超光滑金刚石涂层拉拔模具在水润滑条件下的应用
来源期刊:中国有色金属学报(英文版)2013年第1期
论文作者:沈彬 孙方宏 张志明 沈荷生 郭松寿
文章页码:161 - 169
关键词:CVD金刚石涂层拉拔模具;超光滑金刚石复合涂层;摩擦磨损性能;水基润滑拉拔加工;干摩擦;水润滑
Key words:CVD diamond coated drawing die; ultra-smooth composite diamond (USCD) film; friction properties; water-lubricating drawing; dry sliding; water lubrication
摘 要:提出微/纳米多层超光滑金刚石复合薄膜的沉积工艺,采用经过改进的热丝CVD沉积装置,能够在孔径d1.0 mm~60 mm的硬质合金拉拔模具内孔表面沉积具有优异耐磨减摩特性的超光滑金刚石复合涂层。采用表面轮廓仪对超光滑金刚石复合涂层拉拔模具的内孔表面进行检测,结果显示拉拔模具入口区、工作区以及定径带位置的表面粗糙度分别为25.7,23.3 和25.5 nm。对超光滑金刚石复合涂层的摩擦磨损特性进行考察,结果表明,无论在干摩擦还是水润滑条件下,涂层与轴承钢、铜以及氮化硅陶瓷对摩时的摩擦因数均比常规微米金刚石涂层的低,并且还具有与微米金刚石涂层相当的表面耐磨性。采用制备的超光滑金刚石复合涂层拉拔模具在低碳钢管的拉拔加工过程中实现了基于水润滑的拉拔加工过程,与传统的硬质合金拉拔模具相比,单只超光滑金刚石复合涂层拉拔模具的拉拔产量可提高20倍左右。
Abstract: A specific revised HFCVD apparatus and a novel process combining HFCVD and polishing technique were presented to deposit the micro- and nano-crystalline multilayered ultra-smooth diamond (USCD) film on the interior-hole surface of WC-Co drawing dies with aperture ranging from d1.0 mm to 60 mm. Characterization results indicate that the surface roughness values (Ra) in the entry zone, drawing zone and bearing zone of as-fabricated USCD coated drawing die were measured as low as 25.7, 23.3 and 25.5 nm, respectively. Furthermore, the friction properties of USCD films were examined in both dry sliding and water-lubricating conditions, and the results show that the USCD film presents much superior friction properties. Its friction coefficients against ball-bearing steel, copper and silicon nitride balls (d4 mm), is always lower than that of microcrystalline diamond (MCD) or WC-Co sample, regardless of the lubricating condition. Meanwhile, it still presents competitive wear resistance with the MCD films. Finally, the working lifetime and performance of as-fabricated USCD coated drawing dies were examined under producing low-carbon steel pipes in dry-sliding and water-lubricating conditions. Under the water-lubricating drawing condition, its production significantly increases by about 20 times compared with the conventional WC-Co drawing dies.
Trans. Nonferrous Met. Soc. China 23(2013) 161-169
Bin SHEN1, Fang-hong SUN1, Zhi-ming ZHANG2, He-sheng SHEN2, Song-shou GUO2
1. School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai 200240, China;
2. Shanghai Jiaoyou Diamond Coating Co., Ltd., Shanghai 200240, China
Received 9 July 2012; accepted 14 October 2012
Abstract: A specific revised HFCVD apparatus and a novel process combining HFCVD and polishing technique were presented to deposit the micro- and nano-crystalline multilayered ultra-smooth diamond (USCD) film on the interior-hole surface of WC-Co drawing dies with aperture ranging from d1.0 mm to 60 mm. Characterization results indicate that the surface roughness values (Ra) in the entry zone, drawing zone and bearing zone of as-fabricated USCD coated drawing die were measured as low as 25.7, 23.3 and 25.5 nm, respectively. Furthermore, the friction properties of USCD films were examined in both dry sliding and water-lubricating conditions, and the results show that the USCD film presents much superior friction properties. Its friction coefficients against ball-bearing steel, copper and silicon nitride balls (d4 mm), is always lower than that of microcrystalline diamond (MCD) or WC-Co sample, regardless of the lubricating condition. Meanwhile, it still presents competitive wear resistance with the MCD films. Finally, the working lifetime and performance of as-fabricated USCD coated drawing dies were examined under producing low-carbon steel pipes in dry-sliding and water-lubricating conditions. Under the water-lubricating drawing condition, its production significantly increases by about 20 times compared with the conventional WC-Co drawing dies.
Key words: CVD diamond coated drawing die; ultra-smooth composite diamond (USCD) film; friction properties; water-lubricating drawing; dry sliding; water lubrication
1 Introduction
Drawing wires, bars, or tubes is a metalworking process using tensile force to stretch metal, which consists of reducing the cross-section and increasing the length by forcing the wires, bars or tubes through one or a series of drawing dies. During the drawing process, a plastic deformation will be imparted to the metal surface by the interaction behaviors occurring at die-workpiece interface. Thus, the inherent properties of die interior-hole surface to a large extent determine the lifetime of drawing dies and the surface quality and dimensional accuracy of drawn products, and thus, the costs and economics of drawing processes [1,2].
In current metal drawing industry, cemented tungsten carbide (often with 6% cobalt as the binder agent) is the most popular die material. Several typical failure phenomena on the interior-hole surface of tungsten carbide drawing dies include wear/crack, generally induced by its insufficient wear-resistance, even under lubricant condition, corrosion, often occurs under wet drawing and will result in selective leaching of cobalt binder used to hold the powder together [3], and workpiece adherence (pick-up), mainly resulted from high chemical affinity and friction coefficient of tungsten carbide to workpiece material.
An effective technique for diminishing such failures is depositing a suitable coating material on the interior-hole surface of drawing dies. The expected properties of the deposited coating include excellent wear and erosion-resistance, superlow friction coefficient and chemical affinity to workpiece materials. During last decade, a variety of tribological or protective coatings have been adopted with various aims, including increasing wear resistance, eliminating adherence, reducing galling effect, or implementing no-lubricant drawing process, and some satisfied results have already been achieved. For instance, CrN and TiAlN coatings are capable of increasing the lifetime of tungsten carbide drawing dies using producing copper profiles by nearly three or two times, respectively, while the CrN/a-C and TiAlN/a-C double layers cannot give any further improvements [4]. MURAKAWA et al [5] realized the semidry/dry wire drawing process for aluminum material, with improved surface precision of the drawn wire and reduction of drawing resistance, by coating the tungsten carbide dies with a layer of DLC coating. However, no information on the lifetime elongation of DLC coated die comparing with uncoated one is given.
Chemical vapor deposition (CVD) diamond films have long been expected as one of the most suitable coating materials for drawing dies due to their various excellent mechanical and tribological properties, such as high hardness and elastic modulus, good wear resistance, good corrosion resistance, low friction coefficient and high thermal conductivity, and some successful applications have reported in available studies, in which an fundamental method of depositing diamond films on interior-hole surface of drawing die using HFCVD was proposed and an lifetime elongation of 5-15 times has been achieved in welding material and copper pipes compared with the uncoated WC-Co drawing dies [6-10].
Allowing for the excellent friction properties exhibited by diamond films under water lubricating condition[11-14], the water lubricating system can be expected to be used in metal drawing accompany with diamond coated drawing dies. However, there is no such research reported in available literatures. Neither, to our knowledge, the specific HFCVD devices designed for depositing high-quality diamond films on interior-hole surface of large-sized drawing die with aperture larger than 15 mm has not been developed, which to large extent limits the application scope of diamond coated drawing dies.
In this study, a specific revised HFCVD apparatus and a complete process of fabricating high-quality diamond coated drawing die are presented firstly. Using this method, the micro/nano-crystalline multilayered ultra-smooth diamond (USCD) film can be deposited on the interior-hole surface of WC-Co drawing dies with aperture ranging from 1.0 to 60 mm. Furthermore, the friction properties of USCD films under both dry sliding and water-lubricating condition are examined comparing with conventional MCD films and uncoated WC-Co samples. Finally, an application tests were carried on using as-fabricated USCD coated drawing die, in which a water lubricating drawing process, instead of oil-based lubricating, is successfully implemented in producing low-carbon steel pipes.
2 Experimental
2.1 Deposition apparatus
The fabrication process is carried out in a home-made bias-enhanced HFCVD apparatus. HFCVD method is chosen because it can provide a suitable growth environment for diamond film by the hot filaments, which are dragged straightly by high-temperature resistance springs through the interior-hole of drawing die, generating a uniform and stable temperature distribution on the interior-hole surface.
For drawing dies with aperture less than 15 mm, three tantalum wires are twisted as one single hot filament and fixed on the centerline of the interior-hole of drawing dies, as illustrated in Fig. 1. While for those larger than 15 mm, such twisted hot filament cannot generate enough high temperature on their interior-hole surface, so a mouse-cage type arrangement consisting of six tantalum wires is adopted, as illustrated in Fig. 1(b), whose centerline coincides with the centerline of the interior-hole of drawing dies. This arrangement is applicable for die with aperture up to 60 mm. The distance between hot filaments and interior-hole surface is kept as 8-10 mm to guarantee the uniformity of generated temperature field.
2.2 Fabrication and characterization of USCD coated drawing dies
Prior to deposition, a two-step etching procedure requires to be performed to remove the cobalt near the interior-hole surface because the presence of cobalt can induce the cobalt-catalyzed formation of non-diamond carbon phase at the diamond-substrate interface, and thus cause strong deleterious effects on the adhesive strength of the deposited diamond films. Firstly, the WC-Co drawing die are dipped the in the Murakami’s reagent (10 g K3[Fe(CN)6]+10 g KOH+100 mL H2O) in an ultrasonic vessel for 30 min, and then etched with Caro’s acid (30 mL H2SO4+70 mL H2O2) for 1 min. Murakami’s reagent attacks WC grains and roughens the substrate surface; subsequently, Caro’s acid oxidizes the binder to soluble Co2+ compounds, and then reduces the cobalt concentration on the substrate surface [15]. Thereafter, their interior-hole surface is abraded and roughened using the mixture of 10 and 5 μm diamond slurry and further polished with emery cloth in order to improve diamond nucleation. Finally, they are rinsed with acetone in an ultrasonic vessel to eliminate impurities.
Acetone, hydrogen and possible nitrogen are used as reactive gases. The hot filaments are heated up to approximately 2200 °C, and this will generate a temperature field of 800-900 °C on the interior-hole surface of drawing dies. Also, there is a DC bias applied between the hot filaments and interior-hole surface in order to enhance the diamond nucleation density. To deposit the multilayered MCD/NCD composite diamond coating, a layer of conventional microcrystalline diamond (MCD) film is firstly deposited, and then another two layers of nanocrystalline diamond (NCD) films are deposited layer by layer. After each deposition pass, the interior-hole surface will be polished with diamond grits (1 μm) in order to eliminate the sharp edges of diamond grains. The deposition parameters for MCD and NCD films are listed in Table 1.
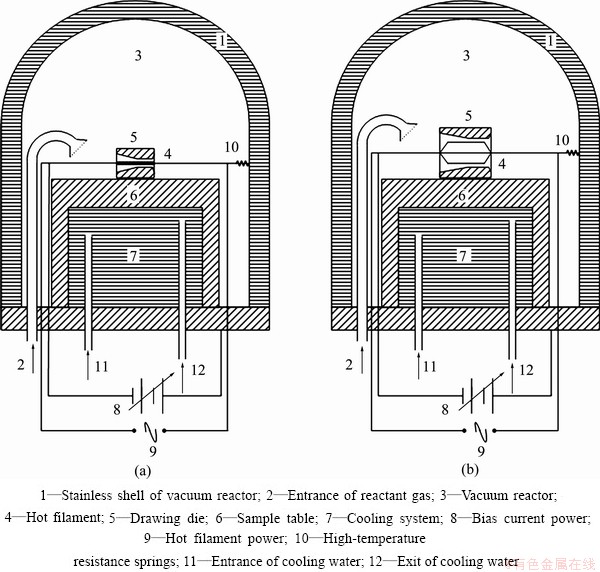
Fig. 1 Illustration image for depositing diamond films with twisted (a) and mouse-cage hot filament arrangement (b) on interior-hole surface of drawing dies
Table 1 Deposition parameters for MCD and NCD films

After each deposition or polishing process, the surface and cross-section morphology of as-deposited diamond coating on the entry, drawing and bearing zone was investigated using scanning electron microscopy (SEM). In this way, the surface refinement process of as-deposited diamond coating during whole deposition could be observed step-by-step.
2.3 Friction tests
The friction properties of as-deposited USCD films are evaluated under both dry sliding and water lubricating conditions on a ball-on-plate type reciprocating friction tester, comparing with uncoated tungsten carbide and conventional MCD film samples. Ball-bearing steel, copper and silicon nitride balls (d4 mm) are used as the counterpart materials. The sliding duration is 30 min for ball-bearing steel and copper and 1 h for the silicon nitride. The normal load applied on the contacts is fixed as 4.0 N and the reciprocating frequency is constantly 8 Hz, which can provide an average sliding velocity of 0.056 m/s for a friction stroke of 3.5 mm. Before each sliding process, the samples are rinsed with acetone in an ultrasonic vessel to eliminate impurities. The friction coefficients for the contacts are recorded automatically by the friction tester. The worn surface of the examined samples is investigated using white light interferometer.
3 Results and discussion
3.1 Characterizations of as-deposited USCD Films
The surface morphology of the interior-hole surface of drawing die was investigated using SEM after each diamond film is deposited, as presented in Fig. 2, in which the surface refinement process during the deposition of the micro- and nano-crystalline multi- layered diamond film can be observed step-by-step. Figure 2(a) presents the surface morphology of the MCD film firstly deposited on the interior-hole surface. It can be seen that the interior-hole surface is covered by a continuous layer of fine-grained MCD film with diamond grains of 4-5 μm in size, accompanying with a large amount of small diamond crystallites. These small-sized diamond crystallites are grown in the second period of MCD deposition in which the reverse bias current is applied [14]. Figure 2(b) gives the interior-hole surface of drawing dies after another layer of NCD film is in-situ deposited on the polished surface of the MCD film. It can be seen that the micro-sized diamond grains are almost completely covered by a variety of cauliflower-structured diamond crystallites clusters, which consist of many nano-sized diamond crystallites with diameter ranging from 60 to 80 nm. Continually, the surface of as-deposited MCD/NCD composite film is further refined by surface polishing and then in-situ depositing one more layer of NCD film, as exhibited in Fig. 2(c). To obtain smoother surface finish, the deposited diamond film is polished again, and the resulted surface morphology is demonstrated in Fig. 2(d).
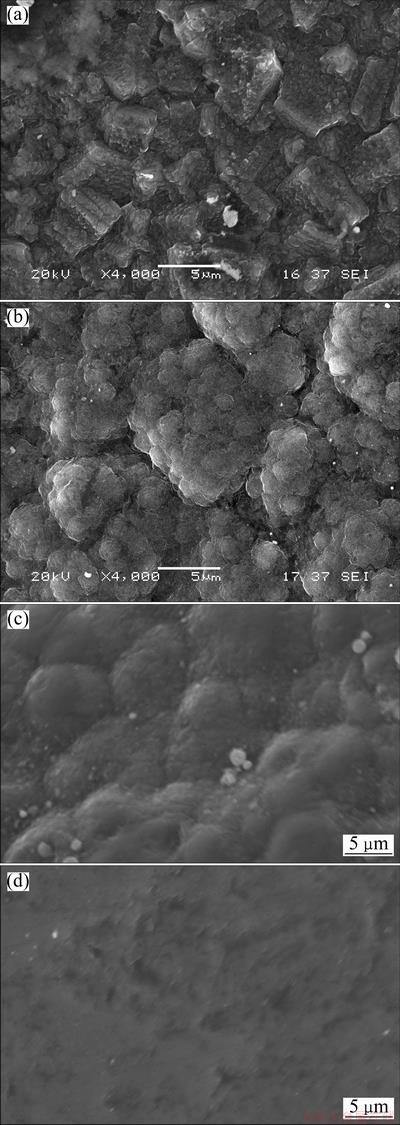
Fig. 2 SEM images of interior-hole surface of drawing die after depositing one layer of MCD film (a), depositing one layer of NCD film in-situ polished on MCD film (b), depositing another layer of NCD film in-situ polished on MCD/NCD composite film (c) and polishing as-deposited USCD film (d)
The cross-section morphologies on the entry zone, drawing zone and bearing zone of as-fabricated multilayered diamond coated drawing dies were investigated by SEM, as presented in Fig. 3. The multilayered structure of as-deposited diamond film can be clearly observed. The cross-section of the MCD film is made up of columnar structures of coarse crystals, while that of the NCD films looks like the piled silver sand structure. The thicknesses of as-deposited multilayered diamond film at various locations are different, because the temperature distribution and deposition environment on the interior-hole surface are not exactly identical. In present case, the average thickness is measured as 12-15 μm.
The surface roughnesses (Ra) of the entry zone, drawing zone and bearing zone of as-fabricated diamond coated drawing dies are measured as 25.7, 23.3 and 25.5 nm respectively by the surface profilometer with 4 mm scanning length, as demonstrated in Fig. 4.
Furthermore, the ingredients and purity of the as-deposited USCD film were examined by Raman spectroscopy and X-ray diffraction (XRD), as plotted in Fig. 5 and Fig. 6 respectively. The Raman spectrum of USCD film exhibits the typical nanocrystalline features. A significant broaden peak at 1334.37 cm-1 is indicative of sp3 diamond and the pronounced Raman scattering intensity in the region of 1400-1600 cm-1 suggests that the grain size of the USCD film decreases to nanometer scale [16-18]. It is also noted that the slight shift in wave number of diamond peak from 1332 cm-1 can be owing to the residual compressive stress in the film [19,20]. In the XRD pattern, the characteristic diamond(111) and diamond (220) peaks are visible and the width at half maximum of the diamond(111) peak is measured as about 0.8°, which is well correlated with the fact that diamond nanocrystallites are present and there exist a large amount of grain boundaries in diamond films.
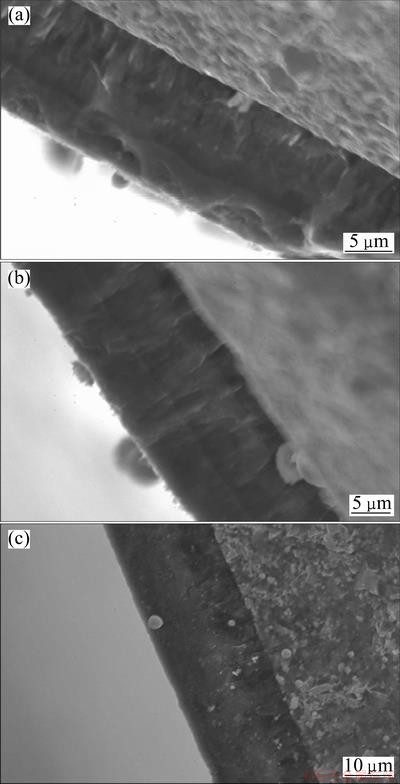
Fig. 3 Cross-section morphologies of entry zone (a), drawing zone (b) and bearing zone (c) of as-fabricated USCD coated drawing dies
3.2 Tribological properties of as-deposited USCD films
The friction tests are conducted to evaluate the effect of as-deposited USCD films on reducing friction and enhancing wear resistance under water-lubricated condition, using ball-bearing steel, copper and silicon nitride as counterpart materials. Conventional MCD films and uncoated WC-Co samples are also employed in friction tests for the sake of comparison. Figure 7 presents the friction curves under both dry sliding and water-lubricating conditions.
It can be seen that the friction coefficient evolution of a given contact under water lubricating condition is always lower than that under dry sliding condition, exhibiting obvious beneficial effects of water-lubricating on reducing friction of diamond films, regardless of the counterpart material. Besides, the diamond films always exhibit much smoother friction process under water lubricating condition, while the WC-Co sample exhibits a very unstable friction evolution when sliding against ball-bearing steel under water lubricating condition.
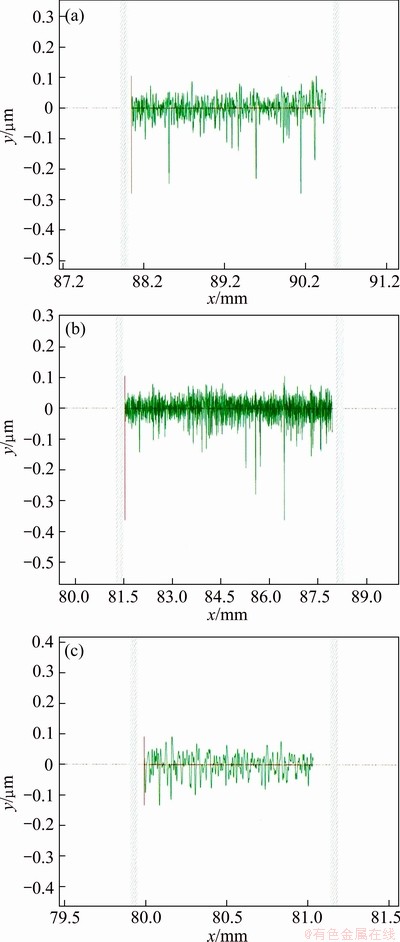
Fig. 4 Surface profiles of entry zone (a), drawing zone (b) and bearing zone (c) of as-fabricated USCD coated drawing dies

Fig. 5 Raman spectrum of as-deposited USCD film

Fig. 6 XRD pattern of as-deposited USCD film
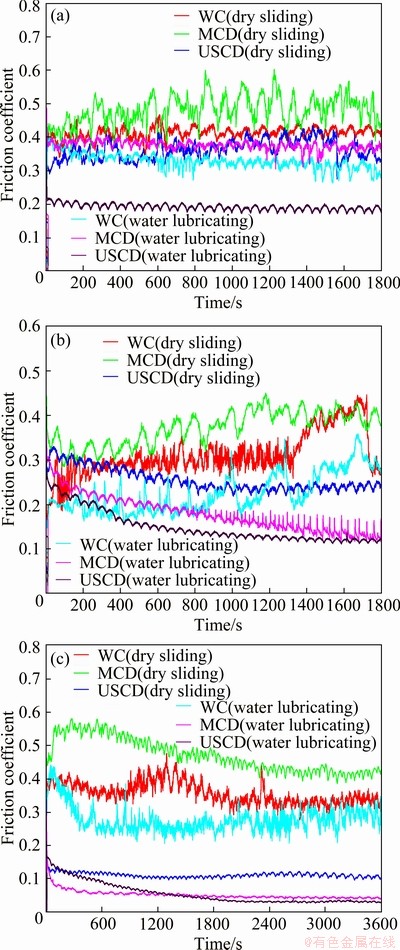
Fig. 7 Friction curves of examined tungsten carbide, MCD and USCD films while sliding against copper (a), ball-bearing steel (b) and silicon nitride (c) under both dry sliding and water- lubricating conditions
In dry sliding process, especially sliding against the ball-bearing steel and copper, the MCD film always exhibits higher friction coefficients and much unstable friction evolution, comparing with the WC-Co and the USCD film. The surface roughness is supposed to play an essential role on this phenomenon. Allowing for the surface roughness of the MCD film, measured as Ra~285.792 nm/Rq~383.201 nm, is much higher than that of the WC-Co, Ra~29.2866 nm/Rq~39.8556 nm, and the USCD film, the sharp edge of diamond grains on its surface will cause a lot of wear debris adhering on the worn surface, and thus increases the adhesive strength between the contacted surfaces. This will be a disaster in the case of drawing copper wire or tubes application. Under water lubricating condition, the physisorbed water layer formed at the sliding interface can diminish such negative effect to some extent through reducing the interaction between the contacted surfaces. Therefore, the MCD film exhibits lower friction coefficients than tungsten carbide while sliding against ball-bearing steel and silicon nitride under water lubricating condition, but still higher for the copper counterpart.
Among the three examined samples, the USCD film presents much superior friction properties. For a given counterpart material, its friction coefficient, under either dry sliding or water-lubricating condition, is always the lowest. In dry sliding process, the smooth surface and distributed amorphous carbon phase in grain boundary areas largely guarantee its extremely low friction, even lower than that of tungsten carbide under water- lubricating condition for sliding against silicon nitride. While under water lubricating condition, the low adhesive strength of the physisorbed water layer formed on the sliding interface further decreases its friction coefficient.
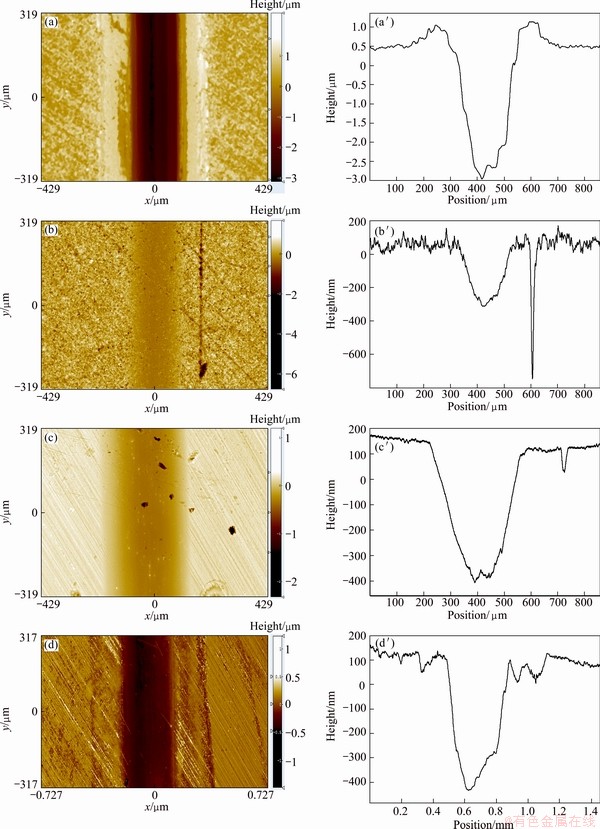
Fig. 8 Surface profile of worn area on MCD film (a, a′), USCD film (b, b′), tungsten carbide after sliding against silicon nitride under dry sliding condition (c, c′), and tungsten carbide after sliding against silicon nitride under water-lubricating condition (d, d′)
In the end of each sliding process, the worn surface of examined samples was investigated using white light interferometer to evaluate their wear resistance. The results demonstrate that no discernible worn area can be observed for all three samples after sliding against the ball-bearing steel or copper, neither under dry sliding nor water lubricating condition. For the silicon nitride, comparatively, all three samples exhibit obvious worn scars under sliding dry condition, while only uncoated tungsten carbide shows worn scar under water lubricating condition. Figure 8 shows the surface topography and profile of the worn area of the samples. It can be obtained that the deposited USCD film has not only the extremely low friction, but also the similar wear resistance with conventional MCD films, which to a larger extent guarantee its successful application as the tribological and protective coating on drawing dies.
3.3 Application of USCD coated drawing dies in producing low-carbon steel pipe
The working lifetime and performance of the as-fabricated USCD coated drawing dies were evaluated in production of low-carbon steel pipes. For one conventional WC-Co drawing die, a die repair process is required after drawing every 9-10 t, and one WC-Co drawing die will be discarded after 4-5 die repairs. That is to say, the total production of one WC-Co drawing die is 40-50 t. For the USCD coated drawing die, the die repair process is not necessary and the production of one USCD coated drawing die is 400-500 t under dry drawing condition. Under water lubricating drawing condition, comparatively, its production significantly increases up to more than 1000 t, by a factor of above 20 times comparing with WC-Co drawing dies. Besides, while employing WC-Co drawing dies, the surface of low-carbon steel pipe is usually required to be performed a phosphating treatment to avoid being scratched. This phosphating treatment is not necessary any more when adopting the USCD coated drawing dies because of the excellent friction properties of the USCD film. Furthermore, a water-lubrication based metal drawing production is beneficial for eliminating the environment pollution caused by the oil-lubrication system. Figure 9 exhibits the fabricated USCD coated drawing dies and the produced low-carbon steel pipe.
Fig. 9 As-fabricated micro- and nano-crystalline multilayered diamond film coated drawing dies and produced low-carbon steel pipe
4 Conclusions
1) High-quality micro- and nano-crystalline multi- layered USCD films can be deposited on the interior-hole surface of WC-Co drawing dies with aperture ranging from 1.0 mm to 60 mm, using the specific revised HFCVD deposition apparatus and deposition process.
2) The surface roughness values (Ra) in the entry zone, drawing zone and bearing zone of as-fabricated USCD coated drawing dies are measured as 25.7, 23.3 and 25.5 nm, respectively, and typical NCD features are exhibited in the analysis results of Raman spectrum and DRD pattern.
3) The results of friction tests show that the USCD film presents much superior friction properties to uncoated WC-Co sample and conventional MCD films. For a given counterpart material, the friction coefficient, under either dry sliding or water-lubricating condition, is always the lowest, and also presents similar wear resistance with conventional MCD films.
4) Under water lubricating drawing condition, the production of as-fabricated USCD coated drawing dies significantly increases about 20 times compared with the conventional WC-Co drawing dies.
References
[1] DIXIT U S, DIXIT P M. An analysis of the steady-state wire drawing of strain-hardening materials [J]. Journal of Materials Processing Technology, 1995, 47(3-4): 201-229.
[2] VEGA G, HADDI A, IMAD A. Investigation of process parameters effect on the copper-wire drawing [J]. Materials & Design, 2009, 30(8): 3308-3312.
[3] LU R, MINARRO L, SU Y Y, SHEMENSKI R M. Failure mechanism of cemented tungsten carbide dies in wet drawing process of steel cord filament [J]. International Journal of Refractory Metals and Hard Materials, 2008, 26(6): 589-600.
[4] PANJAN P, BONCINA I, BEVK J, CEKADA M. PVD hard coatings applied for the wear protection of drawing dies [J]. Surface and Coatings Technology, 2005, 200(1-4): 133-136.
[5] MURAKAWA M, JIN M, HAYASHI M. Study on semidry/dry wire drawing using DLC coated dies [J]. Surface and Coatings Technology, 2004, 177-178: 631-637.
[6] SUN F H, MA Y P, SHEN B, ZHANG Z M, CHEN M. Fabrication and application of nano-microcrystalline composite diamond films on the interior hole surfaces of Co cemented tungsten carbide substrates [J]. Diamond and Related Materials, 2009, 18(2-3): 276-282.
[7] ZHANG Z M, SHEN H S, SUN F H, HE X C, WAN Y Z. Fabrication and application of chemical vapor deposition diamond-coated drawing dies [J]. Diamond and Related Materials, 2001, 10(1): 33-38.
[8] ZHANG Z M, SHEN H S, SUN F H, HE X C, WAN Y Z. Development and application of CVD diamond coated drawing dies [J]. Tool Engineering, 2000, 34(4): 13-15.
[9] ZHANG Z M, SHEN H S, SUN F H, GUO S S. Manufacture and application of the compacting die with nanometer diamond composite coating [J]. Wire & Cable, 2003(4): 9-12. (in Chinese)
[10] ZHANG L R, ZHANG F L, ME M X. Application of CVD coating on WC-Co wire drawing dies [J]. Chinese Journal of Rare Metals, 1995, 19(2): 94-97. (in Chinese)
[11] ABREU C S, SALGUEIREDO E, OLIVEIRA F J, FERNANDES A J S, SILVA R F, GOMES J R. CVD diamond water lubricated tribosystems for high load planar sliding [J]. Wear, 2008, 265(7-8): 1023-1028.
[12] ABREU C S, AMARAL M, OLIVEIRA F J, GOMES J R, SILVA R F. HFCVD nanocrystalline diamond coatings for tribo-applications in the presence of water [J]. Diamond and Related Materials, 2009, 18(2-3): 271-275.
[13] SHEN B, SUN F H, XUE H G, CHEN M, ZHANG Z M. Study on fabrication and their cutting performance of high-quality diamond-coated tools with complicated shape [J]. China Mechanical Engineering, 2008, 19(19): 2287-2291.
[14] SHEN B, SUN F H. Deposition and friction properties of ultra-smooth composite diamond films on Co-cemented tungsten carbide substrates [J]. Diamond and Related Materials, 2009, 18(2-3): 238-243.
[15] POLINI R. Chemically vapour deposited diamond coatings on cemented tungsten carbides: Substrate pretreatments, adhesion and cutting performance [J]. Thin Solid Films, 2006, 515(1): 4-13.
[16] GRUEN D M. Nanocrystalline diamond films [J]. Annual Review of Materials Science, 1999, 29: 211-259.
[17] PRAWER S, NEMANICH R J. Raman spectroscopy of diamond and doped diamond [J]. Philosophical Transactions of the Royal Society of London Series A: Mathematical Physical and Engineering Sciences, 2004, 362(1824): 2537-2565.
[18] ROY D, BARBER Z H, CLYNE T W. Ag nanoparticle induced surface enhanced Raman spectroscopy of chemical vapor deposition diamond thin films prepared by hot filament chemical vapor deposition [J]. Journal of Applied Physics, 2002, 91(9): 6085-6088.
[19] FERREIRA N G, ABRAMOF E, LEITE N F, CORAT E J, TRAVA-AIROLDI V J. Analysis of residual stress in diamond films by X-ray diffraction and micro-Raman spectroscopy [J]. Journal of Applied Physics, 2002, 91(4): 2466-2472.
[20] FERREIRA N G, ABRAMOF E, CORAT E J, TRAVA-AIROLDI V J. Residual stresses and crystalline quality of heavily boron-doped diamond films analysed by micro-Raman spectroscopy and X-ray diffraction [J]. Carbon, 2003, 41(6): 1301-1308.
沈 彬1,孙方宏1,张志明2,沈荷生2,郭松寿2
1. 上海交通大学 机械与动力工程学院,上海 200240;
2. 上海交友钻石涂层有限公司,上海 200240
摘 要:提出微/纳米多层超光滑金刚石复合薄膜的沉积工艺,采用经过改进的热丝CVD沉积装置,能够在孔径d1.0 mm~60 mm的硬质合金拉拔模具内孔表面沉积具有优异耐磨减摩特性的超光滑金刚石复合涂层。采用表面轮廓仪对超光滑金刚石复合涂层拉拔模具的内孔表面进行检测,结果显示拉拔模具入口区、工作区以及定径带位置的表面粗糙度分别为25.7,23.3 和25.5 nm。对超光滑金刚石复合涂层的摩擦磨损特性进行考察,结果表明,无论在干摩擦还是水润滑条件下,涂层与轴承钢、铜以及氮化硅陶瓷对摩时的摩擦因数均比常规微米金刚石涂层的低,并且还具有与微米金刚石涂层相当的表面耐磨性。采用制备的超光滑金刚石复合涂层拉拔模具在低碳钢管的拉拔加工过程中实现了基于水润滑的拉拔加工过程,与传统的硬质合金拉拔模具相比,单只超光滑金刚石复合涂层拉拔模具的拉拔产量可提高20倍左右。
关键词:CVD金刚石涂层拉拔模具;超光滑金刚石复合涂层;摩擦磨损性能;水基润滑拉拔加工;干摩擦;水润滑
(Edited by Xiang-qun LI)
Foundation item: Project (51005154) supported by the National Natural Science Foundation of China; Project (12CG11) supported by the Chenguang Program of Shanghai Municipal Education Commission, China; Project (201104271) supported by the China Postdoctoral Science Foundation Special Funded Project
Corresponding author: Bin SHEN; Tel: +86-21-34206556; Fax: +86-21-34206556; E-mail: binshen@sjtu.edu.cn
DOI: 10.1016/S1003-6326(13)62443-7

