中国有色金属学报 2003,(01),60-64 DOI:10.19476/j.ysxb.1004.0609.2003.01.010
防锈铝的充液拉深
徐永超 康达昌
哈尔滨工业大学材料科学与工程学院,哈尔滨工业大学材料科学与工程学院 哈尔滨150001 ,哈尔滨150001
摘 要:
根据模具几何特征 ,通过建立流体力学模型描述液体对板料单元的动态影响 ,结合有限元数值模拟技术对塑性差、难成形材料防锈铝LF6的充液拉深进行数值模拟 ,并进行实验研究 ,得到了防锈铝充液拉深合理工艺参数。结果表明 ,充液拉深流体压力作用与板料成形相结合进行数值模拟分析的方法是正确的 ,采用充液拉深工艺可以有效提高塑性差、难成形材料LF6的成形极限 ,拉深比可达到 2 .4。
关键词:
防锈铝LF6 ;流体力学 ;充液拉深 ;数值模拟 ;筒形件 ;
中图分类号: TG386
作者简介: 徐永超(1974),男,博士研究生;
收稿日期: 2002-04-12
Hydro-mechanical deep drawing of alumite LF6
Abstract:
Based on the mould features, the fluid mechanics mode ls were founded. Integrating with the finite element method, the hydro-mechanical deep drawing of alumite LF6 was simulated. The alumite LF6 was formed by hydro -mechanical deep drawing, and the reasonable process parameters were obtained. The results show that the integration of fluid mechanics models and finite eleme nt method is right, the forming limit of alumite LF6 can be raised effectively with hydro-mechanical deep drawing, and the drawing ratio can reach to be 2.4.
Keyword:
alumite LF6; fluid mechanics; hydro-mechanic al deep drawing; finite element simulation; cylindrical cups;
Received: 2002-04-12
液压技术与板料成形相结合使得充液拉深工艺成为板料成形的重要手段。 充液拉深工艺目前受到各国学者的普遍重视, 得到迅速发展, 现已广泛应用于汽车、 航空、 航天等领域零部件的成形
[1 ,2 ,3 ,4 ,5 ,6 ]
。 与传统拉深工艺相比, 充液拉深技术可增大板料与刚性凸模之间的有益摩擦力, 并在板料与凹模之间建立起流体润滑, 有效缓解刚性凸模圆角处板料的径向拉应力。 通过该技术, 可以获得较高的拉深比、 尺寸精度和表面质量, 降低模具成本, 可成形复杂形状薄壁件
[7 ,8 ]
。
由于充液拉深技术有流体参与板料成形且在成形参数中占有重要地位, 而且不同材料的成形性与成形特点不同, 对工艺参数有不同的要求, 所以确定最佳工艺参数是比较困难的。 有限元技术是研究板料成形强有力的手段之一, 通过有限元数值模拟, 能够预测起皱、 破裂等缺陷, 得到合适的工艺参数, 有效减少实验次数。 本文作者采用流体力学模型描述流体在板料成形中的压力行为, 将流体压力作用与板料成形相结合进行数值模拟。 根据数值模拟结果, 针对防锈铝(LF6)采用定间隙、 自然增压的方法进行充液拉深实验研究, 得到其实际的工艺参数。
1 筒形件充液拉深数值模拟
1.1 充液拉深流体力学模型
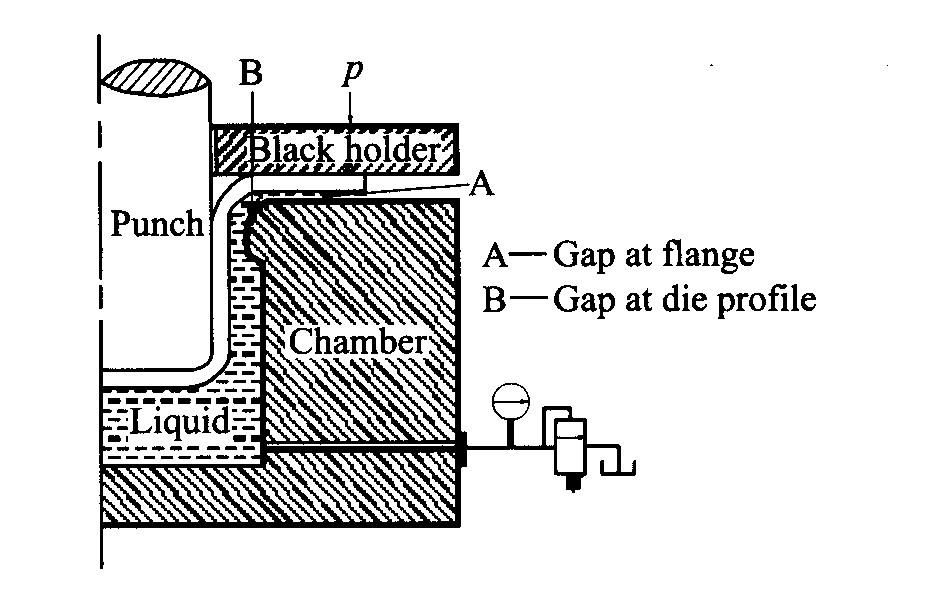
对于定间隙的充液拉深工艺(如图1), 板料在凸模作用下被压入凹模, 产生的液压力将板料贴靠在凸模上, 同时在法兰区建立起流体润滑。
对于充液拉深工艺, 流体的压力不仅动态作用于法兰区板料, 而且也作用于包覆凹模圆角区的板料。 作为数值模拟的流体力学模型, 在文献
[
9 ]
的基础上, 综合考虑上述两区域的流体压力行为, 以反映客观实际。 法兰区液体的流动不同于一般的平行平板间的间隙液体的流动。 作为间隙上表面的法兰区, 其相对于下表面作径向的相对运动。 流体由中心流经圆环形平面缝隙, 向圆周外做扇形散射流出, 流体流动如图2所示。 假设法兰内半径为r 0 , 压力为p 1 , 流量为Q , 板料与凹模间隙为h , 在半径为r 处取增量为dr 油层, 把该油层看成平行平板间的流动(宽度b =2πr , 长度l =dr ), 根据平行平板和剪切联合作用下的流量公式有
[10 ]
图1 充液拉深示意图
Fig.1 Schematic illustration of HDD
图2 法兰圆环形平面缝隙
Fig.2 Annular planar gap of flange
Q = Δ p b h 3 1 2 μ l ? b h v 2 ? ? ? ( 1 )
Q
=
Δ
p
b
h
3
1
2
μ
l
-
b
h
v
2
?
?
?
(
1
)
式中 b ―平行平板的宽, m; Δp ―平行平板两端压差, N/m2 ; h ―两平行平板间距离, m; μ ―动力粘度, Pa・s; l ―平行平板长度, m; v ―平行平板间相对速度, m/s。
因
Δ p l = ? d p d r ? ? ? ( 2 )
Δ
p
l
=
-
d
p
d
r
?
?
?
(
2
)
将b =2πr , l =dr 代入式(2)积分得
d p d r = ? 6 μ Q π r h 3 ? 6 μ v h 2 ? ? ? ( 3 ) p = ? 6 μ Q π h 3 ln r ? 6 μ v h 2 r + c 0 ? ? ? ( 4 )
d
p
d
r
=
-
6
μ
Q
π
r
h
3
-
6
μ
v
h
2
?
?
?
(
3
)
p
=
-
6
μ
Q
π
h
3
ln
r
-
6
μ
v
h
2
r
+
c
0
?
?
?
(
4
)
当r =R 0 时(法兰外径), p 0 =0, 故
c 0 = 6 μ Q π h 3 ln R 0 + 6 μ v h 2 R 0
c
0
=
6
μ
Q
π
h
3
ln
R
0
+
6
μ
v
h
2
R
0
将c 0 代入式(4)得
p = 6 μ Q π h 3 ln ( R 0 r ) + 6 μ v h 2 ( R 0 ? r ) ? ? ? ( 5 )
p
=
6
μ
Q
π
h
3
ln
(
R
0
r
)
+
6
μ
v
h
2
(
R
0
-
r
)
?
?
?
(
5
)
从式(5)可以看出, 若忽略相对运动的影响, 法兰区的液体压力呈对数分布。
对于凹模圆角区渐开的回转缝隙(如图3), 流体的流 动行为更为复杂, 流体流经由二次曲面构成的间隙, 流动面积不断扩大, 在空间呈三维流动。 假设在dα 环形缝隙处, 沿圆周展开可看成是平行平板间缝隙, 宽度b =2π (R p +t +f +r d -r d cos α )。
式中: R p ―凸模半径, m; r d ―凹模圆角半径, m; t ―板料厚度, m。 长度l =dy ≈r d dα , 板料运动速度与高压流体速度相比很小, 可以忽略相对运动的影响, 代入平行平板间缝隙流量公式得
图3 凹模圆角环形回转缝隙
Fig.3 Annular rotary gap of die profile
Q = ? 2 π ( R p + t + r d + f ? r d cos α ) f 3 d p 1 2 μ r d d α ? ? ? ( 6 )
Q
=
-
2
π
(
R
p
+
t
+
r
d
+
f
-
r
d
cos
α
)
f
3
d
p
1
2
μ
r
d
d
α
?
?
?
(
6
)
积分得
p = ? 1 2 μ Q f 3 π ( R p + t + f + r d r d ) 2 ? 1 √ ? arctan ( tan ( α 2 ) ( R p + t + f + r d ) 2 ? r 2 d √ R p + t + f ) + c 1 ? ? ? ( 7 )
p
=
-
1
2
μ
Q
f
3
π
(
R
p
+
t
+
f
+
r
d
r
d
)
2
-
1
?
arctan
(
tan
(
α
2
)
(
R
p
+
t
+
f
+
r
d
)
2
-
r
d
2
R
p
+
t
+
f
)
+
c
1
?
?
?
(
7
)
式中 f ―凹模圆角处间隙, m。
假设凹模圆角在角度α ′处, 单元节点的压力等于液室压力p s , 则根据此边界条件可求得积分常数c 1 :
c 1 = p s + 1 2 μ Q h 3 π ( R p + t + f + r d r d ) 2 ? 1 √ ? arctan ( tan ( α ′ 2 ) ( R p + t + f + r d ) 2 ? r 2 d √ R p + t + f ) ? ? ? ( 8 )
c
1
=
p
s
+
1
2
μ
Q
h
3
π
(
R
p
+
t
+
f
+
r
d
r
d
)
2
-
1
?
arctan
(
tan
(
α
′
2
)
(
R
p
+
t
+
f
+
r
d
)
2
-
r
d
2
R
p
+
t
+
f
)
?
?
?
(
8
)
将积分常数c 1 代入式(7)即可得到凹模圆角处液体压力分步公式
p = p s + 1 2 μ Q h 3 π ( R p + t + f + r d r d ) 2 ? 1 √ ? [ arctan ( tan ( α ′ 2 ) ( R p + t + f + r d ) 2 ? r 2 d √ R p + t + f ) ? arctan ( tan ( α 2 ) ( R p + t + f + r d ) 2 ? r 2 d √ R p + t + f ) ] ? ? ? ( 9 )
p
=
p
s
+
1
2
μ
Q
h
3
π
(
R
p
+
t
+
f
+
r
d
r
d
)
2
-
1
?
[
arctan
(
tan
(
α
′
2
)
(
R
p
+
t
+
f
+
r
d
)
2
-
r
d
2
R
p
+
t
+
f
)
-
arctan
(
tan
(
α
2
)
(
R
p
+
t
+
f
+
r
d
)
2
-
r
d
2
R
p
+
t
+
f
)
]
?
?
?
(
9
)
根据式(9)即可得到在凹模圆角α 角度处液体压力。
1.2 充液拉深数值模拟
使用板料通用有限元软件ETA/DYNAFORM对防锈铝的充液拉深进行模拟, 以期得到用于指导实验的工艺参数。 由于有液体参与板料成形, 所以只有将液体的压力作用施加到变形板料上才能更真实地反映实际情况。 对于定间隙、 自然增压的充液拉深, 随着凸模的下行, 液压室压力不断增大, 当液室压力达到溢流压力时, 法兰的密封作用失效, 液体便由板料法兰下向外散射流出, 板料法兰区与凹模之间建立起流体润滑, 液压力作用于法兰区。 板料充液拉深数值模拟首先将所要分析的实体进行离散化处理, 然后根据本构关系、 连续性方程、 几何方程和边界条件等进行计算, 得到最后变形结果
[11 ]
。 根据式(5)和(9)法兰区和凹模圆角区流体力学模型、 液室压力以及变形情况计算出压力分布情况, 然后以边界条件的形式动态地加载到整个板料上, 实现充液拉深的数值模拟
[11 ,12 ,13 ]
。
由于筒形件的对称性, 所以只取板料和工具的1/4来进行模拟, 材料参数、 模拟参数如表1和表2所示。 液室加载曲线如图4所示, 数值模拟模型如图5所示。 DYNAFORM软件提供了很方便的曲面网格自动划分功能, 可以实现对网格密度及形态的精确控制。 划分的有限元网格应该尽可能地反映出原曲面模型的形状特征, 而且单元规整。 模型中, 板料被离散化为735个四边形BT壳单元, 30个三角形BT壳单元, 806个结点。 模具视为刚体, 凸模离散化为336个单元、 365个结点, 凹模离散化为571个单元、 594个结点, 压边圈离散化为300个单元、 341个结点。 整个模型总共1 972个单元、 2 106个结点。 摩擦条件为库仑摩擦, 板料与凸模、 压边圈之间的摩擦因数为0.12, 板料与凹模之间的摩擦因数为0.05。
表1 材料性能参数
Table1 Property parameters of materials
σ s /MPaStrength, σ b /MPa
Extensibility, δ /%
410
18
ψ /%Coefficient of normal r
Hardening n
0.8
0.32
表2 数值模拟工艺参数
Table 2 Processing parameters of FEM
Thickness
Punch
Punch
Diameter of
1.0
30
5
32.4
Drawing
Punch -1 )
Gap between
Punch
2.4
1 000
1.1
30
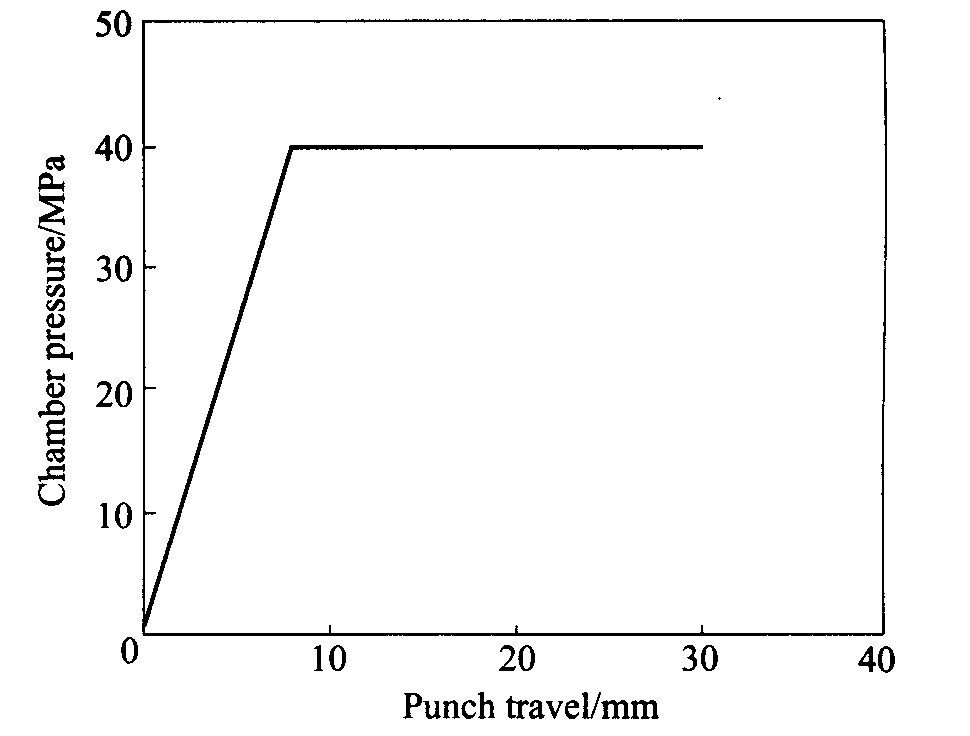
图4 液室压力变化图
Fig.4 Chamber pressure loaded
图5 充液拉深数值模拟模型
Fig.5 View of HDD FEM model
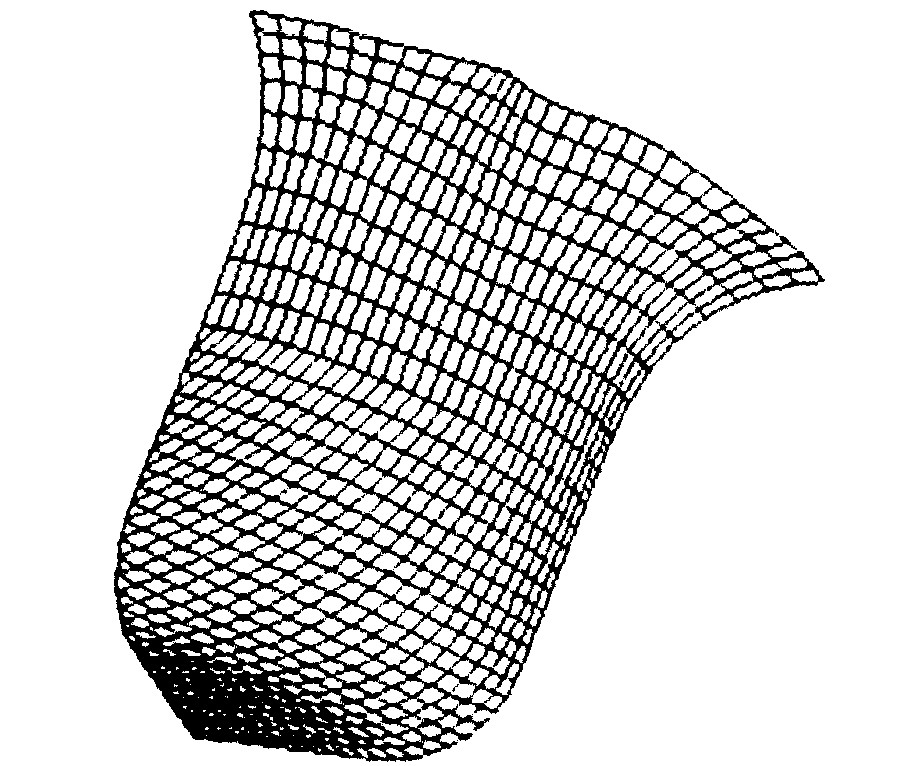
对于防锈铝LF6, 经过调整液室压力反复模拟, 比较可知, 当液室压力加载曲线调整如图4所示时, 拉深比可达到2.4, 而且拉深后期(板料边缘已脱离压边圈)会发生口部皱纹, 模拟结果如图6所示, 其数值模拟零件厚度分布如图7所示。
2 防锈铝充液拉深实验
选用1 mm防锈铝LF6板材, 以各种拉深比进行充液拉深实验研究。 实验在600 kN液压机上进行,装备中压边圈和凹模间隙由4个中间垫片调节。 确定间隙后, 压边圈被固定, 以保证间隙和压边力。 在筒形件成形时, 刚性凸模将板料压入凹膜, 液压室液压不断增加, 达到溢流压力时流体从法兰与凹模间隙中流出, 建立起流体润滑。 随着凸模下行, 液室压力仍将增大, 直到溢流阀所限定的最大液室压力值。
图6 数值模拟结果
Fig.6 FEM result of cylindrical cup of LF6
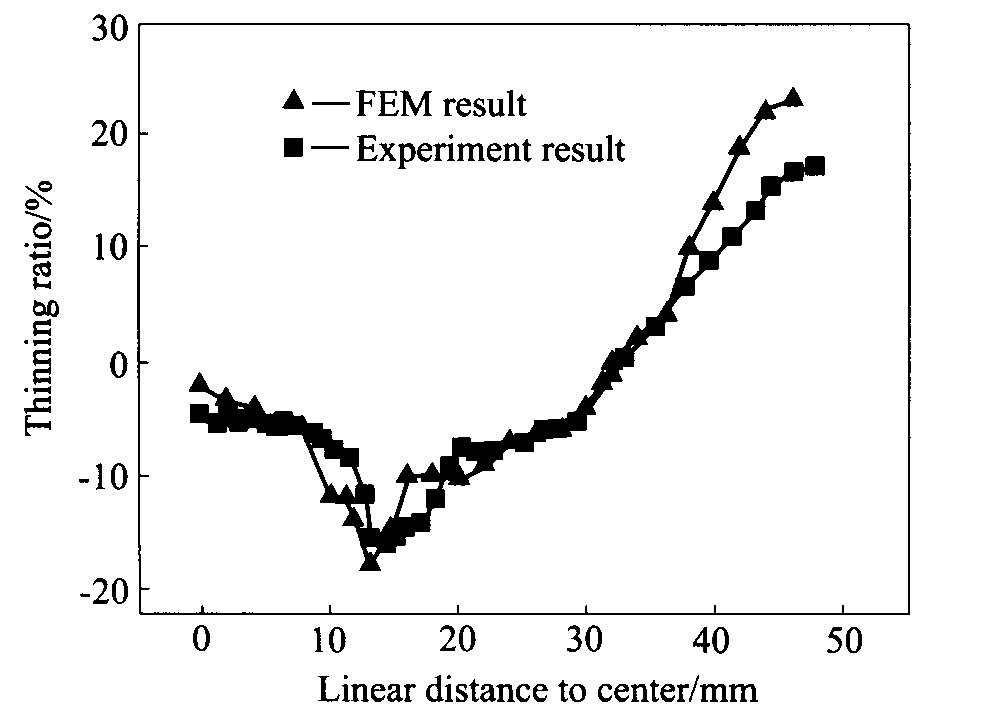
图7 防锈铝筒形件厚度变化
Fig.7 Thinning distribution of drawn cup
在实验中, 设定不同的工艺参数以满足不同拉深比对液压力的要求。 通常最大液室压力随着拉深比的增加而增大, 这样才能保证成功拉深。 通过实验, 确定了由临界液室压力建立的工作区域, 如图8所示。 液室压力不足导致凸模圆角处破裂, 过高会导致凹模圆角处板料破裂, 如图9所示。 只有当板料脱离与凹模接触并建立起流体润滑时的液室压力才是合适的工艺参数, 确保凸模圆角的摩擦保持效果和法兰部分的流体润滑作用。在合适的液室压力条件下, 防锈铝LF6的拉深比可达到2.4, 成形零件如图9所示, 其可成形极限得到显著提高。 零件口部有皱, 厚度分布如图7所示, 这一结果与数值模拟吻合较好。
图 8 实验结果
Fig.8 Experiment results
图9 充液拉深工件图
Fig.9 Formed cups with hydromechanical deep drawing
3 结论
根据凹模圆角区渐开的回转缝隙和法兰区平面环形缝隙的几何特征, 所建立的流体力学模型真实地反映了充液拉深的流体压力作用。 采用数学模型描述流体压力作用, 结合板料成形进行数值模拟的方法是正确的。 有限元模拟可提供充液拉深有效的工艺参数, 减少工艺实验量。 采用充液拉深方法可显著提高防锈铝LF6这种差塑性材料的成形极限, 拉深比可达到2.4; 合理的工艺参数是充液拉深的
关键因素; 充液拉深工艺对防锈铝成形极限的提高, 进一步扩大防锈铝的应用范围, 为其在复杂零件上的应用提供了有效途径。
参考文献
[1] NakamuraK .SheetmetalformingwithhydrauliccounterpressureinJapan[J].AnnualsoftheCIRP ,1987,36(1):191194.
[2] AminoH ,NakamuraK ,NakagawaT .Counter pressuredeepdrawinganditsapplicationintheformingofauto mobileparts[J].JournalofMaterialsProcessingTech nology,1990,23:243265.
[3] NakamuraK ,NakagawaT ,AminoH .Variousapplica tionofhydrauliccounter pressuredeepdrawing[J].JournalofMaterialsProcessingTechnology,1997,71:160167.
[4] ZhangShihong,DanckertJ.Developmentofhydro me chanicaldeepdrawing[J].JournalofMaterialsProcess ingTechnology,1998,83:1425.
[5] KANGDa chang,LANGLi hui,MENGXiao feng,etal.Astudyonhydrodynamicdeepdrawingequipment[J].JMaterProcessTechnol,2000,101:2124.
[6] 郎利辉,孟晓峰,康达昌.充液拉深超高压压力控制系统关键技术的研究[J].塑性工程学报,1998(3):3440. LANGLi hui,MENGXiao feng,KANGDa chang.Astudyonthekeytechnologyofsuper pressurecontrollingsystemofhydrodynamicdeepdrawing[J].JournalofPlasticEngineering,1998(3):3440.
[7] NakamuraK .Thesheetmetalformingwithhydraulic counterpressure[J].PlasticityTechnology,1985,25(9):101105.
[8] ZHANGSH ,LANGLH ,KANGDC ,etal.Hy dromechenicaldeep drawingofaluminium parabolicworkpieces experimentsandnumericalsimulation[J].InternationalJournalofMachineTools&Manufacture,2000,40:14971492.
[9] LANGLi hui,KANGDa chang,ZHANGShi hong,etal.Keytechnologiesofnumericalsimulationofcuphy drodynamicdeepdrawing[J].TransNonferrousMetSocChina,2000,10(5):631.
[10] 骆简文,雷宝荪,张 卫.液压传动与控制[M ].重庆:重庆大学出版社,1998.28-32. LUOJian wen,LEIBao xun,ZHANGWei.HydraulicTransmissionandControl[M ].Chongqing:ChongqingUniversityPress,1998.2832.
[11] 钟志华,李光耀.薄板冲压成型过程的计算机仿真与应用[M ].北京:北京理工大学出版社,1998.30-37. ZHONGZhi hua,LIGuang yao.NumericalSimulationandApplicationofSheetMetalStamping[M].Beijing:BeijingInstituteofTechnologyPress,1998.3037.
[12] ZhangShihong,JensenMR ,DanckertJ ,etal.Analy sisofthehydromechanicaldeep drawingprocessesofcylindricalcups[J].JournalofMaterialsProcessingTechnology,2000,103:367373.
[13] ZhangShihong,JensenMR ,DanckertJ ,etal.Finiteelementanalysisofthehydromechanicaldeepdrawingprocessoftaperedrectangularboxes[J].JournalofMa terialsProcessingTechnology,2000,102(1-3):18.