中国有色金属学报 2004,(02),238-243 DOI:10.19476/j.ysxb.1004.0609.2004.02.016
液锻连挤硅线石粒子/铝复合材料的摩擦磨损行为
陈威 罗守靖
中国人民解放军装甲兵工程学院机械工程系,哈尔滨工业大学材料科学与工程学院 北京100072,江苏法尔胜集团公司,江阴214433 ,哈尔滨150001
摘 要:
采用液锻连挤成形工艺获得了一种新型硅线石颗粒增强LY12铝基复合材料,其性能可与常规热挤压件媲美。摩擦磨损性能测试表明:硅线石颗粒增强铝基复合材料具有优良的摩擦磨损性能,且其耐磨性能随粒子体积分数增加而增加。材料经液锻连挤后,硅线石粒子在强大三向压应力作用下嵌镶于基体内,粒子很难拉脱,承受摩擦力的作用时,硅线石粒子起支承作用,粒子硬度高,故使复合材料整体耐磨性能提高。
关键词:
液锻连挤 ;复合材料 ;摩擦磨损 ;硅线石 ;铝合金 ;
中图分类号: TG331
作者简介: 陈威(1965),男,副教授,博士.;
收稿日期: 2003-05-18
基金: 国家自然科学基金资助项目(59475055); 黑龙江省自然科学基金资助项目;
Friction characteristics of sillimanitep /LY12 composites manufactured by liquid forging catching up through extrusion
Abstract:
By using liquid forging catching up by extrusion technique, a new sillimanite particle reinforced LY12 aluminum alloy composite is produced, which has the similar properties as those of hot-extrusion product. Measurement of tribological properties reveals that the friction and wear properties of the composites are improved greatly, and the wear-resisting properties increase with increasing particle volume fraction of sillimanite. By this extrusion technique, the sillimanite particles are inlaid into the matrix by strong three-direction pressing stress, in which it is hard to pull out. When being acted on by a friction, the sillimanite particles give support to the matrix, thus high wear-resisting properties are obtained.
Keyword:
liquid forging catching up by extrusion; friction and wear; sillmanite; aluminum alloy;
Received: 2003-05-18
目前在铝基复合材料的研究中, 增强相多采用SiCp 、 Al2 O3 等由化学方法制得的颗粒或短纤维, 其共同缺点是成本高, 如SiCp 的价格为30~60元/kg, 影响了复合材料的广泛应用。
硅线石(Sillimanite)是一种由硅线石矿直接开采获得的高铝陶瓷材料
[1 ]
, 其化学式为Al2 O3 ・SiO2 , 理论化学组成为63.1%Al2 O3 +36.9%SiO2 , 密度为3.23~3.27 g/cm3 , 其硬度高、 耐高温、 热稳定性好、 机械强度高, 并且价格便宜, 每千克仅1.5~2元, 用硅线石作增强相的复合材料具有高的比强度、 比模量, 且耐高温和耐磨。 本文作者提出一种颗粒增强金属基复合材料的新制备方法―旋涡法复合, 液锻连挤成形工艺, 采用硅线石作为增强颗粒, 研究其增强的铝基复合材料的性能, 尤其是摩擦磨损特性, 具有理论价值和实际意义。
1实验
1.1材料选择
试验用基体材料为LY12铝合金, 选用鸡西市特种耐火材料厂提供的硅线石颗粒为增强相, 成分见表1, 其粒度为70 μm, 未做任何预处理, 加入的体积分数分别为0%, 7.5%和15%。
表1 硅线石的化学成分
Table 1 Chemical composition of sillimanite(mass fraction, %)
2 O3 SiO2
K2 O
Na2 O
39.31
0.34
0.05
Fe2 O3
TiO2
CaO
1.88
0.90
0.97
硅线石呈浅褐色, 属斜方晶系, 呈尖锐的针状, 密度3.2~3.25 g/cm3 , 莫氏硬度6.0~7.5, 在1 500 ℃以下线膨胀率不超过1.5%, 当温度超过1 545 ℃转化为莫来石, 并伴有7%~8%的体积膨胀。
1.2复合成形过程
1.2.1 漩涡法复合
首先将基体合金加热至固液两相区(502~640 ℃), 在氩气保护下边搅拌边加入硅线石颗粒, 再搅拌8~10 min。 为解决机械搅拌导致的微观不均匀问题(因搅拌时有部分基体未熔化), 搅拌后迅速升温至合金液相线以上40~100 ℃重熔, 为防止基体与粒子的密度偏析, 重熔后迅速浇注。 颗粒加入前需高温烘烤(800 ℃, 2 h)以排除晶间水分和所吸附的气体, 然后在350 ℃预热2 h。
1.2.2 液锻连挤成形
铸造、 液态模锻、 热挤压、 固态重熔挤压、 液态挤压等工艺各具优点
[2 ,3 ,4 ,5 ,6 ,7 ,8 ]
, 但每种工艺又都有其自身难以克服的缺点。 作者基于液态模锻理论和实践提出了液锻连挤新工艺, 即把经旋涡法制备的半固态浆料在挤压模具内先进行充分液态模锻, 随后迅速让开挤压口, 利用余热挤出制件, 从而实现了一次加热在一套模具内挤出性能可与常规热挤压件媲美的制件。 与液态挤压相比, 该工艺在挤压前的液态模锻阶段克服了挤压尾缩现象, 显著地增加了制件结晶过程中的压力, 其压实效果更好, 液态模锻保压时间介于液态挤压与常规液态模锻之间, 故挤压力大大降低, 具有液态挤压的所有优点, 但制件的内外质量远好于液态挤压工艺的; 与固态重熔挤压法
[9 ]
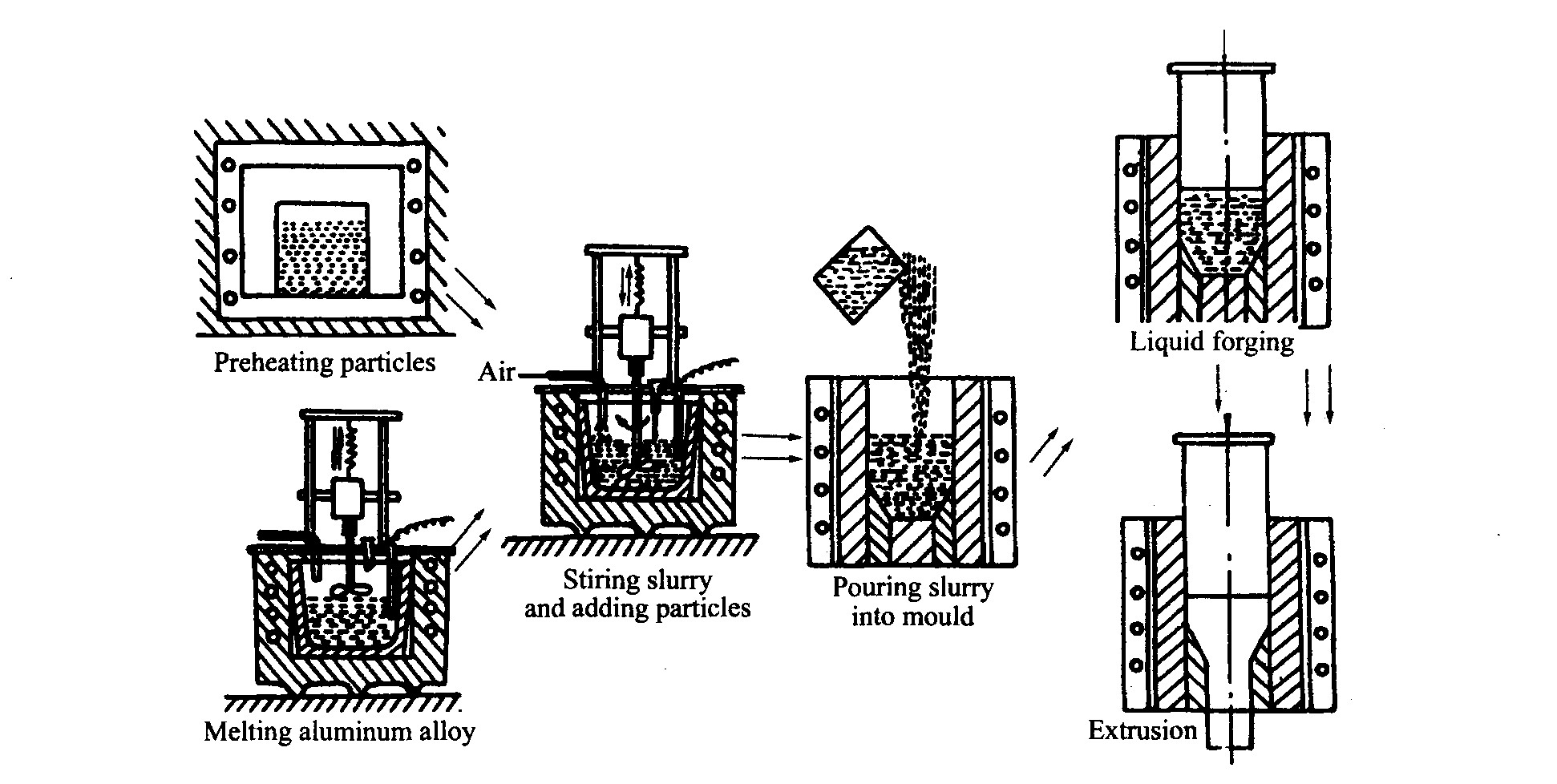
相比, 由于挤压坯料为液态, 可省去固态坯料制备工序。 试验在1000 kN液压机上进行, 在其它因素一定的条件下, 以搅拌时间、 搅拌温度、 增强相体积分数、 挤压比为正交实验参数, 利用4因素3水平正交设计方法优化工艺参数。 最终确定的工艺参数为: 浇注温度700 ℃, 模具预热温度300~400 ℃, 以油调石墨为润滑剂, 压力200 MPa, 挤压速度3 mm/s, 挤压比2.78, 5和8.33。 液锻连挤工艺流程如图1所示。
图1 材料制备工艺流程
Fig.1 Technological process of test material production
1.3摩擦磨损性能测试
采用自制的盘销式摩擦磨损试验机测量材料摩擦磨损性能。 摩擦因数可按下式计算:
f =F /N =M /0.25N (1)
式中 M 为摩擦力矩, N 为载荷。
采用TG328A光电分析天平测量试样磨损前后的质量M 1 和M 2 , 按下式计算磨损量M s :
M S =(M 1 -M 2 )/L (2)
式中 L 为摩擦行程。
2实验结果
2.1硅线石体积分数对摩擦磨损性能的影响
采用硅线石体积分数为0%, 7.5%和15%各3个试样, 分别与Gr15圆盘组成系统, 在无润滑, 载荷40 N, 滑动速度1.34 m/s, 摩擦时间8 min的条件下, 研究了系统的磨损特性。 硅线石含量对复合材料磨损性能的影响如图2所示。 从图2可见, 随着硅线石含量的增加, 复合材料磨损率大幅度下降, 这一点在制备拉伸试样的锯切过程中得到更充分地证实。 锯切长110 mm、 厚10 mm试样时, 不含硅线石的试样用一只锯条可顺利锯开, 而含7.5%硅线石的试样则需10只以上, 含15%硅线石粒子的复合材料则需15~20只, 且费时8 h才能锯开。 根据这种现象, 作者认为, 如定性分析材料的磨损性能, 采用锯切的方法是完全可行的, 而且更接近实际。
图2 硅线石含量与磨损率的关系
Fig.2 Relationship between volume fraction of sillimanite particle and grind ratio
图3所示为不同硅线石含量试样的摩擦磨损形貌图。 分析表明, 硅线石含量增加, 磨损减轻, 加硅线石可明显提高复合材料的耐磨性。 图中的白色块状区为试件与Gr15圆盘对磨出现的粘着形貌, 硅线石含量增加时, 粘着较小, 而且划痕相对细小, 表面较为光滑, 粒子有滑动的趋势, 其中, 大粒子比小粒子更易滑动。
2.2载荷对系统摩擦磨损的影响
在上述试验条件下, 将载荷由40 N增至80 N, 研究载荷对复合材料摩擦磨损性能的影响。 扫描电镜观察表明, 磨损形貌上表现为摩擦痕的粗化、 犁沟的加深, 并有更多的表面粘着撕裂, 如图4所示。
图3 不同硅线石含量复合材料试样的摩擦磨损形貌(p=40 N)
Fig.3 Morphologies of friction surface of samples with different volume fraction of sillimanite particle under load of 40 N
(a)―0%; (b)―7.5%; (c)―15%
图4 不同硅线石含量复合材料试样的摩擦磨损形貌(p=80 N)
Fig.4 Morphologies of friction surface of samples with different volume fractions of sillimanite particle under load of 80 N
(a)―0%; (b)―7.5%; (c)―15%
其趋势为硅线石粒子含量越少, 表面撕裂越严重。
3讨论
3.1硅线石/铝复合材料液锻连挤组织特征
旋涡法搅拌使硅线石粒子与LY12铝液均匀混合, 在液锻连挤下发生凝固。 在流动中挤压塑性变形的物理化学和力学过程具有诸多特征:
1) 由于LY12的结晶温度范围很宽(136 ℃), 自由结晶时枝晶偏析极为显著, 采用液锻连挤工艺, 使制件在压力下结晶, 缩短了制件的凝固时间, 即缩短了溶质元素在液相中扩散的时间; 另一方面, 压力还降低了溶质元素在液相中的扩散系数, 这样可减少制件中多种类型的偏析, 使成分相对均匀。
2) 从图5金相照片可见界面结合紧密, 基体组织致密、 无任何显微孔洞和其它铸造缺陷。
3) 图6显示粒子分布均匀, 颗粒液锻连挤变形量大时, 粒子开裂。
4) 图7所示为拉伸断口形貌扫描电镜照片。 在挤压作用下, 凝固过程与塑性变形同步, 颗粒在基体金属塑性流动的胁迫下, 顺挤压方向转动, 和基体金属一起流动, 并承受基体的大塑性变形; 粒子周围产生的大量的韧窝说明液锻连挤后获得了塑性良好的制件。
3.2摩擦磨损特性 [11,12,13,14,15]
在硅线石/铝复合材料中, 由于硅线石粒子的支撑作用, 对偶试样金属凸起粘着的概率非常小, 即金属接触区难以出现, 从而发生粘着的可能性很小。 因此, 摩擦因数的大小就取决于试样凸起的啮合程度。 此外, 粒子的形状、 大小、 与基体结合强度以及试样凸起弹性变形的难易程度都会影响摩擦因数, 并且摩擦因数还与载荷大小、 滑动速度等因素有关。
图5 硅线石颗粒与基体界面结合形貌
Fig.5 Morphology of interface between sillimanite particle and matrix
硅线石粒子具有高的硬度, 其变形相对基体可以忽略; 此时, 硅线石粒子微凸体变形取决于其周围基体的变形。 显然, 硅线石粒子微凸体与对偶试样的接触面积也与载荷成正比关系。 因此, 载荷增加, 摩擦副真实接触面积增大, 摩擦因数也随着摩擦阻力的增加而增大。
图6 硅线石粒子分布形貌
Fig.6 Distribution morphology of sillimanite particles
图7 硅线石颗粒/铝复合材料的拉伸断口形貌
Fig.7 Fractograph of sillimanitep /Al composite
试样滑动时, 凸起啮合接触点的剪切可能有以下几种情况:
1) 若凸起结点的强度比试样金属基体的强度(或者比硅线石粒子与基体的结合界面强度)小时, 剪切将发生在形成结点的实际界面上。 因此, 当摩擦相当大时, 从对偶试样表面脱落的金属量或者硅线石粒子脱落的概率都是很小的。 在载荷很小时, 硅线石粒子起支承作用, 硅线石粒子既不脱落, 也不会沉陷于基体或破碎, 摩擦面上是一些轻微的磨损条痕, 甚至残存有轻微的砂纸打磨后的划痕。 载荷较小时, 啮合程度较小, 试样因弹性变形可能产生凸起分离, 此时, 摩擦因数和磨损率都较小。 在滑动速度增加时, 凸起的啮合程度也会减小(高滑动速度下, 凸起啮合不到完全深度); 当载荷增加时, 凸起啮合程度增加, 即摩擦表面粗糙度增大, 进一步滑动只有在凸起局部破坏的条件下才有可能发生, 此时, 摩擦因数增大, 磨损也趋严重。
2) 若结点强度比试样的强度和硅线石粒子与基体界面结合强度都大时, 剪切将发生于较弱的金属基体内, 或硅线石粒子与基体的结合面上。 此时, 将会有相当数量的较软金属被除去, 在滑动中, 也会有一小部分较硬的金属被除去。
载荷增加时, 硅线石粒子有可能破碎, 一部分在摩擦力作用下充当磨粒, 犁出一些沟槽, 硅线石粒子碎片残留在原来位置上, 使磨损增加。
影响摩擦因数大小的因素除上述凸起啮合程度外, 还与两接触面粘着程度有关。 如果摩擦副之间发生直接接触, 就可能发生粘着。 由于实际上材料表面不平整, 所以真正的接触只发生在微观接触面上。 微观接触面的总和构成所谓的真实接触面, 它只是摩擦副的名义尺寸所确定的几何面积的一个小部分。 在微观接触面范围内有很大的机械应力, 这些应力由于切向的相对运动还会强化, 以致受到负荷作用时粗糙凸峰发生弹性变形或塑性变形。 这样, 表面的吸附层和反应层会遭到破坏, 结果使暴露在表面的原子键联结或多或少得到加强。 当摩擦副发生相对运动时, 这种原子键又会脱开, 即键断裂。 这种键断裂不一定都发生在原始微观接触处, 而可能发生在摩擦副表面附近, 其结果使材料从摩擦副一方转移到另一方上或脱落。
在大多数情况下, 金属表面间的滑动并不一定连续, 而是一连串间歇式的跃动, 当粘着发生时, 摩擦达到最大值, 而滑脱时摩擦迅速下降, 这就是表层撕裂点波动的原因之一。
对不同金属组成的摩擦副, Cziches
[10 ]
提出以下假设: 如果金属接触副的一方作为电子施方, 另一方作为电子受方相互作用时, 则它们的粘着作用特别强。 如果接触一方是金属材料, 而另一方是非金属材料, 则粘着作用可能主要是共价键引起, 粘着较弱。 硅线石粒子/铝复合材料与GCr15的摩擦属于第2种情况, 因此该材料耐磨。
参考文献
[1] 林彬荫,刘惠珍,宋汝波,等.硅线石的基本性能与莫来石化行为[J].耐火材料,1989(1):2024.LINBin yin,LIUHui zhen,SONGRu po,etal.Majorpropertyofsillimaniteandmullitizationbehavior[J].Refactories,1998(1):2024.
[2] 罗守靖.钢质液态模锻[M].哈尔滨:哈尔滨大学出版社,1990.19.LUOShou jing,LiquidForgingforSteel[M].Harbin:HarbinInstituteofTechnologyPress,1990.19.
[3] 肖 鹏,徐永东,张立同.高温陶瓷基复合材料制备工艺的研究[J].材料工程,2000(2):4144.XIAOPeng,XUYong dong,ZHANGLi tong.Studyontheworkingtechnologyofthehightemperatureceramiccomposites[J].MaterialEngineering,2000(2):4144.
[4] 金燕苹,顾明元,施忠良.非连续增强Zn 23Al 2Cu基复合材料的DSC研究[J].材料工程,2000(2):2224.JINYan ping,GUMing yuan,SHIZhong liang.ThermalanalysesofZn Alalloymatrixcomposites[J].JournalofMaterialEngineering,2000(2):2224.
[5] HarmerMP,ChanHM,MillerGA.Uniqueopportunitiesformicrostructuralengineeringwithduplexandlaminarceramiccomposites[J].AmCeramSoc,1992,75(7):1715.
[6] BrennanJJ.Interfacialstudiesofchemicalvapor infiltratedceramicmatrixcomposites[J].MaterSciEng,1990,A126:203223.
[7] 陈 威.铝/硅线石复合材料旋涡法复合液锻连挤工艺研究[D].哈尔滨工业大学,1994.1435.CHENWei.StudyonMetalSqueezingCatchingupbyExtrusionTechnologyofSillimaniteParticleReinforcedAlComposites[D].HarbinInstituteofTechnology,1994.1435.
[8] 李贺军.金属液体凝固过程中直接挤压的研究[D].哈尔滨工业大学博士论文,1991.2042.LIHe jun.StudyonDirectingExtrusionDuringProcessofMetalSolidify[D].HarbinInstituteofTechnology,1991.2042.
[9] KiuchiM,SugiyamaS.Applicationofmashystateextrusion[J].JMaterShapingTechnology,1990,8(1):188.
[10] 卢德宏,顾明元.SiC含量对混杂复合材料摩擦磨损性能的影响[J].材料工程,2000,000(003):2628.LUDe hong,GUMing yuan.EffectofthefractionofSiConthewearandfrictionperformanceofsiliconcarbideandgraphiteparticulatesreinforcedaluminummatrixcomposite[J].MaterialEngineering,2000(3):2628.
[11] 顾明元,卢德宏.基体种类对混杂复合材料摩擦磨损性能的影响[J].材料工程,2000,5(1):1920.GUMing yuan,LUDe hong.Effectofthematrixonthewearandfrictionperformanceofsiliconcarbideandgraphiteparticulatesreinforcedaluminummatrixcomposite[J].MaterialEngineering,2000,5(1):1920.
[12] 刘 越,于宝海,王镇波.TiC/NiCr金属陶瓷复合材料摩擦磨损性能[J].摩擦学学报,1999(9):9093.LIUYue,YUBao hai,WANGZhen bo.AstudyonthewearandfrictionbehavioursofTiC/NiCrcermets[J].Tribology,1999(9):909.
[13] 李文方,黄岳山.短纤维定向分布对铝基复合材料摩擦磨损性能的影响[J].材料科学与工程,1999,17(3):4040.LIWen fang,HUANGYue shan.EffectoforientationofshortfibersonfrictionwearpropertiesofAl2O3 SiO2/ZL109composites[J].MaterialsScienceandEngineering,1999,17(3):4040.
[14] 涂江平,孟 亮.粉末冶金Cu Fe复合材料的摩擦磨损行为[J].摩擦学学报,1999,19(3):209213.TUJiang ping,MENGLiang.SlidingfrictionandwearbehaviorofCu Fecompositespreparedbypowdermetallurgy[J].Tribology,1999,19(3):209213.
[15] 马运柱,熊 翔,李江鸿,等.熔融渗硅对二维编制碳/碳复合材料摩擦特性的影响[J].中国有色金属学报,2003,13(1):211215.MAYun zhu,XIONGXiang,LIJiang hong,etal.InfluenceofinfiltratingSionfrictionpropertiesoftwodimensionweavingC/Ccomposites[J].TheChineseJournalofNonferrousMetals,2003,13(1):211215.