Influence of annealing treatment on properties and microstructures of alumina dispersion strengthened copper alloy
SONG Ke-xing(�ο���)1, 2, XING Jian-dong(�Ͻ���)1, TIAN Bao-hong(�ﱣ��)2,LIU Ping(�� ƽ)2, DONG Qi-ming(������)2
(1. State Key Laboratory for Mechanical Behavior of Materials, Xi��an Jiaotong University, Xi��an 710049, China;
2. School of Materials Science and Engineering, Henan University of Science and Technology, Luoyang 471003, China)
Abstract: Alumina dispersion strengthened copper(ADSC) alloy was produced by internal oxidation. The hardness, ultimate tensile strength and electrical conductivity measurements and microstructure observation on the produced 0.12%ADSC (0.24% Al2O3, mass fraction) and 0.25%ADSC (0.50% Al2O3) subjected to different annealing treatments were conducted. The results show that the microstructure of the produced ADSC is characterized by an uniform distribution of nano-Al2O3 particles in Cu-matrix; the particles range in size from 20 to 50nm with an interparticle spacing of 30-100nm. The produced 0.12%ADSC can maintain more than 87% hardness retention after 900��, 1h annealing treatment; the recrystallization can be largely retarded and is not fully completed even after annealing at 1000�� for 1h, followed by cold deformation of 84%; local grain growth can be observed after 1050��, 1h annealing treatment. The results also show that increasing either the alumina content or cold deformation degree increases the hardness of the produced ADSC.
Key words: alumina dispersion strengthened copper; deformation; hardness; recrystallization; annealing treatment CLC number: TB331; TG113.12
Document code: A
1 INTRODUCTION
Materials with high electrical and thermal conductivities, and high temperature strength have attracted considerable interest in recent years. Pure copper exhibits high electrical and thermal conductivities but it has some distinct shortcomings such as low hardness, low tensile and creep strength. The development of Cu-based alloys with high tensile strength and hardness is of primary importance. The mechanical strength of copper can be increased dramatically either by age hardening or by introducing dispersoid particles in its matrix. The age hardenable copper alloys are prone to precipitate coarsening at high temperatures, thereby reducing their strength dramatically. In this respect, dispersion strengthened copper has the ability to retain most of its properties on exposure to high temperatures[1-6].
Copper can be dispersion strengthened by various dispersoid particles such as oxides, carbides, and borides. Among these dispersoids, alumina particle is commonly used to reinforce copper. Owing to the presence of uniformly dispersed fine alumina particles, which are hard, insoluble in Cu-matrix and are thermally stable at high temperatures, alumina dispersion strengthened copper alloy(ADSC) offers high hardness and strength at elevated temperatures even approaching the melting point of copper as well as at room temperature. Furthermore, since the volumetric percentage of the dispersed alumina particles contained in Cu-matrix is small and their chemical nature is inert, they exert little influence on the electrical and thermal conductivities of the Cu-matrix. The unique combination of high strength and conductivities at elevated temperatures makes ADSC a best candidate for high temperature electric materials, such as electrodes, lead wires and connectors[7].
The common method for producing ADSC is through a powder metallurgy route. Some of the common variations are[8-14]: (a) surface oxidation of ultra-fine powders; (b) mechanical mixing of fine powders; (c) coprecipitation of metal and oxide powders; (d) internal oxidation of dilute solid solution alloys; (e) decomposition of inorganic compounds as a metallic powder; (f) selective reduction of oxides in an oxide mixture and (g) mechanical alloying. Internal oxidation can produce superior property ADSC in commercial manner and has been regarded as the most suitable method for the synthesis of ADSC.
In the present study, the ADSC is prepared by internal oxidation. The hardness, ultimate tensile strength, electrical conductivity and microstructure of ADSC under different treatment conditions are investigated and the recrystallization behavior is concluded.
2 EXPERIMENTAL
The synthesis of the ADSC used in this study was carried out according to the following procedures: (a) induction melting of known amounts of copper and aluminum (0.12% and 0.25%(mass fraction) of aluminum); (b) atomizing the melt into powder by high pressure N2; (c) fully desiccating; (d) sieving; (e) mixing the prepared Cu-Al alloy powders with oxidant (Cu2O) in an asymmetrically moved mixer; (f) internal oxidation; (g) H2-reduction; (h) cold isostatic pressing; (i) sintering; (j) compacting the powders in a copper container-evacuating-sealing; (k) hot extrusion; (l)cold drawing with two deformation degrees(��=59% and ��=84%).
The annealing samples were cut from the as-drawn rod. Annealing treatments were performed in N2 atmosphere at temperatures of 400��,700��, 800��, 900��, 1000��, 1050�� respectively. After annealing treatment, the specimens were mechanically ground and then finish polished for hardness, tensile strength and electrical conductivity tests. The Vickers hardness of the specimens was measured under a load of 1N. The microstructures of the specimens were observed under transmission electron microscope and the TEM specimens were cut from the as-annealed samples.
3 RESULTS AND DISCUSSION
3.1 Influence of annealing treatment on properties and microstructure
The second-phase in the form of dispersed particles has important effects on the primary recrystallization behavior. The presence of particles can cause either acceleration or retardation of recrystallization of the matrix depending on the interparticle spacing and the size of the particles[15,16]. ��Large�� particles give rise to a heterogeneous distribution of dislocations, during deformation, with local lattice curvature (and an associated very high local dislocation density) at particle-matrix interfaces. This will enhance the formation of recrystallization nuclei and will give rise to ��accelerated�� recrystallization, if the interparticle spacing is great enough to allow the embryonic nuclei to attain the critical conditions for growth. On the other hand, fine particles give rise to a homogeneous (though high density) distribution of dislocations during deformation, which reduces the possible number of recrystallization nucleation sites during annealing. In addition, owing to the pinning effect of particles on the movement (migration) of boundaries, close interparticle spacing makes it difficult for local lattice curvature regions to transform into recrystallization nuclei, which can then grow into fully recrystallized grains. In general, ADSC with particles larger than about 1��m which are widely spaced, shows accelerated recrystallization. On the contrary, smaller, closely spaced particles exert retardation or even complete suppression effect on recrystallization of ADSC.
Fig.1 shows that the microstructure of the produced ADSC is characterized by an uniform distribution of alumina particles in Cu-matrix. The particles range in size from 20nm to 50nm with an interparticle spacing of 30-100nm. The dispersed nano-alumina particles can serve as the sources of dislocations and exert pinning effect on dislocations and grain boundaries during deformation and annealing treatment. These offer the ADSC high recrystallization temperature and high hardness and ultimate tensile strength retention at elevated temperatures.
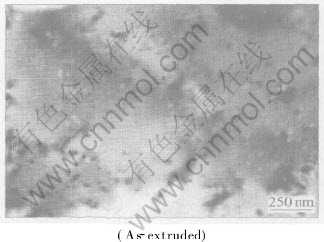
Fig.1 Alumina particles in 0.12%ADSC
Fig.2 and Fig.3 show that after annealing at temperatures below 900��, the hardness and ultimate tensile strength of 0.12%ADSC decrease slightly with increasing of annealing temperature, and at 900��, 0.12%ADSC can still maintain more than 87% hardness retention and 89% ultimate tensile strength retention. Fig.4 shows that annealing at temperatures below 900��, the electrical conductivity presents a marginal increasing with increasing of annealing temperature. The microstructure observation(Fig.5) shows that the dislocation cell structure is remained in the specimen after annealing at temperature of 900��. The variations of hardness, ultimate tensile strength and electrical conductivity and the observation of the corresponding microstructure show that the produced ADSC presents high stabilization of
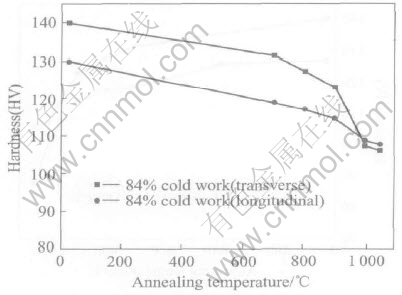
Fig.2 Variation of hardness as function of temperature for transverse and longitudinal sections of 0.12%ADSC

Fig.3 Variation of ultimate tensile strength as function of temperature for 84% cold work degree of 0.12%ADSC
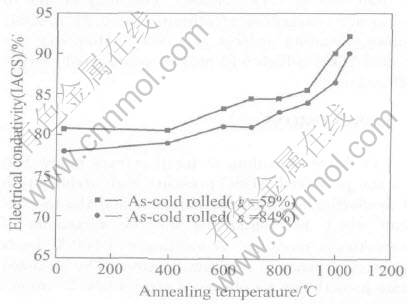
Fig.4 Variation of electrical conductivity as function of temperature of 0.12%ADSC
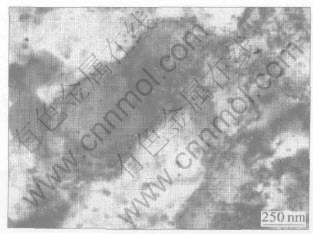
Fig.5 Micrograph of 0.12%ADSC after annealing at temperature of 900��
property and microstructure after annealing at temperatures up to 900�� and the mechanism which is responsible for the variations of properties is recovery.
Fig.2 and Fig.3 show that annealing at 1000�� leads to the rapid fall of hardness and ultimate tensile strength. Fig.2 also shows that the hardness distinction between the transverse section and the longitudinal section disappears. Fig.4 shows that annealing at 1000�� leads to the rapid increase of electrical conductivity. The microstructure observation (Fig.6) shows that annealing at 1000�� leads to the forming of equiaxed grain structure. The hardness, tensile strength and electrical conductivity determination and microstructure observation draw a conclusion that annealing at 1000�� leads to the occurrence of recrystallization. The occurrence of recrystallization is mainly attributed to the coarsening of the alumina particles (Ostwald ripening)[17, 18]. The coarsening is due to the dissociation of the smaller alumina parti-

Fig.6 Micrograph of 0.12%ADSC after annealing at temperature of 1000��
cles in the Cu-matrix which then reprecipitate on the larger particles. The driving force for this process is the decrease in total free energy associated with a lower interfacial area of the coarser precipitates.
Fig.7 shows that the localized grain growth can be observed in the specimen of 0.12%ADSC after 1050�� annealing treatment.
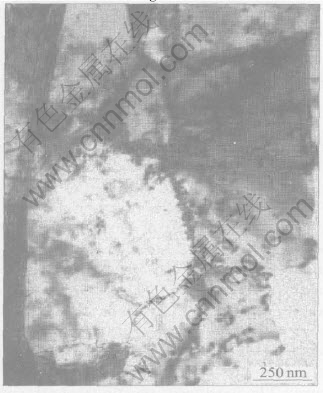
Fig.7 Micrograph of 0.12%ADSC after annealing at temperature of 1050��
3.2 Influence of cold work degree and alumina content on hardness of as-annealed ADSC
Fig.8 shows that 84% cold work ADSC (0.12%ADSC subjected to 84% cold work deformation) possesses higher hardness than 59% cold work ADSC (0.12%ADSC subjected to 59% cold work deformation) under the same annealing treatment conditions. The higher the cold work deformation degree, the higher the dislocation density and the higher the hardness of ADSC. After annealing at temperatures from 700�� to 900��, 84% cold work ADSC loses its hardness faster than 59% cold work ADSC does. This may be due to the higher staking-fault energy, which leads to higher recovery speed stored in 84% cold work ADSC than that in 59% cold work ADSC.
Fig.9 shows that the hardness of 0.25%ADSC is higher than that of 0.12%ADSC under the same annealing treatment conditions. In addition, 0.25%ADSC keeps a higher hardness retention (98%) after annealing at 900�� than 0.12%ADSC does. This may be due to the fact that 0.25%ADSC possesses more alumina particles and smaller interparticle spacing than that for 0.12%ADSC. Whereas, the hardness of 0.25%ADSC
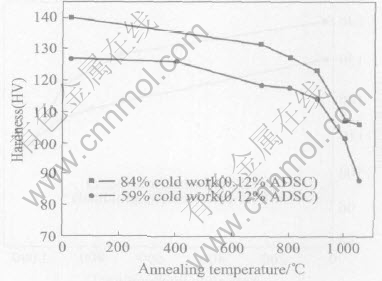
Fig.8 Variation of hardness as function of temperature for different cold work degrees of 0.12%ADSC
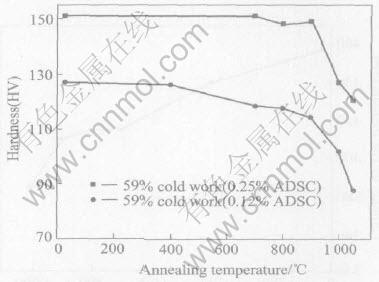
Fig.9 Variation of hardness as function of temperature for different alumina content of ADSC
falls faster at 1000�� compared to the case of 900�� than that of 0.12%ADSC. This may be due to the easier coarsening of alumina for 0.25%ADSC during annealing process at 1000�� than that for 0.12%ADSC which will lead to accelerated recrystallization.
4 CONCLUSIONS
1) After annealing at temperatures below 900��, the produced ADSC presents high stabilization of properties and microstructures, and the mechanism which is responsible for the variations of properties is recovery. Annealing at 1000�� leads to the occurrence of recrystallization. The localized grain growth can be observed after 1050�� annealing treatment.
2) Over the experimental range, both high cold work deformation degree and high alumina content lead to high hardness of ADSC under the same annealing treatment conditions. In addition, a high cold work deformation degree can also lead to high recovery speed during high temperature recovery process.
REFERENCES
[1]Naser J, Riehemann W, Ferkel H. Dispersion hardening of metals by nanoscaled ceramic powders [J]. Materials Science and Engineering, 1997, A234-236: 467-469.
[2]CHENG Jian-yi, WANG Ming-pu, LI Zhou, et al. Fabrication and properties of low oxygen grade Al2O3 dispersion strengthened copper alloy [J]. Trans Nonferrous Met Soc China, 2004,14(1): 121-126.
[3]Naser J, Ferkel H, Riehemann W. Grain stabilization of copper with nanoscaled Al2O3-powder [J]. Materials Science and Engineering, 1997, A234-236: 470-473.
[4]Srivatsan T S, Narendra N, Troxell J D. Tensile deformation and fracture behavior of an oxide dispersion strengthened copper alloy [J]. Materials and Design, 2000, 21: 191-198.
[5]Zwilsky K M, Grant N J. Dispersion strengthening in the copper-alumina system [J]. Transactions of the Metallurgical Society of AIME, 1961, 221: 371- 377.
[6]CHENG Jian-yi, WANG Min-pu, ZHONG Wei-jia, et al. Properties and microstructures of Cu- Al2O3 alloy produced by internal oxidation [J]. Transactions of Materials and Heat Treatment, 2003, 24(1): 23-27. (in Chinese)
[7]Nadkarni A V. Dispersion strengthened copper properties and applications [A]. Ling E, Taubenblat P W. High Conductivity Copper and Aluminum Alloys [C]. Warrendale: Metall Soc AIME, 1984. 77-101.
[8]SONG Ke-xing, XING Jian-dong, DONG Qi-ming, et al. Internal oxidation of dilute Cu-Al alloy powders with oxidant of Cu2O [J]. Materials Science and Engineering, 2004, A380: 117-122.
[9]Upadhyaya A, Upadhyaya G S. Sintering of copper-alumina composites through blending and mechanical alloying powder metallurgy routes [J]. Materials and Design, 1995,16: 41- 45.
[10]Meijering J L, Druyvesteyn M J. Hardening of metals by internal oxidation [J]. Philips Research Reports, 1947, 2: 81-102.
[11]DONG Shi-jie, SHI Yao-wu, LEI Yong-ping, et al. Mechanical alloying of Cu-Al-TiO2-B2O3 mixed powders [J]. The Chinese Journal of Nonferrous Metals, 2002,12 (4): 693-700. (in Chinese)
[12]Moustafa S F, Abdel-Hamid Z, Abd-Elhay A M. Copper matrix SiC and Al2O3 particulate by powder metallurgy technique [J]. Materials Letters, 2002, 53: 244-249.
[13]Travitzky N A. Microstructure and mechanical properties of alumina/copper composites fabricated by different infiltration techniques [J]. Materials Letters, 1998, 36: 114-117.
[14]Jena P K, Brocchi E A, Motta M S. In-situ formation of Cu-Al2O3 nano-scale composites by chemical routes and studies on their microstructures [J]. Materials Science and Engineering, 2001, A313: 180-186.
[15]Cotterill P, Mould P R. Recrystallization and Grain Growth in Metals [M]. London: Surrey University Press, 1976. 180-249.
[16]Kim S H, Lee D N. Recrystallization of alumina dispersion strengthened copper strips [J]. Materials Science and Engineering, 2001, A 313: 24-33.
[17]Martin J W, Doherty R D, Cantor B. Stability of Microstructure in Metallic Systems [M]. 2nd ed. Cambridge: Cambridge University Press, 1997.
[18]Ratke L, Voorhees P W. Growth and Coarsening, Ostwald Ripening in Material Processing [M]. Berlin: Springer, 2002.
(Edited by YUAN Sai-qian)
Foundation item: Project(0122021300) supported by the Natural Science Foundation of Henan Province
Received date: 2004-07-07; Accepted date: 2004-10-13
Correspondence: SONG Ke-xing, PhD; Tel: +86-379-4231892; Fax: +86-379-4230597; E-mail: kxsong@mail.haust.edu.cn

