稀有金属 2003,(04),434-437 DOI:10.13373/j.cnki.cjrm.2003.04.004
水基凝胶注YSZ固体电解质薄膜干燥过程研究
杜林虎 李斌太 李国军 陈大明
北京航空材料研究院,北京航空材料研究院,北京航空材料研究院,北京航空材料研究院,北京航空材料研究院 北京100095 ,北京100095 ,北京100095 ,北京100095 ,北京100095
摘 要:
用水基凝胶注法制备出YSZ固体电解质薄膜 , 研究了温度、湿度和坯体厚度对干燥过程的影响规律。结果表明温度和湿度对干燥失重速率的影响比坯体厚度的影响大 , 温度越高 , 湿度越小 , 坯体厚度越小 , YSZ薄膜失重速率越大。同时利用物理机制对干燥过程进行了解释 , 验证了YSZ薄膜的干燥过程分为明显的三个阶段 , 而且第一阶段干燥速率明显高于第二、第三阶段的干燥速率 , 第三阶段干燥速率受外界条件影响相对较小。对于厚度为 0 1mm的YSZ薄膜 , 选择 40℃和RH =60 %的干燥工艺 , 效果最佳。
关键词:
水基凝胶注 ;干燥 ;YSZ薄膜 ;
中图分类号: TB43
收稿日期: 2002-08-06
Drying Process of YSZ Solid Electrolyte Film by Aqueous Gel-Casting
Abstract:
YSZ solid electrolyte film was prepared by aqueous gel casting. The influences of temperature, relative humidity and sample thickness on drying process were studied. The research results show that temperature and relative humidity are more important during drying process, and the drying rate could be maximized at high drying, potential conditions of high dryer temperature, low humidity and little thickness. Meanwhile drying process was explained using the physical mechanism. Three stages were proved in the drying process of YSZ gels, and the drying rate of first stage is the fastest. Effects of drying conditions on the third drying stage are relatively weak. experiment parameters are optimized to 40 ℃ and 60% RH for samples with thickness of 0.1 mm.
Keyword:
aqueous gel casting; drying; YSZ film;
Received: 2002-08-06
由于氧化钇稳定化氧化锆固体电解质 (YSZ) 具有较高的氧离子电导率, 且在氧化和还原气氛中具有理想的稳定性, 因此广泛应用于固体氧化物燃料电池 (SOFC)
[1 ,2 ,3 ]
。 在SOFC中, 目前研究较多的是平板型SOFC, 它要求大面积、 平整的YSZ电解质材料, 另外为降低YSZ内阻损耗, 提高单电池输出功率, 要求YSZ固体电解质越薄越好。 制备YSZ薄膜的方法主要有CVD, PVD, EVD 等离子喷涂等方法, 这些方法不但成本高, 而且大面积、 均匀致密的YSZ电解质薄膜成型比较困难。 而水基凝胶注模法以其设备投资小、 工艺简单和对环境无污染等优点, 已广泛用于氧化铝、 石英和氧化锆等无机薄膜的制备。 水基凝胶注模坯体含有大量的水分, 必须干燥后才能烧成, 因此对YSZ薄膜干燥过程进行精确控制是一项关键工艺。 YSZ薄膜的干燥是一个复杂、 多相的传递过程, 在坯体干燥过程中, 坯体要随之收缩, 若干燥过快或干燥不均匀, 会使坯体产生裂纹或发生翘曲, 以至于凝胶网络被破坏
[4 ]
。 为避免出现这些情况, 就要降低干燥速率, 然而整个工艺的生产周期会被延长。 因此研究水基凝胶注YSZ薄膜的干燥过程, 对获得良好的YSZ薄膜是十分重要的。 本文通过研究温度、 湿度和坯体厚度对干燥过程的影响, 以期优化YSZ薄膜的干燥工艺, 为后续工艺作好前期准备。
1 薄膜制备
实验主要采用泛美亚公司生产的, 粒径 (D 50 ) 为1.73 μm的Y2 O3 全稳定ZrO2 粉 (YSZ) , 以及丙烯酰胺 (AM) , N, N′-亚甲基双丙烯酰胺 (MBAM) , 过硫酸铵 (ASP) , N, N, N′, N′-四甲基乙二胺 (TEMED) 等为原料, 分散剂为Duramax D3005, 用去离子水为溶剂
[5 ,6 ]
。 以ZrO2 磨球为介质, 在氧化铝球磨罐中混合15 h, 配制出低粘度 (<1 Pa・s) 高固含量 (>50%, 体积分数) 可浇注的料浆。 再将料浆过滤和真空除泡后, 加入引发剂和催化剂, 搅匀后注入设计好的干净模具内成型, 可得到固化的YSZ薄膜。
将成型的坯体称重后, 放在开放的扩散皿中, 置于SH-01N恒温恒湿箱 (重庆) , 在不同温度和湿度干燥。 每隔10 min取出, 用盖子将扩散皿封住, 移至MP200B型电子天平上进行称量, 记录不同干燥时间后坯体重量, 反复数次, 直至坯体重量不在变化为止。 将不同干燥时间坯体重量与刚成型坯体重量比较, 得出一系列数值点, 由这些点连成得光滑曲线来表征坯体的干燥速率。
2 结果和讨论
2.1 温度对YSZ薄膜干燥失重的影响
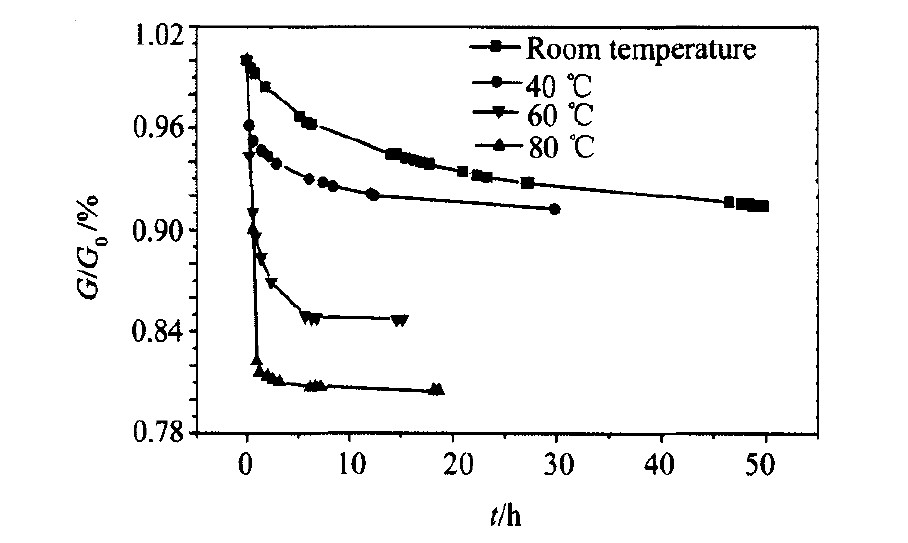
图1是YSZ薄膜的干燥速率随时间的变化曲线 (Φ18 mm×0.1 mm) , RH=40%。 从图1中可见, 随干燥温度的增加, 干燥速率加快, 曲线越来越不光滑。 在恒速率干燥阶段 (干燥第一阶段) 失重较大, 自由水主要通过毛细管力扩散到坯体表面, 并以恒速率蒸发到大气中。 而降速率干燥阶段 (干燥第二、 三阶段) 失重较少, 说明坯体中的自由水主要是在恒速率干燥阶段排出的
[7 ]
。 在低温 (室温) , 失重曲线比较平滑, 没有明显的转折点, 而在高温 (40, 60和80 ℃) , 有明显的转折点, 80 ℃时更显著些, 但是第二、 第三阶段干燥失重几乎停止。 主要是因为在高温下, 坯体中的自由水扩散和蒸发的速率较快, 极大的缩短了第一干燥阶段的周期, 由于自由水的迅速排出, 使坯体中颗粒间高分子网络塌陷, 急剧靠拢, 成为封闭的孔隙。 当自由水通过流动和扩散进入这些孔隙时, 标志着干燥第三阶段的开始
[8 ]
。 此时自由水不再是连续相, 此时只有通过紧裹在颗粒周围的凝胶体扩散, 因此速度非常慢。 这样很可能造成YSZ薄膜的不均匀收缩, 产生内应力而翘曲或断裂。
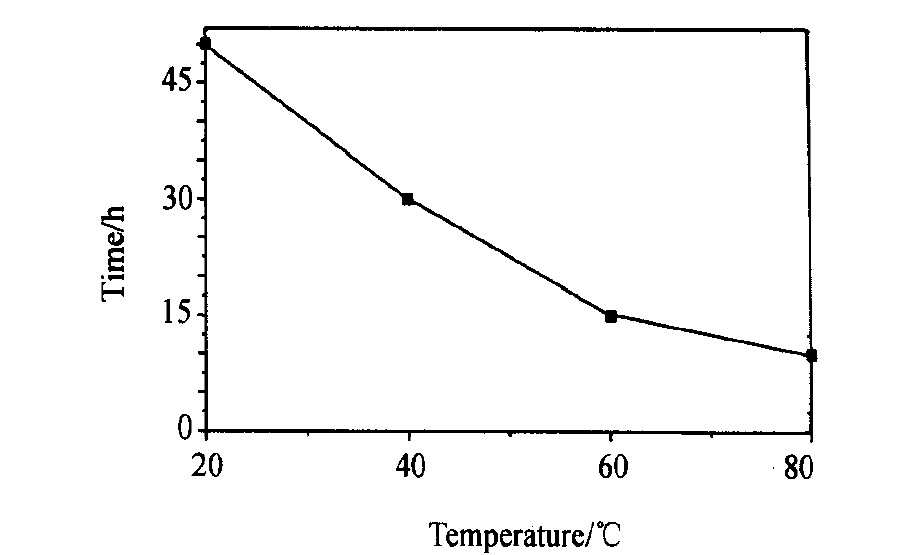
图2是YSZ薄膜在不同温度下干燥脱水所需时间。 由图可见, 当温度>60 ℃时, 干燥所需时间较短, 这与干燥第一阶段进行较快有关 (如图1) , 由此可见温度对YSZ薄膜的干燥过程影响较大。
2.2 湿度对YSZ薄膜干燥失重的影响
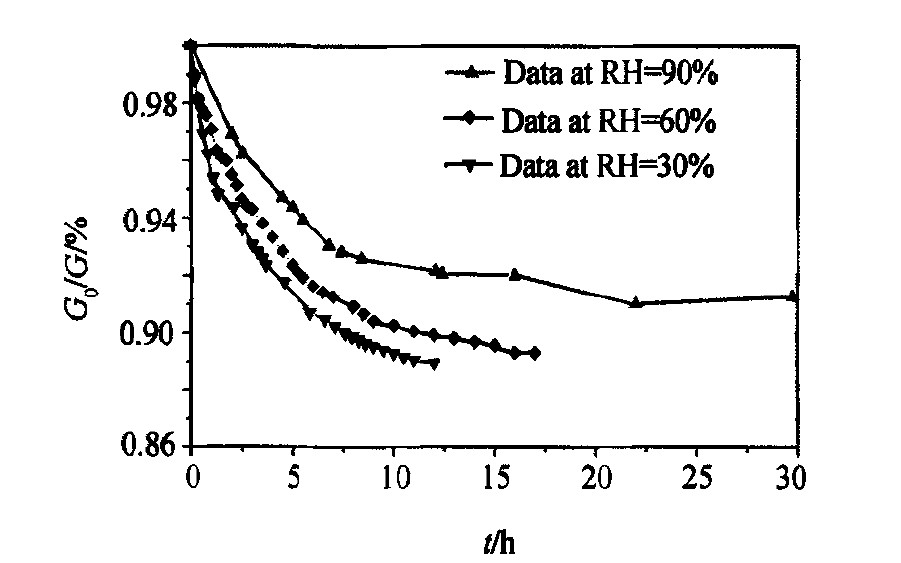
图3是YSZ薄膜干燥曲线 (Φ18 mm×0.1 mm, 40 ℃) 。 随时间的延长, 干燥失重速率减小, 随湿度增大, 干燥速率减慢, 干燥的第一和第二阶段转折点出现的时间变长
[9 ]
。 湿度高 (RH =90%) , 坯体内、 外浓度梯度减小, 自由水扩散 (或蒸发) 较慢。 在降速率干燥阶段进行的就更慢了。 由于坯体内自由水的蒸发, 使坯体温度较周围环境的略低, 加之环境湿度大, 所以干燥势小, 自由水排出更慢, 出现明现转折点。 而湿度低时, 坯体与周围环境间浓度梯度变大, 使得内部自由水源源不断的向表层扩散, 再由表层蒸发到空气中, 所以, 失重曲线相对光滑。
图1 YSZ 薄膜的干燥曲线 (Φ18 mm×0.1 mm, RH=40%)
Fig.1 Drying curves of YSZ flim (sample diameter and thickness were 18 and 0.1 mm and relative humidity was 40%)
图2 温度-干燥时间曲线 (Φ18 mm×0.1 mm, RH=40%)
Fig.2 Temperature-drying time curve (sample diameter and thickness were 18 and 0.1 mm and relative humidity was 40%)
图3 YSZ薄膜干燥曲线 (Φ18 mm×0.1 mm, RH=40%)
Fig.3 Drying curves of YSZ film (sample diameter and thickness were 18 and 0.1 mm temperature was 40 ℃)
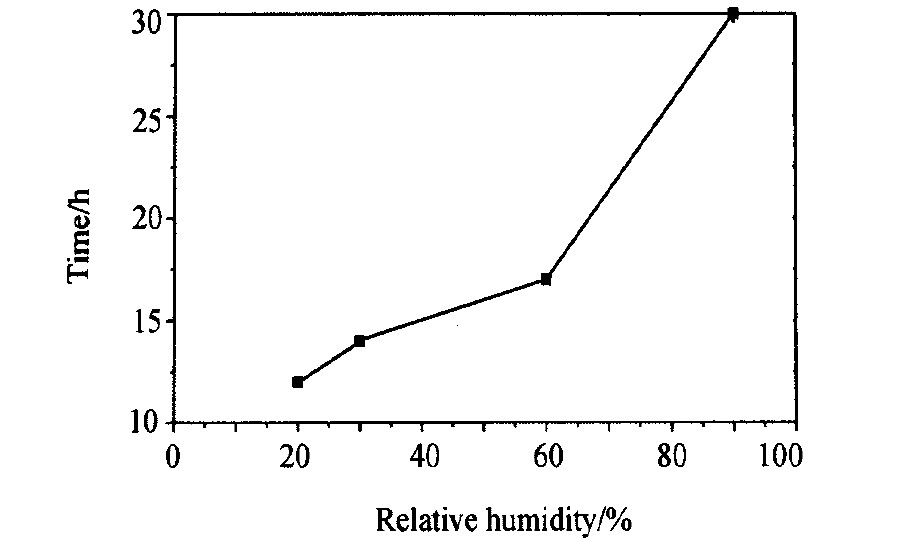
图4是不同相对湿度下, YSZ薄膜所需干燥时间。 由图4可以看出, 当RH >60%时, 干燥时间明显变长, 说明随湿度增大, 干燥脱水的时间相应要延长。
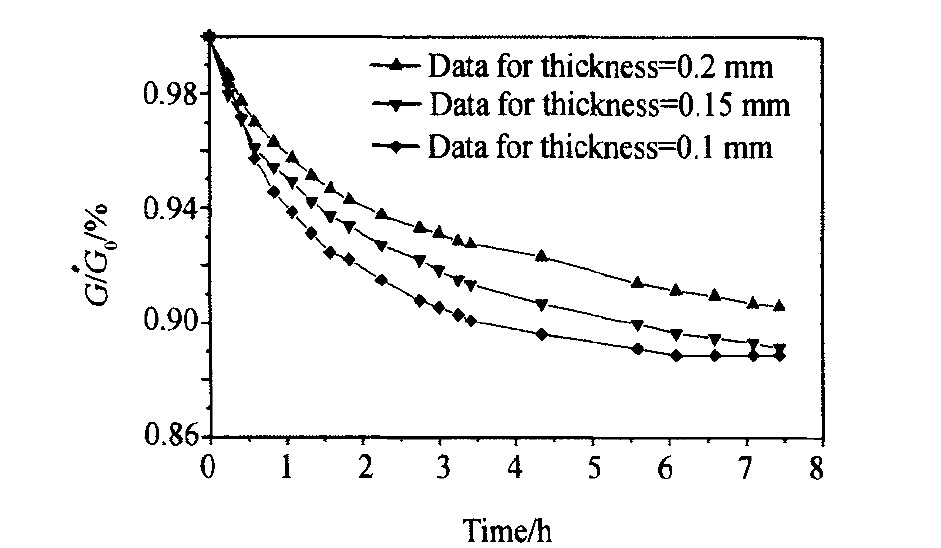
2.3 厚度对YSZ薄膜干燥失重的影响
图5是坯体厚度对YSZ薄膜干燥过程的影响 (RH=60%, 40 ℃) 。 由图5可以看出, 随干燥时间延长, 失重速率逐渐减小。 YSZ薄膜厚度越大, 干燥失重速率越慢。 在高干燥势 (相对湿度小、 温度高) , YSZ薄膜厚度小时, 毛细管力作用下的自由水渗透速率小于蒸发速率, 此时自由水由内部向表层排出较快。 图5所示, 干燥第三阶段不明显, 主要因为YSZ坯体厚度太小, 自由水扩散 (或蒸发) 的距离小, 在干燥第一、 第二阶段就排出的缘故。
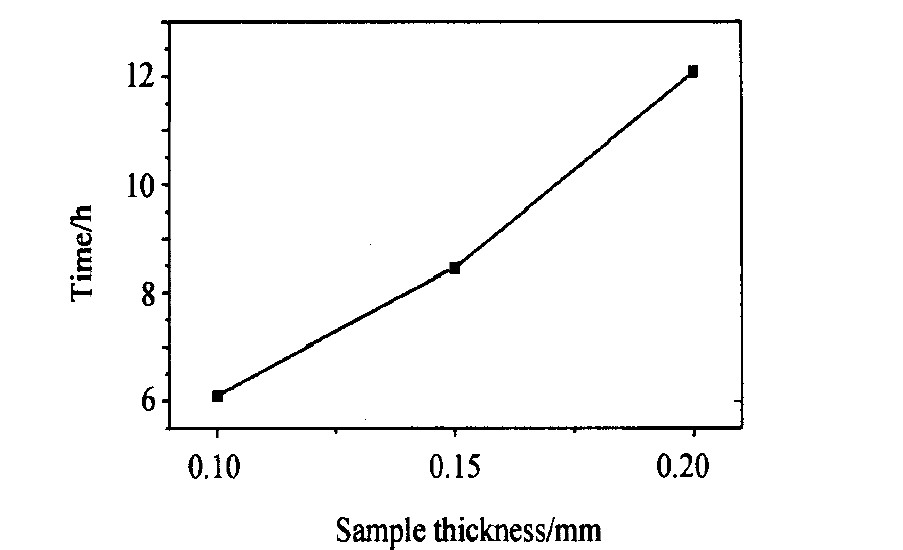
图6是不同厚度YSZ薄膜的干燥时间曲线。 从图6可以看出, 随厚度增加, 干燥时间相应延长, 说明厚度增加, 其干燥时间增加的不如温度降低和湿度变大时明显。
图4 相对湿度-时间曲线 (Φ18 mm×0.1 mm, RH=40%)
Fig.4 Relative humidity-drying time curve (the sample diameter and thickness were 18 and 0.1 mm temperature was 40 ℃)
图5 坯体厚度YSZ薄膜干燥曲线 (RH=60%, 40 ℃)
Fig.5 Drying curves of YSZ film (relative humidity was 60% and temperature was 40 ℃)
图6 坯体厚度-时间曲线 (RH=60%, 40 ℃)
Fig.6 Sample thickness-time curve (relative humidity was 60% and temperature was 40 ℃)
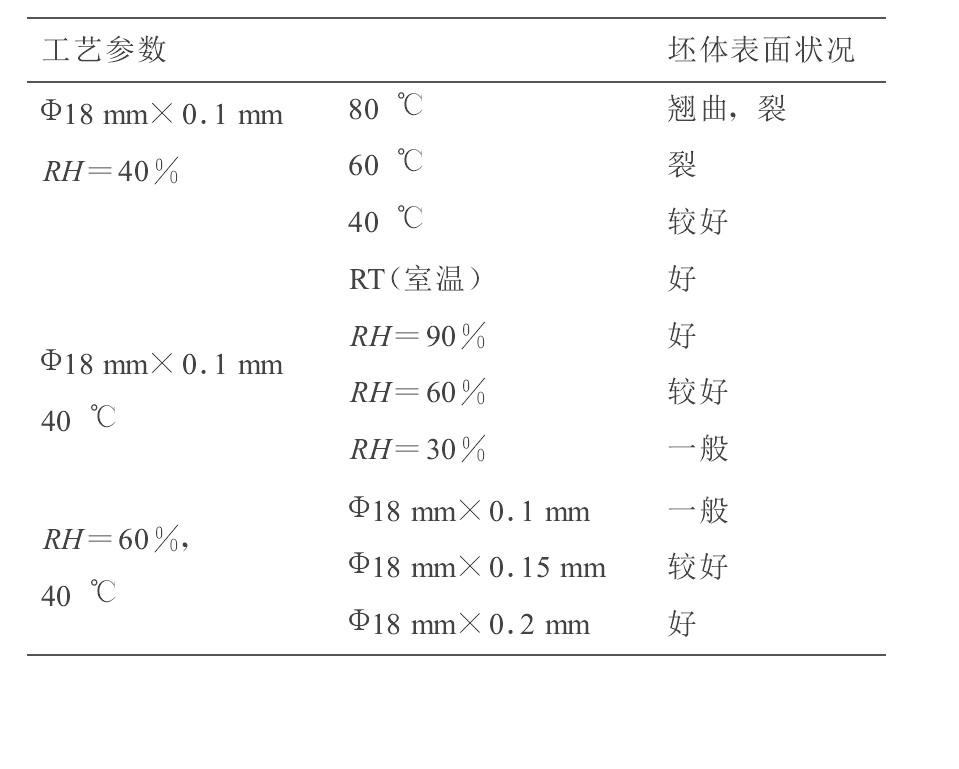
2.4 干燥过程对YSZ薄膜表面的影响
表1是不同干燥过程对YSZ薄膜表面的影响, 由表1可见, 当温度高时 (80, 60 ℃) , 干燥第一阶段薄膜坯体失重较大, 封堵了表层孔隙, 限制了干燥第二、 三阶段中自由水的排出, 坯体内积蓄了大量内应力, 或是薄膜表面不同区域干燥速率不同, 导致收缩不一致, 使薄膜坯体发生翘曲和开裂, 这与图1所示吻合。 在相对湿度大、 温度低和坯体厚度大的条件下, 恒速率干燥 (第一阶段) 持续时间较长, 有利于自由水的连续排出, 此时薄膜坯体的表面状况较好, 仍然可以成膜。
表1 不同干燥过程对YSZ薄膜表面的影响 下载原图
Tab.1 Effects of various drying process on surface of YSZ film
表1 不同干燥过程对YSZ薄膜表面的影响
3 结 论
利用水基凝胶注模法, 制备出厚为100 μm、 面积为60 mm×60 mm YSZ固体电解质薄膜。
1.水基凝胶注模YSZ薄膜干燥过程中, 第一阶段的干燥速率明显快于第二、 三阶段的干燥速率, 第三阶段干燥速率受外部条件影响最小。
2.温度和湿度对干燥失重速率的影响比坯体厚度的影响大, 温度越高, 湿度越小, 坯体厚度越小, YSZ薄膜失重速率越大, 干燥周期越短。
3.温度低、 湿度大、 厚度大时, 干燥脱水后的YSZ薄膜表面成膜性好。 但考虑到工业化生产效率, 对于厚度为0.1 mm的YSZ薄膜, 选40 ℃, RH =60%的干燥参数较为适宜, 既可以缩短干燥周期, 又可以保证YSZ表面的成膜性。
参考文献
[1] ] 蒋 凯, 张秀英, 郭崇峰. 固体氧化物燃料电池中电解质[J].稀有金属, 2001, 25 (2) :121.
[2] 贺天民, 吕吉吉, 刘 江, 等. 改进注浆法制备 (ZrO2) 0.92 (Y2O3) 0.08电解质管的电学性质及应用[J].中国稀土学报, 2002, 20 (1) :16.
[3] 丁铁柱, 姜忠良, 陈秀云, 等. 稀土氧化物LSCO YSZ的XRD和XPS研究[J].中国稀土学报, 2002, 20 (4) :327.
[4] 梁长海. 维持凝胶织构的干燥理论、技术及应用[J].功能材料, 28 (1) , 1997.10.
[5] Jenny, etal. Methodformoldingceramicpowdersusingawater basedgelcastingprocess.UPS 5145908, 9, 1992.
[6] OgbemiiOOmatete, MarkA .Janney, RichardA .Strehlow. GelcastingAnewceramicformingprocess[J].CeramicBulletin, 1991, 70 (10) :1641.
[7] SarbajitGhosal, AbbasEmamaiNacini. Aphysicalmodelforthedryingofgelcastceramics[J].J .Am.Ceram.Soc., 1999, 82 (3) :513.
[8] GeorgeW . Scherer, Theoryofdrying[J].J .Am.Ceram.Soc., 1990, 73 (1) :3.
[9] 郭亚丽, 张建华, 毕进子, 等. 溶胶凝胶ZrO2陶瓷薄膜早期干燥过程研究[J].宇航材料工艺, 2002, 3:59.