�軯β�����輼������
��Դ�ڿ����й���ɫ����ѧ��2021���6��
�������ߣ�Ԭ���� ������ ֣���� ���»� ��ΰ л��
����ҳ�룺1568 - 1582
�ؼ��ʣ��軯β����Σ�շ���軯��������ѹ�ˣ��˱�ϴ��
Key words��cyanide tailing; hazardous wastes; cyanidation; cyanide destruction; pressure filtering; cake washing
ժ Ҫ������Ϊֹ�軯�����ǻƽ�ұ����ҵ��Ҫʹ�õĽ���ҩ�����ҹ��ƽ���ҵÿ��������軯β��Լ1��t�������軯β�����ɱ���д��ж��Ŀ������������˱����롶����Σ�շ�����¼�������軯β���ĸ�Ч���ͳɱ����账�������лƽ�ұ����ҵ��ԵĹ�ͬ���⡣����軯β�������ʺ��ص㣬Ŀǰ���ж���������������������������ʵ�ֹ�ҵӦ�á������������д��ڸ�����̬���軯������軯��ҹ��Ҽ��ط������Ļ����������ϸ��軯β�����輼����Ӧ�������Ͼ�����ս�����ĶԸ����軯β�����輼���������������ڸ��ַ�����ԭ�������ص㼰�����Խ��з���������ѹ��-ϴ�Ӽ������軯β��������Ӧ�ý������ۺ�չ����
Abstract: Up to now, cyanide has still been the dominant lixiviant used in the gold extraction. In China, there are about 100 million tons of cyanide containing tailings produced by gold industry every year. As the cyanide tailing inevitably entrains soluble cyanide and its derivative, like cyanate and thiocyanate, it has been enlisted in the National Catalogue of Hazardous Wastes. Thus the high-efficient and low-cost de-toxicity treatment of cyanide tailing is a common problem faced by all gold extraction enterprises. According to the different properties and characteristics of the cyanide tailings, many kinds of harmless treatment technologies have been developed and in developing, and some of them have come into commercial practice. However, due to the complexity of existing of various forms of cyanide-related compounds and thiocyanate in cyanide tailings and the increasingly strict environmental standards of national and local governments, great challenge is still posed on the R&D of new treatment technologies. In this paper, a comprehensive review for the cyanide tailings treatment technique was summarized, related to their fundamental mechanism and their practical limitation. Special comment was addressed for the potential application of filter-pressing & cake-washing technology on the treatment of cyanide tailings.
DOI: 10.11817/j.ysxb.1004.0609.2021-37785
Ԭ����1��������1��֣����1�����»�2, 3���� ΰ1��л ��1
(1. ������ѧ ұ��ѧԺ������ 110819��
2. ɽ���ƽ��ţ����� 250101��
3. ��������ӻƽ��ҵ����˾����� 024039)
ժ Ҫ������Ϊֹ�軯�����ǻƽ�ұ����ҵ��Ҫʹ�õĽ���ҩ�����ҹ��ƽ���ҵÿ��������軯β��Լ1��t�������軯β�����ɱ���д��ж��Ŀ������������˱����롶����Σ�շ�����¼�������軯β���ĸ�Ч���ͳɱ����账�������лƽ�ұ����ҵ��ԵĹ�ͬ���⡣����軯β�������ʺ��ص㣬Ŀǰ���ж���������������������������ʵ�ֹ�ҵӦ�á������������д��ڸ�����̬���軯������軯��ҹ��Ҽ��ط������Ļ����������ϸ��軯β�����輼����Ӧ�������Ͼ�����ս�����ĶԸ����軯β�����輼���������������ڸ��ַ�����ԭ�������ص㼰�����Խ��з���������ѹ��-ϴ�Ӽ������軯β��������Ӧ�ý������ۺ�չ����
�ؼ��ʣ��軯β����Σ�շ���軯��������ѹ�ˣ��˱�ϴ��
���±�ţ�1004-0609(2021)-06-1568-14���� ��ͼ����ţ�X753���� ���ױ�־�룺A
���ĸ�ʽ��Ԭ����, ������, ֣����, ��. �軯β�����輼������[J]. �й���ɫ����ѧ��, 2021, 31(6): 1568-1581. DOI: 10.11817/j.ysxb.1004.0609.2021-37785
YUAN Jia-sheng, CHANG Yong-feng, ZHENG Chun-long, et al. Review on treatment technologies of cyanide tailing[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(6): 1568-1581. DOI: 10.11817/j.ysxb.1004.0609.2021-37785
��1887�귢���軯����Һ�����ܽ��������軯����յ�Ӧ������һ�ٶ������ʷ��������������һֱ�����ڷ�������յ��о������軯����վ��н����ʸߡ��Կ�ʯ��Ӧ��ǿ�����ճ�����ŵ㣬������������ռ����ͳ�ε�λ�Ľ���[1]���������軯��������������ͼ1��ʾ[2-3]��
���ڽ������Ŀ�����Au��Agͨ����g/t���������軯����ÿ����1 t���ͻ����Լһ���軯β����������ͳ�ƣ�ÿ��ȫ���ƽ���ҵ�����軯β��1��t���ң����а���Լ7000��t�ĵ�Ʒλ�軯�ѽ�β��[4]���軯β���мд����軯�ﶾ�Դ������������軯���ڶ�ʱ���ھͻᵼ�¶����ж���������������ũ�������[5]���������軯���⣬�軯β���л����д����軯������������������Σ��Լ����������������ɵĽ����������ȣ���ʹ��������/�������Ρ����������ǿ������������Ҳ���Ѵﵽ���١���ȴ����ļ���Ҫ����ˣ����軯β������������ʼ���ǻƽ���ҵ����ע���ȵ����⡣
Ϊ�᳹���л����������������������л��������������Ⱦ�������η����ȷ��ɷ��棬2018��3��1�ա��ƽ���ҵ������Ⱦ���Ƽ����淶������������HJ 943��2018��ʽ������ʵʩ����HJ 943��2018�н����������輼�������������úʹ����ۺϿ��ǣ����ڸ�¼���оٳ��˸������账�����������Ը�������ԭ��������δ����ϸ˵��[6]�����ļ���������������輼��ԭ�����ص㼰�������³��ֳ��������о���չ���м�Ҫ����������
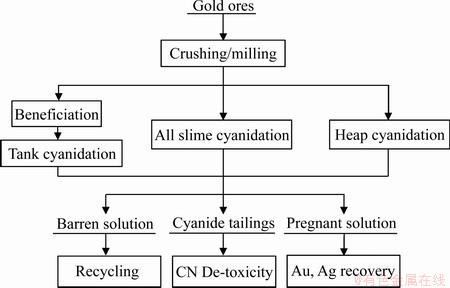
ͼ1 �����軯�������̼�ͼ
Fig. 1 Process flow diagram of common cyanidation leaching
1 �������輼���ķ����
�������������úʹ������ͬ����HJ 943��2018���������账�����ü�����Ϊ���ࣺ1) ���ʯ����β���ã�2) ������β���ã�3) �ѽ��������ã�4) �������á���һ������ӽ��Ĵ����������ͺ����մ��ð취���������֣���������Ӧ�����账����������INCO��������������ȫ��������𣻹������������������������躬���ϵ͵Ľ��ʯ�������ѽ������������ữ���շ������ں�������ߵĽ��������������������ʱ�����迼�DZ�����Ⱦ����ˮ��Ҫ���ȶԺ�������β��Һ�̷��롢ϴ�Ӻ��ٶ��������ó����������������������Ȳ��ײ���������Ⱦ�ķ�������������账����
���⣬�ӷ�ˮ���ŷŵ�ʵ��Ҫ������������Ĵ������軯���յ�ƶҺ��·ѭ��ʹ��������ء��纬������β�������账��ʱ���Ȳ���ѹ�ˡ�ϴ�ӵĹ��մ�����ѹ��Һ������������ˮ��ϴ�Ӳ���ʹ��������������С��5 mg/L����β����Ҫ�������账�����ѵ㽫ת��Ϊϴ��Һ�����账�����������Ĵ�����ת��Ϊ�����ˮ�Ĵ���������һ�Ƕ����������������账�������뺬���ˮ�����账�����б����ϵ�һ����[7]��
������ijЩ����ĺ����ˮ��������������ù�������������ֱ�Ӵ�����������β��ʱ���ᵼ�¹��������ڹ����������Ķ���ֽ����⣬�ҹ��������������������ں�������ʯ��β��������ˣ����о��ĽǶ������������軯β�������账�����գ���ԭ����������������ڶԷ���������ͶԱȡ�
�����跴Ӧԭ����ͬ���軯β�������������������¿ɷ�Ϊ�������͡�
1) �軯���ƻ���
�÷�����Ҫ�м����Ȼ�����INCO����������������������������������ѹˮ�ⷨ����������������������������������������������·ֽⷨ����շ��ȡ�
2) �軯��ת����
�÷�����Ҫ��п�γ����������γ�������ͭ�γ������ȡ�
3) �軯����շ�
�÷�����Ҫ���ữ���շ������ӽ������ȡ�
2 �軯���ƻ���
2.1 �����Ȼ���
20����70������������Ȼ�����ʼӦ���ڴ����軯��ˮ����һ����Ӧ����Ϊ�㷺���軯��ˮ���������������Ȼ���������������Һ�ȡ��������κ�Ư�۵Ⱥ���ҩ�����ڼ��������½��軯�������ֽ�ɵͶ��������ķ��������������������У���Һ�еĴ����������Ҫ�������á�
�����Ȼ������������ˮ������Ҫ���������С���һ��Ϊ���������Ϊ�����������ҺpHֵ������ǿ���ԣ�����������������軯�ﷴӦ�����Ȼ��裬Ȼ��ˮ��������������ӡ����������¿��Ա���綾�����軯����Ȼ�������ɣ�ͬʱ����ʹ��Ӧ������ȫ���ӿ췴Ӧ����[8-11]����Ӧ����ʽΪ
CN-+ClO-+H2O��CNCl+2OH- (1)
CNCl+2OH-��CNO-+Cl-+H2O (2)
�ڶ���Ϊ��ȫ���衣��������ӱ���ȫ����ΪCO2��N2���Ӷ���ȥ��ˮ�е��軯���Һ��pH�����������������ڷ�Ӧ�Ľ��У�һ�������8.0����Ϊ�ˡ���Ӧ����ʽΪ��
2CNO-+3ClO-��CO2+N2+3Cl-+ (3)
(3)
���ľ�[11]��ʹ�ü����Ȼ����������ú����Һʱ���֣�����������ӽ�һ������ʱ�������Һ��pHֵ����8.5��������̼���γɰ뻯��̬������̬�������ڷ�Ӧ�Ľ��С������[8]ͬ�����֣�����Һ��pHֵ����ʱ����������ӵ�������Ӧʱ����ӳ�������[12]�Դ�ͳ�����Ȼ������иĽ��������ữ-���μ����Ȼ���������Ũ���軯���ˮ���軯�ﺬ������0.5 mg/L���£����ڷ�Ӧ��ͨ������pHֵ����Һ�е�Zn2+�������������ʽ����������
�����Ȼ����ܹ�����������Һ�е����軯������ؽ������ӳ��������������Լ���Դ�㷺���۸����������Ч���Ϻá��������ŵ㡣����β�����������ȵ��������ϸߣ�����ϵ�������̼��Ժ�ʴ�Խ�ǿ�������ͺ�ʹ�ù����д���һ��Σ����[13]����Ҫ�ϸ���Ʒ�Ӧ��pHֵΪ���ԣ���ֹ�����軯����Ȼ��ⶾ�����壬���Ĵ����Ŀ��Լ�ʹ������ƣ��Թܵ����豸��ɸ�ʴ[14]�����Ҹ÷��������ƻ��ȶ�������������˵����������ĺ����ϸ�ʱ��ʹ�ü����Ȼ����������Դﵽ�軯���ŷű�[9]��
2.2 ����������������
20����80�����INCO��˾(International Nickel Company����������˾)�����˶�������-�����������գ���˶�������-����������Ҳ����INCO����Ŀǰ����ȫ��㷺Ӧ�á�����������������Һ�У�������ͭ�����������£����ö�������Ϳ�����Эͬ���ý��軯�������ɶ��Խϵ͵���������ӣ���һ������Ϊ̼������Ͱ����Ӷ�ʵ�ֳ�ȥ�����ˮ�е��軯��[9]��INCO�������軯������軯��ķ�Ӧ����ʽ���£�
CN-+SO2+O2+H2O CNO-+
CNO-+ +2H+ (4)
+2H+ (4)
SCN-+4SO2+4O2+5H2OCNO-+5+10H+ (5)
CNO-+H++2H2O�� (6)
(6)
��������-������������Ȼ�����ƻ�������������������ȥ����ʵ��ֻ��10%~20%[15]����Ӧ�����������SO2������ѹ��Һ����������ԭ���Σ��罹��������(Na2S2O5)����������(Na2SO3)�����������(NH4HSO3)�ṩ��������Ȼ�����ͬ����������-�������������Խ���ˮ�е� ��ԭΪ
��ԭΪ ��Ȼ�����ؽ������ӽ���Գ�������ʽȥ��[16]�������ˮ�и����軯���ȥ��˳���ɴ�СΪ��CN-��
��Ȼ�����ؽ������ӽ���Գ�������ʽȥ��[16]�������ˮ�и����軯���ȥ��˳���ɴ�СΪ��CN-�� ��
�� ��
�� ��
�� [3]��
[3]��
��ɳ��[17]�Խ���������Ϊҩ��������INCO����ij���ĺ�ͭ�軯β���д�������pH=10.2����������������4.0 g/L������������ͭ�ͳ�������Ӧʱ��2.5 h���ܹ��ܺõ�ȥ����Һ�е��軯���Ӱ��[18]����Ʒ������γ��������ô���ij�ƽ��ɽ�ĸ��麬��β��ȷ������������Ϊ����������������15 g/L������ͭ����Ϊ0.125 g/L����Һ��400:1��pHֵ7.5~8.0����Ӧʱ��3 h��
��������-������������ֱ��Ӧ����β�����账��[1]���÷��������Լ��۸��������Դ�㷺���ܴ���Һ��ȥ�����ֵ��軯�����Ͷ���١����ڲ������������̼��ŵ㡣ȱ��������ȥ����Һ�е����軯�����ˮ�к��н϶���������ʱ������Խϴ�[19-20]��
2.3 ��������������
1974�꣬�����Ű˾�ɹ�ʹ�ù�������Իƽ��ɽ�����ˮ���д���������Ʒ����ƣ���������������Ҳ����ͭ���ӵĴ������£����軯������Ϊ�����Ρ���Һ�е���������������������п��ͭ���������ɳ������Ӷ�ʵ��ȥ����Ŀ��[21]�������������£���������ͼ״��Ļ����Һ�������������ӵĴ������¿���ʵ���軯����ƻ�[22]���������ˮ�����������¼��ײ����綾���軯�����壬���ʹ�ù������������������軯�ﳣ�ڼ��������½��С����������£���Һ�з�������Ҫ��Ӧ���£�
CN-+H2O2CNO-+H2O (7)
 +3H2O2��Cu2++3CNO-+3H2O (8)
+3H2O2��Cu2++3CNO-+3H2O (8)
+4H2O2��Zn2++4CNO-+4H2O (9)
CNO-+2H2O��+ (10)
(10)
+2Cu2+��Cu2[Fe(CN)6]�� (11)
+2Zn2+��Zn2[Fe(CN)6]�� (12)
1996����ɽ�����ʹ�ù����������������й�ҵ���飬�����ữ��ĺ���βҺȡ���˽ϺõĽ������Һ�ȷ���ƽ���ɱ�������10.5Ԫ/m3[23]�������ƽ��о�Ժ����ɽ�����Ĺ��ս��н�һ���о����ɹ������гɱ�����7.9Ԫ/m3������ɽ����ɽ�������ƹ�Ӧ�ã�ȡ�������õľ���Ч��[24]��
�����������������ڴ���Һ�̷����ĺ����Һ���ܹ�ȥ�������軯��ͽ�����������Ч���ͷ�ˮ�е����軯��Ũ�ȣ��������̼��ҹ�������ķ�Ӧ������ˮ��������ɶ�����Ⱦ���������������������������ʽ�������Ҫ���Ȼ�������Ρ�ͭ�εȴ�����ͬʱ�����������������Ʊ�Σ�ջ�ѧƷ����ʴ�Խ�ǿ�����˳�;���䣬�ڲ��������д��ڰ�ȫ�������ϸߵ��Լ��ɱ������谭�����������������ģ��ҵӦ�õ���һ����Ҫ����[21, 25]��
2.4 ����������
���������������ÿ����ڸ�ѹ��Ƶ���ͨ�����ηŵ�������������軯�����������������Һ�д��ڵ�ͭ�����ܹ�����������Ӧ�Ľ��У��������軯����Ҫ�����ַ�Ӧ��ʽ��һ����ֱ�������軯���һ���Dz��ֳ����ڷֽ��������ɻ��ƻ��軯��[3]����Ҫ��Ӧ���£�
CN-+O3��CNO-+O2 (13)
2CNO-+3O3+H2O��N2+ +3O2 (14)
+3O2 (14)
SCN-+O3+H2O��CN-+H2SO4 (15)
��Ƥ����ҵ��˾2007��ɹ�ʵ�ֳ��������������軯β��Ĺ�ҵ��Ӧ�ã���λ�����ɱ���Ϊ4.11Ԫ/m3(��ˮ)[26]�������[27]���[28]�Բ�ͬ�ij��������������̡���������ϵͳ����Һ��Ӧ�������˶Աȣ��Գ������������������ˮ���ս�����ϵͳ�Ż���
�������������ռ�����ֱ�������κη�Ӧ�Լ������������������ӣ�����������Ⱦ������ڷ�ˮѭ�������÷�Ҳ����һЩȱ�㣺�������ڵ�Ũ�ȵĺ����ˮ�����Դ������豸Ͷ�ʽϴ���������Ч�ʵ͡��ĵ�϶࣬�������̵����к�ά���ɱ��ϸ�[29]��
2.5 ��ѹˮ�ⷨ
��1832�귢���軯���ˮ�ⷴӦ���������Ǿ�һֱ�����ڽ��÷�ӦӦ���������еĸ������档��20����70���ĩ�����ô�ȹ��ҳɹ����ڹ�ҵ�����н����˼�ѹˮ�������װ��[30]��
ʹ�ü�ѹˮ�ⷨ�����軯β��ʱ����Ҫ�Ƚ��е���������Ȼ���ٶԿ��м�ѹ�ֽ�����軯������Һ�д��ڵ���̬����pHֵ�йأ�������������Ҫ��CN-��ʽ���ڡ���ѹˮ�ⷨ�ǽ�������Һ��pHֵ���������ԣ�Ȼ�������ܱ�������ʩ��һ�����¶Ⱥ�ѹ����ʹ���軯�����շֽ�Ϊ�����������ε�������������[31]���䷴Ӧ����ʽΪ
CN-+2H2O��HCOO-+NH3 (16)
��ˮ�ⷴӦ�����У���Һ���¶Ⱥͷ�Ӧʱ����軯��ķֽ�Ӱ����Ϊ��������Ӧѹ����Ӱ���֮���軯��ij�ʼŨ�Ⱥ���Һ��pHֵ����������軯��ķֽ����Ӱ��[32-33]���軯���ڲ�ͬˮ���¶��£���ѹˮ��ķ�Ӧ���ʳ�����ͬ����Ӧ���ɷ���һ����Ӧ����ѧ[34]��
��ѹˮ�ⷨ�������Դ���������軯����軯��������P����������ﶼ�������õĴ���Ч�����÷�����������ҺpHֵ���������Ӷ����Լ����Բ�ͬŨ�ȵĺ����ˮ���н�ǿ����Ӧ�ԣ����г���Ч���á����ռ������ȶ����ŵ�[35]������ѹˮ�ⷨ�ڷ�Ӧ��������Ҫʩ�ӽϸߵ��¶Ⱥ�ѹ�����豸Ͷ�ʺ����гɱ��ϸߣ������Ǽ��ȳɱ��ߡ������軯���ѹˮ�����ɵļ����κͰ����������Һ�����Ľ�һ����������Ӱ��[30, 36]��
2.6 ���������
�绯ѧ�������ɷ�Ϊֱ�ӵ���������ͼ�ӵ������������ԭ��������ӵ糡�������£�ͨ�����ӵĵ�ʧ���̣�ʹ��ˮ�е�CN-�Ͳ����������������ʧȥ���������������Ρ�������̼�͵��������DZ������ķ�Ӧ����(��Cl2��ClO-��)�������[37]�����������Ӧ�����У��������ܷ����ķ�Ӧ���£�
 +e��Cu+4CN-, ��0=-1.15 V (17)
+e��Cu+4CN-, ��0=-1.15 V (17)
 +e��Cu+3CN-, ��0=-1.09 V (18)
+e��Cu+3CN-, ��0=-1.09 V (18)
+e��Cu+2CN-, ��0=-0.82 V (19)
+2e��Zn+4CN-, ��0=-1.26 V (20)
 +2e��Zn+4OH-, ��0=-1.22 V (21)
+2e��Zn+4OH-, ��0=-1.22 V (21)
2H2O+2e��H2+2OH-, ��0=-0.83 V (22)
�������������ӷ���������Ӧ��
CN-+2OH--2e��CNO-+H2O, ��0=-0.97 V (23)
2CNO-+4OH--6e��2CO2��+N2��+2H2O, ��0=-0.76 V (24)
ʹ�õ�������������軯��ˮʱ��һ�������Һ���ڼ��ԣ���ֹ�����綾��HCN�������軯��ˮ�м����Ȼ���ʱ���������������Һ�ĵ����ʣ���Һ�е�Cl-��������������������Ӧ����ǿ���������ʣ��ٽ������ӵ�����[3]��
��Ƚϴ�ͳ���գ��绯ѧ�����������������Լ���������ռ�����С��������Һ�е�ͭ�Ƚ����ܹ��Ե��ʻ�Ͻ���ʽ���Ի���[38]��ȱ���ǵ������Ĵ���ʱ��ϳ������з��ýϸߣ��ҵ������Ч�����ˮ���軯��Ũ�ȵĽ��Ͷ�����Ƚ���[19]��
2.7 ��������������
1702�꣬�¹���ѧ��STAHL�״η����˸������[39]���������ξ��м�ǿ�������ԣ���Ч�ɷ�Ϊ����������Ҹ������ļ�̬��ͬ����������κ��������Ρ����������ڷ�Ӧ���������ɽ���״�Ļ�ԭ����������������˸�������ͬʱ���������������ľ�ˮЧ��[40]��
�������ο���ͨ���������ڷ�Ӧ�������������������͵�ⷨ�ϳɡ��������ڷ�Ӧ�����ڸ����£����ù������������ص�������������������Һ�У���������������������ɸ������Ρ�������������������ǿ�������£����ô������ν�����������Ϊ����������ⷨ������ǿ����ҺΪ���Һ��ʹ����������������ɸ������Ρ���������(��)���軯������軯��ķ�Ӧ������ʾ��
 +2CN-+2H2O��2Fe(OH)3+2CNO-+O2 (25)
+2CN-+2H2O��2Fe(OH)3+2CNO-+O2 (25)
 +SCN-+5H2O��4Fe(OH)3+CNO-+2OH-+O2+ (26)
+SCN-+5H2O��4Fe(OH)3+CNO-+2OH-+O2+ (26)
��������(��)��Ҫ�и���(K2FeO4)��ʪ��(Na2FeO4)������(��)���ȶ��Ա�ʪ��(��)���ã����ϳɸ���(��)ʱ�����ղ�����Ҫ���з��룬��Ҫ���Ľ϶�ʱ�䣬����۸��ʪ��(��)�߳�Լ12��[41]����ˣ��ӳɱ��ĽǶȣ�Na2FeO4��Ӧ�ø��������ֳ�������ֱ�������軯��ˮ���軯�Ĵ�����
GONZALEZ-MERCHAN��[41]ʹ�ø�������(��)������ˮ�е��������Σ�����ҺpH��9ʱ�����軯���ܹ�����(��)��Ч������������Һ�в����Ĵ������ƿ���������軯��Ľ���Ч�ʡ�SHARMA��[42]�о�����(��)����(��)�������������������������(��)���������ε�������������Һ��pHֵ���¶��йء���(��)���������ε��������ʱ���(��)��Լ3����������
��Ȼ�������ε������Լ�ǿ����ɱ��ȥ�塢ȥ����ˮ�е�������л���ȷ���������õĴ���Ч���������������Խ��д��ģ�Ĺ�ҵ��Ӧ�á�����Ҫ����Ϊ�������ε��Ʊ�������Ϊ���ӣ��ȶ��Խϲ�ֽ⣬�����������̡��绯ѧ����һ�ֲ������㡢��ѧ�����١���ʵ�������Ʊ���Ͷ�ӵ��Ʊ��������dz������ڸ������εĹ�ҵ��Ӧ��[40, 43]��
2.8 ��������������
����������ݺ������IJ�ͬ���Է�Ϊ������������������ᣬ�������ʾ�����ǿ�����ԣ��������軯����ƻ���
2.8.1 ����������
����������(H2SO5)�ֳƿ����ᣬ��һ��ǿ������(��0=1.85 V)�������ڴ����ƽ�ӹ������軯β���ͷ�ˮ���������£�����������ȶ����ڼ���Сʱ�����ڸ����£���ֻ���ȶ������ӣ����ֽ��ͷų�����ˮ���������������䲻�ȶ��ԣ�ͨ�����ֳ�ֱ���������������(�����������ص�)��Ϊ��Ϊ�����������������ڴ����軯�������ͨ��ʹ��70%�Ĺ���������Һ��98%��������Һ���Ʊ�����Ҫ�С��ȷ����͡��䷨�����ֺϳɷ����������ȷ�������ŨH2SO4�м���H2O2��Ȼ�����Һ������ȴ�����䷨�����ڱ�ˮԡ�У���ŨH2SO4����μ���H2O2����֤��Ӧ��������Һ�¶ȴ���30 ������[44]���䷨�Ʊ�������ʱ����Ч�ʴ�70%~80%�����ȷ�������Ч�ʽ�Ϊ25%~45%����Ӧ����������ʾ��
H2O2+H2SO4��H2SO5+H2O (27)
���������軯����軯��ķ�Ӧ���£�
H2SO5+CN-��CNO-++2H+ (28)
4H2SO5+SCN-+H2O��CNO-+5H2SO4 (29)
���������軯��ķ�Ӧ����Ҫ��������ͭ����Ϊ��ӦѸ�٣�ͨ���ڼ���������ɡ����п�����ͭ����ʱ���������ò����Ĺ����������ṩ������軯���ƻ������ҿ������Ʊ�������Ĺ������Ż�Ũ�������������ı���[44-45]��
2.8.2 ����������
����������������������������ƣ�����ǿ�����ԣ���ǿ�ڹ��������ᡣ�����������������Dz��ȶ��ģ��ڼ���ʱ���ֽ⣬�ͷų�SO3��O2��
BUDAEV��[46]��������Ϊ������ʹ�ù����������δ����������Σ����о������������ʹ�ù�����������ʱ���������εĽ���Ч�ʿɺ��Բ��ơ� ͨ����Fe3+�Ļ�ѧ������Բ������Ե���������������ɻ�(SO4��-)��ʵ���������ε��ƻ�����ͨ��ʹ�ü״���Ϊ���ɻ�����֤ʵ�˸ù۵㡣NOGUCHI��[47]���������ƻ�����������ƣ����������е��軯���ʹ��5%�������ƺ�1.5%��������ʱ����Ⱦ�����е����軯�ﺬ��������5 mg/kg���£��Ӻ����軯���������ϴ�ѵ��軯�ﺬ��С��1 mg/L��
ͨ����Fe3+�Ļ�ѧ������Բ������Ե���������������ɻ�(SO4��-)��ʵ���������ε��ƻ�����ͨ��ʹ�ü״���Ϊ���ɻ�����֤ʵ�˸ù۵㡣NOGUCHI��[47]���������ƻ�����������ƣ����������е��軯���ʹ��5%�������ƺ�1.5%��������ʱ����Ⱦ�����е����軯�ﺬ��������5 mg/kg���£��Ӻ����軯���������ϴ�ѵ��軯�ﺬ��С��1 mg/L��
����������������������������������ƣ���Ȼ�������õ��軯�ﴦ��Ч�����������Լ������������ո��ӣ��ȶ��Խϲ��ԭ���ģ��ҵӦ�ý��١�
2.9 ���·ֽⷨ����շ�
���շ���ԭ���ǽ��軯β�����ڷ���¯�ڣ����ø��½������е��軯��ת��Ϊ����Ͷ�����[14]����ѧ��ӦΪ
2NaCN+O2��2NaCNO (30)
4NaCN+5O2+2H2O��4CO2+2N2+4NaOH (31)
2NaCNO+4H2O��(NH4)2CO3+Na2CO3 (32)
���շ���ֱ�Ӷ��軯β�����д����������軯β������ʯӢ����ʯ����ĸ�ȿ����ѧ���SiO2��CaO�����ϸߣ����÷��շ������軯β���ɽ����պ�IJ���������ש������������ˮ�࣬�����ۺ�����[14]��ɽ���괨�����ܳ����軯β����ú�����(����ʯ��)��6:4:1�ı�����Ͼ��Ⱥ����������Ʒ���¯�����գ����պ�IJ�������������ש[48]��л���[49]���軯β�������軯β����������ԭ�ϣ�������250~450 ����е����Ƚ����裬�����������躬������һ��̷�Ҫ�����ڻ������ѡ��ȡ������
���շ������軯β�����ŵ�����ȥ���軯���ͬʱ�����Խ�ʣ�������������ۺ����ã��������������Ⱦ��ȱ���Ƿ��շ���Ҫ���Ĵ�����ȼ�ϣ���Դ�����ʲ��ߣ�������С����Ȼ������Σ�շ�����¼(2021���)���涨���軯β�����㡶HJ 943��2018 �ƽ���ҵ������Ⱦ���Ƽ����淶��Ҫ�����β����ˮ��ҤЭͬ���ù����У��ɲ���Σ�շ������[50]�����������˳�;���䣬��Ҫ�ͽ��������е�ˮ�೧���߶���Ͷ�ʽ�����
3 �軯��ת����
3.1 п�γ�����
п�γ������ֳƻ��Ʒ�����Ҫ������п�������軯��ˮ�е������衢�����������ӷ�Ӧ���γ��軯п���軯��ͭ���������ʣ��Ӷ�ʵ���軯��ˮ��������������Ҫ��ѧ��Ӧ������ʾ��
2NaCN+ZnSO4��Zn(CN)2��+Na2SO4 (33)
Na2Zn(CN)4+ZnSO4��2Zn(CN)2��+Na2SO4 (34)
2NaCu(CN) 2+ZnSO4��Zn(CN)2��+Na2SO4+2CuCN�� (35)
+Zn2+��Zn(CN)2��+CuCN�� (36)
+2Zn2+��Zn2[Fe(CN)6]�� (37)
���ɵ�Zn(CN)2��������ʹ�����ᴦ�������ɵ��軯��ʹ�ü�Һ���շ��ؽ��������̡������е�CuCN�����ڰ�ˮ����ͭ�������ӣ�Zn2[Fe(CN)6]�����ڰ�ˮ�������ڹ����ļ�Ӷ�ʵ���ؽ����Ļ����ۺ�����[3]��
п�γ�������Ӧ�ٶȿ죬�������̼����гɱ��ϵ͡��������Ծ����軯��ˮ��������ʵ���м����ʵ��ۺϻ��������á�ȱ�����軯���ȥ���ʲ��ߣ����������軯��ˮ�е����軯�һ�����ڸ�Ũ�ȵ��軯��ˮ��Ԥ������
3.2 �������
���γ�����ͨ����������������������Ϊ�����������軯��ˮ�����軯�ﷴӦ������³ʿ������������ˮ�е�ͭ��п���������ӻ���������ͭ��п���ؽ������ӣ��������������ӷ�Ӧ����Me2Fe(CN)6��xH2O��������������Ӧ���£�
3Fe2++6CN-��Fe2[Fe(CN)6]�� (38)
Fe2++2OH-��Fe(OH)2 (39)
Fe(OH)2+6CN-��2OH-+ (40)
+2Fe2+��Fe2[Fe(CN)6]�� (41)
6Fe2[Fe(CN)6]+3O2+6H2O��2Fe4[Fe(CN)6]3��+4Fe(OH)3�� (42)
2Cu2++��Cu2Fe(CN)6�� (43)
2Zn2++��Zn2Fe(CN)6�� (44)
��������Ӧ��֪���������ӵij�����Ӧ��Ҫ��Ϊ�������У���һ����������������������ϳ������軯��ڶ����������軯���һ��ת������³ʿ���ͳ�����
�ٳ��ܵ�[51]������Ϊ[52]���о�������pHֵ�����γ����������Ӱ��ϴ�pHֵ������9.50~10.50֮��ʱ�������ڴٽ������軯�����ϡ�������ҺpHֵ����7.00~8.00֮��ʱ�������軯��ת������³ʿ����Ч���Ϻá��»���[53]���������δ��������ˮʱ���֣�����Һ��pHֵ�ﵽ8����³ʿ�������ֽ⣬��ˮ������������Ũ��Ѹ�����ӡ�
���γ���������Ҫ�ص����Լ���Դ�㡢�۸���������������гɱ��͡����÷�������Ȳ�����ֻ�����ڴ����е�Ũ�ȵĺ����ˮ������������Һ�е����軯����γ����������ɵ���³ʿ��������������Ҫ���з��ա�����������������������������Ѫ�εȲ�Ʒ�������ۺϻ�������[53]��
3.3 ͭ�γ�����
ͭ�γ�������Ҫ��ͨ�����軯��ˮ�м������ͭ���ӣ����������ƻ��������ƵȻ�ԭ���Լ��������£�����Һ�е������ӡ�����������γ�CuCN��CuSCN�ȳ����ﵽȥ���軯���Ŀ�ġ������ͭ����Ҳ�������������������������軯ͭ��������Ҫ��Ӧ���£�
 +4Cu2++3H2O��4Cu++6H++
+4Cu2++3H2O��4Cu++6H++ (45)
(45)
2Cu2++8CN-��(CN)2+ (46)
(46)
2Cu2++��CN2[Fe(CN)6]�� (47)
2Cu2++��3CuCN�� (48)
Cu2++CN-��CuCN�� (49)
Cu++SCN-��CuSCN�� (50)
ͭ�γ�������ӦѸ�٣��������̽�Ϊ���ӣ����ɵij�������϶ࡣֻ�е�����������ͭ����ʱ�������Ӳ�����CuCN����ʽ���������������е������軯ͭ�ڼ��������»ᷢ���ܽ⣬�������������£������軯���������ɣ������ҺpHֵӦ��������������������[3]�����ͬʱ�����������ƵȻ�ԭ���Լ�������ͭ�����������Ƽ������ʱ���������ƿ��ܻ�������ͭ��Ӧ���ɵ������������ͭ[54]��Noranda��˾[55]���軯��ˮ�м�������ͭ��������������������ת��Ϊ�軯��ͭ���������ֽ���������������������γɹ��������������軯��ͨ�����ӹ�������������ȥ��
ͭ�γ��������ŵ��ǿ�ͬʱ������ȥ��Һ�е��軯������軯���ͭ�μ۸�ϸߣ��о���������ͭ�εĻ��ü������ǽ���ͭ�γ������ۺ����гɱ��Ĺؼ�;��֮һ��
4 �軯����շ�
4.1 �ữ���շ�
�ữ���շ��ֳ�AVR(Acidification volatilization regeneration)�����Ǵ�ͳ���軯��ˮ��������������1930�꣬�ữ���շ����ڹ����������ʵ��Ӧ�á��ữ���չ�����Ҫ��3�����裬���軯��ˮ���ữ��HCN�Ĵ��Ѻ�HCN��������ա����������軯��ˮ�м������pH�����ԣ������������ֽ�����HCN���壬ͬʱ��Һ�е�ͭ�������ɵ�CuCN��CuSCN��������Һ�е�Ǧ��п��ͭ���ؽ���������Me2[Fe(CN)6]����ʽ����������
CN-+H+��HCN�� (51)
 +4H+��4HCN��+Pb2+ (52)
+4H+��4HCN��+Pb2+ (52)
+4H+��4HCN��+Zn2+ (53)
+2H+��2HCN��+CuCN�� (54)
2Pb2++��Pb2[Fe(CN)6] �� (55)
2Zn2++��Zn2[Fe(CN)6] �� (56)
CuCN+SCN-+H+��HCN��+CuSCN�� (57)
4+12H++��12HCN��+Cu4[Fe(CN)6]�� (58)
4 +8H++��8HCN��+Ag4[Fe(CN)6]�� (59)
+8H++��8HCN��+Ag4[Fe(CN)6]�� (59)
+SCN-+2H+��2HCN��+AgSCN�� (60)
2Ni2++��Ni2[Fe(CN)6]�� (61)
ʢ����[56]�����ữ�����������ˮ��ʵ��ƶҺ��99%���ϵ��軯�ƻ��������ã�����λ�����ɱ�������3.47Ԫ/m3�����Ƿ��[57]ʹ�����ᴦ�������ˮ������δ���������軯������ʹ�ü�Һ���������ã���ˮ�еĽ�������ת��Ϊ������ȥ��
�ữ���շ���ʵ��������Ļ��գ���������ͳ�������������������軯��ļ�ֵ�����Բ������ճɱ������ữ���շ����Գ���ȥ�����軯�����ʴ�ܵ����豸���豸Ͷ�ʡ�ά���ɱ��ϸߣ����ڽϴ�İ�ȫ����[58-59]��һ�㳣������������������ʹ�á�
4.2 ���ӽ�����
���ӽ������ǹ����е�������Һ�������Ӽ������е�һ�ֿ����Ի�ѧ��Ӧ�����ӽ�����֬�����ܿɷ�Ϊ�����ӽ�����֬�������ӽ�����֬��������֬���ջ��Ի��Ų�ͬ���ֱ��ֿ��Է�Ϊǿ���ԡ���������֬��ǿ���ԡ���������֬�����տ�϶��ͬ�����ӽ�����֬�ֿ��Է�Ϊ�����ͺʹ������֬[60]�����ӽ����������������ӽ�����֬������Һ������������ʽ���ڵ��軯���������Ӧ���з��룬��R��OH����������������ӽ�����֬��������Ӧ�������£�
R��OH+CN-��RCN+OH- (62)
R��OH+SCN-��RSCN+OH- (63)
2R��OH+��R2Zn(CN)4+2OH- (64)
2R��OH+��R2Cu(CN)3+2OH- (65)
4R��OH+��R4Fe(CN)6+4OH- (66)
��ǿ���������ӽ�����֬�ϣ���Ҫ�ļ��������ӵ���������ǿ������Ϊ[60]������SCN-��CN-�������������ӽ�����֬�ڽ��н���ʱ����Ҫ������������֬��Ĵ���״̬����֬���ʺ���Ҫ����ѡ������������õĽ�������Ҫ�����塢�������Ρ��Ȼ��ơ�������������Ƶȡ�
�Ϸ�����1950��Ϳ�ʼ�����ӽ����������軯��ˮ�����о���1970��������ʽ�����ӽ�����ҵװ��Ͷ���軯��ˮ�����У�����Ч���Ϻ�[61]������[62]ʹ��D296R��D261��֬���շ�ˮ�е��軯�����������ѧ�Ͷ���ѧ������ȷ����������������˲ʱ��Ӧ��ҺĤ��ɢ�Ǿ�̬���������ʿ��Ʋ��裬����������������������������[63]���о�������201��7��֬�����������ӵ���������������ҪΪҺĤ��ɢ���ƣ��ڽ��������У����Ĵ��ڻᵼ����֬�ж��������Ȼ��ƺ�ˮ���µĻ����Һ������Ч�������������ӡ�
���ӽ���������������Ч�����ԣ����Ի����軯����ؽ�������������ӽ�����֬�۸�ϸߣ������ɱ��ߣ���ˮ�д��ڵ������������������֬�ж����������ӣ�����Һ�ĺ���������������[64]��
5 �������ռ���
5.1 ѹ��-ϴ�ӹ���
����1996���1997��ʱ��������ɫұ������о���Ժ�������ˡ�л��Ԫ[65]���Լ��ؿ��ֵؿ��ֵ���ռ�壬����ʡ���ʿ�ѧ�о������϶���������[66]����ϸ���۹�ѹ�˼����ں���β�����е�Ӧ�á����ڵ�ʱ����ʷʱ�ڣ�����ѹ�˼�����Ҫ�ǽ��β��ɶѵ����⡣��ѹ�˼����ڻƽ���ҵ�����ڳ���Ϊ����ѹ��-ϴ�Ӽ���������Ӧ�����˷dz���Ҫ��̽�����á�
����ʵ��֤��������ѹ�˴���������Ч���������ĺ�ˮ�ʣ���߽�Ļ����ʣ������軯���Լ�ƶҺ��β���е���ʧ�����ǣ�����ѹ�˹��յ�ʵ����̽�����ڶ�ѹ���豸�Ĺ�����ƣ������Ƿ���Ҫ��Ĥ��ѹ�ʹ��繦�ܵȷ��滹���ڲ�һ�µĿ�����
��һ������������1982��ʱ���ƽ�[67]����ɽ�����硢���������軯����ϴ�ӹ��ա�ϴ�����̡��豸��ϴ��Ч�ʵȷ���ķ����Ƚϡ��Աȹ���ϴ�ӡ�����ϴ�Ӻ�����ϴ������ϴ�ӹ��գ����ƽ���Ϊϴ�����̵ķ�չ�����ǹ���ϴ�ӻ�������ϴ�ӻ�����ϴ����ȡ����
������ѹ���豸��ơ�����Ľ����������ŷ���ػ����������ϸ�ѹ��-ϴ�ӹ�������ʾ������ص����ơ���һ������β��ѹ�˴������˱���ˮ�ʵõ���Ч���ͣ�����15%�������ѱ��������Ĺ�ҵ��������֤�������ѹ��-ϴ��һ�廯���豸���ܹ�ʵ��ʹ�ý�������ϴˮ�������軯β������β���Ļ���Ҫ��ҵ�������ݱ�����ʹ��ʪ�˱�����0.7����ϴˮϴ�ӣ�����������ɽ�����5.0 mg/L���¡�ѹ��-ϴ��һ�廯�豸���в�����㡢�Զ����̶ȸߵ��ŵ㣬�dz����˹�ҵ����ģ����Ӧ�á���������ѹ��-ϴ�Ӻ���β�����账����ת��Ϊ����ϴ��Һ�Ĵ����������ֱ�Ӷ�β������ϴ��Һ����������豸�ݻ����������Ͷ������ĵȸ�С����������ѡ��������Ҳ��Ϊ��ߡ�
�ر��Ƕ��ڴ�������ƶҺ���ˮ��ͬʱ�����軯���Ũ�����軯������������ǰ����ͭ�γ����������ɳ���ȥ���軯�������Чȥ�����軯���һ�������ڳ�������ӻƽ��ҵ����˾���˱�ϴ��ˮ���������о��еõ���֤��
��������ϴ�ӷ��棬Ҳ���о��߶�ϴ�ӹ��ձ�������������س��ԡ���ǿ��[68]�Ժ���β�����ˮϴʵ���о�����������ϴ��ҩ��CHXT01����������ϴ�ӵ�Ч��Ҫ���ڵ�����ˮϴ������Һ�̱�Ϊ3:1�������ٶ�800 r/min��ҩ��Ͷ����0.2 g /L��ϴ��0.5 h������ϴ������1�Σ�ϴ�Ӻ�����������Խ���ʵ��������������������ڢ���һ�㹤ҵ��������Ҫ��Һ�̱������5:1����������ϴ���������䣬������1��ϴ�Ӻ�����������ܹ��ﵽ�ڢ���һ�㹤ҵ��������Ҫ��
�����ѹ��-ϴ��һ�廯�豸����Ľ��������軯β��ѹ�ˡ��˱�ϴ�ӷ���Ļ����о������������ͺԺ���ϴ��ˮ�ĵͳɱ�����Ч�ʵ����账�����ǽ���о�������Ŭ������
5.2 ����Эͬ������
����Эͬ���������á��Է��ηϡ��ķ�ʽ���Զ��ֹ�ҵ�������Эͬ����[69]���軯β�������ϴ���ҩ����������ռ�����ɱ�����Ҫ���֡�����ԭ��ɷֺʹ������ղ�ͬ�������軯β���к��д����������Ԫ�ء������е���Ԫ��ͨ��ʹ�ø�ѡ����-���չ����Ʊ����ᣬ���е���Ԫ��ͨ���������������Ȼ������������Ʊ����������ԭ��[70-71]��Ȼ���������ͭ�Ƚ���Ԫ�صĻ��ռ�ֵ��ȣ����������Ԫ�ػ����Ʊ�����Ʒ������ͳɱ��������ȡ���˿���ֱ�ӽ���������������Һ�������蹤�Σ������軯β��������������
ɽ�����ұ���ɷ�����˾���øߺ����������軯β������������������ͨ��������ͭұ��ϵͳ�����м۽���Ԫ�أ���ͬ��ʵ���軯β���ͺ��������ľ�������[72]�������ƽ��о�Ժ�ֱ��ա�������������ѹ����������ʱ�������ĺ��������������Է�Һͨ���軯���Σ��������������Դﵽһ�㹤ҵ�̷ϵı����Ӹ����ϸı�����ΪΣ�շ�������ʣ�Ŀǰ���ڻƽ���ҵ����ɹ�ҵ�����Ӧ��[73]��������ҵ����ϴ��Һ�г����д���������������Զ�������ŷű������������軯β�����账����
����Эͬ���������Թ������������в����ķ�����Ϊ����ҩ�����ڽ����軯β�������ɱ���ͬʱ��ʵ�ֶ��ֹ�ҵ������ۺ�����������Ч���Ϻã����гɱ��ϵ͡����ü�����������ҵ���ܱ߹�ҵ�������������գ���Ҫ����ʵ������������е�����
6 ����
��ǰ���������ǻ�����ʶ�ļ�ǿ������ػ������ߵ��ս����軯β�����ŷű��Ʊ������ϸ������������账���������ڹ�ҵӦ��������Ҫ��Ӱ�����ر����䴦���ɱ���Ȼ�������е��軯β�����輼��������һЩ���㡣
1) �����Ȼ��������γ��������ữ���շ������輼���������ɱ���Խϵͣ���������Ȳ�������������ij�ֺ������ʣ������������ϸ�Ļ���Ҫ����Ҫ����������蹤�ս����ۺϴ��������������������������������������ͼ�ѹˮ�ⷨ�ܹ���Чȥ�������軯����ϸߵ�ҩ�����û��豸�ɱ���Ӱ���乤ҵ��Ӧ�õ���Ҫ���ء�
2) ���ۺ����õĽǶ�����������ˮ��Ҥ��Эͬ�����軯β���������Ʊ�ˮ��Ƚ�����������Ϊ����Ĵ���������������ƻ��軯�ﲢʵ����������Դ�����á������Ÿ���Σ�չ������Ĵ������������������ù��յĴ����������ɱ�ֱ��Ӱ���軯β���Ĵ���������������н��Ļƽ�ұ����ҵ��������������Ϊ���еİ취����ʱ�����蹤�յ�ѡ����Ϊ��Ҫ�������������������Ҫ���㻷����������Ҫ��ѡ����ʵij��ʽ������������ƻ��ܱ���̬������
3) ��Ŀǰ�ļ�����״������ѹ��-ϴ�ӹ��ղ������Զ����̶ȸߣ��ܹ�������Ч��ϴ�������еĶ����軯�ϴ��Һ�������Խ���軯��ˮ����ش����������÷����������軯β���������µ����ӣ������������ĺ����ۺ����á�ѹ��-ϴ�ӹ��յĹؼ����������ڼ�����ǿ��ѹ�ˡ��˱�ϴ�ӵĻ��������о����Լ���һ������ϴ��Һ�����ķ��á�
4) ����Эͬ�����������������в����������������軯β�������ۺ�������ֱ�����ù�ҵ������Ϊ����ҩ�������軯β��������ʵ�ַ����ۺ����úͻ�������������Эͬ��������������������Ӿ���ҩ��������������Ĵ����ɱ������䷴Ӧԭ�����������輼����ͬ�����Ҳ�����軯��ȥ����Ȳ�������⡣
5) ��Ч�����������账���������ǵ���ƽ�ұ����ҵ��Ҫ��ע�о����ص㡣��ǰ�����о��ķ������������������η����������η������巨�����ܳɹ�Ӧ�������ҵ����������������Դͷ�������軯β���IJ�����
REFERENCES
[1] BOTZ M M, MUDDER T I, AKCIL A U. Developments in mineral processing[M]. Amsterdam: Elsevier Science, 2005: 672-702.
[2] ������. �����ұ��Ʒ��ӹ�[M]. ��ɳ: ���ϴ�ѧ������, 2005: 191-193.
YANG Tian-zu. Precious metal metallurgy and deep processing of products[M]. Changsha: Central South University Press, 2005: 191-193.
[3] ������, ������, �� ��. ����軯��ˮ���������뷽��[M]. ����: ұ��ҵ������, 2015: 13-223.
SONG Yong-hui, LAN Xin-zhe, HE Hui. Theory and method of gold extraction and cyanidation wastewater treatment[M]. Beijing: Metallurgical Industry Press, 2015: 13-223.
[4] �� ��, ������. �ƽ���ҵ�ġ������ߡ�[EB/OL]. [2020-07]. http://www.gold.org.cn/ky1227/hb/201803/t20180328_177990.html.
XU Yong, MA Chun-hong. ��The edge of life and death�� of gold industry[EB/OL]. [2020-07]. http://www.gold.org.cn/ ky1227/hb/201803/t20180328_177990.html.
[5] �ߴ���. �軯����Ⱦ������������(����)[J]. �ƽ�, 1998, 19(3): 57-59.
GAO Da-ming. Cyanide pollution and treatment technologies (Continued 2)[J]. Gold, 1998, 19(3): 57-59.
[6] HJ 943��2018. �ƽ���ҵ������Ⱦ���Ƽ����淶[S].
HJ 943��2018. Technical specification pollution control of cyanide leaching residue in gold industry[S].
[7] ����ΰ, ������, л ��, ��. �軯��ˮ���ռ�������[J]. ��ɫ����(ұ������), 2020(4): 75-83.
DONG Kai-wei, BAI Yun-long, XIE Feng, et al. Review on recovery technologies of cyanide-containing wastewater[J]. Nonferrous Metals (Extractive Metallurgy), 2020(4): 75-83.
[8] �� ��, ����ɽ, �۾�, ��. �����Ȼ�������ij������������ˮ[J]. �й���ɫұ��, 2020, 49(1): 69-72.
WANG Yang, WANG Bao-shan, GAO Hui-juan, et al. Treatment of cyanide bearing waste water from a gold mine by alkaline chlorination[J]. China Nonferrous Metallurgy, 2020, 49(1): 69-72.
[9] ��־��. �����ˮ�����о���չ[J]. ɽ������, 2019, 48(11): 34-35.
WAN Zhi-peng. The research progress in treatment of cyanide-containing wastewater[J]. Shandong Chemical Industry, 2019, 48(11): 34-35.
[10] �� ��, ������, ������. �����Ȼ��������ƽ��軯�� ˮ[J]. ��ɫ��������, 2013, 3(3): 38-40.
XU Yong, SHAO Lin-an, YANG Xiao-song. Treatment of gold cyanide wastewater by alkaline chlorination[J]. Nonferrous Metals Engineering, 2013, 3(3): 38-40.
[11] ���ľ�. �����Ȼ����������ú����Һ[J]. ��Դ��Լ�뻷��, 2013(6): 94.
FAN Wen-jun. Treatment of cyanide containing waste liquid by alkaline chlorination[J]. Resources Economization & Environmental Protection, 2013(6): 94.
[12] �� ��. ���μ����Ȼ�����������Ũ���軯���ˮ[J]. ������ɫ����, 2015, 31(2): 54-55, 77.
DENG Pin. Treatment of high concentration cyanide wastewater by three-stage alkaline chlorination and oxidation[J]. Hunan Nonferrous Metals, 2015, 31(2): 54-55, 77.
[13] ������, ���ܺ�, ��ܰ��, ��. �������������������������о�[J]. �ƽ�, 2018, 39(6): 65-68.
FEI Yun-liang, LI Zhe-hao, LAN Xin-hui, et al. Experimental study on innocuous treatment technology of cyanogen slag backfill[J]. Gold, 2018, 39(6): 65-68.
[14] �� ��, ������, ³ȻӢ, ��. �ƽ�ұ����������Ի�����Ӱ�켰��������[J]. ���Ͻ���, 2013(4): 91-93.
WANG Yan, HE Xiao-xu, LU Ran-ying, et al. Influence of cyanide containing waste residue from gold smelting on environment and its treatment[J]. Henan Building Materials, 2013(4): 91-93.
[15] SMITH A, MUDDER T. Chemistry and treatment of cyanidation wastes[M]. London: Mining Journal Books Ltd, 1991: 327-328.
[16] KUYUCAK N, AKCIL A. Cyanide and removal options from effluents in gold mining and metallurgical processes[J]. Minerals Engineering, 2013, 50/51: 13-29.
[17] �� ɳ, ����־, ֣ ��, ��. ����������-��������������β��[J]. ��ɫ����(ұ������), 2015(12): 59-62.
QIU Sha, GUO Peng-zhi, ZHENG Qi, et al. Treatment of cyanide tailing slurry by sodium pyrosulfite-air method[J]. Nonferrous Metals(Extractive Metallurgy), 2015(12): 59-62.
[18] �� Ӱ, �� Ө, ��ѩ��, ��. ��Ʒ�-���������ϴ���ij�ƽ��ɽ����β�������о�[J]. �ƽ�, 2019, 40(9): 71-74.
LIU Ying, WANG Ying, GUO Xue-ting, QIU Lu-ming. Experimental study on the treatment of cyanide bearing tailings in a gold mine by the combination of Inconel method and ferrous salt[J]. Gold, 2019, 40(9): 71-74.
[19] �����, ��ï��. �����ˮ�ƻ��Դ�������[J]. ��������, 2004(4): 26-28.
WAN Yi-hui, LI Mao-kang. Destructive treatment of cyanide containing wastewater[J]. Jiangxi Chemical Industry, 2004(4): 26-28.
[20] ��÷��, ������. ������������������ƽ��ɽ�����ˮ�о�[J]. ��ֵ����, 2019, 38(20): 222-224.
LIAO Mei-fang, NIE Jian-rui. Study on the treatment of cyanide containing wastewater from gold mines by sulfur dioxide air process[J]. Value Engineering, 2019, 38(20): 222-224.
[21] �ߴ���. �軯����Ⱦ������������(����)[J]. �ƽ�, 1998, 19(9): 58-59.
GAO Da-ming. Cyanide pollution and treatment technologies (Continued 8)[J]. Gold, 1998, 19(9): 58-59.
[22] ���, �̵�ҫ, ������, ��. �����ˮ��ѧ�����������о���չ����Ӧ��[J]. ��Դ�뻷��, 2009(4): 84-85, 96.
LI Jian-bo, CAI De-yao, LIU Shu-min, et al. Research progress and application of chemical treatment of cyanide containing wastewater[J]. Energy and Environment, 2009(4): 84-85, 96.
[23] ������, Ԭ ��. ���ù��������������������Ժ����ˮ�������о�[J]. �ƽ�, 1998, 19(3): 47-50.
CHEN Min-you, YUAN Ling. Study on the treatment of acid cyanide containing wastewater by hydrogen peroxide oxidation[J]. Gold, 1998(3): 47-50.
[24] �� ��. �����������������������ˮ�������о�[J]. �ƽ��ѧ����, 2003, 11(5): 32.
SUN Xu. Study on the treatment of cyanide containing wastewater by hydrogen peroxide oxidation[J]. Gold Science and Technology, 2003, 11(5): 32.
[25] �� ��, ������. ��ƺ����ˮ����ʵ�ù��ռ�����״��չ��[J]. ��Դ�о������, 2011(1): 17-20, 52.
YANG Xun, ZHOU Qing-ling. Current situation and prospect on processing craft of electroplating cyanogen- containing wastewater[J]. Energy Research and Management, 2011(1): 17-20, 52.
[26] ���Ӽ�, ������, �� ��, ��. ��Ƥ����ҵ��˾�ɶ��軯β������Һ��������Ӧ��ʵ��[J]. �ƽ�, 2013, 34(6): 63-67.
LI Yan-ji, JIANG Xiang-zheng, SHEN Bo, et al. Treatment and application of drenching solution of cyanide tailing in Jiapigou mining company[J]. Gold, 2013, 34(6): 63-67.
[27] �� ��, �����, ���Ӽ�. �������������������ˮ���յ�ϵͳ�Ż�[J]. �ƽ�, 2016, 37(7): 69-75.
WU Ling, CHU Jin-cheng, LI Yan-ji. System optimization of oxygen oxidation process for treatment of cyanide- containing wastewater[J]. Gold, 2016, 37(7): 69-75.
[28] �� ��. �������������������ˮ���յ�ϵͳ�Ż�[J]. �����뷢չ, 2019, 31(7): 112, 160.
YANG Dan. System optimization of oxygen oxidation process for treatment of cyanide-containing wastewater[J]. Environment and Development, 2019, 31(7): 112, 160.
[29] �ߴ���. �軯����Ⱦ������������(����)[J]. �ƽ�, 1998, 19(12): 53-55.
GAO Da-ming. Cyanide pollution and treatment technologies (Finish)[J]. Gold, 1998, 19(12): 53-55.
[30] ������. �����ˮ��ѹˮ������[J]. ʯ�ͻ�����������, 1996(2): 18-22.
ZHANG Zhen-duo. Cyanogen removal of pressurized hydrolysis for cyanogen wastewater[J]. Environment Protection in Petrochemical Industry, 1996(2): 18-22.
[31] �����. ��������ˮ�ⷨ����������ˮ[J]. ��ҵˮ����, 1988, 8(3): 45-48.
ZHU En-guang. Treatment of cyanide containing wastewater by steam heating hydrolysis[J]. Industrial Water Treatment, 1988, 8(3): 45-48.
[32] ��ܰ��, �� ��, �����, ��. ��ѹˮ�ⷨ����ij�軯β�������о�[J]. �ƽ�, 2019, 40(2): 69-72.
LAN Xin-hui, YANG Chao, PAN Zu-hong, et al. Experimental study on the treatment of a cyanide tailing by pressurized hydrolysis[J]. Gold, 2019, 40(2): 69-72.
[33] ������, Ѧ��ƽ, ���쳬, ��. ��ѹˮ�ⷨ���������ˮ���о�[J]. ������ѧ�뼼��, 2008, 31(12): 140-144.
JIANG Li-li, XUE Wen-ping, MA Hong-chao, et al. Treatment of cyanide wastewater with pressurized hydrolysis[J]. Environmental Science & Technology, 2008, 31(12): 140-144.
[34] ������, ���ս�. ��ˮ���軯���ѹˮ�ⷴӦ����ѧ�������������Ż�[J]. ɽ������, 2003, 32(5): 11-14.
YANG Xian-yi, YANG Jin-jiang. Kinetics of pressured hydrolysis of cyanides in wastewater and optimization of reaction condition[J]. Shandong Chemical Industry, 2003, 32(5): 11-14.
[35] �ż���, ������. ��ѹˮ�ⷨ���������ˮ[J]. ������ѧ�뼼��, 1988(3): 44-45.
ZHANG Jia-hua, FAN Fa-zhen. Treatment of cyanide containing wastewater by pressurized hydrolysis[J]. Environmental Science & Technology, 1988(3): 44-45.
[36] ���ɹ�, ������, ������. �軯��ˮ����趯��ѧ�о�[J]. ��ɫ����(ѡ��), 2004(5): 25-27, 18.
WANG Cheng-gong, ZHOU Shi-jie, ZHANG Shu-min. Study on the kinetics of cyanide removal by hydrolysis[J]. Nonferrous Metals (Mineral Processing), 2004(5): 25-27, 18.
[37] ������, ��˼��. �����ˮ�ĵ绯ѧ���������о���չ[J]. �ƽ��ѧ����, 2016, 24(4): 137-143.
SONG Yong-hui, LEI Si-ming. Research and development of treatment cyanide wastewater by electrochemical method[J]. Gold Science and Technology, 2016, 24(4): 137-143.
[38] л����. �����Ʒ�ˮӦ�õ绯ѧ�����������ķ���[J]. �����뷢չ, 2019, 31(2): 120, 122.
XIE Guo-zhong. Analysis of electrolytic oxidation treatment of cyanide-containing electroplating wastewater[J]. Environment and Development, 2019, 31(2): 120, 122.
[39] STAHL G E. Opusculum chymico-physico-medicum[M]. Charleston: Nabu Press, 1715: 742.
[40] ����Ǭ. ���ϸ������Ρ��������ƴ������ؽ��������������ˮ���о�[D]. ֣��: ֣�ݴ�ѧ, 2006.
WEI Shi-qian. Study on the treatment of heavy metal containing cyanogen with composite ferrate and sodium hypochlorite[D]. Zhengzhou: Zhengzhou University, 2006.
[41] GONZALEZ-MERCHAN C, GENTY T, BUSSIERE B, et al. Ferrates performance in thiocyanates and ammonia degradation in gold mine effluents[J]. Minerals Engineering, 2016, 95: 124-130.
[42] SHARMA V K, BURNETT C R, O'CONNOR D B, et al. Iron(��) and iron(��) oxidation of thiocyanate[J]. Environmental Science & Technology, 2002, 36(19): 4182-4186.
[43] ������. �绯ѧ�����Ʊ���������װ�õĿ���������ʵ�ʺ����ˮ�Ĵ����о�[D]. ����: ���ȴ�ѧ, 2016.
ZHU Ming-qiao. Developing apparatus for on-line electro-chemical preparation of ferrate(��) for treating wastewater containing cyanide[D]. Xiamen: Huaqiao University, 2016.
[44] HEWITT D, SIMONS A, BREUER P. A fundamental investigation of the Caro��s acid cyanide destruction process[J]. Canadian Metallurgical Quarterly, 2015, 54(3): 261-268.
[45] TEIXEIRA L, ANDI J, YOKOYAMA L. Oxidation of cyanide solutions using Caro��s acid[J]. Minerals Engineering, 2013, 45: 81-87.
[46] BUDAEV S, BATOEVA A, TSYBIKOVA B. Degradation of thiocyanate in aqueous solution by persulfate activated ferric ion[J]. Minerals Engineering, 2015, 81: 88-95.
[47] NOGUCHI K, FUKUNAGA K, IMAYASU E, et al. Decomposition of insoluble cyanide in contaminated soil by base-activated sodium persulfate[J]. Journal of Chemical Engineering of Japan, 2015, 48(12): 970-975.
[48] ��ǰ��. �軯�Ƴ����������������̽��[J]. ɽ��ú̿�����ɲ�ѧԺѧ��, 2004(1): 87-88.
GUO Qian-jin. Discussion on treatment technology of cyanide containing waste residue in sodium cyanide plant[J]. Journal of Shanxi Coal-mining Administrators college, 2004(1): 87-88.
[49] л ��, ����ΰ, ������, ��. һ���軯β����������������, CN108515073A[P]. 2018-05-02.
XIE Feng, DONG Kai-wei, CHANG Yong-feng, et al. A harmless treatment method of cyanidation residue, CN108515073A[P]. 2018-05-02.
[50] ����Σ�շ�����¼(2021���)[S].
Directory of National Hazardous Wastes (Version 2021)[S].
[51] �ٳ���, �� Ӱ, �� Ө, ��. ij�����ˮ���ؽ�����Ч������ռ����������о�[J]. �ƽ�, 2019, 40(12): 61-64, 76.
CHI Chong-zhe, LIU Ying, WANG Ying, et al. Experimental study on high efficient separation, recovery and treatment of heavy metals in a cyanide containing wastewater[J]. Gold, 2019, 40(12): 61-64, 76.
[52] ����Ϊ. ����������������ƺ����ˮ�������о�[J]. ���ϿƼ�ѧԺѧ��, 2007, 28(9): 49-52.
XIONG Zheng-wei. Study on the treatment of cyanide containing electroplating wastewater by ferrous sulfate method[J]. Journal of Hunan University of Science and Engineering, 2007, 28(9): 49-52.
[53] �»���. ����������������Ũ�Ⱥ����ˮ[J]. ��ҵˮ����, 2009, 29(10): 86-88.
CHEN Hua-jin. Treatment of highly concentrated cyanide-containing wastewater by ferrous sulfate method[J]. Industrial Water Treatment, 2009, 29(10): 86-88.
[54] ��ʤ��, �� Ϊ, �� ��, ��. �������ƻ�ԭ���Ʊ�������ͭ�����Ż��о�[J]. ���ݻ���, 2016, 44(2): 44-46.
WANG Sheng-guang, HE Wei, WANG Chong, et al. Optimization of processes for preparation of cuprous oxide by sodium sulfite reduction[J]. Guangzhou Chemical Industry, 2016, 44(2): 44-46.
[55] KONIGSMANN E, GOODWIN E, LARSEN C. Water management and effluent treatment practice at the golden giant mine[C]// Proceedings of the 21st Annual Meeting of the Canadian Mineral Processors. Ottawa: Hemlo Gold Mines Inc, 1989: 65-94.
[56] ʢ����. �ữ�����������ˮ[J]. �½���ɫ����, 2010, 33(S2): 108, 110.
SHENG Hui-min. Treatment of cyanide containing wastewater by acidification[J]. Xinjiang Nonferrous Metals, 2010, 33(S2): 108, 110.
[57] ���Ƿ�, �� ��. ������ˮ��������[J]. ��������, 2003, 32(1): 1-4.
LI Ya-feng, GU Tao. Treatment technology of cyanide containing wastewater from gold mine[J]. Contemporary Chemical Industry, 2003, 32(1): 1-4.
[58] �ߴ���. �軯����Ⱦ������������(����)[J]. �ƽ�, 1998, 19(7): 58-60.
GAO Da-ming. Cyanide pollution and treatment technologies (Continued 6)[J]. Gold, 1998, 19(7): 58-60.
[59] �»���. ��Ũ�Ⱥ����ˮ����[D]. �Ͼ�: �Ͼ���ҵ��ѧ, 2005.
CHEN Hua-jin. Study on treatment for high concentration cyanide-contained wastewater[D]. Nanjing: Nanjing Tech University, 2005.
[60] �� ��. ��ǿ���������ӽ�����֬�����軯����о�[D]. ����: ���������Ƽ���ѧ, 2005.
LIAO Zan. Recovery of cyanide with strong basic anion exchange resin[D]. Xi��an: Xi��an University of Architecture and Technology, 2005.
[61] �ߴ���. �軯����Ⱦ������������(��ʮ)[J]. �ƽ�, 1998, 19(11): 58-60, 23.
GAO Da-ming. Cyanide pollution and treatment technologies (Continued 10)[J]. Gold, 1998, 19(11): 58-60, 23.
[62] �� ��. ��������ӽ�����֬�����軯���Ӧ�û����о�[D]. ����: ���������Ƽ���ѧ, 2005.
HE Min. An application fundamental study on recovery cyanide by macroporous anion exchange resin[D]. Xi��an: Xi��an University of Architecture and Technology, 2005.
[63] ������. ��֬���ۺϻ������軯����о�[D]. ����: ���������Ƽ���ѧ, 2008.
LI Xiu-ling. Study on recovery of iron cyanide complexes with ion exchange resin[D]. Xi��an: Xi��an University of Architecture and Technology, 2008.
[64] �˹���, ������, ������. �����ˮ�Ĵ������������չ[J]. ��������, 2001(2): 16-19.
GU Gui-song, HU Hu-sheng, YANG Ming-de. Recent progress in treatment technology of cyanide containing wastewater[J]. Environmental Protection, 2001(2): 16-19.
[65] ������, л��Ԫ. ��ѹ�˼������軯���Ӧ��[J]. �ƽ�, 1996, 17(4): 27-30, 26.
LUO Zhong-xing, XIE Ji-yuan. On the application of pressure filtration technology in cyaniding gold extraction plant[J]. Gold, 1996, 17(4): 27-30, 26.
[66] ��ռ��, �� ��, �����. ѹ�˼����ں���β���������е�Ӧ��[J]. ���ֵ���, 1997, 16(3): 58-65, 82.
ZHAO Zhan-qing, MENG Dong, CHEN Yu-e. Application of pressure filtration technology in the treatment of cyanide bearing tailings[J]. Jilin Geology, 1997, 16(3): 58-65, 82.
[67] ���ƽ�. �軯��ϴ�����̱Ƚ�[J]. ��ɫ����(ѡ��), 1982(5): 43-49.
TAO Yun-jie. Comparison of washing process in cyaniding plant[J]. Nonferrous Metals (Mineral Processing), 1982(5): 43-49.
[68] �� ǿ, ��ܰ��, ���ҿ�, ��. ����β��ϴ�������о�[J]. �ƽ�, 2017, 38(5): 69-72.
LIU Qiang, LAN Xin-hui, CONG Zhong-kui, et al. Experimental study on elution of cyanide bearing tailings[J]. Gold, 2017, 38(5): 69-72.
[69] �ٳ���, �� Ӱ, ������, ��. �ƽ���ҵ�������账��������״����Դ����չ����[J]. �ƽ�, 2020, 41(9): 119-122.
CHI Chong-zhe, LIU Ying, LONG Zhen-kun, et al. Current situation and resource development trend of cyanide removal technology for cyanide residue in gold industry[J]. Gold, 2020, 41(9): 119-122.
[70] ������, ��ҫ��, ������, ��. �軯β����������Դ�����õ���Ҫ������״����չ����[J]. �й���Դ�ۺ�����, 2017, 35(10): 59-62.
SUN Liu-gen, CHANG Yao-chao, XU Xiao-hui, et al. The main technology status and development trend of harmless and resourceful utilization of cyanide tailings[J]. China Resources Comprehensive Utilization, 2017, 35(10): 59-62.
[71] ����ѧ, �����, �� ��, ��. �ຣ̲��ɽ�����軯β�����ս���[J]. ��ɫ����(ұ������), 2011(8): 32-35.
LIU Da-xue, GUO Chi-hao, WANG Yun, et al. Gold and silver recovery from residue of roasting-cyaniding process in Tanjianshan of Qinghai[J]. Nonferrous Metals (Extractive Metallurgy), 2011(8): 32-35.
[72] ��άƽ. �軯β�������������յ��Ż��Ľ�[J]. ���Ṥҵ, 2020(4): 21-23.
XIE Wei-ping. Optimization and improvement of harmless treatment process of cyanidation residue[J]. Sulphuric Acid Industry, 2020(4): 21-23.
[73] Ҷ����, ���ܺ�, �Ϸ���, ��. �������½��軯�����Ż������Լ�����Ӧ��[J]. �ƽ�, 2018, 39(5): 71-73.
YE Jin-juan, LI Zhe-hao, MENG Fan-yu, et al. Feasibility technology and application of gold concentrate cyanidation process optimization under new situation[J]. Gold, 2018, 39(5): 71-73.
YUAN Jia-sheng1, CHANG Yong-feng1, ZHENG Chun-long1, YANG Xin-hua2, 3, WANG Wei1, XIE Feng1
(1. School of Metallurgy, Northeastern University, Shenyang 110004, China;
2. Shandong Gold Group Co. Ltd., Jinan 250101, China;
3. Chifeng Chaihulanzi Gold Mining Co. Ltd., Chifeng 024039, China)
Abstract: Up to now, cyanide has still been the dominant lixiviant used in the gold extraction. In China, there are about 100 million tons of cyanide containing tailings produced by gold industry every year. As the cyanide tailing inevitably entrains soluble cyanide and its derivative, like cyanate and thiocyanate, it has been enlisted in the National Catalogue of Hazardous Wastes. Thus the high-efficient and low-cost de-toxicity treatment of cyanide tailing is a common problem faced by all gold extraction enterprises. According to the different properties and characteristics of the cyanide tailings, many kinds of harmless treatment technologies have been developed and in developing, and some of them have come into commercial practice. However, due to the complexity of existing of various forms of cyanide-related compounds and thiocyanate in cyanide tailings and the increasingly strict environmental standards of national and local governments, great challenge is still posed on the R&D of new treatment technologies. In this paper, a comprehensive review for the cyanide tailings treatment technique was summarized, related to their fundamental mechanism and their practical limitation. Special comment was addressed for the potential application of filter-pressing & cake-washing technology on the treatment of cyanide tailings.
Key words: cyanide tailing; hazardous wastes; cyanidation; cyanide destruction; pressure filtering; cake washing
Foundation item: Project(2018YFC0604604) supported by the National Key Research Development Program of China
Received date: 2020-07-10; Accepted date: 2021-05-06
Corresponding author: CHANG Yong-feng; Tel: +86-13591695918; E-mail: changyf@smm.neu.edu.cn
(�༭ �� ��)
������Ŀ�������ص��з��ƻ�������Ŀ(2018YFC0604604)
�ո����ڣ�2020-07-10�������ڣ�2021-05-06
ͨ�����ߣ������棬�����ڣ���ʿ���绰��13591695918��E-mail��changyf@smm.neu.edu.cn

