600 MW�����¯ʡú�����ں������ĥ�����
������1, 2���� ��1, 2��������1, 2���� �3��᯿ɷ�3
(1. �㽭��ҵ��ѧ ��е����ѧԺ���㽭 ���ݣ�310032��
2. �㽭��ҵ��ѧ ��������е�������Զ����ص�ʵ���ң��㽭 ���ݣ�310032��
3. �㽭��ѧ ��Դ������ù����ص�ʵ���ң��㽭 ���ݣ�310027)
ժ Ҫ��������άģ�Ͷ�600 MW��¯�ڲ�����������������ģ�⣬�о���¯�̵����������ֲ����ɻ��˶���Ũ�ȷֲ������ض��̵�β����¯������ĥ���Ӱ�졣����ģ������Ľ���������Ӧ�ķ�ĥ�Ż���ʩ���о�����������ܸ���ЧӦ��Ӱ�죬������ܴ�������ǽ�Ͳ�ǽ�������зɻ�Ũ�Ƚϴ�ͬʱ�������̵�β������ͨ����խ�������ٶ�����ʹ�����ں����������ײ�ٶ��������Ϸ������ٶ����ֵ�ﵽ15 m/s���������ڹ�������ײ����ٶ�Ҳ����10 m/s����ˣ����������ܴ�ĥ�����ʽϴ�1������ϴ������ĥ�����ʴﵽ1 mm/a�����ֵ�ﵽ3 mm/a��
�ؼ��ʣ���¯�ܣ�ĥ��ģ��
��ͼ����ţ�TK223.3 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)02-0417-05
Erosion analysis of 600 MW boiler tubes at exit of economizer
LI Xiang-peng1, 2, CHEN Jiang1, 2, GAO Zeng-liang1, 2, ZHOU Hao3, CEN Ke-fa3
(1. College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310032, China;
2. Key Laboratory of Mechanical Manufacture and Automation of Ministry of Education,
Zhejiang University of Technology, Hangzhou 310032, China;
3. State Key Laboratory of Clean Energy Utilization, Zhejiang University, Hangzhou 310027, China)
Abstract: A three-dimension model was employed to simulate the gas-solid two-phase flow in a 600MW boiler, and the influences of the gas flow fields, particles motions and particles concentration on the erosion of the boiler tubes at the exit of economizer were studied. Anti-erosion measures were presented based on the simulation results. The results show that due to the Coanda effect, relatively high particle concentration appears in the flue gas near to the side wall and end wall; meanwhile, the gas velocity increases remarkably for the narrowed flue pass at the end of the duct, which induces high impacting velocity of particles on boiler tubes. The maximum velocity of the gas above the tubes reaches 15 m/s, and the maximum velocity of the particles impacted on the tubes is over 10 m/s as well, resulting in a high erosion rate of tubes. The erosion rate of the first layer is primarily 1 mm/a, and the maximum value even reaches 3 mm/a.
Key words: boiler tubes; erosion; simulation
��¯�����й����У����������зɻҿ�����ײ�ʹ���ʱ��������������������ˢ�����ĥ���ǵ��¹�¯����ʧЧ����Ҫԭ��ͳ���ڵ糧�¹ʷ����У���¯�豸�¹�ռ70%�����ڹ�¯�¹��У���ĥ����������ܵ��¹�ռ70%���ɼ�����¯��ĥ���������������ʮ������[1]��
��¯����������ܱ����������ĥ����Ϊ2 mm������ȫ����ʱ��Ӧ����6��104 h����[1]�������ֲ������������ֲ����������ֲ������ص�ĥ�𡣱��ص糧����3�š�4�š�5�Ź�¯�Ǵ��ձ�������600 MWȼ����ƵĹ�¯�����������ȼú���ա�����ȼúʱ�����ķɻ���ԶԶ����ȼ���յķɻ�����ĥ������Ƚ�ͻ������ĥ���������Ϊ2 a��Ҳ������2 a�� 3 mm�ķ�ĥ�߱��ɻһ�����ԶԶ������Ԥ�ڵ�ĥ�����ʡ�
Ŀǰ����������Թ�¯���պͿ�����ײ����Ľ�������ĥ���ѽ����˴����Ĺ�����ȡ���˽ϴ�Ľ� չ[2]�����д����Ե�������Tabakoff��20����70������������е�һϵ��ʵ����Ժ���ֵģ���о�[3-4]���Բ�ͬ���Ͽ����ڲ�ͬ�ٶ��¶Բ�ͬ�������ϵ���ײ��ĥ�����ʽ����˲��Է����������ݲ��Խ����ϳ��뾭�鹫ʽ���Կ�����ײ�ָ�������ĥ�����ʽ���Ԥ��������õ��˹㷺������[5-6]��������о��������������о�[7-10]��Ӧ���о�[11-14]���㽭��ѧFan��[15-16]��Թ�¯������ͬ�Ų���ʽ����ĥ��ʩ�Ƚ����˴���ʵ���ģ���о������ǣ�������Թ�¯������ĥ���о�һ���������Ϊ���������ĵ��ܻ��������������˹�¯�ṹ���̵������������ֲ���Ӱ�죬�� �ˣ�Ҳ���ѶԹ�¯�������й�����ĥ��ֲ����к���Ԥ�⣬Ҳ���Է�ĥ�Ż��ṩ��Чָ����Ϊ��ʵ�ֶԹ�¯ʵ�����й����й���ĥ���Ԥ�⣬��Ҫ��������¯�ź��̵����������ģ�ͣ��Թ�¯�ṹ���������������ͷɻ��˶��ֲ���Ӱ������о�������������600 MW��¯Ϊ�����������й�����ʡú�����ں�����ܵ�ĥ�����ģ��������������ĥ�Ż��Ĵ�ʩ��
1 ����ģ��
1.1 �� ģ
ʡú�����ں�������Ǻ�ǽˮ���������ˮƽ������λ�ں��̵����ڸ���(���ΪFL 43300)���Ӻ�ǽ�������̵��и�ǽ������ˮ������䡣�������ֱ��Ϊ57 mm���ں�Ϊ5.5 mm��ˮ��ڹܼ��Ϊ94.5 mm���Ӻ�ǽ������2����£����ϲ���һ�ţ����¼��Ϊ150 mm��ˮƽ�ž�Ϊ189 mm��
���������ͼ1��ʾ�Ĺ�¯��Ƭ����ģ�ͣ����ȡ������·�ȼ�����Ϸ����ΪFL37600��¯�Ž��棬ȡ�̵�������Ϊ����ģ�ͳ��ڣ�ģ�ͺ��Ϊ820 mm������Ӳ�ǽ���ǰ4�ź�����ܵ�ĥ�������Ϊ�˽�ģ���㣬û�п���ˮ������䣬ͬʱ����ˮ��ڹ�2������ϲ���һ�ż�Ϊ1���Ƶ���һ���·��ϳ�һ�ŵ����Ρ�

ͼ1 ����ģ�����ֽ���ͼ
Fig.1 Cross section of meshed model
����Gambit�Լ���ģ�ͽ������֣�ģ�Ͳ��ýṹ������ͷǽṹ���������ϵķ���������ˮ��ڹ������䴦���÷ǽṹ���������ಿλȫ���ýṹ�������Ժ�����ܸ������������ϸ��������������Ƭģ���нڵ���Ϊ174����������嵥Ԫ��Ϊ131�����
1.2 �߽�������ĥ��ģ�ⷽ��
ģ�Ͳ����ٶ���ڱ߽�����7.538 m/s(���ݹ�¯���������������õ�)������ѹ�����ڱ߽磻����¯�Ų�ǽ��ǰ����ǽ���̵���ǽ��ǰ����ǽ��ǰ���̵�����ͺ�����ܱ���Ϊ�̶����棬ͬʱ���ڱ��涨���ɢ������ı߽�����Ϊ�������������������ʱ����˳�����������壻������ײ�ָ���������Tabakoffģ��[3]��ͬʱ�������ǽ��Ե�����ʩ�ӶԳƱ߽磬�����Ϸ����ٶȺ�ѹ���ݶ�Ϊ0������ɻҿ�����������ھ�������(������ڴ������ֲ����ȣ��ٶ�һ��)����������������Ϊ0.41 kg/s���ɻ��ܶ�Ϊ1 666 kg/m3��������������Rosin-Rammler�ֲ���ȡ�ɻҿ���ƽ������Ϊ14 ��m����ɢϵ��ȡ3����ʼ�ٶ��������ʼ�ٶ���ͬ��ͬʱ������ڱ߽�Ϊ�����ķǷ����߽磬���������нṹ����˳��ͨ����Щ������� ������
������ײ�����ĥ�����ʷֲ�����Tabakoff������µ�ĥ�����ʰ뾭�鹫ʽ��
 �� (1)
�� (1)
 �� (2)
�� (2)
 �� (3)
�� (3)
 ��(4)
��(4)

 �� (5)
�� (5)
ʽ�У�v1tΪ�ɻ����������ٶȣ�v1nΪ���������ٶȣ�v2tΪ�ɻ������ٶȣ�v1nΪ�����ٶȣ�et��en�ֱ�Ϊ����ͷ���ָ���������1Ϊ��������ǣ�v1Ϊ�����ٶȣ�ErΪĥ�����ʣ�mg/g����ÿ1 g�ɻ�����ĥ����Ľ���������
��ģ���ʺ��ڼ����ڹ�¯�������������������ٶȷ�Χ�ڵķɻ�ĥ��[3]��ģ�ͼ��������������������Fluent����ɣ����ڿ�����ײ�ָ��������������ĥ�����ʼ��������UDF(User defined function)ʵ�֡�UDF��Fluent�ṩ���û��Ľӿڣ�ͨ������C���Գ����û�������Fluentʵ�ֶ�̬���ӡ�����UDF�Բ�ͬ���������ڹܱ��ϵ���ײ�����Ļָ��������ж��壬ͬʱ��¼�ڹ���������ײ����������������Ƕȡ������ٶ��Լ���ײ��λ�á�Ƶ�ʵ�����������������Щ�������Թ�������ĥ����м��㣬��¼ĥ���λ�ú����ʣ�����������
2 �����������
2.1 ������������
����ʡú�����ں������λ�ں��̵����ڸ������ô��̵��������С�����������������ֵ�����ں�����ܹսǴ����ﵽ20 m/s���ϡ�
ͼ2��ʾΪ�������Ϸ������ٶȷֲ��ڿ��ȷ���ķֲ����ߡ���ͼ2���Կ�����������ڵĵ�1��������ܸ����Ϸ���������нϴ���ٶȣ�����������ھ�������Ӷ���С�������ž��������ֱ����ļ�С���������Ϸ������ٶ�Ҳ��С������֮��������ٶ�������
ͼ2 �������Ϸ������ٶȷֲ�����
Fig.2 Distribution of fluid velocity in transverse direction above tubes
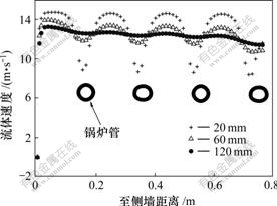
ͼ3��ʾΪ����������Ϸ�20 mm�������ع�¯��ȷ�����ٶȷֲ����ߣ���1��ʾ������ǽ�ĵ�1���ܡ���ͼ3�ɼ��������ٶ�������ǽ�ľ����С��������������ǽ������Ҳ���Ǻ�����ܹ��䴦���ٶ����������������⣬��ͼ3Ҳ���Կ�����������ǽ�ĵ�1�������������ٶ�����������̵��в����ƣ�������С��

ͼ3 ��������Ϸ�20 mm���ع�¯��ȷ��������ٶȷֲ�����ͼ
Fig.3 Distribution of fluid velocity in lognitudinal direction above tubes
��ͼ2��3���Կ�����������ڻ��ǽ�����ٶȷ������в��ٶȴ��ƺ��볣��������ʵ���ϣ�������ڴ�����������������в��������С����ˣ����������ô��ٶ������ں�ǽ�����������ڹ������ǽ����һ���ļ�࣬�϶���������ƹ����ţ������ͨ���У��γɽϴ���ٶȡ��ֳ����Ҳ����������¯��������ƫб(���ڰ�װ������߹��������͵�ԭ��)��������ƫб���ż����ˮ��ڹ�����ĥ��Ӿ磬���������ڿ����������ͨ����խ�����������ٶ�����
2.2 �ɻ��˶��ֲ�����
����������ģ�������棬����ǽ�ͺ�ǽ���ɻ�Ũ�Ƚϸߣ���������ЧӦ�Ƚ����ԡ�
ͼ4��ʾΪ4����������Ͽ�����ײƽ���ٶȷֲ����ߡ���ͼ4���Կ�����������ڵ�1�����Ͽ�����ײ�ٶȽϴ����ž��ǽ��������ӣ���������Ͽ�����ײƽ���ٶ�������С��ͼ5��ʾΪ�ع�¯��ȷ����������Ͽ�����ײƽ���ٶȷֲ����ߡ���ͼ5���Կ��������ž��ǽ����ļ�С��������ײƽ���ٶ�������

ͼ4 ��������Ͽ�����ײƽ���ٶȷֲ�����
Fig.4 Average impacting velocity of particles on different tubes

ͼ5 �غ�����ܷɻ���ײƽ���ٶȷֲ�����ͼ
Fig.5 Average impacting velocity of particles along tubes
2.3 �������ĥ�����
�ӹ���ĥ����������Կ������ڵ�1������͵�2��ܵĹսǴ����нϴ��ĥ�����ʡ�����1�Ź��в�ĥ������ԼΪ1 mm/a���ܿ���Ũ�ȺͿ�����ײ�ٶȵ����ص�Ӱ�죬�ڿ�����ǽ�ĵ�1����������2��ܵļ��սǴ����нϴ��ĥ���ʣ����ֵ�ӽ�3 mm/a������ʵ����������ǣ��ں�������в���װ��3 mm��ĥ�ߣ�2 a֮�ڻ�����������˵����ĥ��������1 mm/a���ϣ����սǴ���ĥ��ĥ������أ��ɼ�����������ʵ�����н�����Ǻϡ�
ͼ6��ʾΪÿ���������ĥ�����ʷֲ�����(ÿ����¯��ĥ�����ʳ��Ե�1���ܵ�ĥ��������Ϊ�����꣬���������ʾ�����ĥ������)����ͼ6���Կ�������1����������ϵ�ֵ������ž��ǽ����������ڵ�2~4�����������ĥ������������С��

ͼ6 �������ĥ�����ʵķֲ�����ͼ
Fig.6 Erosion rate of different tubes
ͼ7��ʾΪ�ع�¯��ȷ�����������ĥ��ֲ�����(�غ�����ܾ���ȡ9���㣬ÿ���ĥ�����ʳ��Ե�9���������Ϊ�����꣬���������ʾ�����ĥ������)����ͼ7���Կ������غ�����ܱ��棬��������ǽ����ļ�С��ĥ�������������ơ�

ͼ7 ����ȷ���������ĥ�����ʷֲ�����
Fig.7 Erosion rate along tubes
2.4 ��ĥ��ʩ
���������������Կ���������Ũ�ȺͿ�����ײ�ٶȶ�ĥ��ֲ���ֱ��Ӱ�졣Ϊ�˷�ֹ��¯����ĥ����죬��Ҫ��ȡ�����ķ�ĥ��ʩ��
һ���棬��ĥ�����Եĵ�1�����ӭ���氲װ��ĥ�ߣ����ȸ��ݱ���ĥ�����ʶ�������������ĥ�����صĹսǺͿ���ǽ��1�������ϣ���װ��ĥ�ߵĺ�ȱ���������ȱ�֤ʹ�����ڲ�����������ܱ�ĥ���ֲ��ܰ�װ̫��Ӱ���¯�ܵ����ʡ���һ���棬�����ͨ���Ż���װ�ṹ�Ͱ�װ�����ƺ�����ܸ��������ٶȳ��Ϳ���Ũ�ȳ��ֲ����Խ��սǺ͵�1�����Ͻϸߵ�ĥ�����ʡ����磬����ͨ�����Ͷ�װ忪���������ͺ�������Ϸ�ˮ�����Χ���������ȡ�
3 �� ��
a. ��ʡú�����ں�����ܸ��������ٶȽϴɻ�Ũ�Ƚϸߣ�����Խ������ǽ�ͺ�ǽ�������ٶȺͷɻ�Ũ��Խ���������ٶȵ�Ӱ�죬�ں�������Ͽ�����ײƽ���ٶ�Ҳ���ֿ�����ǽ�ͺ�ǽ�Ƚϴ�ķֲ� ������
b. �ܿ�����ײ�ٶȺͿ���Ũ�ȷֲ���Ӱ�죬�ں�����ܹսǺͿ���ǽ��1�����ϳ����˽ϴ��ĥ������(�ӽ�3 mm/a)����1������в�ӭ����ĥ������һ��Ϊ1 mm/a��
c. ����ĥ��ֲ�����������Ҫ�ڵ�1������սǴ���װ�����ķ�ĥ�ߺ�ȣ����⣬Ҳ����ͨ���Ż���װ�ṹ�Ͱ�װ�����ķ������ƺ��������Χ���������Ϳ���Ũ�ȷֲ����ﵽ����ĥ�����ʵ�Ŀ�ġ�
�ο����ף�
[1] ᯿ɷ�, ������, ������, ��. ��¯���Ƚ������Ļ��ҡ�������ĥ���ʴ�ķ�ֹԭ�������[M]. ����: ��ѧ������, 1994.
CEN Ke-fa, FAN Jian-ren, CHI Zuo-he, et al. Prevention theory and calculation of ash accumulation, slagging, erosion and corrosion of boiler and heat exchanger[M]. Beijing: Science Press, 1994.
[2] �ż�Ԫ, ������, �ƺ��. ú�۹�¯Ĥ�������ֲ���ȼ����[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(5): 857-862.
ZHANG Jia-yuan, ZHOU Jie-min, YAN Hong-jie. Technology of local supporting-combustion by membrane oxygen- enrichment for pulverized coal boiler[J]. Journal of Central South University: Science and Technology, 2007, 38(5): 857-862.
[3] Grant G, Tabakoff W. Erosion prediction in turbomachinery resulting from environmental solid particles[J]. J Aircraft, 1975, 12(5): 471-478.
[4] JUN Yong-Du, Tabakoff W. Numerical simulation of a dilute particulate flow(laminar) over tube banks[J]. ASME, Journal of Fluids Engineering, 1994, 116(4): 770-777.
[5] YAO Jun, ZHANG Ben-zhao, FAN Jian-ren. An experimental investigation of a new method for protecting bends from erosion in gas-particle flows[J]. Wear, 2000, 240(1/2): 215-222.
[6] FAN Jian-ren, YAO Jun, ZHANG Xin-yu, et al. Experimental and numerical investigation of a new method for protecting bends from erosion in gas-particle flows[J]. Wear, 2001, 250/251(2): 853-860.
[7] Stringer J. Practical experience with wastage at elevated temperatures in coal combustion systems[J]. Wear, 1995, 186/187(1): 11-27.
[8] Molinari J F, Ortiz M. A study of solid-particle erosion of metallic targets[J]. Int J Impact Eng, 2002, 27(4): 347-358.
[9] Girish R D, Bhupendra K, Gandhi S C J. Effect of erodent properties on erosion wear of ductile type materials[J]. Wear, 2006, 261(7/8): 914-921.
[10] Mbabazi J G, Sheer T J, Shandu R. A model to predict erosion on mild steel surfaces impacted by boiler fly ash particles[J]. Wear, 2004, 257(5/6): 612-624.
[11] Nicholls J R, Stephenson D J. Monte Carlo modeling of erosion processes[J]. Wear, 1995, 186/187(1): 64-77.
[12] Badr H M, Habib MA, Ben-Mansour R, et al. Erosion in the tube entrance region of an air-cooled heat exchanger[J]. International Journal of Impact Engineering, 2006, 32(9): 1440-1463.
[13] Lee B E, Fletcher C A J, Behnia M. Computational study of solid particle erosion for a single tube in cross flow[J]. Wear, 2000, 240(1/2): 95-99.
[14] Schade K P, Erdmann H J, Hadrich T, et al. Experimental and numerical investigation of particle erosion caused by pulverised fuel in channels and pipework of coal-fired power plant[J]. Powder Technology, 2002, 125(2/3): 242-250.
[15] FAN Jian-ren, SUN Ping, ZHENG You-qu, et al. A numerical study of a protection technique against tube erosion[J]. Wear, 1999, 225/229(1): 458-464.
[16] JIN Jun, FAN Jian-ren, ZHANG Xin-yu, et al. Numerical simulation of the tube erosion resulted from particle impacts[J]. Wear, 2001, 250/251(1): 114-119.
�ո����ڣ�2008-06-18�������ڣ�2008-12-12
������Ŀ���й���ʿ���ѧ����������Ŀ(2005038623)��������Ȼ��ѧ����������Ŀ(60534030)
ͨ�����ߣ� ������(1977-)���У����������ˣ���ʿ�����о�Ա�����»������̻�е����¯ȼ�պ�ұ����̵���ֵģ�����Ż��о����绰��0571-88320474��E-mail: roclee_xp@163.com

