ϡ�н��� 2011,35(06),805-811
���Ͻ����������������ʽ���ģ���о�
���� лˮ�� �ܰ��� �ƹ��� ���� Ф����
������ɫ�����о���Ժ��ɫ�����Ʊ���ӹ������ص�ʵ����
ժ Ҫ��
�����������Ƶ������ص㽫����������Ϊ5����ͬ������,�ֱ�����˸��������ѹ���ֲ�����λ��,�ڴ˻���������ƽ��Ӧ����Ӧ����������7150���Ͻ����������������ʵĽ���ģ�͡�ͨ����������ʵ��Խ���ģ�͵ľ�ȷ�Խ�������֤��ʹ�øý���ģ�Ͷ��������ƹ�����������Ӧ���������������ʡ�����Ӧ�����������������Լ��ܵ��������ʽ������о����������,���Ŵ�λ����������ɼ���Ӧ�������������������Ӷ�������Ӧ���������������ʼ�С,���ǵĹ�ͬ���õ����ܵ����������ȼ�С�����ӡ��������ٱȵ�����,�ɼ���Ӧ��������������������,������Ӧ���������������ʱ��ֲ���,���ǵĹ�ͬЧ��ʹ�ܵ������������ӡ����������ʼ��Ȼ��Сѹ���������С�������ʡ�
�ؼ��ʣ�
�������� ;�������� ;����ģ�� ;��λ���� ;
��ͼ����ţ� TG339
����飺 ����(1982-),��,����������,��ʿ�о���;�о�����:�������Գ�����ֵģ��(E-mail:fuyao634@139.com);
�ո����ڣ� 2011-02-24
���� ����973��Ŀ(2010CB735811)����;
Analytical Study of Plate Curvature in Snake Rolling of Aluminum Alloy
Abstract��
In order to investigate the variation of plate curvature during snake rolling,the deformation region was pided into five zones based on the stress characteristic.The pressure distribution and angular rotation in these five zones was calculated respectively.After that an analytical model to predict plate curvature during snake rolling of 7150 aluminum alloy was constructed based on plane strain slab method.The accuracy of the analytical model was verified by the comparison between the analytical results and experimental results.By using this analytical model,the variation of the plate curvature due to the difference in axial strain,shear strain and the total plate curvature during snake rolling was investigated.The results showed that,with the increasing of offset distance,the plate curvature due to difference in shear strain increased,but decreased due to axial strain,their integrated effect made the total plate curvature decrease at first and then increase.With increasing of speed ratio,the plate curvature due to the difference in shear strain increased,however the plate curvature due to the difference in axial strain did not change,as a result the total plate curvature increased.A smaller initial plate thickness and a larger reduction might produce a larger plate curvature.
Keyword��
snake rolling;plate curvature;analytical model;offset distance;
Received�� 2011-02-24
��ǿ�������Ͻ����һ�ַdz���Ҫ�Ľṹ����, �ں��졢 �����������Ź㷺��Ӧ��
[1 ]
�� ������, ���졢 ���չ�ҵѸ�ٷ�չ, �Դ��͡� ����ʽ�ĸ�ǿ�������Ͻ�ṹ����ʹ�ó����Ĺ������˸���Ҫ�� ��տ�A380������ǿ���������õ����Ͻ�峤�� ���ֱ�ﵽ��6400 mm��1200 mm, �������200 mm�� �������Ͻ������, �����ʳ���80%���ܽ�������֯ת��Ϊ�ӹ���֯, ����֤������ı��γ��
[2 ]
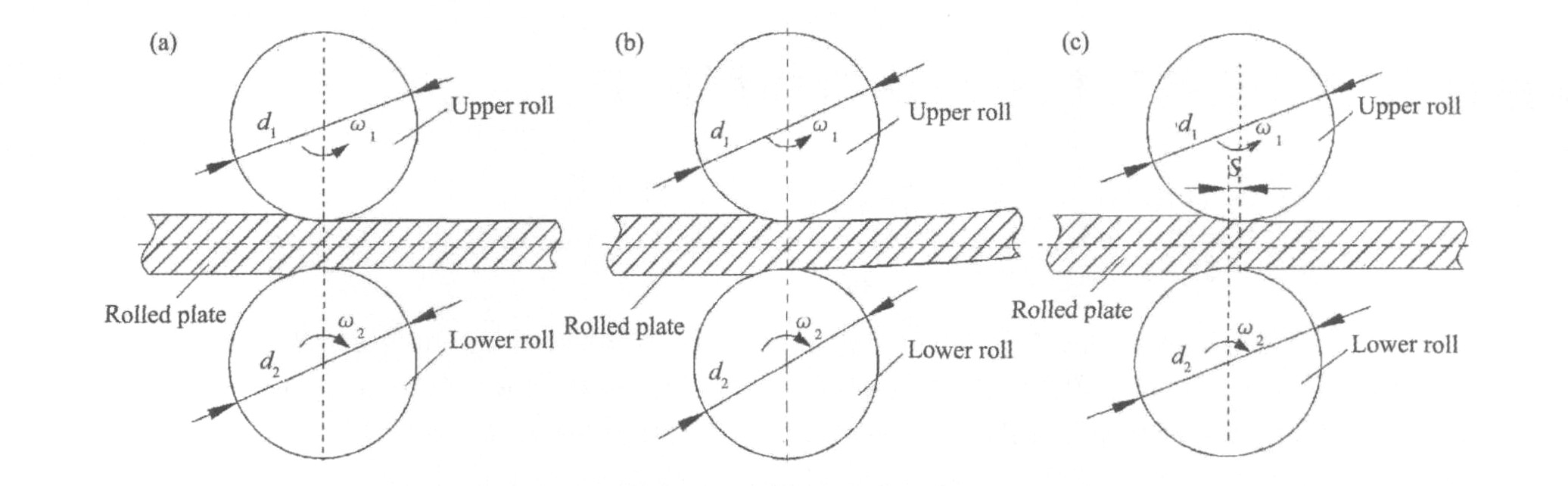
�� �����ܵ������������ڶȼ�������ȵ�����, ��ͨ���Ʒ�������200 mm���ϳ����ʱ���Ѵﵽ80%�ı����ʡ� �첽����(ͼ1(b))��һ���ϡ� ���������ٶȲ���ͬ�����Ʒ���, ��ͬ�����Ʒ���(ͼ1(a))���, ��ʹ��ķ���ѹ�����ε�ͬʱ�������б���, �Ӷ�����������ܱ���, ���������뵽�������
[3 ,4 ,5 ,6 ]
�� ���������첽�����ϡ� �������ٶȲ�ͬ, ������������������һ������, ������Ӱ�����ղ�Ʒ��ƽֱ��, ͬʱ�������İ�ȫƽ���������Ӱ��
[7 ,8 ,9 ,10 ]
��
ͼ1 ��ͬ���Ʒ���ʾ��ͼ
Fig.1 Schematic diagrams for different rolling methods (a) �� 1 =�� 2 , d 1 =d 2 ; (b) �� 1 <�� 2 , d 1 =d 2 ; (c) �� 1 <�� 2 , d 1 =d 2 , s >0
����������һ��������첽���Ʒ�ʽ, ���ǽ��첽���Ƶ��������������Ʒ����Ͻ���һ������Ĵ�λ(��ͼ1(c)��ʾ)�� ��λʹ����������������ʩ��һ�����������������෴��������, �Ӷ���Ч�ؽ��Ͱ�ĵ������̶ȡ� �������Ƽ汸�����������ı����뽵�����������̶ȵ��ŵ�, Ϊ�Ľ����и�ǿ�������Ͻ��ļӹ������ṩ����˼·��
��Ŀǰ, ��������ѧ��������Ӧ���� ����������Ԫ�ȷ�������ͨ���ƺ��첽��������������������������о��� Philipp
[11 ]
�����˶�ά��ͨ��������Ԫģ�Ͷ��������ͷ����������о�, �������Ե���ƶ����ɽ����˷����� Knight��Hardy
[12 ]
������ƽ��Ӧ������Ԫģ�ͶԵ�̼�ְ���ڸ����µ��첽����ģ��, �о���ѹ����������ʵ�Ӱ�졣 Farhat
[13 ]
ʹ���˵����Ե�������������-ŷ��(ALE)�����������첽��������Ԫģ��, ��ȷԤ�����ϡ� �������ٶȺͱ���ֲڶȲ�ͬ������첽���ƹ����а�ĵ����ʡ� Salimi
[14 ,15 ]
������Ӧ�����������첽�����������ʵĽ���ģ��, ������ģ�ͼ���Ľ����ʵ���������˶Ա�, �����Ϊ�Ǻϡ� ��Ŀǰ�������й�������������������о��ı�����
1 ����������������ģ��
�ڽ����������ƽ���ģ���н������¼���: (1) ���������չ��С, ���������Ƽ�Ϊƽ��Ӧ������; (2) �ϡ� ����������Ϊ������, ���Ұ뾶���, ���������ٶȸ���������; (3) �����������Ϊ7075���Ͻ�, ����Von Mises������, �����¶ȼٶ�Ϊ410 �档
���о���������������(���������뾶�ĵ���)������ʾ������������, ���ҹ涨����������������Ϊ��ֵ, ������������Ϊ��ֵ�� �������������������������ϡ� �²�ļ���Ӧ��������Ӧ��ͬ����, ���ֱ���м��㡣
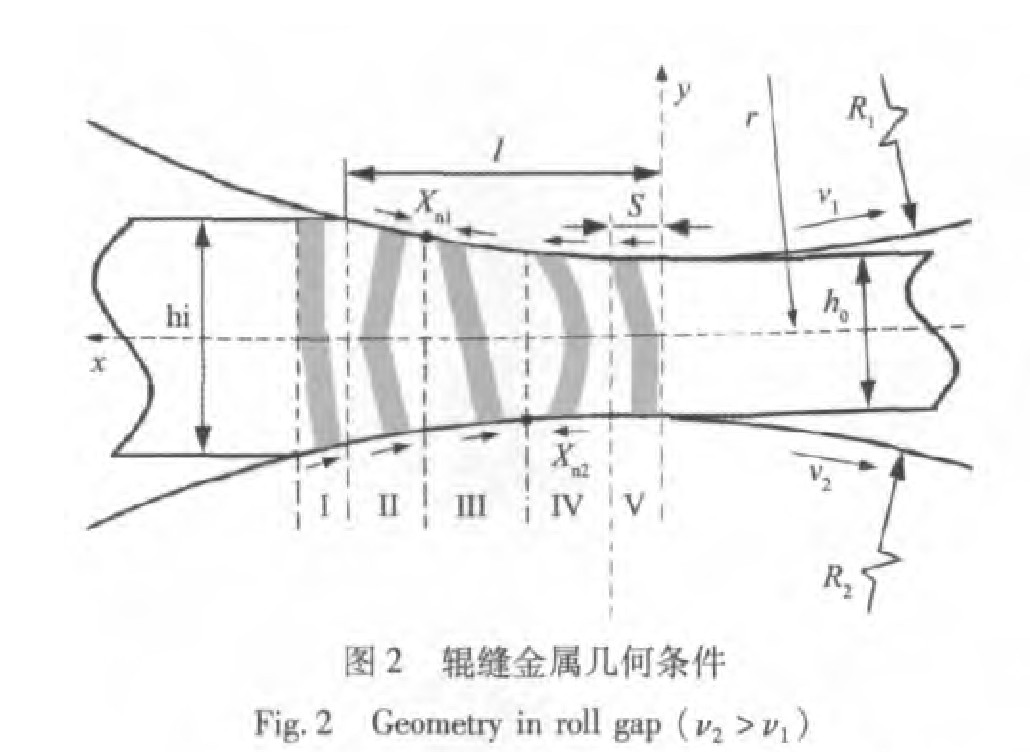
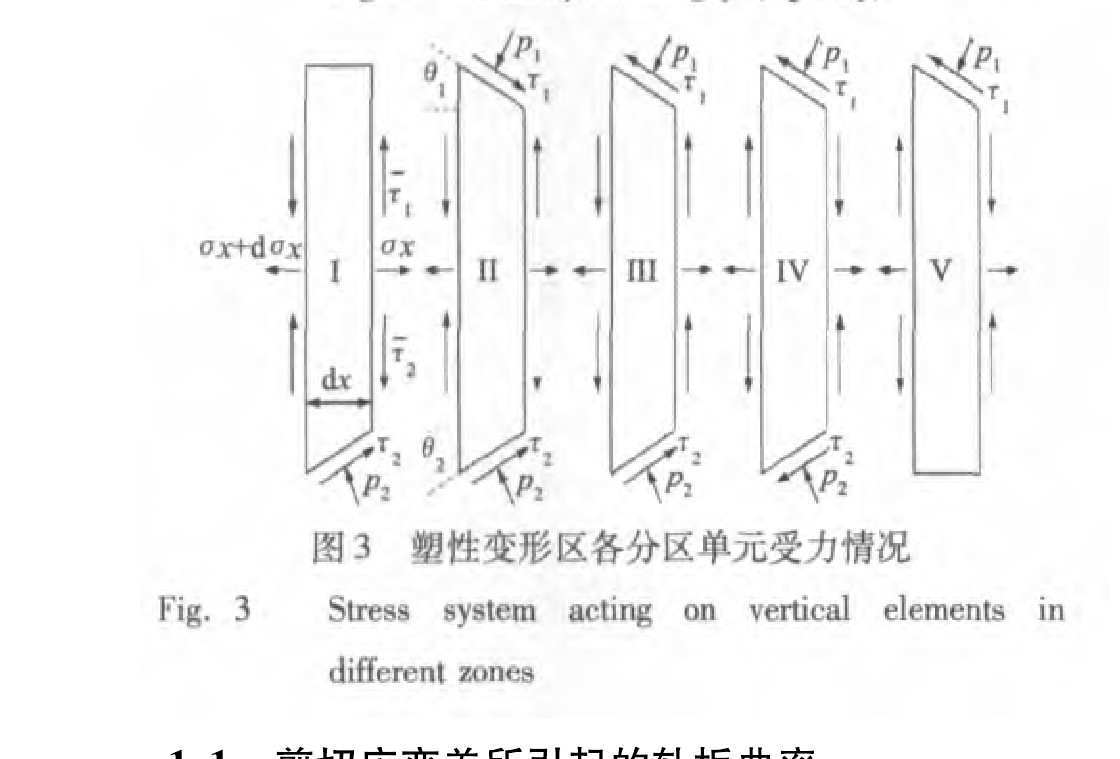
ͼ2Ϊ���������й�������ļ��ι�ϵ�� ����������������, �����Ա���������Ϊ5����ͬ������ ȡ������������ޱ�����ֱ��Ԫ������������, ��ͼ3��ʾ�� I��, ��������������Ӵ�, �����ٶȵ��������������ٶ�, �����²���Ħ��������ͬ���Ʒ��� ��I������, ��V����������������Ӵ�, �������ٶȸ����������������ٶ�, ��������ϲ�Ħ��������Ϊ�����Ʒ����෴�� ��II����IV��, ����ͬʱ���ϡ� ��������Ӵ�, ��II�������ϡ� �±�������Ħ�����ķ��������Ʒ�����ͬ; ��IV��, Ħ�����ķ��������II�෴�� ��III��, �����ٶȵ����������������ٶȶ�����������, �����ϡ� �²�������Ħ�����෴��
1.1 ����Ӧ������������������
�����ϡ� �������뾶���(R 1 =R 2 =R ), �����ϡ� �²��ֵ�ѹ�����ɼ�Ϊ��h 1 =x 2 /2R �ͦ�h 2 =(x -s )2 /2R , ��������ϡ� �²��ֵĺ�ȱ����ɱ�ʾΪh 1 =h 0 /2+x 2 /2��h 1 =h 0 /2+(x -s )2 /2R �� ���ǵõ������ܺ�ȱ���:
h =h 0 +[x 2 +(x -s )2 ]/2 (1)
ʽ��h 0 Ϊ������ɺ�������; x Ϊ���׳����ˮƽ����; s Ϊ�ϡ� �������Ĵ�λ���롣
��������Ԫ��ˮƽ���������ƽ�ⷽ��Ϊ:
d(�� x h )+(�� y 1�� 1 +�� y 2�� 2 -�� e x =0 (2)
ʽ���� x ˮƽӦ��; �� y1 ��ֱӦ��; �� Ϊ�Ӵ�����x ��ı����ǡ�
�ڽ�Сѹ������, ��tan�� 1 ��x /R , tan�� 2 ��(x -s )/R ��
1.1.1 ������
����������������һ�����Von Mises������:
(�� x �� y 2 +(�� y �� z 2 +(�� z �� x 2 +6(��
2 x y
2 x y
+��
2 y z
2 y z
+��
2 z x
2 z x
)2 =2��
2 f
2 f
(3)
ʽ�Ц�f
ƽ��Ӧ��������, �Ӵ����ϵļ���Ӧ����Ϊ��yz =��zx =0, ����������, �Ц�z =(��x +��y )/2, ����ʽ(3)�ɵ�:
3 2 ( �� x - �� y ) 2 = 6 �� 2 x y = 2 �� 2 f ? ? ? ( 4 )
3 2 ( �� x ? �� y ) 2 = 6 �� 2 x y = 2 �� 2 f ? ? ? ( 4 )
�ڱ������ڵ��������ļ���Ӧ����xy ���ﵽ���ֵ��s =mk, mΪ��������,
k = �� f / �� 3
k = �� f / 3 ��
, �õ�������ϵļ�������ǿ��:
�� x y = m k = m �� f / �� 3 ? ? ? ( 5 )
�� x y = m k = m �� f / 3 �� ? ? ? ( 5 )
��ʽ(5)����(4)�еõ��˱�������������ϵ�������:
�� x - �� y = 2 �� f �� 3 �� 1 - m 2 ? ? ? ( 6 )
�� x ? �� y = 2 �� f 3 �� 1 ? m 2 ? ? ? ? ? ? �� ? ? ? ( 6 )
1.1.2 �߽�����
����������, �����ϡ� �²��ֵļ���Ӧ����ֿɱ�ʾΪ:
d�� xy 1�� xy 1�� y 1�� ��y 1�� xy 2�� xy 2�� y 2�� ��y 2
�������������ϡ� �²�����y ������Ӧ������ʽ�ɱ�ʾΪ:
d �� y 1 = d h 1 h 1 = 2 x R h 0 + x 2 d x , d �� y 2 = d h 2 h 2 = 2 ( x - s ) R h 0 + ( x - s ) 2 d x ? ? ? ( 8 )
d �� y 1 = d h 1 h 1 = 2 x R h 0 + x 2 d x , d �� y 2 = d h 2 h 2 = 2 ( x ? s ) R h 0 + ( x ? s ) 2 d x ? ? ? ( 8 )
ͬʱ, ��Ϊ
�� z = 1 2 ( �� x + �� y )
�� z = 1 2 ( �� x + �� y )
, ���Ա������ڵ�ľ�ˮѹ��Ϊ�� m �� x �� y
��x ��y �����ϵ�Ӧ��ƫ����ʾΪ:
�� ��x �� x �� m �� x �� y �� ��y �� y �� m �� y �� x
��ʽ(5), ʽ(8)��ʽ(9)����ʽ(7)�ɵ�:
d �� x y 1 = �� x y 1 d �� y 1 �� �� y 1 = m x �� 1 - m 2 ( R h 0 + x 2 ) d x ? ? ? ( 1 0 ) d �� x y 2 = �� x y 2 d �� y 2 �� �� y 2 = m ( x - s ) �� 1 - m 2 [ R h 0 + ( x - s ) 2 ] d x ? ? ? ( 1 1 )
(1) I��(l��x��l+s)
����ͼ3��ʾ�ļ��ι�ϵ�ɵ�:
�� y 1�� y 2�� y �� 2 tan�� 2 , �� e �� 2 (12)
��ʽ(6)�� ʽ(12)����ʽ(2)�ɵ�:
h d �� y d x + 2 k �� 1 - m 2 2 x - s R - m k ( x - s ) 2 R 2 - m k = 0 ? ? ? ( 1 3 )
��ʽ(13) ����x ���ֿɵõ���I���ڵ������±�����y �����ϵ�ѹ���ֲ�
�� y 1 = m �� f �� 3 R x - �� f ( 4 �� 1 - m 2 R + m s ) 2 �� 3 R ln ( 2 x 2 - 2 s x + s 2 + 2 R h 0 ) + 2 m �� f ( R - h 0 ) �� 3 s 2 + 1 2 R h 0 arctan ( 2 x - s �� s 2 + 4 R h 0 ) + C �� ? ? ? ( 1 4 )
��ҧ���(x =l +s ), ����
�� x = 0 , �� y - �� x = 2 �� f �� 3 �� 1 - m 2 , ���
�� y 1 = 2 �� f �� 3 �� 1 - m 2 , �ɼ���õ�C I ��
��ͼ2����Ӱ���ִ���ÿ����������Ԫ�ڼ������������������ĽǶȱ仯�� I���ڰ���������ļ���Ӧ������±������ܵ�Ħ��������, ���������Ԫ����Ӧ��ɱ�ʾΪd�� 1 =�� xy 2
�� �� = �� l + s l d �� �� = m 2 �� 1 - m 2 ln ( l + s ) 2 + R h 0 l 2 + R h 0 - m s �� R h 0 ( 1 - m 2 ) ( arctan ( l + s ) 2 �� R h 0 - arctan l 2 �� R h 0 ) ? ? ? ( 1 5 )
(2) II��(l��x��xn1)
II���ĵ�Ԫ���������¹�ϵ:
�� y 1�� y �� 1 tan�� 1 , �� y 2�� y �� 2 tan�� 2 , �� e �� 1 +�� 2 (16)
������I����ͬ�ķ���, �ɵ�II��y ���������ϱ����Ӧ���ֲ�:
�� y �� �� = 2 m �� f �� 3 R x + 2 �� f �� 1 - m 2 �� 3 ln ( 2 x 2 - 2 s x + s 2 + 2 R h 0 ) - 4 m �� f ( R - h 0 ) �� 3 s 2 + 1 2 R h 0 arctan ( 2 x - s �� s 2 + 4 R h 0 ) + C �� �� ? ? ? ( 1 7 )
���� y Ix =l +s )=�� y IIx =l )�ɼ���õ�C II ��
II�������ϡ� �²��ֵļ���Ӧ�䷽���෴, ��Ԫ�ļ���Ӧ��ɱ�ʾΪd�� II =(d�� xy 2�� xy 1
�� �� �� = �� l x n 1 d �� �� �� = - m s �� R h 0 ( 1 - m 2 ) ( arctan l 2 �� R h 0 - arctan x 2 n 1 �� R h 0 ) ? ? ? ( 1 8 )
(3) V��(0��x��s)
V���ĵ�Ԫ���������¹�ϵ:
�� y 1�� y �� 1 tan�� 1 , �� y 2�� e �� 1 (19)
����õ�V��y ���������ϱ����Ӧ���ֲ�Ϊ:
�� y V = m �� f �� 3 R x + �� f ( 4 �� 1 - m 2 R - m s 2 �� 3 R ln ( 2 x 2 - 2 s x + s 2 + 2 R h 0 ) + 2 m �� f ( R - h 0 ) �� 3 s 2 + 1 2 R h 0 arctan ( 2 x - s �� s 2 + 4 R h 0 ) + C V ? ? ? ( 2 0 )
�������׳���(x =0)���� =0, ���
�� y = 2 �� f �� 3 �� 1 - m 2 , �ɼ���õ�C V ��
������Ԫ�ļ���Ӧ����������ϱ����Ħ��������, ��˵�Ԫ����Ӧ��Ϊd�� V =d�� xy 1
�� V = �� s 0 d �� V = m 2 �� ( 1 - m 2 ) ln s 2 + R h 0 R h 0 ? ? ? ( 2 1 )
(4) IV��(s��x��xn2)
�����ĵ�Ԫ���������¹�ϵ:
�� y 1�� y �� 1 tan�� 1 , �� y 2�� y �� 2 tan�� 2 , �� e �� 1 +�� 2 ) (22)
����õ�IV��y ���������ϱ����Ӧ���ֲ�Ϊ:
�� y �� V = 2 m �� f �� 3 R x + 2 �� f �� 1 - m 2 �� 3 ln ( 2 x 2 - 2 s x + s 2 + 2 R h 0 ) + 4 m �� f ( R - h 0 ) �� 3 s 2 + 1 2 R h 0 arctan ( 2 x - s �� s 2 + 4 R h 0 ) + C �� V ? ? ? ( 2 3 )
��x =s , �� y IV�� y VC IV ��
���������, ��Ԫ�ļ���Ӧ���С������II��ͬ, ���Ƿ����෴, Ϊd�� IV =(d�� xy 1�� xy 2
�� �� V = �� x n 2 s d �� �� V = m s �� R h 0 ( 1 - m 2 ) ( arctan x 2 n 2 �� R h 0 - arctan s 2 �� R h 0 ) ? ? ? ( 2 4 )
(5) III�� (xn2��x��xn1)
�����ĵ�Ԫ���������¹�ϵ:
�� y 1�� y �� 1 tan�� 1 , �� y 2�� y �� 2 tan�� 2 , �� e �� 2 +�� 1 (25)
����õ�III��y ���������ϱ����Ӧ���ֲ�Ϊ:
�� y �� �� �� = �� f ( 2 �� 1 - m 2 R + m s ) �� 3 R ln ( 2 x 2 - 2 s x + s 2 + 2 R h 0 ) - 4 m �� f R �� 3 s 2 + 1 2 R h 0 arctan ( 2 x - s �� s 2 + 4 R h 0 ) + C �� �� �� ? ? ? ( 2 6 )
��x =x n 1�� y III�� y IVC III (x =x n 1x =x n 2�� y III�� y , IIC III (x =x n 2C III ����Ψһ��, ���:
C III (x =x n 1C III (x =x n 2
III�������ϲ����²��ļ���Ӧ��������ͬ�� ��Ԫ�ļ���Ӧ��Ϊd�� III =(d�� xy 1�� xy 2
�� �� �� �� = �� x n 1 x n 2 d �� �� �� �� = m �� ( 1 - m 2 ) ln x 2 n 1 + R h 0 x 2 n 2 + R h 0 - m s �� R h 0 ( 1 - m 2 ) ( arctan x 2 n 2 �� R h 0 - arctan x 2 n 1 �� R h 0 ) ? ? ? ( 2 8 )
1.1.3 �������Ե�
���ݽ����������Ա�����������������, �ɵ�:
�� 1 h x n 1�� 2 h x n 2
ʽ���� 1 , �� 2 �ϡ� �������������ٶ�; h x n 1h x n 2x n 1x n 2
��ʽ(1) ����ʽ(29)�ɵõ����¹�ϵ:
�� 1 [h 0 +(x
2 n 1 +(x n 1S )2 )/2R ]=
�� 2 [h 0 +(x
2 n 2 +(x n 2S )2 )/2R ] (30)
����ʽ(27)��ʽ(30), �ɼ���õ�x n 1x n 2x n 1x n 2
1.1.4 ����Ӧ����������������
�������׳��㵥Ԫ�Ľ�λ�ƿɱ�ʾΪ�� T V I �� i l +s , ����������ϡ� �¼���Ӧ��������������������ʽ����õ�:
1/r s �� T l +s ) (31)
1.2 ����Ӧ����������������
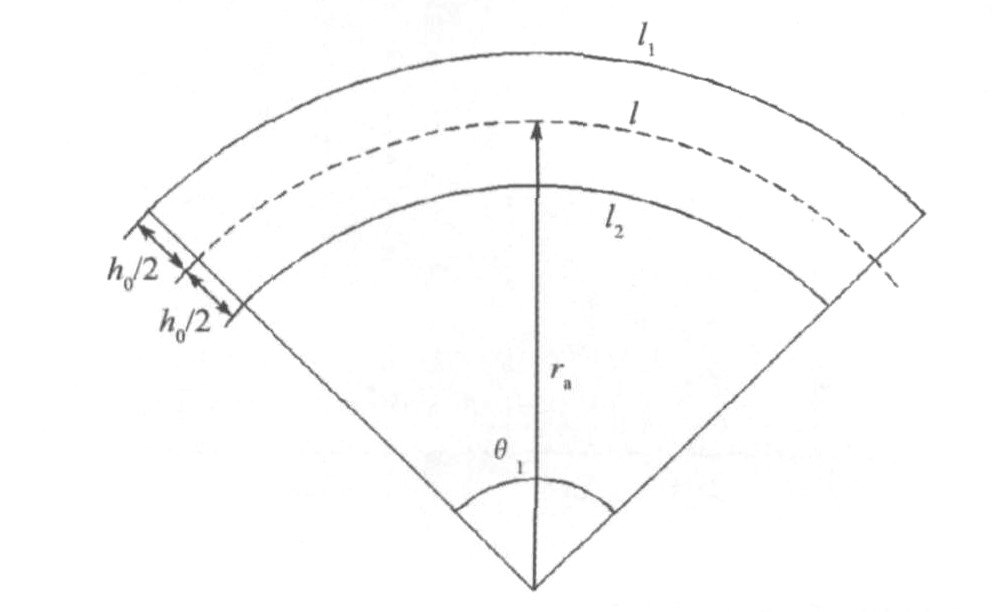
��ͼ4��ʾ�ļ��ι�ϵ, �������ϡ� ������Ӧ���������������ʿɱ�ʾΪ:
1/r a l 1 -l 2 )/l 0 ]/h 0 =(�� x 1�� x 2h 0 (32)
ʽ��l 1 , l 2 ��l 0 �ֱ�Ϊ�������±߲��������ߵij���, �� x 1�� x 2
ͼ4 �������ϡ� �²�������Ӧ����������������
Fig.4 Plate curvature due to difference in axial strains
����������, �������±�����x �����Ӧ���ֿɱ�ʾΪ:
d�� x 1�� ��x 1�� y 1�� ��y 1�� x 2�� ��x 2�� y 2�� ��y 2
��ʽ(9)�� ʽ(10)�� ʽ(11)����ʽ(33)��, ����ʽ(33)����x �ڵ�l +s ��Χ�ڽ��л���, �ɼ���õ��� x 1�� x 2
1.3 �ܵ��������ʼ���
�����ܵ������뾶Ϊ����Ӧ�������������뾶�����Ӧ�������������뾶֮��, ������յ��������ʿɱ�ʾΪ:
1/r =r s r a r s r a
2 ʵ����֤
ʵ���������õ��������Ϊ7150���Ͻ�, �ߴ�Ϊ200 mm��50 mm��8 mm, ѹ����Ϊ1 mm�� ͼ5��ʾΪ��ͬ���Ʋ�������������������
��ʵ���õ��������������ģ�ͼ������õ��������ʽ��жԱ�, ��ͼ6��ʾ�� ���Կ���, ����ģ�͵�Ԥ��ֵ��ʵ���������Ǻ�, ���������ʵ��ֵ��12%(���ٱ�1.22, ��λ����Ϊ10 mmʱ), ����ģ�;���һ���ľ�ȷ�ԡ� ��������ԭ������Ҫ�����ڽ���ģ���м�������¶�Ϊ�㶨ֵ�� ��˸ý���ģ����Ԥ���¶ȱ仯��Χ��С�����ƹ���ʱ���и��ߵľ�ȷ�ԡ�
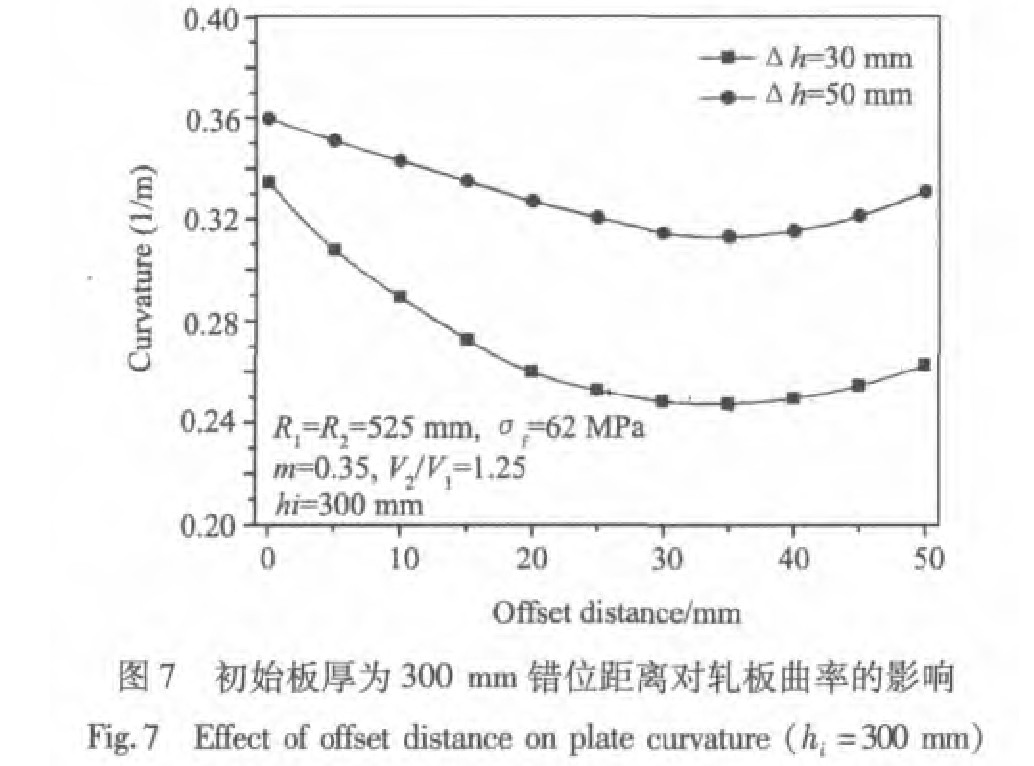
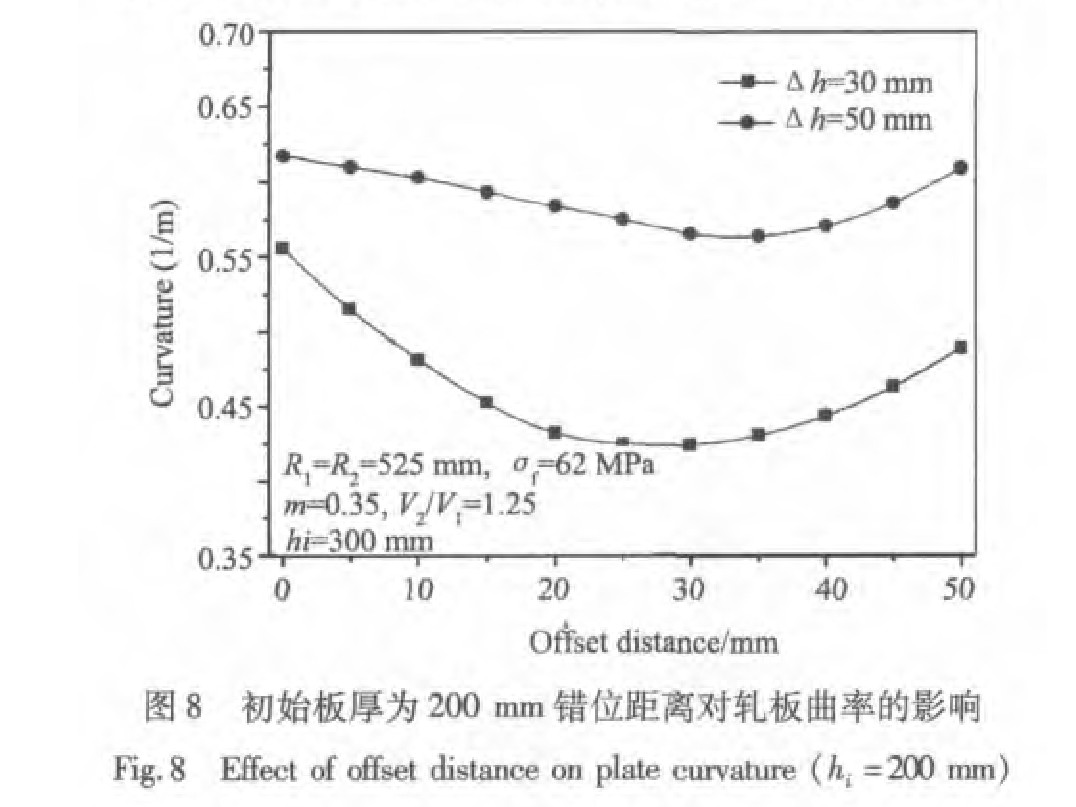
3 ���������
��ͼ7��8��ʾ, ����������λ���������,���������ȼ�С�����ӡ� ��λ������25��35 mm֮�����Ч�������������, ����Ĵ�λ���뷴���������������ʡ� ����ͬ��������, �ϴ��ѹ������ʹ��������ϴ������, ����ʹ���屣����С���ʵĴ�λ����Ҳ�ϴ� ͨ���Ա�ͼ7��ͼ8���Կ���, ��С�ij�ʼ�����Ƚ��Ƚϴ�ij�ʼ�����Ȳ����������������, ͬʱ��Ҫ��С�Ĵ�λ�����Ա�֤���������ʽ��͵���Сֵ��
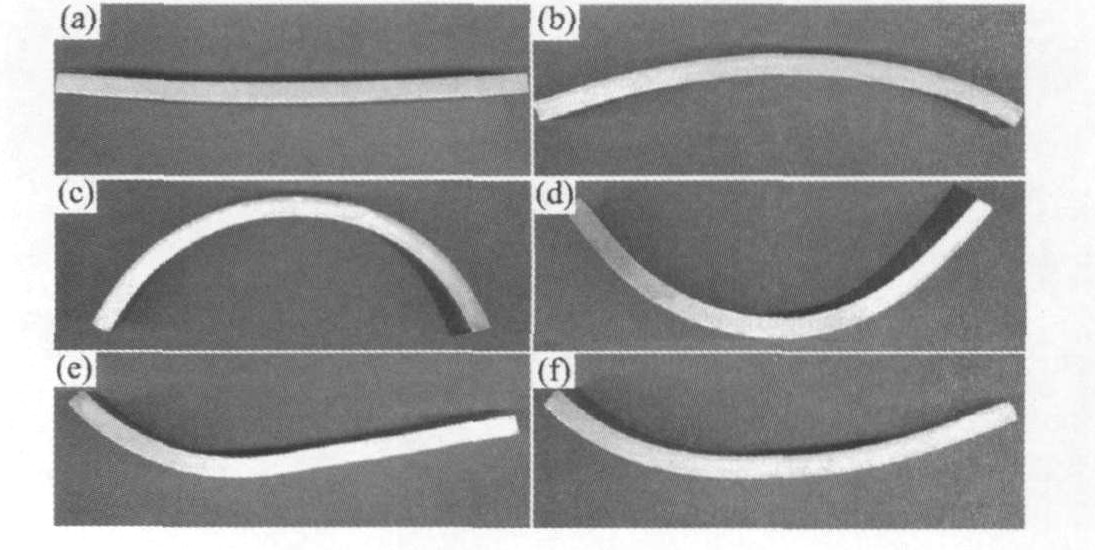
ͼ5 ��ͬ���Ʋ�����������������
Fig.5 Plate bending under different rolling parameters
(a)v2 /v1 =1.0,s=0 mm;(b)v2 /v1 =1.0,s=9.79 mm;(c)v2 /v1 =1.0,s=25 mm;(d)v2 /v1 =1.3,s=0 mm;(e)v2 /v1 =1.3,s=9.79 mm;(f)v2 /v1 =1.3,s=25 mm
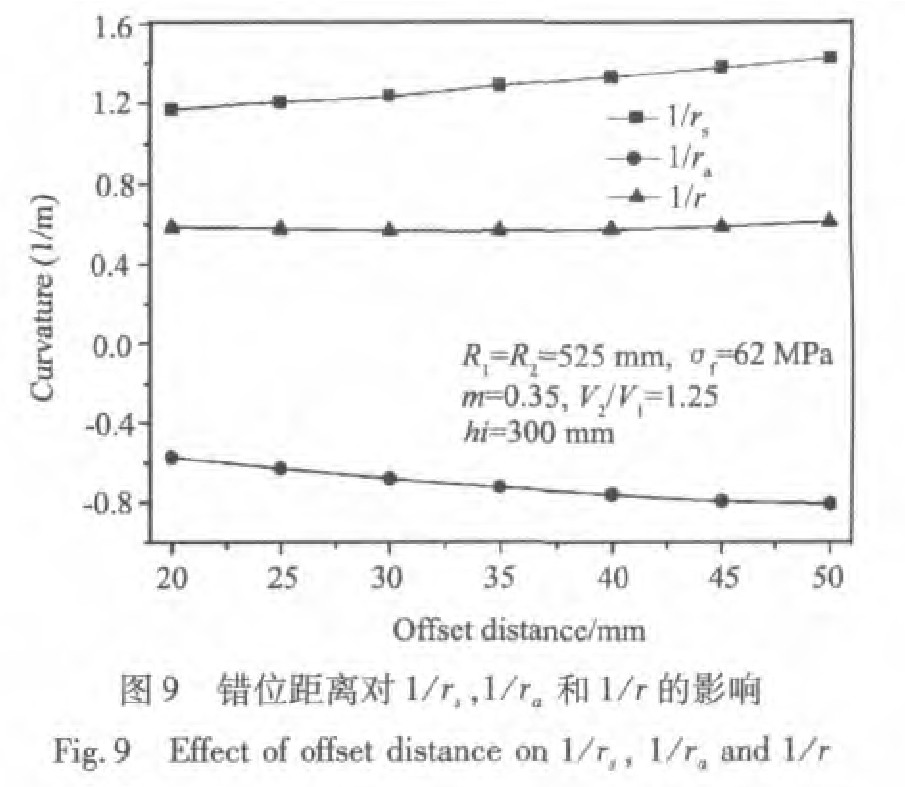
ͼ9��1/r a
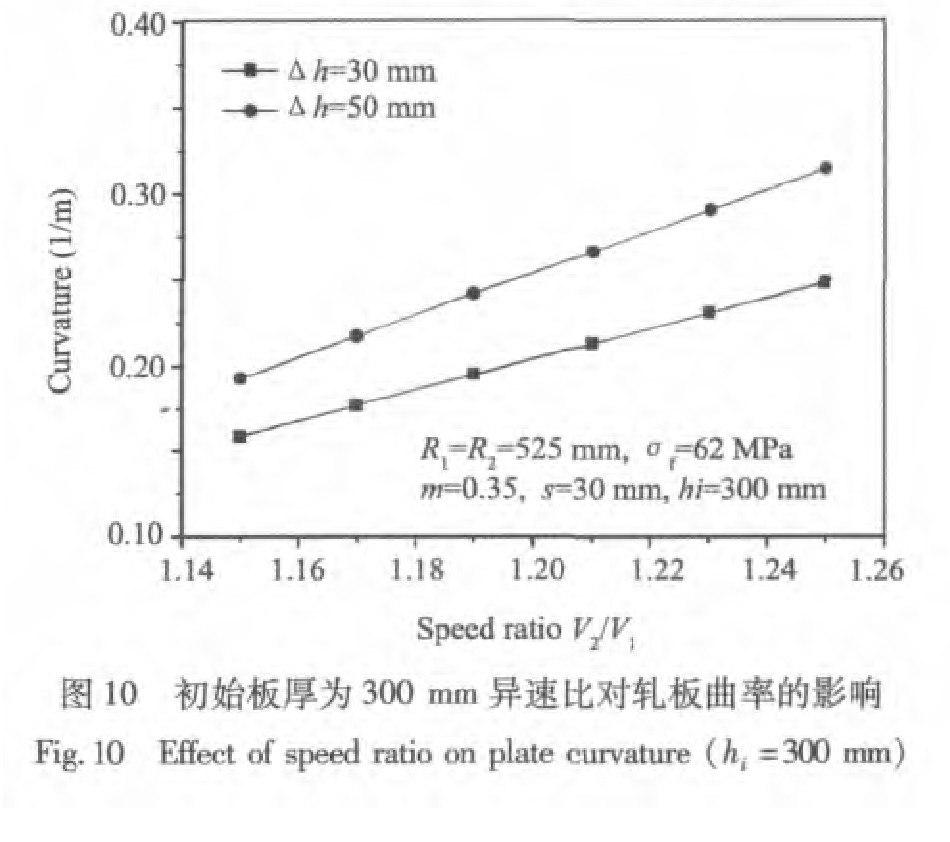
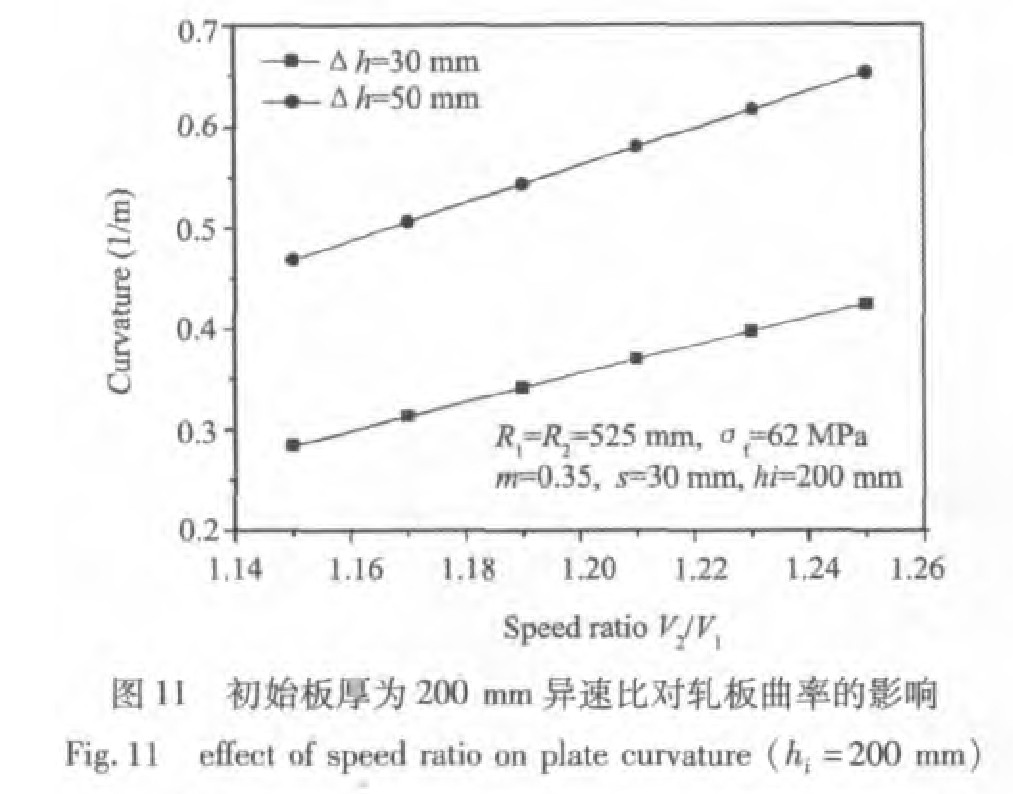
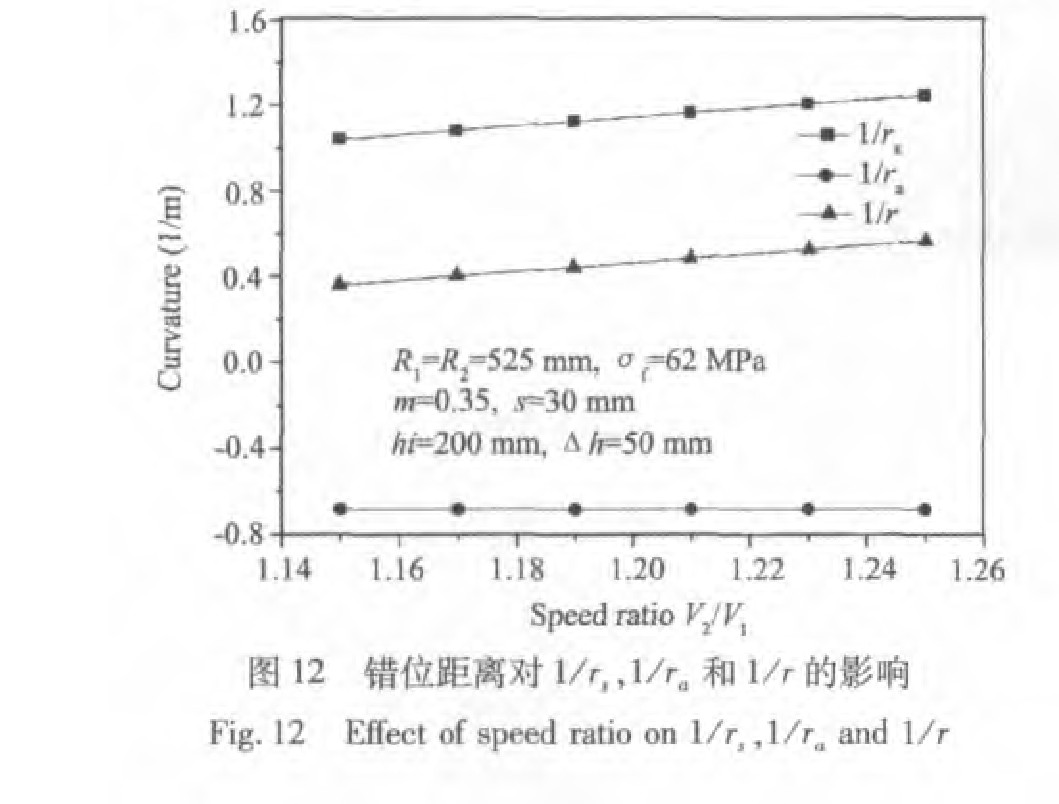
ͼ10��11��ʾΪ��ʼ�����ȷֱ�Ϊ300��200 mmʱ�������ٱȶ��������ʵ�Ӱ�졣 ���ڸ����Ĵ�λ����, �������������������ٱȵ����Ӷ����ӡ� ��ʼ��Ƚ�С�İ�Ľ��Ƚϴ�İ�IJ����������������, ͬʱ�ϴ��ѹ����Ҳ�����¸�����������ʡ� ͼ12��ʾΪ���ٱȶ�1/r s r a r ��Ӱ�졣 �������ٱȵ�����, ������Ӧ���������������ʱ��ֲ�����ɼ���Ӧ�������������������ӡ� ��˵�����������ٱȵı仯�����������Ӧ�����Ӱ��, ����λ���벻��, ����Ӧ�䱣�ֲ���, ����������Ҫ�ɼ���Ӧ�����ɡ�
4 �� ��
����������������������Ԥ��Ľ���ģ�;��нϸߵľ�ȷ��, ͨ��ʵ��Ա�������ʵ��ֵ��12%�� ���Ŵ�λ���������, �������ϡ� �²����Ӧ��������������������, ��������Ӧ���������������ʼ�С, ���ǹ�ͬ�����õ����ܵ����������ȼ�С�����ӡ� ��λ������25��35 mm֮������Ч�������������, ����Ĵ�λ���뷴����Ӿ������������ �������ٱȵ�����, �ɼ���Ӧ�������������������Ӷ�������Ӧ���������������ʱ��ֲ���, �ܵ������������ӡ� ͬ������, ��С��ʼ��ȵİ�ıȽϴ�İ�IJ����������������; �ϴ��ѹ�������Ƚ�С��ѹ��������������������ʡ�
�����
[1] James T,Staley J T.Aluminum alloys for aero-structures[J].Advanced Materials and Processes,1997,(10):17.
[2] Liu Ming,Zhang Kun,Huang Min,Yi Linna,Wu Xiuliang.Fa-tigue damage resistance characteristics of 7475-T7351 aluminum al-loy[J].Chinese Journal of Rare Metals,2009,33(5):626.(����,����,����,������,������.7475-T7351���Ͻ�ƣ�������о�[J].ϡ�н���,2009,33(5):626.)
[3] Gao H,Chen G.Asymmetrical cold rolling realized on plainmill for steel sheet by larser-textured rolls[J].Iron and Steel,1998,33(3):63.
[4] Ding Y,Jiang J H,Shan A D.Microstructures and mechanicalproperties of commercial purity iron processed by asymmetric roll-ing[J].Materials Science and Engineering A,2009,509:76.
[5] Jin H,Loyd D J.Evolution of texture in AA6111aluminum al-loy after asymmetric rolling with various velocity ratios between topand bottom roll[J].Materials Science and Engineering A,2007,465:267.
[6] Lee J K,Lee D N.Texture control and grain refinement ofAA1050 Al alloy sheets by asymmetric rolling[J].InternationalJournal of Mechanical Sciences,2008,50:869.
[7] Pospiech J.A note on the influence of some factors affectingcurvature in the flat rolling of strip[J].J.Mech.Working Tech-nol.,1987,15:69.
[8] Tanaka E,Tsonokawa K,Fukada T.Curling and bowing ofrolled strips[J].Trans.Jpn.Inst.Met.,1963,4:124.
[9] Gao H,Ramalingam S C,Barber G C,Chen G.Analysis of a-symmetrical cold rolling with varying coefficients of friction[J].Journal of Materials Processing Technology,2002,124:178.
[10] Lu J S,Harrer O K,Schewenzfeier W,Fischer F D.Analysisof the bending of the rolling material in asymmetrical sheet rolling[J].International Journal of Mechanical Sciences,2000,42:49.
[11] Phillip M,Schwenzfeier W,Fishcher F D,Wodlinger R,FischerC.Front end bending in plate rolling influenced by circumferen-tial speed mismatch and geometry[J].Journal of Materials Pro-cessing Technology,2007,184:224.
[12] Knight C W,Hardy S J,Lees A W,Brown K J.Influence ofroll speed mismatch on strip curvature during the roughing stagesof a hot rolling mill[J].Journal of Materials Processing Technol-ogy,2005,168:194.
[13] Farhat N F,Salimi M,Movahhedy M R.Elasto-plastic finiteelement simulation of asymmetrical plate rolling using an ALE ap-proach[J].Journal of Materials Processing Technology,2006,177:525.
[14] Salimi M,Sassani F.Modified slab analysis of asymmetricalplate rolling[J].International Journal of Mechanical Sciences,2002,44:1999.
[15] Salimi M,Kadkhodaei M.Slab analysis of asymmetrical sheetrolling[J].Journal of Materials Processing Technology,2004,150:215.