DOI: 10.11817/j.ysxb.1004.0609.2020-36358
����̼���ٿ�����ǿPDC��ͷ̥�������ĥ����Ϊ
�� ��1, 2��л����1, 2���� ��1, 2����һ��1, 2
(1. �㶫ʡ��ѧԺ �㶫ʡ������ӹ��о��������� 510650��
2. �����Ѽ�ϡ�н�����ĩұ�̼����о����ģ����� 510650)
ժ Ҫ��������ѹ���������Ʊ�������̼���ٿ�����ǿPDC��ͷ̥����ϣ�̥�������֯���ȣ�̥����̼���ٿ���������̼���ٿ�����ͭ�Ͻ�����γɾ�����ɢ�㡣�ص��о���PDC��ͷ̥�������ĥ��ĥ����Ϊ��ĥ��������������������̼���ٿ�����ò��Ӱ��PDC��ͷ̥������ĥ��ĥ����Ϊ����Ҫ���ء��������������̼���٣�����̼�����ڲ�����������Ӧ�����У�������ĥ��Ч���ã����������PDC��ͷ̥����ϵ�����ĥ�����ܡ�����̼���ٿ�����ǿPDC��ͷ̥��������ĥ��������̼���ٿ�����ǿPDC��ͷ̥���10��������̼���ٿ�����ǿPDC��ͷ̥���ĥ�������ִ���ͭ�Ͻ�����繵�����״̼���ٿ�����ĥ���Բ����������̼���ٿ�����ǿPDC��ͷ̥���ĥ�����̼���ٿ���ͻ������������̼���ٿ������۶ϻ������ѡ�
�ؼ��ʣ�PDC��ͷ������̼���٣���ѹ����������ĥ��ĥ��
���±�ţ�1004-0609(2020)-02-0364-08���� ��ͼ����ţ�TD421.2 ���� ���ױ�־�룺A
PDC(Polycrystalline diamond compact���۾����ʯ����Ƭ)��ͷ���и��ߵİ�ȫ�ԣ��ɼ��������꾮����Ч�ʣ������꾮�ɱ�������ȡ��������ͷ��Ϊ������������������̽��������Ҫ����[1-2]��PDC��ͷ̥��������ǰ�����ʯ����Ƭ������ͷ�����ι����ӡ�̥���Ӳ�Ⱥ���ĥ�ԶԽ��ʯ��ͷ������������Ҫ��ֱ��Ӱ��̥��Խ��ʯ�İ����ι̶̳��Լ����ʯ�ܷ�ʱ����[3]������̼������WC��W2C����Ĺ���������и�Ӳ��(�ߴ�2500~3100 HV)�������ȶ��ԡ�����ĥ���Լ��������ʪ�����õ��ŵ㣬���㷺��������������������߿�ĥ������[4-5]��PDC��ͷ̥����ͨ��������30%����(��������)������̼������Ϊ��ǿ��[6-7]����ѹ������PDC��ͷ̥��ij����Ʊ�������2003������������Hughes Christensen��Smith����ͷ�������Ƴ��������꾮PDC��ͷ������������̼���ٿ���������Ϊ�Ǽܷ�ĩ��ͨ����ѹ�������۵��ͭ�Ͻ���Ƴɵ�[8]������ͭ�Ͻ���ճ������ɱ�����ʯ����ʯī����ͬʱ��Ǽܲ��Ϻֻ���������õ���ʪ�Ժͽ��ǿ�ȡ�̥����������̼������Ҫ�в�����״����������̼���ٺ���������̼�������֡�Ŀǰ��ͷ̥��ijɷ��䷽������죬Ӧ�ö������״���������������̼���ٿ�����ΪPDC��ͷ̥�����Ҫ�Ǽܡ�Ȼ����������̼������ȣ�����̼���پ���̼��������С��������֯�ʸߡ������ߴ�С����϶�ʵ͡�Ӳ�ȸ��Լ���ĥ�Ժõ��ŵ�[4]����ˣ�������������о���ר��ͨ��������������̼���ٿ���������̥����ϵ�����[9-10]�������ε�[11]����������[5]��������̼���ٷ�ĩ�Ʊ���Ӳ��ĥ��ʴͿ�㣬�����������̼���ٵļ�������Ч���е�������ĥ����ʴ���ܣ��ӳ�ʹ��������л���ĵ�[10]ͨ���Ա��о�����̼����������̼���ٵ����Ⱥͺ�����̥����֯�����ܵ�Ӱ�췢������̼���ٿ�����ǿPDC��ͷ̥����ϵ�������������ߣ���ʯ����ɡ�����װ�������ʿ�ɽ�����̻�е��������й�����Ӧ��ǰ����
��������̽�����У�PDC ��ͷ�ھ��Ĺ����������ӣ��ȳ��ܸ��ָ��ӵĽ����غ�(��Ťת���ж��Լ�����������õ�)�����ܵ���ʯ������м�ij�ˢĥ��(����ʯ���꾮ʱ�������ܵ�Һ���������ij�ˢ��ʴ)[12]����ʯ������ĥм�ȸ��������ĥ�IJ���֮�䣬�γ�Ħ�������塣��ˣ�PDC��ͷ��������е�ĥ����Ϊ�ɿ���������ĥ��ĥ��(�����꾮�����У�Һ��ij�ˢ��ʴ������ͷ��ĥ����Ϊ��Ϊ���ӣ������ݲ�����)������PDC��ͷ��ĥ����Ϊ�о���Ҫ������PDC������[13-14]������ͷ̥���ĥ����Ϊ������ʵ�ʹ����µ�����ĥ����Ϊȴ���б�����Ϊ�ˣ�����������̼���ٿ������������Ϊ�Ǽܷ�ĩ��������ѹ���������Ʊ�PDC��ͷ̥����ϣ���ǰ���о��������ص��о�PDC��ͷ̥�������ĥ����Ϊ��̽������̼���ٿ�����ò����������ͷ̥����ϵ�����ĥ��ĥ����Ϊ��Ӱ�죬����ʾ��ĥ�������
1 ʵ��
1.1 PDC��ͷ̥����ϵ��Ʊ�
����V�ͻ��ϻ�������̼���ٷ�ĩ�����ۻ�Ͼ����ƳɹǼܷ�ĩ��ת��Ϊ40 r/min������ʱ��Ϊ4 h������̼���ٷ�ĩ���Թ�����Ӳ���������˾�ṩ����Ϊ������״����������̼��������������̼�������֡����۲��ø�ѹˮ�������Ʊ����ʽ����Σ�������С��38 ��m������̼���ٷ�ĩ�ijɷ����������1��ʾ��ԭ�Ϸ�ĩ������ò���ǰ�ڹ���[10]��
������ѹ���������Ʊ�PDC��ͷ̥����ϡ����Ǽܷ�ĩװ��ʯīģ���У���ʵ��������һ������CuNi���Ͻ�����Ϊճ���������װ�õ�ʯīģ�߷�������ȴ���¯�ж��������н��������������¶�Ϊ1150 �棬����ʱ��Ϊ1 h���������¡����¼���ȴ����ʼ�ձ�����նȵ���20 Pa�����½�����¯�������º�ȡ�������������и��Ʊ������Ʒ�Ա���֯����������ĥ�����ܲ��ԡ���2��ʾΪPDC��ͷ̥����ϵı�š��ɷ��䷽���ܶȡ�
���ð�������ˮ���������䷽̥����ϵ��ܶȡ�����JEOLJXA-8100�͵���̽��۲�̥����ϵ�����֯������HR-150A������Ӳ�ȼƲ���̥����ϵ�����Ӳ�ȣ����ʯ����ѹͷ�ͺ�ΪHRC-3��Բ�� Ϊ120�㣬�غ�Ϊ1.47 kN����������뾶RΪ0.2 mm��Ӳ�Ȳ���ǰ�������������300#~2000#��SiCɰֽ�Ͻ�����ĥ�����ÿ������ȡ6�����������Ӳ�Ȳ��������ȡ��ƽ��ֵ��
Ϊ120�㣬�غ�Ϊ1.47 kN����������뾶RΪ0.2 mm��Ӳ�Ȳ���ǰ�������������300#~2000#��SiCɰֽ�Ͻ�����ĥ�����ÿ������ȡ6�����������Ӳ�Ȳ��������ȡ��ƽ��ֵ��
1.2 ����ĥ������
����MMH-5��������ĥ���������̥����Ͻ���ĥ�����飬ת��Ϊ30 r/min�������غ�Ϊ6 kg��ĥ��ΪʯӢɰ(��Ҫ�ɷ�SiO2)������Ϊ120~250 ��m��ÿ������Ԥĥʱ��Ϊ120 min��Ԥĥ��ÿĥ��30 minΪһ���ν�����ϴ����������AL204�͵�����ƽ(����0.01 mg)������������ĥ��ǰ���������ʧ�����ڸ�̥���������ԭ�ϼ������������죬��ɸ������ܶȲ���ͬ������������ʧ�����ܿ�ѧ����������ĥ�ԣ��ʱ��IJ��������ʧ����̥����ϵ���ĥ���ܡ������ʧ��V=m/�ѣ�mΪ������������ʧ������Ϊ�����ܶȡ�����JEOLJXA-8100�͵���̽��۲�̥����ϵ�ĥ�������ò������INCAPentaFET-x3�����Ƕ�ĥ�������оֲ�Ԫ�ط���������Bruker DEKTAK XT̽��ʽ���������Dz���̥����ϵ�ĥ�����3D������ĥ����ı���ֲڶ�Ra��
��1 ����̼���ٷ�ĩ�ijɷ�������
Table 1 Compositions and properties of cast tungsten carbide powders used in this study

��2 PDC��ͷ̥����ϵı�źͳɷ��䷽���ܶ�
Table 2 Specimen number, composition and density of prepared PDC drill bit matrix material

2 ���������
2.1 ̥����ϵ�����֯
ͼ1��ʾΪ̥����ϵ�����֯��̥������е�����̼���ٿ����������������������ȷֲ���ͭ��ճ�����С�����ͬ��ʵ�������£���������̼���ٿ�����ǿ̥����ϵ�̼���ٿ�����Ǵ��ɼ���϶����ͼ1(a)��(b)��ʾ������Ҫ������̼���ٿ�����״����������Ϊ�Ǽ��ڽ���ǰ�Ŀ�϶�����ȡ�����ͨ����������¡����⣬ǰ�ڵ�������ɨ���XRD���[10]��ʾ��1) �������ͭ�Ͻ����ۺϲ����ȷֲ���ͭ�Ͻ�����У�2) ����̼���ٿ�����ͭ�Ͻ�����з����ֲ��ܽⲢ�γɾ�����ɢ�㣬����̼������ͭ�Ͻ����Ľ�����δ���ɽ����仯���̼���ٿ��������γɵ���ɢ��������̥���е�����̼��������պϽ��γ����õĽ�ϣ����̼����������Ľ��������Ի����ǿ�����ã�������̥��������ܵ���ߡ�
2.2 ̥����ϵ�Ӳ��
̥��Ӳ�ȿ�����Ϊ����̥����ĥ�Ե�һ���Ƚ�ֱ�۵IJο�ָ�ꡣһ����˵��Ӳ��Խ�ߣ����ϵ���ĥ����Խ��[15]������ĥ����������ص�Ӱ�졣ͼ2��ʾΪ���䷽̥����ϵ�����Ӳ�ȡ�����̼���ٺ��������ӣ�Ӳ�ȼ�ѹͷ�Ӵ���̼����Ӳ�ʵ�ļ�����������̼���ٺ���Ϊ94%��̥�����1#��3#��Ӳ�ȸ���̼���ٺ���Ϊ87%��̥�����2#��4#��Ӳ�ȡ����⣬������̼���ٺ�����ͬʱ��̼���ٵĿ�����ò��̥����ϵ�Ӱ���С��Ҳ������̼���ٿ�����ǿ̥�����3#��4#��Ӳ�ȷֱ�������̼���ٿ�����ǿ̥�����1#��2#���൱��
2.3 ̥����ϵ�����ĥ����Ϊ��ĥ�����
̥�����ĥ������PDC��ͷ����Ҫ����ָ��֮һ��ֱ��Ӱ����ͷ��ѡ�������̲�����ȷ�������õIJ��������Լ��������ľ���ָ��[13]��ͼ3��ʾΪ���䷽̥���������ĥ��2 h��ĺ����ò������̼���ٿ�����ǿ̥�����1#��2#��Ħ����ɼ�������繵��������̼���ٿ�����ǿ̥��3#��4#��ĥ�������Ϊƽ������δ������������Ե���Կɼ�ĥ��ʵ��ǰ���⾵�����
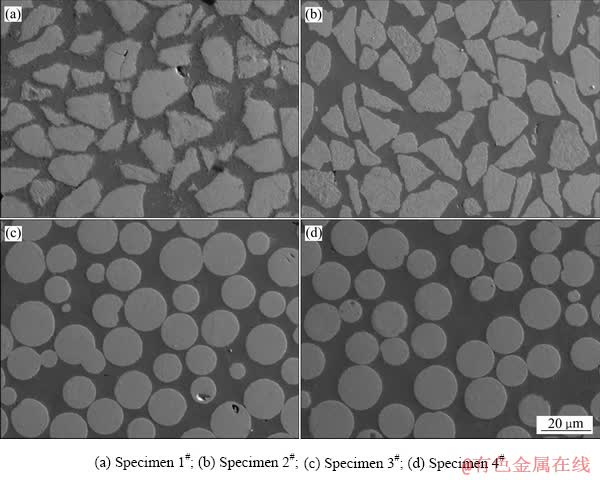
ͼ1 ����̼���ٿ�����ǿPDC��ͷ̥����ϵ�����֯
Fig. 1 Microstructures of cast tungsten carbide particles reinforced PDC drill bit matrix materials
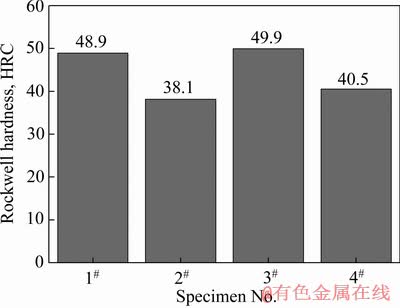
ͼ2 ̥����ϵ�����Ӳ��
Fig. 2 Rockwell hardness of PDC drill bit matrix materials
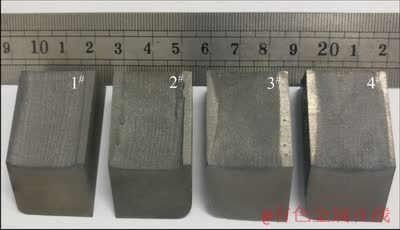
ͼ3 ̥���������ĥ���ĺ����ò
Fig. 3 Macro profiles of PDC drill bit matrix materials after three-body wear tests
ͼ4(a)��ʾΪ̥���������ĥ������е����ĥ��������ʱ��ı仯���ߡ���ͼ4(a)��֪��30 min������̥����ϵ�ĥ�����ʻ���ά���ȶ������ǣ�������̼���ٵĿ�����ò��ͬʱ����������̼���ٿ����ĺ�������Ӳ�ȵ�̼���ٿ�����ǿ��̥�����ĥ���ܣ����̥����ϵ�ĥ��������Ӧ���͡�ͬʱ���Կ������������������̼���ٿ�����ǿ̥�����1#��2#����������̼���ٿ�����ǿ̥�����3#��4#��ĥ�������������͡�ͼ4(b)��ʾΪ̥���������ĥ��2 h��������ĥ������̥�����1#��2#(����������̼����)��̥�����3#��4#(����������̼����)�������ʧ�����10���Ҳ����������̼���ٿ�����ǿ̥�����3#��4#����ĥ����Զ������������̼���ٿ�����ǿ̥�����1#��2#����ĥ�ԡ����ͼ2��̥����ϵ�Ӳ�ȿ�֪��������̼���ٺ�����ͬʱ̥���Ӳ���൱����̥�����ĥ����ȴ�����Զ����ˣ�����̼���ٵĿ�����ò��Ӱ��̥���������ĥ�����ܵ���Ҫ���ء����⣬��Ȼ��������̼��������������̼���ٵ�Ӳ���൱(����1)��������̼�����ڲ������٣�����Ӧ�����У������̥����ϵ���ĥ����ͬ�����дٽ����á�
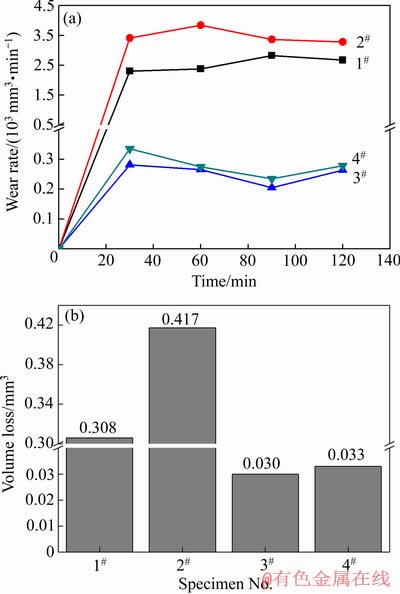
ͼ4 ̥����ϵ�����ĥ�����ʺ�ĥ���������ĥ����
Fig. 4 Wear rate of PDC bit matrix materials vs wear time(a) and total wear volume of PDC bit matrix materials(b)
ͼ5��6��ʾ�ֱ�Ϊ̥���������ĥ���ı���ĥ����ò��ĥ�����ֲ�����EDSͼ��(ĥ��ʱ��Ϊ2 h)��ͼ7��ʾΪ̥�����ĥ������3D����ͼ����ͼ7��֪������2 h������ĥ��ĥ�������̼���ٿ�����������Բ��(��ͼ5)��ĥ�������̼���ٵ�λ�þ�����ͭ�Ͻ����ƽ��(��ͼ5��7)����˵��ͭ�Ͻ�������ȱ�ĥ��ĥ��ĥ��һ���̶Ⱥ����̼���ٿ������������һ����ĥ�𣬴�ʱ̼���ٿ�������ĥ��ĥ�𡣸�Ϊ��Ҫ���ǣ��Ա�̥�����1#��2#��3#��4#����ĥ����ò���֣�̥�����1#��2#ĥ��������ƽ���ҳ��ִ�����ͭ�Ͻ�����繵������ͭ�Ͻ���ǡ����ǡ���̼���ٿ������棻��̥�����3#��4#��ĥ����������̼���ٿ���������������������̼���ٿ������۶ϻ����ѡ�ͼ8��ʾΪ̥���������ĥ��ĥ���ĥ����ı���ֲڶȡ�
������̼���ٺ�����ͬʱ(̥�����1#��3#)����������״̼���ٿ����������������(��ͼ5(a)��ͼ7(a))��������¶������״̼���ٿ������ȷֲ���ĥ����棬����̥�����1# ĥ���ı���ֲڶȸ���̥�����3#�ģ�����̼���ٿ�������״ʱ������̼���ٺ�����̥���е�ͭ�Ͻ���庬�����ӣ�������ܸ����ĥ��(��ͼ5(d)��7(d))���Ӷ�����̥�����4#ĥ���ı���ֲڶȸ���̥�����3#�ġ�̥�����2#ĥ���ı���ֲڶ���ͣ�����������������̼���ٿ���������������ͭ�Ͻ���帲�ǻ���䵼��ĥ�����ƽ������(��ͼ5(b)��7(b))���������˵������̼���ٿ����ʶ��״��ĥ������������ѻ�ӻ����а��䣬�Ի����֧�����ýϲ������̼���ٿ���Ӳ�ȸߡ���ǣ�������ĥ��ĥ�������������滬��Ħ������С����ĥ�ϵ�Ħ�����ý��ͣ�������������ӻ�����䣬������̼���ٿ���������ĥ��Ч���ã������������PDC��ͷ̥�����(3#��4#)������ĥ�����ܡ�
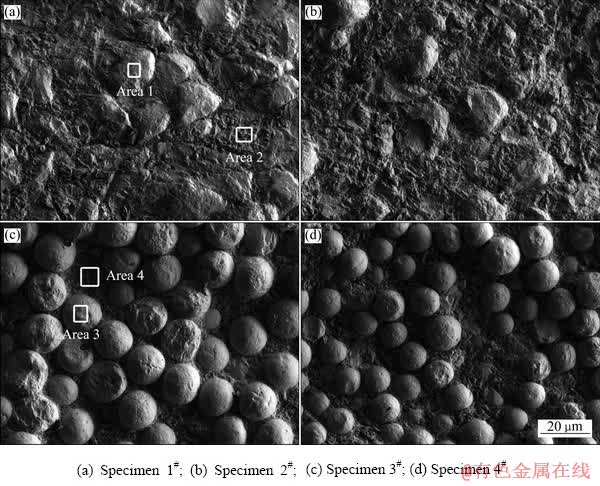
ͼ5 ̥���������ĥ���ı���ĥ����ò
Fig. 5 Surface morphologies of PDC bit matrix materials worn by SiO2 slurries for 2 h
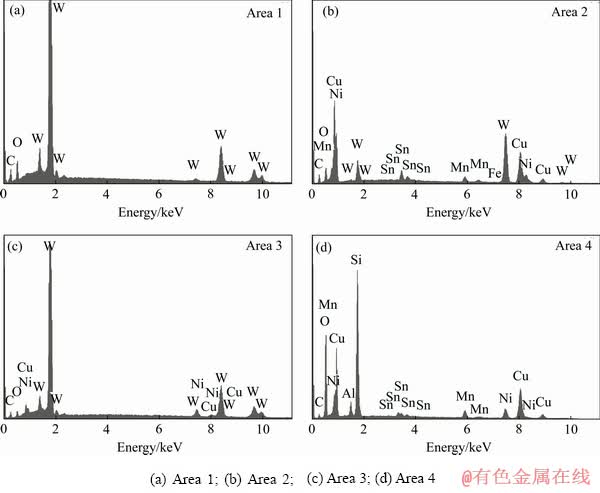
ͼ6 ̥���������ĥ���ĥ�����ֲ����������ͼ
Fig. 6 EDS patterns of local area (pointed out in Fig. 5) on worn surface of PDC bit matrix materials
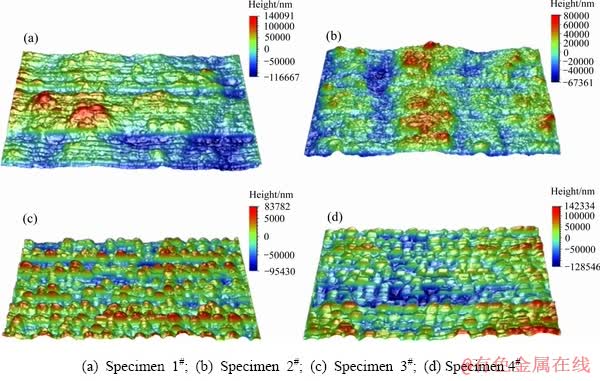
ͼ7 ̥����ϵ�ĥ�����3D����
Fig. 7 3D profiles of wear surfaces of PDC drill bit matrix materials

ͼ8 ̥���������ĥ���ĥ����ı���ֲڶ�
Fig. 8 Roughness Ra of worn surfaces of PDC drill bit matrix materials after three-body wear tests
������������������̼���ٿ�����ǿPDC��ͷ̥����ϵ�����ĥ��ĥ����̼�ĥ��������Ʋ����£�
1)ĥ����ڣ�̥�������̼���ٿ�����ͭ�Ͻ����ͬʱ�ܵ�ĥ�ϵ�������ĥ����ͭ�Ͻ����Ӳ�ȵͣ����ȱ�ĥ���������繵��
2)����ĥ����̼������У�����̼���ٿ����ֿ�ĥ�ϵ�������ĥ�𣬿������ĥ����С(��������̼���ٵ�Ӳ��(����HV2500)Զ����ʯӢɰ��Ӳ��(ԼHV1600)[16]��������Ӳ����ĥ��Ӳ��֮��Hm/Ha��0.8 ʱ�����ϵ�ĥ���������Ӳ�ȵ�������½�[15]��ͭ�Ͻ�������ĥ����°���̼���ٿ�����ͻ���ڻ���֮�ϣ�ͻ����������������̼���ٿ����ɼ�����Χ�°��Ļ�������Ӳ��ĥ�ϵĽ�һ��ĥ�𣬲������ϵġ���ӰЧӦ��(��ĥ����Ч����)�����°��Ļ�����������̼���ٿ������õġ�֧�����á�������̼���ٿ������۶ϺͰ��䡣
3��ĥ����ڣ�����̼���ٿ�����Χͭ�Ͻ����ij����°��������̼���ٿ�����֧�����������½���������̼���ٿ�������ĥ�ϳ���������ƣ��ĥ�������·����۶ϻ����飻����ĥ���۶ϻ������̼���ٿ�����ͭ�Ͻ���塰�ָ�����ͬһˮƽ״̬������ĥ������ظ�ֱ��̼���ٿ������۶ϻ����顣
3 ����
1) ����̼���ٿ�����ǿPDC��ͷ̥�������֯���ȣ�̥����̼���ٿ���������̼���ٿ�����ͭ�Ͻ�����γɾ�����ɢ�㡣̥����ϵ�Ӳ�ȼ�������̼���ٿ�����ò��Ӱ�졣
2) ����̼���ٿ�����ò��Ӱ��PDC��ͷ̥������ĥ��ĥ����Ϊ�Ĺؼ����ء��������������̼���٣�����̼�����ڲ�����������Ӧ�����У�������ĥ��Ч���ã����������PDC��ͷ̥����ϵ�����ĥ�����ܡ�����̼���ٿ�����ǿPDC��ͷ̥��������ĥ��Զ��������̼���ٿ�����ǿPDC��ͷ̥�壬ǰ�ߵ���ĥ�����Ǻ��ߵ�10����
3) ����̼���ٿ�����ǿPDC��ͷ̥���ĥ�����ƽ�������ִ���ͭ�Ͻ�����繵�����״̼���ٿ�����ĥ���Բ����������̼���ٿ�����ǿPDC��ͷ̥���ĥ�����̼���ٿ���ͻ������������̼���ٿ������۶ϻ������ѡ�
REFERENCES
[1] ����ǿ. ������������ͷ��չ����(��)�� PDC��ͷ��չ���̼�����̬��[J]. ̽��(�������), 2016, 43(3): 1-8.
ZUO Ru-qiang. International advancement of drilling bits for oil and gas well(3)��PDC bits progress and present trend (��)[J]. Exploration Engineering (Rock & Soil Drilling and Tunneling), 2016, 43(3): 1-8.
[2] ������, л����, ������, ��Х��. ���������ʯ��ͷ����״����չ����[J].��Ӳ���Ϲ���, 2012, 24(5): 35-38.
ZHAO Yong-ming, XIE De-long, YU De-zhou, FANG Xiao-hu. Current situation and development trend of the diamond bits for oil and gas well[J]. Superhard Material Engineering, 2012, 24(5): 35-38.
[3] ������. ����PRO/E�����ĵ��͵���PDC��ͷ��Ӧ������[D]. ����: �����Ƽ���ѧ, 2009: 5-9.
ZHANG Xiao-liang. Analysis on the typical geological PDC bits�� stress based on PRO/E software[D]. Xi��an: Xi��an University of Science and Technology, 2009: 5-9.
[4] �ܽ���. ��������̼����Ӳ����������·���[J]. Ӳ�ʺϽ�, 1998, 15(4): 241-245.
SHE Jian-fang. A new method for producing hard-facing material of spherical cast tungstencarbide[J]. Cemented Carbide, 1998, 15(4): 241-245.
[5] ������, �� ��, ����, л����, ��һ��. ����̼���ٷ�ĩ���ԶԼ����۸��մɿ�����ǿFe�����ϲ�����ĥ���ܵ�Ӱ��[J]. ϡ�н��������빤��, 2017, 46(4): 1126-1131.
ZOU Li-ming, LIU Xin, WANG Lei, XIE Huan-wen, CAI Yi-xiang. Effects of cast tungsten carbide powder on wear resistance of laser cladding ceramic particle reinforced iron matrix composite[J]. Rare Metal Materials and Engineering, 2017, 46(4): 1126-1131.
[6] ������, �� ��. ��ǿ�ȵͳɱ�ʯ����ͷ̥���䷽���о�[J]. ��Ӳ���Ϲ���, 2016, 28(3): 1-6.
ZHAO Yong-ming, LI Liang. Research of high-strength and low-cost formula of oil drill bit matrix[J]. Superhard Material Engineering, 2016, 28(3): 1-6.
[7] ������, �ƺ���, ��־��. ���ʯ��ͷ̥����������˼·[J]. ������ͨ��ѧѧ��, 1997, 31(4): 124-126.
DING Hua-dong, HAO Hong-qi, JIN Zhi-hao. A new material design method of diamond bit matrix[J]. Journal of Xi��an Jiaotong University, 1997, 31(4): 124-126.
[8] OHNO T, KARASAWA H, KOBAYASHI H. Cost reduction of polycrystalline diamond compact bits through improved durability[J]. Geothermics, 2002, 31(2): 245-262.
[9] �¿���, ��Ӣ��, ������, �¹�, ������, ������. һ�־۾����ʯ����Ƭ��ͷ̥��ۼ���������̥��Ĺ���: �й�, 201110433249.8[P]. 2012-06-13.
CHEN Jun-yong, YANG Ying-xiang, LAI Jian-xin, WEN Gui-fan, ZHANG Li-xuan, PAN Zheng-guang. Polycrystalline diamond compact (PDC) drillbit matrix powder and process for manufacturing matrix by using same: China, 201110433249.8[P]. 2012-06-13.
[10] л����, �� ��, �� ��, ��һ��. ̼���ٷ�ĩ��PDC��ͷ̥�����֯����ѧ����Ӱ��[J]. ���ϲ���ѧ��, 2019, 36(5): 1235-1243.
XIE Huan-wen, LIU Xin, HU Ke, CAI Yi-xiang. Effect of cast tungsten carbide powders on microstructure and mechanical properties of the PDC bit matrix[J]. Acta Materiae Compositae Sinica, 2019, 36(5): 1235-1243.
[11] ������, �º���, �Ÿ���, ������, ������. �ʯ����ɹ��߱���Ӳ����������[J]. ����Ϳ����, 2016, 8(2): 7-11, 59.
LI Shu-tao, CHEN Hai-yan, ZHANG Gen-rong, DONG Li-hua, YIN Yan-sheng. Hard facing materials of deep-sea oil drilling tools[J]. Thermal Spray Technology, 2016, 8(2): 7-11, 59.
[12] ������. �������������ʯ��ͷ��ĥ��Ч�����о�[D]. ����: ���ִ�ѧ, 2017: 111-129.
WANG Zhao-zhi. Study on the mechanism of wear resistance and efficiency increase of bionic coupling impregnated diamond bit[D]. Changchun: Jinlin University, 2017: 111-129.
[13] ERSOY A, WALLER M D. Wear characteristics of PDC pin and hybrid core bits in rock drilling[J]. Wear, 1995, 188(1/2): 150-165.
[14] ������, �� ��, �� ��, �ܻԷ�, ������. ����Ӳ�ز������PDC��ͷ������ĥ���о�[J]. ̽��(�������), 2018, 45(10): 185-189.
GAO Ming-yang, ZHANG Kai, ZHOU Qin, ZHOU Hui-feng, LIU Bao-lin. Wear of PDC cutters in high temperature hard formation drilling[J]. Exploration Engineering (Rock & Soil Drilling and Tunneling), 2018, 45(10): 185-189.
[15] RICHARDSON R C D. The wear of metals by hard abrasives[J]. Wear, 1967, 10(4): 291-309.
[16] ֣����, ������, �� ��, ��ɢ÷, �� ��, �� ��. ������ǿ�������ϲ��ϵ�����ĥ��ĥ������[J]. Ħ��ѧѧ��, 2012, 32(2): 176-182.
ZHENG Kai-hong, GAO Yi-min, CHEN Liang, ZHAO San-mei, LI Lin, WANG Juan. Three-body abrasive wear behavior of iron matrix composites reinforced with tungsten carbide particles[J]. Tribology, 2012, 32(2): 176-182.
Three-body abrasive wear behavior of PDC drill bit matrix reinforced by cast tungsten carbide particles
HU Ke1, 2, XIE Huan-wen1, 2, LIU Xin1, 2, CAI Yi-xiang1, 2
(1. Guangdong Institute of Materials and Processing, Guangdong Academy of Sciences, Guangzhou 510650, China;
2. National Engineering Research Center of Powder Metallurgy of Titanium��Rare Metals, Guangzhou 510650, China)
Abstract: Cast tungsten carbide particles reinforced PDC drill bit matrix was prepared by pressureless infiltration. The bit matrix showed a microstructure where the cast tungsten carbide particles were dispersed homogeneously in the Cu alloy. The tungsten carbide particles remained intact and formed a uniform diffusion layer with the Cu alloy matrix. The three-body abrasive wear behavior and wear mechanism of the PDC drill bit matrix were investigated. The results show that the morphology of cast tungsten carbide particles is the main factor affecting the three-body abrasive wear behavior of PDC drill bit matrix. Compared with the crushed cast tungsten carbide, fewer internal micro-cracks and no stress concentration are found in the spherical tungsten carbide, which has an increase effectiveness to resist wear and significantly improves the three-body wear performance of PDC drill bit matrix. The wear resistance of PDC drill bit matrix reinforced by spherical tungsten carbide particles is 10 times of that of PDC drill bit matrix reinforced by crushed tungsten carbide particles. The worn surface of the PDC drill bit matrix reinforced by crushed tungsten carbide particles shows furrowed Cu alloy with worn tungsten carbide particles. Whereas, on the worn surface of PDC drill bit matrix reinforced by spherical tungsten carbide particles, the tungsten carbide particles stand out and a small number of them are broken.
Key words: PDC drill bit; cast tungsten carbide; pressureless infiltration; three-body abrasive wear
Foundation item: Project(2011DFR50740) supported by the Special Program for International S&T Cooperation Projects of China; Project(2011A091102007) supported by the Special Program on Key Technology Research for Strategic Emerging Industries of Guangdong Province, China; Innovation Projects (2015B070701027, 2016B070701021) supported by the Program of Provincial Scientific Research Institutes in Guangdong Province, China; Projects(2018GDASCX-0963, 2018GDASCX-0117) supported by the GDAS�� Program of Science and Technology Development, China; Project(2017A070701029) supported by the Special Program for Collaborative Innovation and Facility Development of Guangdong Province, China; Major Project(201604046009) supported by the Program of Industry-University-Research Institute Collaboration of Guangzhou, China
Received date: 2019-02-22; Accepted date: 2019-07-26
Corresponding author: LIU Xin; Tel: +86-20-601086128; E-mail: shaneliu118@163.com
(�༭ ��ѧ��)
������Ŀ�����ҹ��ʿƼ�����ר��(2011DFR50740)���㶫ʡս�������˲�ҵ���ļ�������ר��(2011A091102007)���㶫ʡʡ�����л����ĸﴴ����Ŀ(2015B070701027��2016B070701021)���㶫ʡ��ѧԺʵʩ����������չ��������ר��(2018GDASCX-0963��2018GDASCX-0117)���㶫ʡЭͬ������ƽ̨��������ר��(2017A070701029)�������в�ѧ��Эͬ�����ش�ר��(201604046009)
�ո����ڣ�2019-02-22�������ڣ�2019-07-26
ͨ�����ߣ��� �������ڼ��߹�����ʿ���绰��020-601086128��E-mail��shaneliu118@163.com

