN Yan-yan, XIE Jian-xin. Corrosion behavior of continuous columnar-grained Cu-12% Al alloy in 3.5% NaCl and 10% HCl solutions[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2469-2476.
[9] ������, ������, �� �W, ð�ض�, ������. ʱЧ�¶ȶ�������ͭ�Ͻ��Ӳ�����ݱ��Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(4): 766-772.
LI Zhen-ya, YANG Li-jing, XU Cheng, MAO Shou-dong, SONG Zhen-lun. Effect of aging temperature on hard phase evolution of nickel aluminum bronze[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(4): 766-772.
[10] �̹���, ������, ��˼��. ���������������ͭ��֯�ݱ估��ʴ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2018, 28(12): 2476-2485.
CHENG Guang-kun, HU Shu-bing, ZENG Si-qi. Effect of laser peening on surface characterization and corrosion resistance of nickel aluminium bronze[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(12): 2476-2485.
[11] LV Y, DING Y, HAN Y, ZHANG L C, WANG L, LU W. Strengthening mechanism of friction stir processed and post heat treated NiAl bronze alloy: Effect of rotation rates[J]. Materials Science & Engineering A, 2017, 685: 439-446.
[12] OLIVEIRA J P, SANTOS T G, MIRANDA R M. Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice[J]. Progress in Materials Science, 2020, 107: 100590.
[13] DEBROY T, WEI H L, ZUBACK J S, MUKHERJEE T, ELMER J W, MILEWSKI J O, BEESE A M, WILSON-HEID A, DE A, ZHANG W. Additive manufacturing of metallic components��Process, structure and properties[J]. Progress in Materials Science, 2018, 92: 112-224.
[14] KORNER C. Additive manufacturing of metallic components by selective electron beam melting��A review[J]. International Materials Reviews, 2016, 61(5): 361-377.
[15] FACHINOTTI V, CARDONA A, BAUFELD B, BIEST O. Finite-element modelling of heat transfer in shaped metal deposition and experimental validation[J]. Acta Materialia, 2012, 60: 6621-6630.
[16] ������, ���ĸ�, �ŷ���, �ߺ�÷, ������. ����CAFEģ���ѺϽ�˿�ĵ绡�����������̹��̵���֯�ݱ�[J]. �й���ɫ����ѧ��, 2018, 28(9): 1775-1783.
LI Han-yan, CHEN Wen-ge, ZHANG Fei-qi, GAO Hong-mei, REN Shu-xin. Evolution of wire+arc additive manufactured titanium alloy during solidification process based on CAFE simulation[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(9): 1775-1783.
[17] BERMINGHAM M J, KENT D, ZHAN H, STJOHN D H, DARGUSCH M S. Controlling the microstructure and properties of wire arc additive manufactured Ti-6Al-4V with trace boron additions[J]. Acta Materialia, 2015, 91: 289-303.
[18] ZHANG D, QIU D, GIBSON M, ZHENG Y, FRASER H, STJOHN D, EASTON M. Additive manufacturing of ultrafine-grained high-strength titanium alloys[J]. Nature, 2019, 576: 91-95.
[19] MARTIN J, YAHATA B, HUNDLEY J, MAYER J, SCHAEDLER T, POLLOCK T. 3D printing of high-strength aluminium alloys[J]. Nature, 2017, 549: 365-369.
[20] GU J, YANG S, GAO M, BAI J, ZHAI Y, DING J. Micropore evolution in additively manufactured aluminum alloys under heat treatment and inter-layer rolling[J]. Materials & Design, 2020, 186: 108288.
[21] MCANDREW A, ROSALES M A, COLEGROVE P, HONNIGE J, HO A, FAYPOLLE R, EYITAYO K, STAN I, SUKRONGANG P, CROCHEMORE A, PINTER Z. Interpass rolling of Ti-6Al-4V wire+arc additively manufactured features for microstructural refinement[J]. Additive Manufacturing, 2018, 21: 340-349.
[22] KOMAROV S, KUWABARA M, ABRAMOV O. High power ultrasonics in pyrometallurgy: Current status and recent development[J]. ISIJ International, 2005, 45(12): 1765-1782.
[23] �� ̶, �Ű���, ���ٶ�, ����ƽ, ������, ��ӳ�. �������������������IN718����̬��֯�����ܵ��о�[J]. �й�����, 2016, 43(11): 104-109.
WANG Tan, ZHANG An-feng, LIANG Shao-duan YAN Shen-ping, ZHANG Lian-zhong, LI Di-chen. Research on as-deposited microstructure and properties of IN718 parts by ultrasonic vibration-assisted laser metal forming[J]. Chinese Journal of Lasers, 2016, 43(11): 104-109.
[24] �Ű���, �� ��, �� ̶, ������. �����Լ����۸�������ʱЧTi6Al4V�Ͻ���֯�����ܵ�Ӱ��[J]. �й�����, 2018, 45(12): 85-90.
ZHANG An-feng, FU Tao, WANG Tan, LIANG Chao-yang. Effect of ultrasonic vibration on microstructure and properties of laser cladded and solution-aging treated Ti6Al4V alloys[J]. Chinese Journal of Lasers, 2018, 45(12): 85-90.
[25] ZHANG M, LIU C, SHI X, CHEN X, CHEN C, ZUO J, LU J, MA S. Residual stress, defects and grain morphology of Ti-6Al-4V alloy produced by ultrasonic impact treatment assisted selective laser melting[J]. Applied Sciences, 2016, 6: 304.
[26] NING F, CONG W. Microstructures and mechanical properties of Fe-Cr stainless steel parts fabricated by ultrasonic vibration-assisted laser engineered net shaping process[J]. Materials Letters, 2016, 179: 61-64.
[27] TODARO C J, EASTON M A, QIU D, ZHANG D, BERMINGHAM M J, LUI E W, BRANDT M, STJOHN D H, QIAN M. Grain structure control during metal 3D printing by high-intensity ultrasound[J]. Nature Communications, 2020, 11: 142.
[28] ZHANG C, GAO M, ZENG X. Workpiece vibration augmented wire arc additive manufacturing of high strength aluminum alloy[J]. Journal of Materials Processing Technology, 2019, 271: 85-92.
[29] GOU J, WANG Z, HU S, SHEN J, TIAN Y, ZHAO G, CHEN Y. Effects of ultrasonic peening treatment in three directions on grain refinement and anisotropy of cold metal transfer additive manufactured Ti-6Al-4V thin wall structure[J]. Journal of Manufacturing Processes, 2020, 54: 148-157.
[30] JIAN L, ZHU S, CAI Z, ZHANG P, LIU J, QIN H, TONG Y. Effect of vibration on remanufacturing microstructure of FV520B stainless steel using MAG surfacing deposition technology[J]. Rare Metal Materials and Engineering, 2019, 48(3): 728-738.
[31] DING Dong-hong, PAN Zeng-zi, DUIN S V, LI Hui-jun, SHEN Chen. Fabricating superior NiAl bronze components through wire arc additive manufacturing[J]. Materials, 2016, 9(8): 652.
[32] SHEN C, PAN Z, DING D, YUAN L, NIE N, WANG Y, LUO D, CUIURI D, DUIN S, LI H. The influence of post-production heat treatment on the multi-directional properties of nickel-aluminum bronze alloy fabricated using wire-arc additive manufacturing process[J]. Additive Manufacturing, 2018, 23: 411-421.
[33] DHARMENDRA C, HADADZADEH A, AMIRKHIZ B S, RAM G D, MOHAMMADI M. Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing[J]. Additive Manufacturing, 2019, 30: 100872.
[34] HO A, ZHAO H, FELLOWES J, MARTINA F, DAVIOS A, PRANGNELL P. On the origin of microstructural banding in Ti-6Al4V wire-arc based high deposition rate additive manufacturing[J]. Acta Materialia, 2019, 166: 306-323.
[35] ZHU Y, TIAN X, LI J, WANG H. Microstructure evolution and layer bands of laser melting deposition Ti-6.5Al-3.5Mo-1.5Zr-0.3Si titanium alloy[J]. Journal of Alloys and Compounds, 616: 468-474.
[36] BERMINGHAM M J, STJOHN D H, KRYNEN J, TEDMAN-JONES S, DARGUSH M S. Promoting the columnar to equiaxed transition and grain refinement of titanium alloys during additive manufacturing[J]. Acta Materialia, 2019, 168: 261-274.
[37] KAPLAN M, YILDIZ A K. The effects of production methods on the microstructures and mechanical properties of an aluminum bronze[J]. Materials Letters, 2003, 57: 4402-4411.
[38] ESKIN G I, ESKIN D G. Ultrasonic treatment of light alloy melts[M]. 2nd ed. Boca Raton: CRC Press, 2014.
[39] SAHU R K, HIREMATH S, MANIVANNAN P V. Ultrasonic technique for concentration characterization of copper nanofluids synthesized using ��-EDM: A novel experimental approach[J]. Powder Technology, 2015, 284: 429-436.
[40] HUNT J D. Steady state columnar and equiaxed growth of dendrites and eutectic[J]. Materials Science and Engineering, 1984, 65: 75-83.
[41] ZHANG Q, CHEN J, LIN X, TAN H, HUANG W D. Grain morphology control and texture characterization of laser solid formed Ti6Al2Sn2Zr3Mo1.5Cr2Nb titanium alloy[J]. Journal of Materials Processing Technology, 2016, 238: 202-211.
[42] CARROLL E, PALMER T, BEESE A. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing[J]. Acta Materialia, 2015, 87: 309-320.
[43] DONG B, PAN, Z, SHEN C, MA Y, LI H. Fabrication of copper-rich Cu-Al alloy using the wire-arc additive manufacturing process[J]. Metallurgical and Materials Transactions B, 2017, 48: 3143-3151.
[44] MURRAY T, THOMAS S, WU Y, NEIL W, HUTCHINSON C. Selective laser melting of nickel aluminium bronze[J]. Additive Manufacturing, 2020, 33: 101122.
[45] WOLF T, FU Z, KORNER C. Selective electron beam melting of an aluminum bronze: Microstructure and mechanical properties[J]. Materials Letters, 2019, 238: 241-244.
CHEN Wei1, CHEN Yu-hua1, WEN Tao-tao1, MIN Wen-feng1, ZHANG Ti-ming1, FENG Xiao-song2
(1. Jiangxi Key Laboratory of Forming and Joining Technology for Aerospace Components, Nanchang Hangkong University, Nanchang 330063, China;
2. Shanghai Aerospace Equipments Manufacturer Co., Ltd., Shanghai 200245, China)
Abstract: The effects of ultrasonic vibration on the microstructure and tensile properties of Cu-8Al-2Ni-2Mn-2Fe alloy produced by WAAM were studied under different interpass temperature. The results show that the control of different interpass temperature during WAAM process cannot inhibit the formation of epitaxial columnar dendrites. After the ultrasonic vibration is assisted, the cellular structure is obtained in the sample under an interpass temperature of 100 ��. The ��II (based on Fe3Al) and ��III (based on NiAl) phases are precipitated in the interdendritic regions whereas ��IV (based on rich Fe) is uniformly nucleated in the ��-Cu matrix. The tensile properties are anisotropic in the samples containing columnar dendrites. In samples under condition of ultrasonic vibration+interpass temperature of 100 ��, the anisotropy is eliminated and the best tensile properties are obtained. The results indicate that WAAM fabricated the nickel aluminum bronze alloys can obtain high-performance assisted ultrasonic vibration under the right interpass temperature.
Key words: wire arc additive manufacturing; ultrasonic vibration��aluminum bronze alloy; interpass temperature; microstructure; tensile properties
Foundation item: Project(JCKY2018401C003) supported by the National Defense Basic Research Program, China; Project(20192BBH80018) supported by the Key Research and Development Plan of Jiangxi Province, China; Project(20171BCB24007) supported by the Construction Plan of Superior Science and Technology Innovation Team of Jiangxi Province, China; Project(2018ACB21016) supported by the Distinguished Young Scholars Foundation of Jiangxi, China
Received date: 2019-11-20; Accepted date: 2020-06-23
Corresponding author: CHEN Yu-hua; Tel: +86-791-3863023; E-mail: ch.yu.hu@163.com
(�༭ ����)
������Ŀ�������������мƻ�������Ŀ(JCKY2018401C003)������ʡ�ص��з��ƻ�������Ŀ(20192BBH80018)������ʡ���ƿƼ������Ŷӽ���ƻ�������Ŀ(20171BCB24007)������ʡ�ܳ��������������Ŀ(2018ACB21016)
�ո����ڣ�2019-11-20�������ڣ�2020-06-23
ͨ�����ߣ��������ڣ���ʿ���绰��0791-3863023��E-mail��ch.yu.hu@163.com

