稀有金属 2008,(05),558-562 DOI:10.13373/j.cnki.cjrm.2008.05.008
高能球磨对Al-Fe-V-Si耐热铝合金微观组织及压缩性能的影响
邹利华 肖伯律 左涛 樊建中
北京有色金属研究总院国家有色金属复合材料工程技术研究中心
摘 要:
采用惰性气体雾化法制备了Al-7.8Fe-1.3V-2.0Si合金粉末, 通过高能球磨和粉末冶金工艺制备了Al-Fe-V-Si合金棒材, 研究了材料的微观组织和在25, 250, 315℃下合金的压缩强度, 结果表明, 高能球磨可以使合金中Al12 (Fe, V) 3Si析出相分布更加弥散均匀, 能使合金在25, 250和315℃下的压缩强度得到大幅度提高。
关键词:
Al-Fe-V-Si ;高能球磨 ;微观组织 ;压缩强度 ;
中图分类号: TG146.21
作者简介: 樊建中 (E-mail:Jzfan@grinm.com) ;
收稿日期: 2008-08-16
Effect of High Energy Ball Milling on Microstructure and Compressive Performance of Al-Fe-V-Si Alloy
Abstract:
Al-7.8Fe-1.3V-2.0Si powders were produced by inert gas atomization, and extruded Al-Fe-V-Si bars were prepared with the powders obtained by ball milling and utilizing powder metallurgy route. Microstructure examination and compression tests were performed at temperatures of 25, 250, 315 ℃. The results showed that the main precipitate phase in this alloy, Al12 (Fe, V) 3Si particle, became more uniformly distribution after ball milling, while compressive strength values of the alloy were increased much more at temperatures of 25, 250, 315 ℃.
Keyword:
Al-Fe-V-Si; ball milling; microstructure; compress strength;
Received: 2008-08-16
与常见铝合金相比, Al-Fe-V-Si系列合金具有优异的高温力学性能, 因而可以作为飞机轮毂、 火箭壳体、 导弹尾翼、 航空发动机叶片等耐热部位的结构件, 在航空航天等军事领域中具有广泛的应用前景
[1 ,2 ,3 ,4 ]
。 目前该系列合金在美国已经可以商业生产, 其主要生产工艺为平流铸造-粉末冶金工艺 (PFC-PM) 。 PFC工艺是一种冷却速度相当大的快速凝固工艺, 可以使Al-Fe-V-Si合金中生成大量弥散分布的Al12 (Fe, V) 3 Si相, 该相在高温下不易分解或长大, 从而保证Al-Fe-V-Si合金具有优良的高温力学性能
[5 ,6 ,7 ,8 ]
。
与PFC工艺相比, 气雾化冷却速度稍低, 但其后续处理工艺简单, 易实现大规模生产, 因此开展气雾化法制备Al-Fe-V-Si合金的研究工作同样具有重要的实际意义
[9 ,10 ]
。 本文以气雾化Al-Fe-V-Si合金粉末为原料, 采用粉末冶金和高能球磨工艺制备了Al-Fe-V-Si合金棒材, 并观察了其微观组织, 测试了25, 250和315 ℃下棒材的压缩强度。
1 实 验
1.1 材 料
实验用Al-Fe-V-Si合金成分为Al-7.8Fe-1.3V-2.0Si (%, 质量分数) 。 材料的制备工艺为: 熔炼Al-Fe-Si和Al-V中间合金, 然后按照金属的成分配比, 熔炼得到Al-Fe-V-Si合金坯锭, 随后氩气雾化制备成合金粉末。 取-150目粉末进行高能球磨, 球料比为40∶1, 转速为180 r・min-1 , 球磨时间为30 h, 球磨过程采用氩气保护防止粉末氧化。 分别将气雾化粉末和球磨粉末经真空除气热压, 热压温度为410 ℃, 之后挤压为棒材, 挤压温度为410 ℃, 挤压比为25∶1。
1.2 方 法
对球磨前后的Al-Fe-V-Si合金粉末及合金的挤压棒材进行了X射线衍射分析 (XRD) 。 并采用金相显微镜分别对粉末及合金挤压棒材的微观组织进行观察。
压缩实验试样尺寸为Φ 5 mm×10 mm, 试样轴线与棒材挤压方向平行。 分别在25, 250和315 ℃下进行压缩实验, 其中250及315 ℃下的实验在达到实验温度后, 对试样进行30 min保温以保证试样温度均匀, 压缩初始应变速率为0.006 s-1 。 每个温度下取3个试样, 结果取平均值。
2 结果与分析
2.1 微观组织分析
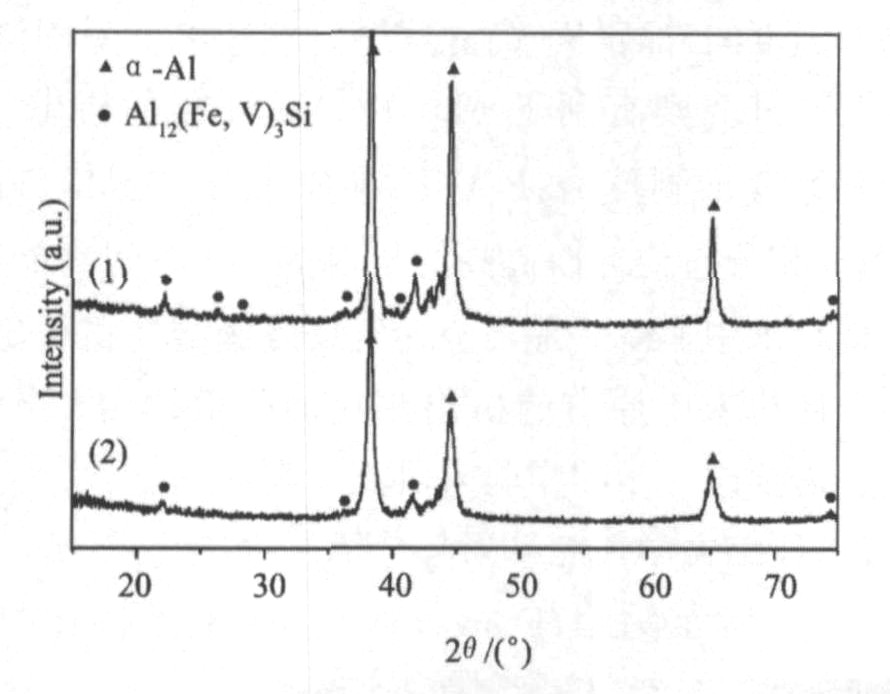
图1为气雾化粉末球磨前后的XRD图谱。 从图中可以看出, 气雾化粉末中主要析出相为Al12 (Fe, V) 3 Si相; 合金粉末经高能球磨后, α-Al及Al12 (Fe, V) 3 Si相的衍射峰半高宽明显增大, 说明高能球磨后Al-Fe-V-Si合金粉末中晶粒尺寸明显减小, 晶粒得到细化; 同时Al12 (Fe, V) 3 Si相峰宽增加, 强度变小, 这可能是球磨造成溶质原子固溶度增大, Fe, V在球磨过程中部分溶解入合金基体所致。
图1 Al-Fe-V-Si合金粉末XRD图谱
Fig.1 X-ray diffraction pattern for Al-Fe-V-Si powder
(1) Powder as-atomized; (b) Powder afterhigh energy milled after30 h
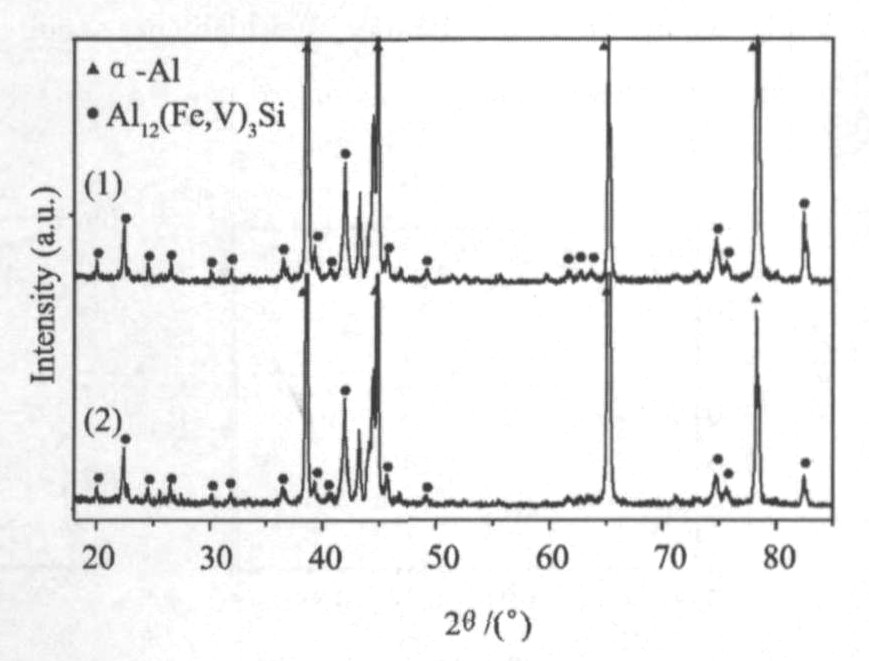
图2为Al-Fe-V-Si合金挤压棒材的XRD图谱, 从图中可以看出, 气雾化粉末制备合金中α-Al及Al12 (Fe, V) 3 Si相的衍射峰强度明显大于球磨粉末制备的合金, 并且气雾化粉末制备合金中衍射峰出现分裂现象的程度也明显大于球磨粉末制备合金, 说明与球磨粉末制备合金相比, 气雾化粉末制备合金在制备中一系列的热加工过程中晶粒和相的生长更完全, 因此可知气雾化粉末制备合金中的晶粒直径要大于球磨粉末制备合金。 图2与图1比较, 可以看出图2中各Al12 (Fe, V) 3 Si析出相衍射峰半高宽均明显减小, 其主要原因为合金挤压棒材的制备过程中进行了真空热压和热挤压, 在一定温度下加热有利于Al12 (Fe, V) 3 Si相从Al-Fe-V-Si合金过饱和基体中析出
[9 ]
, 从而使XRD图谱中Al12 (Fe, V) 3 Si相的衍射峰更加明显。 Hariprasad等
[9 ]
对Al-Fe-V-Si气雾化粉末进行的退火实验及DSC测试也证明了这一点。
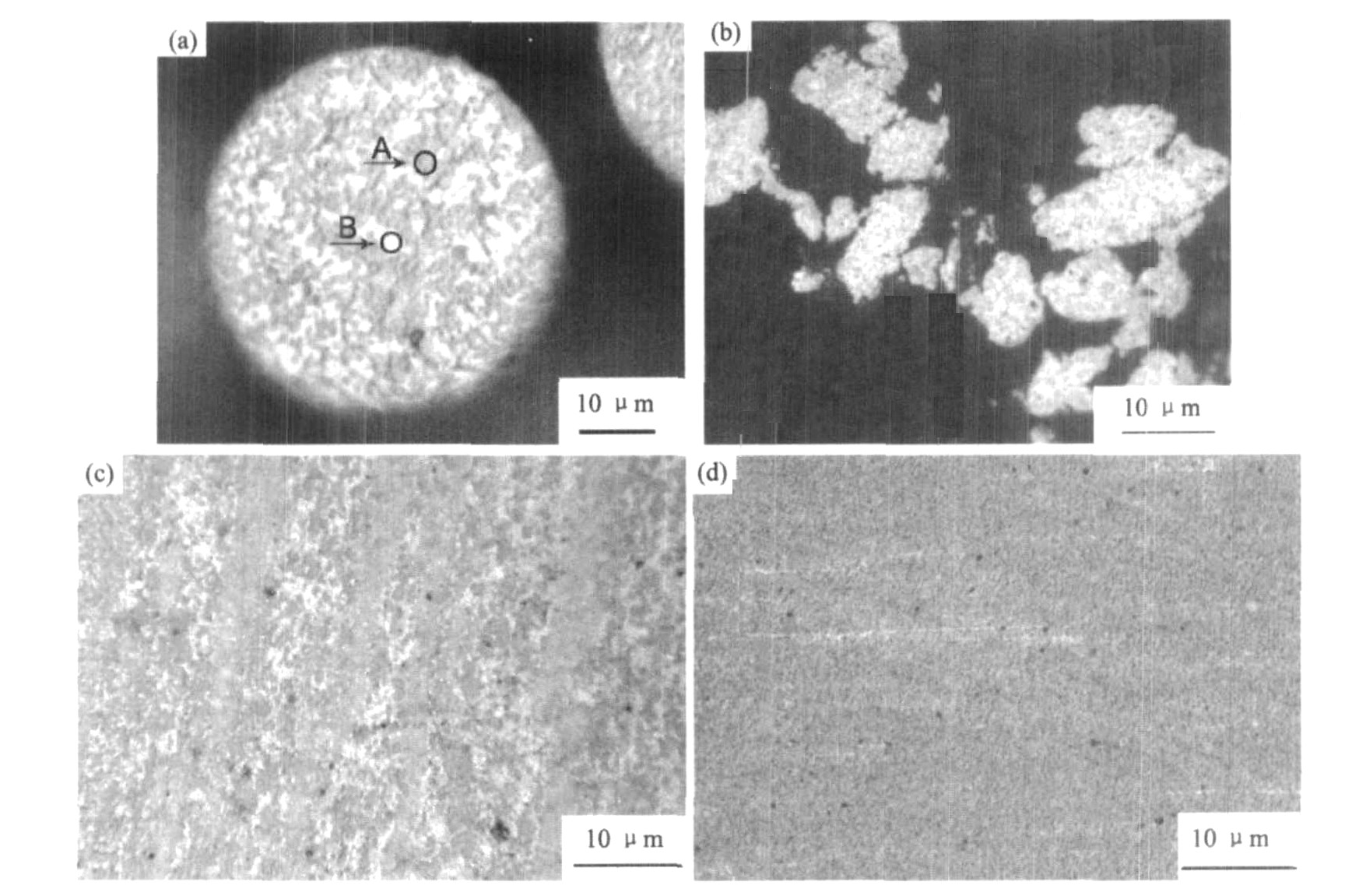
图3为气雾化Al-Fe-V-Si合金粉末球磨前后及合金挤压棒材的金相照片。 由图3 (a) 可见气雾化Al-Fe-V-Si合金粉末为球形颗粒, 由深色块状组织 (A区) 和浅色组织 (B区) 组成, 二者之间有比较明显的界限。 粉末球磨30 h后金相表明 (图3 (b) ) , 球磨后粉末颗粒完全被破碎, 呈不规则形貌, 相对球磨前, 其中不存在类似于图3 (a) 中A区与B区的明显组织差异, 粉末颗粒整体上组织比较均匀。 图3 (c) , (d) 为合金挤压棒材的金相照片, 气雾化粉末制备合金中仍然可见相当明显的深色块状组织和浅色组织区别, 经过30 h高能球磨后, 球磨粉末制备的合金组织均匀性好, 相对气雾化粉末制备的合金得到很大改善。
图3中的深色A区组织为Al12 (Fe, V) 3 Si相集中分布区。 根据文献
[
6 ,
7 ,
9 ,
10 ]
报道表明, Al-Fe-V-Si合金中Al12 (Fe, V) 3 Si析出相尺寸一般在50~150 nm之间, 因此在图3所示显微尺度下是难以观察到的, 但是目前国内外研究者
[9 ,10 ,11 ]
对Al-Fe-V-Si合金的研究表明: 平流铸造、 气雾化法、 喷射沉积等方法制备的Al-Fe-V-Si条带/粉末/块体中, 均可以用金相显微镜清晰观察到Al12 (Fe, V) 3 Si析出相的大体分布。 其主要原因为, 快凝Al-Fe-V-Si合金中Al12 (Fe, V) 3 Si析出相体积分数相当大, 例如与本实验使用合金成分相似的Al-8.5Fe-1.3V-1.7Si合金中Al12 (Fe, V) 3 Si析出相体积分数约在27%左右
[6 ]
, 在凝固过程中Al12 (Fe, V) 3 Si析出相与过饱和固溶体共存形成了图3中所示的深色A区组织, 因为A区组织含量相当大, 在金相显微镜下观察也相当明显, 因此通过观察A区组织分布状况就可以得知合金中Al12 (Fe, V) 3 Si相的分布均匀与否。
分别对比图3 (a) 与 (b) , (c) 与 (d) 表明, 高能球磨改善了合金粉末中Al12 (Fe, V) 3 Si析出相分布的均匀性, 并且球磨粉末制备得到合金的组织的均匀性也高于未球磨粉末制备得到的合金, 说明高能球磨有利于Al-Fe-V-Si粉末及合金的组织均匀性。 高能球磨可以改善合金粉末中析出相的分布这一现象已经得到了研究和确认, 其主要机制为高能球磨在球磨粉末中造成大量的空位、 位错、 亚晶等晶体缺陷, 这些缺陷有利于元素的快速扩散; 同时, 长时间的球磨减小了粉末晶粒尺寸, 有利于减小扩散层间距; 此外, 高能球磨会引起粉末局部温度的升高
[12 ]
。 高能球磨有利于Fe, V固溶, 温度的升高则有利于Al12 (Fe, V) 3 Si相的析出
[9 ]
, 因此笔者推测球磨使Al-Fe-V-Si粉末中Al12 (Fe, V) 3 Si相分布均匀性提高的机制为: 长时间高能球磨使粉末中Fe, V等合金元素反复固溶与再析出, 从而使粉末中原有的析出相更加弥散均匀, 当然这还需要进一步的实验来研究证实。
图2 Al-Fe-V-Si合金挤压棒材的XRD图谱
Fig.2 X-ray diffraction pattern for Al-Fe-V-Si alloy
(1) Extruded bar prepared was gas atomized powder; (2) Extruded bar prepared with high energy milled powder
2.2 压缩力学性能结果与分析
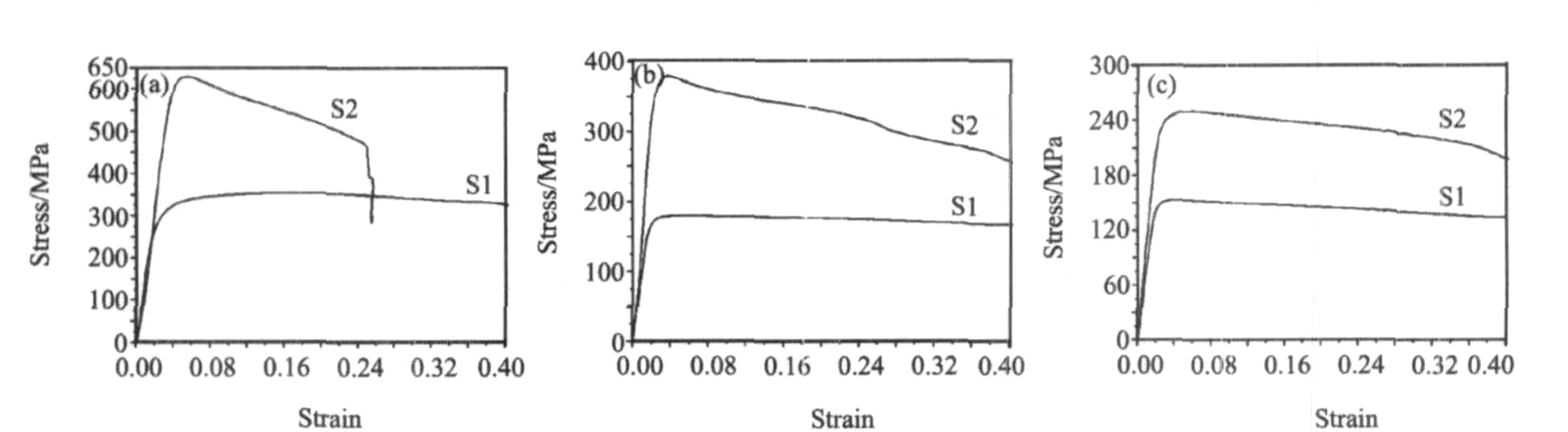
图4所示为Al-Fe-V-Si合金挤压棒材在25, 250及315 ℃下压缩应力-应变曲线。 由图可见, 25, 250及315 ℃下球磨粉末制备合金的变形抗力均大于气雾化粉末制备合金; 而且在这3个实验温度下, 球磨粉末制备合金都有明显的应变软化。 分别观察25, 250及315 ℃下测试后各试样的完整性, 结果为: 气雾化粉末制备合金的试样在3个测试温度下实验后均比较完整, 球磨粉末制备合金的试样25 ℃时在应变为0.24时碎裂, 在250 ℃时试样边缘出现平行于应力轴向的裂纹, 仅在315 ℃下测试后比较完整, 说明25, 250 ℃时气雾化粉末制备合金塑性变形能力明显大于球磨粉末制备合金; 随着温度升高, 球磨粉末制备合金的塑性变形能力得到提高。
图3 Al-Fe-V-Si合金粉末球磨前后及合金挤压棒材金相照片
Fig.3 Optical micrographs of Al-Fe-V-Si alloy powder and extruded bars
(a) Powder as-atomized; (b) Powder after high energy milled for 30 h; (c) Extruded bar prepared with gas atomized powder; (d) Extruded bar prepared with high energy milled powder
图4 不同温度下Al-Fe-V-Si合金压缩实验的应力-应变曲线图
Fig.4 Stress vs strain for compress test temperature at 25 ℃ (a) , 250 ℃ (b) and 315 ℃ (c) (S1-Extruded bar prepared by gas atomized powder, S2-Extruded bar prepared by high energy milled powder)
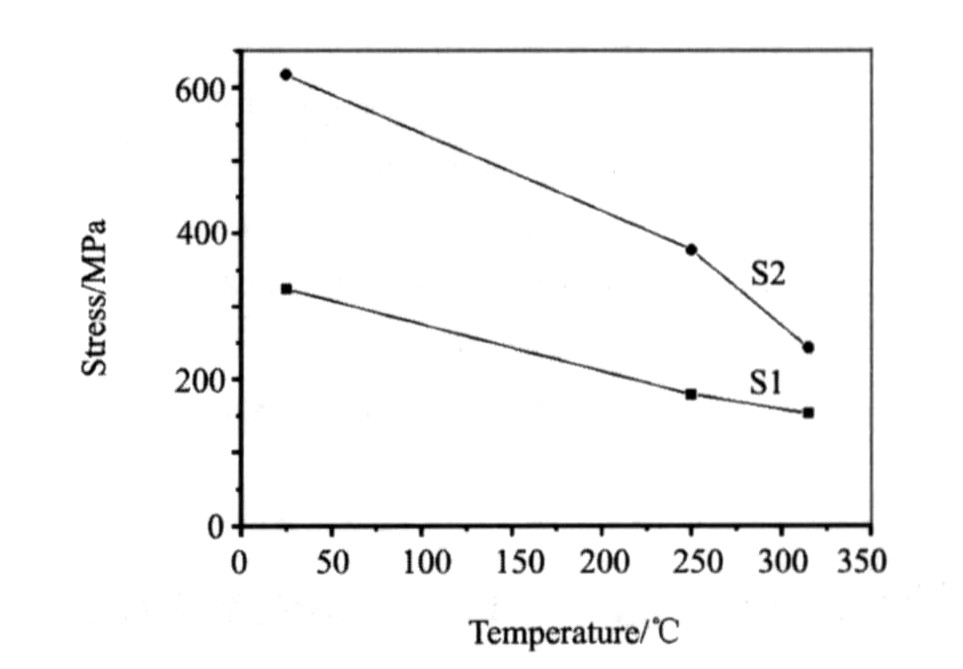
图5为Al-Fe-V-Si合金不同温度下压缩屈服强度曲线, 由图可见, 与气雾化粉末制备合金相比, 球磨粉末制备合金在25, 250及315 ℃下的压缩屈服强度均高于气雾化粉末制备合金, 具体数值为25 ℃时屈服强度提高了91%, 250 ℃时提高了108%, 315 ℃时则提高了59%。 随着温度升高, Al-Fe-V-Si合金的压缩屈服强度同时下降。 将同一工艺制备合金试样做比较, 与25 ℃时压缩屈服强度相比, 球磨粉末制备合金在250及315 ℃下压缩屈服强度下降的比例较大, 气雾化粉末制备合金在250及315 ℃下压缩屈服强度下降的比例则相对较小, 可见高能球磨对合金的增强效果在25 ℃时较好, 随着温度升高, 增强的效果下降。 产生这种现象的原因为: 球磨粉末制备合金在制备过程中经历了高能球磨, 组织均匀性比气雾化粉末制备合金要高, 晶粒直径要小, 因此其25 ℃时的压缩强度远远高于气雾化粉末制备合金。 随着温度升高, 位错的可动性增加, 并且高温下可以通过回复来降低位错密度, 因此这些因素的综合作用造成Al-Fe-V-Si高温压缩强度下降。 在其他条件相同的情况下, 由于高温下存在晶界滑动等因素, 晶粒细小会降低材料的高温强度, 因此球磨粉末制备合金高温压缩强度下降的百分比大于气雾化粉末制备合金。 但是高能球磨后的Al-Fe-V-Si合金中Al12 (Fe, V) 3 Si相细小而且分布更加均匀, 对位错运动仍然具有良好的阻碍作用, 因此球磨粉末制备合金高温下的屈服强度仍然明显高于气雾化粉末制备合金。
图5 压缩实验中不同温度下Al-Fe-V-Si合金的屈服强度 (其中S1为气雾化粉末制备合金; S2为球磨粉末制备合金)
Fig.5 Compressive yield strength vs temperature for extruded bar prepared by gas atomized powder and extruded bar prepared by high energy milled powder
3 结 论
气雾化制备得到Al-Fe-V-Si合金粉末中主要析出相是Al12 (Fe, V) 3 Si相; 高能球磨可以在微观尺度上改善Al-Fe-V-Si粉末中Al12 (Fe, V) 3 Si析出相的分布, 因此可以大幅度提高Al-Fe-V-Si合金的室温和高温强度。
参考文献
[1] Skinner DJ, Rayhould R L.Dispersion strengthened Al-Fe-V-Si alloy[J].Scripta Matallurgical, 1986, 20 (6) :867.
[2] Suryanarayana C, Froes F H, Krishnamurthy S, KimY W.Devel-opment of light alloys byrapid solidification processing[J].Interna-tional Journal of Powder Metallurgy, 1990, 26 (2) :117.
[3] Das S K, Davis L A.High performance aerospace alloys via rapid solidification processing[J].Materials Science and Engineering, 1988, 98:1.
[4] Wadaworth J, Froes F H.Developments metallic materials for aerospace applications[J].Journal of Matals, 1989, (5) :12.
[5] Das S K.Rapid solidification and powder metallurgy at allied-signal inc[J].Journal of Powder Metallurgy, 1988, 24 (2) :175.
[6] Carreno F, Perez-Prodo MT, Gonzalez-Doncel G, Ruano OA.Tex-ture stability of a rapidly solidified dispersion strengthened Al-Fe-V-Si material[J].Scripta Materialia, 1998, 38 (9) :1427.
[7] Yaneva S, Kalkanl A, Petrov K, Petrov P, Yvan Houbaert Ir, Kassabov S.Structure development in rapidly solidified Al-Fe-V-Si ribbons[J].Materials Sciences and Engineering A, 2004, 373:90.
[8] Rodriguez MA, Skinner DJ.Compositional analysis of the cubic silicide intermetallics in dispersion strengthened Al-Fe-V-Si alloys[J].Journal of Materials Science Letters, 1990, 9:1292.
[9] Hariprasad S, Sastry S ML, Jerina KL.Undercooling and super-saturation of alloying elements in rapidified Al-8.5%Fe-1.2%V-1.7%Si alloy[J].Journal of Materials Science, 1996, 31:921.
[10] Park WJ, Ahn S, KimNJ.Evolution of microstructure in a rap-idlysolidified Al-Fe-V-Si alloy[J].Materials Science and Engineer-ing A, 1994, 189:291.
[11] 朱宝宏.喷射成形Al-Fe-V-Si耐热铝合金的凝固行为及组织演变.硕士学位论文, 北京有色金属研究总院, 2002.44.
[12] Suryanarayana C.Mechanical alloyingand milling[J].Progressin Materials Science, 2001, 46:1.