Reheating microstructure of refined AZ91D magnesium alloy in semi-solid state
JIANG Ju-fu(����), LUO Shou-jing(���ؾ�)
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: By means of equal channel angular extrusion (ECAE) test, upsetting test and metalloscope, reheating microstructures of raw casting ingots, materials prepared by SIMA and materials extruded by ECAE in semi-solid state were investigated. The results show that compared with those of raw casting ingots and materials prepared by SIMA, reheating microstructure of materials extruded by ECAE is the best and the final grain size is the finest. With increasing holding time, a growing phenomenon occurs in reheating microstructure of materials extruded by ECAE, which can be described by Ostwald ripening law. The average grain size increases firstly, subsequently decreases and the shape factor of grains approaches to 1 as the reheating temperature increases. With increasing equivalent strain, the average grain size decreases. This demonstrates that reheating material extruded by ECAE technology is a good method to prepare AZ91D magnesium alloy semi-solid billets.
Key words: AZ91D magnesium alloy; semi-solid state; reheating; microstructure CLC number: TG146.3
Document code: A
1 INTRODUCTION
Magnesium alloy is characterized by low density, high specific strength and rigidity, excellent dimensional stability. For those reasons, it is regarded as a kind of perfect material of the 21st century. With the development of light mass of automobiles, aircrafts and electrical equipment, magnesium alloy structural components are used in staggering quantities. The vast majority of magnesium applications are covered by AZ91, a die-casting alloy. The most convenient and familiar forming method is die casting technology. Though it has many advantages, die casting technology is limited in manufacturing structural components due to low mechanical properties. Semi-solid processing technology is a good alternative method in manufacturing magnesium structural components. It plays an indispensable role in forming of magnesium alloy.
The most important thing is to prepare semi-solid billets during the course of semi-solid processing. At present, the main preparation methods of semi-solid billets of AZ91D magnesium alloy include mechanical stirring, electromagnetic stirring and thixomoulding. However, each method has itsdisadvantage due to chemical reactivity[1-4]. Once magnesium alloy meets oxygen, oxidation or combustion will take place violently. For that reason, there are many disadvantages in preparing semi-solid billets. For example, mechanical stirring method is very difficult to perform without protection. As for electromagnetic stirring and thixomoulding, semi-solid slurries must be protected by means of shielding gas. It not only increases the difficulty of technology, but also raises the cost of technology. In recent years, some scholars attempt to prepare semi-solid billets of magnesium alloy by means of SIMA. However, the result is not desirable. It is because that magnesium alloy has crystal structure of close-packed hexagonal stacking and its ability of plastic deformation is limited. During the course of SIMA method, upsetting technology is difficult to operate and deformation degree is limited. If large deformation is performed, crack will occur in AZ91D magnesium alloy. With the development of equal channel angular extrusion (ECAE) technology, it causes a good alternative method to prepare semi-solid billets of AZ91D magnesium alloy. After ECAE, large strain can occur in materials. After AZ91D magnesium alloy is extruded, its grain size becomes smaller and spherioidization effect of reheating microstructure becomes better in the following reheating technology [5-9].
In this paper, compared with SIMA and direct isothermal treatment method, the evolution of reheating microstructure of AZ91D magnesium alloy extruded by EACE technology is studied in order to find the influence of some important technological parameters on evolution of microstructure.
2 EXPERIMENTAL
2.1 Experimental materials and procedure
Commercial casting ingots of AZ91D magnesium alloy were employed as experimental material, composition of which is shown in Table 1.
Table 1 Composition of AZ91D magnesium alloy (mass fraction, %)

The ingots were divided into three groups. The first group was reheated in semi-solid state directly. The second group was upsetted at various deformation capacity (Fig.1). The last group was extruded by means of an equal channel angular die with 90�� (Fig.2).

Fig.1 Flow diagram of SIMA method

Fig.2 Equal channel angular extrusion die
During the course of ECAE, the technological parameters were determined as follows: extrusion times was 4 which meant 4.62 deformation degree, rotation direction of ingots was 90�� and extrusion temperature was 300��.
2.2 Reheating experiment
Three group of materials were manufactured into specimens of d10mm��10mm. These specimens were heated in semi-solid state. Reheating temperature and holding time were determined by differential scanning calorimetry (DSC) method. Technological parameters of reheating in semi-solid state were obtained (Table 2). ISA image analysis equipment was used to determine the average grain size (D) and shape factors (H). When the shape factor approaches to 1, the grain shape will approach to sphere and the spherioidization effect of microstructure is better.
Table 2 Technological parameters of reheating in semi-solid state

3 RESULTS AND DISCUSSION
3.1 Microstructure of materials before reheating
Microstructure of materials before reheating is shown in Fig.3. Raw casting ingot��s microstructure is composed of ��(Mg)solid solution and �� phase(Mg17Al12). Mg17Al12 phase distributes along grain boundary and is not continuous. The grain size of raw casting ingots is very coarse(��200��m). After casting ingots are upsetted, some induced strain occurs in microstructure. As a result, grain size decreases a little, but the grain size is still above 150��m. Microstructure of materials extruded by ECAE technology is very fine. It consists of many fine equiaxed crystals. Its grain size is about 25��m and the smallest is about 10��m. This demonstrates that the casting ingots are refined well after extruded by ECAE. As we know, fine raw microstructure of a material will have a great influence on the reheating microstructure in semi-solid state.
3.2 Reheating microstructure of raw casting ingots
On heating at 560��, microstructure of raw casting ingots for various holding time is shown in Fig.4. When held for 10min, the microstructure is composed of coarse block grains and liquid phase. With the increasing holding time, the trend of spherioidization occurs in the microstructure. However, spherioidization result is not perfect and the grain size is very coarse. When the holding time reaches 25min, solid grains have grown obviously.

Fig.3 Microstructures of three materials before reheating (��eq=4.62)

Fig.4 Reheating microstructures of raw casting ingot for various holding time
By means of ISA image equipment, average diameter and shape factor can be determined(Table 3). During the course of isothermal treatment of raw casting ingots, the average diameter of grains is about 200��m. Furthermore, with increasing holding time, the growing velocity of grains is very fast. This demonstrates that direct isothermal treatment method is not feasible to prepare AZ91D magnesium alloy semi-solid billets.
3.3 Microstructure of materials prepared by SIMA
On heating at 560��, microstructure of materials prepared by SIMA method for various holding time is shown in Fig.5. As shown in Fig.5, microstructures of materials prepared by SIMA are bet-
Table 3 Average diameter and shape factor of raw casting ingots

ter than those of reheating raw casting ingots in semi-solid state. Spherioidization effect of microstructure is relatively better. After casting ingots are upsetted, some induced strains occurs. When these materials with some induced strains are reheated in the semi-solid state, reflex and recrystallization occur with increasing time. Some sub boundary and dislocations appear in the grains.

Fig.5 Microstructures of materials prepared by SIMA (��=560��, ��=20%) for various holding time
When heating up to semi-solid temperature, these boundary and sub-boundary begin to melt due to low free energy. Therefore, spherioidization course is strengthened. Thus, an important conclusion is drawn that compared with that without induced strains, reheating microstructures of materials with induced strain are better.
However, the average diameter of microstructure by SIMA is relatively large (Table 4). When held for 10min, spherioidization course is not completed. When held for 15min, spherioidization course is completed and the average diameter of grains decreases. With increasing holding time, the solid grain size increases obviously. When held for 25min, the solid grains begin to merge and grow and the shape factor also increases. Compared with the raw casting ingots�� microstructure, reheating microstructure of SIMA becomes better and obvious spherioidization phenomenon takes place in microstructure. However, its grain size is still coarse, which is adverse to components of AZ91D magnesium alloy.
Table 4 Average diameter and shape factor of billets prepared by SIMA

3.4 Reheating microstructure of material extruded by ECAE
After casting ingots are extruded by ECAE technology, microstructure will be refined well and the grain size will become fine. When they are heated in semi-solid state, the spherioidization of grains is very good and the grain size is very fine (Fig.6). Compared with SIMA, more induced strain occurs during the course of extrusion and more dislocations and sub-boundary appear in the grains.
When materials with large induced strains are heated at high temperatures, reflex and recrystallization lead to fine grains in materials. When they are heated in semi-solid state, eutectic and low melting mass will be melted and spherioidization of grains becomes the best. This also demonstrates that if the grain size of material before reheating in semi-solid is fine, the globular grain size must be small in semi-solid state. After the casting ingots are extruded by ECAE, the average diameter and shape factor are lowered (Table 5).
Shape factor of grains is approaching to 1, which means the shape approaches to sphere. Furthermore, with increasing holding time, the solid grain size increases. This growing trend can be described by Ostwald ripening law (D3��Kt)[10].

Fig.6 Reheating microstructures of billets extruded by ECAE for various holding time
Table 5 Average diameter and shape factor of material extruded by ECAE
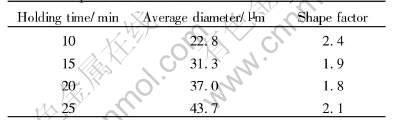
Relation of average diameter��s cube and holding time is shown in Fig.7. It shows that average diameter��s cube is in direct proportion to holding time. When the holding time increases from 10min to 25min, the average diameter increases from 22.8��m to 43.7��m.
3.5 Influence of reheating temperature on microstructure of material extruded by ECAE
Reheating temperature is also an important parameter affecting reheating microstructure. When the reheating temperature changes, the microstructure is also affected . As for the material extruded for 4 times and held for 15min in semi-solid state, the microstructure��s evolution at various reheating temperatures is shown in Fig.8. Upon heating at 540��, globular grains will appear in reheating microstructure. With increasing reheating temperature, liquid phase content and solid grain size all increase. As shown in Fig.8, the grain size is very small in reheating microstruc-

Fig.7 Relation of average diameter��s cube and holding time
ture. After casting ingots are exuded by ECAE, more induced strain is obtained and microstructure is refined well. Then, grain size will be refined well in the following reheating course.
The grain size and shape depend on reheating temperature (Fig.9). When reheating temperature increases from 540�� to 570��, the average diameter of grains increases from 23.7��m to 39.6��m (Fig.9(a)). When the reheating temperature is above 570��, the average diameter decreases. When the reheating temperature is below 570��,

Fig.8 Microstructures of materials extruded at various reheating temperatures

Fig.9 Average diameter and shape factor at various reheating temperatures
the growing trend is larger than melting trend and when the reheating temperature is above 570��, the growing trend is smaller than the melting trend. This is why the grain size firstly increases then decreases. The shape of grains also depends on the reheating temperature (Fig.9(b)). When the reheating temperature increases, the shape factor decreases and its value is approaching to 1. This illustrates that the spherioidization effect of grains is becoming better and better. Upon reheating at lower than 560��, spherioidization mainly depends on Ostwald repening and coalescence of unwetted grains[10]. With increasing reheating temperature, low melting mass increases and coalescence course is retarded. When the reheating temperature is higher than 560��, Ostwald ripening mechanism plays an important role in spherioidization of grains. Material with high curvature is melted and deposits on surface of material with low curvature. It leads to appearance of globular grains.
3.6 Influence of strain capacity on microstructure
Due to close-packed hexagonal crystal structure of magnesium alloy, its plastic deformation is difficult. It is difficult to apply upset technology to magnesium alloy. ECAE technology is a good method of refining microstructure and increasing mechanical properties [11-13]. Raw grain size of magnesium alloy directly influences the reheating microstructure. In the ECAE technology, strain capacity is an important parameter. According to data reported in Ref.[14], when materials are extruded by ECAE technology, large shear strain occurs. Equivalent strain can be calculated by equation (1).

In equation (1), ��eq is equivalent strain, �� is included angle of two channel and n is number of extrusion. In this study, the value of �� is 90�� and the value of n is 1, 2, 3, 4. According to equation (1), when the value of n is 1, 2, 3, 4, the value of ��eq is 1.16, 2.31, 3.47, 4.62. When the holding time is 10min and reheating temperature is 570��, microstructure evolution of material with various strain capacity is shown Fig.10. It shows that with

Fig.10 Reheated microstructures of various extrusion times
] the increment of equivalent strain, spherioidization effect becomes better and better and the grain size becomes smaller and smaller. When the equivalent strain increases from 1.15 to 4.62, the average diameter of grains decreases from 53.6 to 20.3 (Fig.11). This illustrates that extruding by ECAE technology and reheating is a kind of good method for preparing semi-solid billets.

Fig.11 Curve of average diameter and equivalent strain
4 CONCLUSIONS
1) Reheating microstructure of raw casting ingots is very coarse. Spherioidization result is not desirable. Reheating microstructure of materials by SIMA is relatively good compared with raw casting ingots. However, its grain size is also very coarse and upsetting is difficult to perform. Reheating microstructure of materials extruded by ECAE is the best and the grain size is the finest.
2) With increasing holding time, growing phenomenon takes place in reheating microstructure of materials extruded by ECAE. Further, it can be described by Ostwald ripening law.
3) With increasing reheating temperature, the average diameter of grains increases firstly, then decreases and the shape factor approaches to 1.
4) When the equivalent strain of materials extruded by ECAE increases, average diameter of grains is lowered. This demonstrates that reheating material after extrusion by ECAE technology is a good method to prepare AZ91D magnesium alloy semi-solid billets.
REFERENCES
[1]Mordike B L, Elbert T. Magnesium: Properties��applications��potential[J]. Materials Science and Engineering A , 2001, 302 (1): 37-45.
[2]Fujita M, Yamamoto Y, Sakate N, et al. Development of magnesium forged wheel [J]. JSAE Review, 1995, 16(1): 106-107.
[3]Doege E. Sheet metal forming of magnesium wrought alloys��formability and process technology[J]. Journal of Material Processing Technology, 2001, 115(1): 14-19.
[4]Doi Y, Uetani Y, Yamazaki T, et al. Microstructures and mechanical properties of AZ91D magnesium alloy produced by semi-solid extrusion process and its aging behavior[A]. Proc 7th Inter Conf on Semi-solid Processing of Alloys and Composites[C]. Tsukuba, Japan, 2002. 263-268.
[5]LI Yuan-dong, HAO Yuan, CHEN Ti-jun, et al. Effects of isothermal heat treatment on microstructure evolution and formability of AZ91D magnesium alloy in semi-solid state [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1143-1148. (in Chinese)
[6]LUO Shou-jing, TIAN Wen-tong, ZHANG Guan-an. Structural evolution of LC4 alloy in making thixotropic billet by SIMA method[J]. Trans Nonferrous Met Soc China, 2001, 11(4): 546-550.
[7]LUO Shou-jing,JIANG Ju-fu,DU Zhi-ming, et al. New probe on semi-solid processing for alloy[J]. Special Casting and Nonferrous Alloys, 2003(supplement): 285-289. (in Chinese)
[8]Ji S, Fan Z, Liu G, et al. Twin-screw rheomouding of AZ91D Mg-alloy[A]. Proc 7th Inter Conf on Semi-solid Processing of Alloys and Composites[C]. Tsukuba, Japan, 2002. 683-688.
[9]LUO Shou-jing, TIAN Wen-tong, MAO Wei-min. Application of semi-solid processing technology[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765-773. (in Chinese)
[10]Salvo L, Suery M, Charentenay Y D, et al. Microstructural evolution and rheological behavior in the semi-solid state of a new Al-Si based alloy[A]. Proc of the 4th Int Conference on the Semi-Solid Processing of Alloys and Composites[C]. Sheffield, 1996. 10-15.
[11]Sun P L, Yu C Y, Kao P W, et al. Microstructural characteristic of ultrafine-grained aluminum produced by equal channel angular extrusion [J]. Scripta Materialia, 2002, 47: 377-381.
[12]Huang W H, Chang L, Kao P W, et al. Effect of die angle on the deformation texture of copper processed by equal channel angular extrusion [J]. Materials Science and Engineering, 2001, A307: 11-118.
[13]Chen C P, Sun P L, Kao P W. Deformation induced grain boundaries in commercially pure aluminum[J]. Acta Materialia, 2000, 48: 3377-3385.
[14]Gholinia A, Prangnell P B, Markushev M V. The effect on strain path on the development of deformation structures in severely deformed aluminum alloys processed by EACE [J]. Acta Materialia, 2000, 48: 1115-1130.
(Edited by PENG Chao-qun)
Foundation item: Project (41318.4.2.4) supported by the National General Accoutrement Department of China
Received date: 2003-10-16; Accepted date: 2004-07-02
Correspondence: JIANG Ju-fu, PhD; Tel: +86-451-86415464; E-mail: jiangjufu@sina.com.cn

