������ʱ��: 2015-11-16 14:24
ϡ�н��� 2016,40(08),776-783 DOI:10.13373/j.cnki.cjrm.2016.08.006
Al2 Y/AZ91þ�����ϲ������������ֵģ��
������ �ƺ� �Ʊ̺�
�ϲ���ѧ���繤��ѧԺ���ϼӹ�����ϵ
����ɽ��ѧ��������ѧԺ��ľ����ϵ
ժ Ҫ��
��ǰ��Al2 Y/AZ91þ�����ϲ����������ܵ��о�������,��������Al2 Y/AZ91þ�����ϲ��ϱ���ճ��ģ�͵���ģ������,��Al2 Y/AZ91þ�����ϲ���Һ̬�����̬���ͼ����̹��̽�����ģ��,��ѹ�������ٶȳ�������ֲ��ͳ��ι��̵�ȱ�ݽ����˷���,�������,Һ̬����ѹ���ֲ��Ƚ�����,�������̬Ϊ����,����ǻ�����ײ�����������,�����̹�����,�����ڲ�����ȴ�ٶȲ�һ��,�������̵��������������̹����еò�����Ч�Ľ���Һ�IJ���,�������ײ����������ɡ����̬�����������ڲ�ѹ��������ԱȽ�ƽ��,�ٶȷֲ�����,�������̬����Ϊ����,�����������,�������������ٶ�����,���������̹����в����ײ����������ɵ�ȱ�ݡ�Ϊ����֤ģ��������ȷ��,�����˸��ϲ��ϵ��������ʵ��,��ʵ���֪,���������������֯����״��Ϊ��,û�п�ȱ��,�������������Ϻá�ʵ������ģ�������Ǻϡ�
�ؼ��ʣ�
þ�����ϲ��� ;���̬ ;������� ;��ֵģ�� ;
��ͼ����ţ� TB33;TG24
����飺 ������(1975-),��,�����ϲ���,��ʿ�о���,�о�����:þ�����ϲ���;E-mail:huangwenxianjgs@163.com;; �ƺ�,����;�绰:0791-83968873;E-mail:yanhong_wh@163.com;
�ո����ڣ� 2015-02-10
���� ������Ȼ��ѧ������Ŀ(51165032); ����ʡ�о������»�����Ŀ(355906310011)����;
Numerical Simulation of Rheoforming of Al2 Y/AZ91 Magnesium Matrix Composites
Huang Wenxian Yan Hong Huang Bihao
Department of Materials Processing Engineering,School of Mechanical Electrical Engineering,Nanchang University
Department of Civil Engineering,School of Architectural Engineering,Jinggangshan University
Abstract��
Based on the previous study of the rheological properties of Al2 Y / AZ91 magnesium matrix composites,putting the Al2 Y /AZ91 magnesium matrix composites apparent viscosity model into the simulation software,the liquid and semi-solid filling and solidification process of Al2 Y / AZ91 magnesium matrix composites were simulated by simulation software. The pressure field,velocity field,solid distribution of solidification process and defects of forming process were analyzed. As the results showed,during the liquid filling process the distribution of pressure was inordinate,the melt flow was turbulent,and eddy current phenomenon was easy to produce in the mold cavity,due to the inconsistency of the internal cooling rate of the casting during the solidification process; the subsequent solidified eddy zone could not be filled effectively by metal liquid,and shrinkage cavity and porosity were produced during the solidification process. During the semi-solid filling process,the pressure transfer was relatively stable,the melt flow was laminar flow,velocity distribution was uniform,no eddy current phenomenon occurred,the solidification velocity of inside of casting had little difference from the solidification velocity of outside of casting,and no shrinkage cavity and porosity occurred during the solidification process. In order to verify the correctness of the simulation results,the rheological forming experiment was carried out. As the results showed,a large number of spherical grains were distributed in the microstructure of the rheological forming casting,and the casting quality was better with no cavity defect. The experimental results were in accordance with the simulation results.
Keyword��
magnesium matrix composites; semi-solid; rheoforming; numerical simulation;
Received�� 2015-02-10
�������ϰ��̬�������ڰ��̬�¶�����Բ��Ͻ��г��ε�һ���,�봫ͳ�ij��ι��ձȽ�,���̬���ι��վ��������ŵ�,���罬��ճ�Ƚϸ�,���ι���ƽ��,�ɼ��پ���,ȱ����,���μ�Ϊ��֦����֯,���ϵ���ѧ���ܽϸ�,���ҳ����¶Ƚϵ�,�ɽ��ͳ��ι��̸��¶�ģ�ߵ��ȳ��,�ӳ�ģ���������ŵ�
[1 ,2 ,3 ,4 ,5 ,6 ]
��
���̬���μ�����Ҫ�д�����κ������������,������μ������ڹ������̶̡��豸�������ɱ��͡����ܻ������ŵ�,�ܵ�������ѧ�ߵĹ㷺��ע,����Ϊ����߷�չDZ���İ��̬���ι��չ���
[10 ,11 ]
��Ŀǰ����ü������ֵģ�⼼�����̬���ϵij������̹��̽��ж�̬ģ��
[12 ,13 ]
,�������չ����ڵ����������ɼ�,��Ԥ���������������ɵ�ȱ��,���Ż����չ��̡����������ɱ������Ʋ�Ʒ�����ȷ��淢����Ҫ���á���ǰ,����þ�Ͻ���ϵ�������ι��̵���ֵģ���Ѿ����˹㷺���о�
[14 ,15 ,16 ,17 ]
,����þ�����ϲ��ϵ�������ι�����ֵģ�������о�����֡�����Ӧ��ģ�������о�ƽ̨,�Գ������Ʊ���Al2 Y/AZ91þ�����ϲ��ϵ�������ν���ģ��,��þ�����ϲ��ϰ��̬�����̽��з�������,������ȱ�ݽ��з���Ԥ�⡣
1 ģ�����
����þ�����ϲ��ϵİ��̬���ϵ�������ι��̱Ƚϸ���,Ϊ�˷������ⷽ��,��������ι����������¼���:(1)���̬���������ѹ��������,������������,������ǻ�ܹ�����������,���̬������ģ������пɱ���������������ѹ���Ľ�������,����ճ���ܱ������������ԡ�(2)��������ڰ��̬�����е�Һ���о��ȷֲ����ڼ����ģ������пɽ����̬������Ϊ���Ƚ��ʡ�(3)����ʱ��ܶ�,ͨ���ڼ�����ʮ���������,����ģ�߾�����Ԥ�ȴ���,���Խ������������Ĵ��Ⱥ͵���������,���ϵ��¶ȿ���Ϊ�㶨,ģ������в��ϵ���������Ϊ�����������̡�
2 ģ�����õĻ������̼�����
���̬���ϳ��������ڲ���ѹ���������̬��������,�����̵��������ڲ���,�����������Ʒ�������:
(1)�����غ㷽��:
ʽ��:��Ϊ����ϵ��;TΪ�¶�;x,y,zΪ�����᷽��
(2)��������:
ʽ��:U,V,WΪ�ٶ�ʸ��������ϵx,y,z�����ϵķ���;��Ϊ���̬���ϵ������ܶ�;gx ,gy ,gz Ϊ�������ٶ�;��Ϊ�˶�ճ��;tΪʱ��;PΪѹ����
(3)�����غ㷽��:
(4)�����������:
ʽ��FΪҺ�����������
(5)����ճ��ģ��:
�������о���Al2 Y/AZ91þ�����ϲ��ϵ���������,������Al2 Y/AZ91þ�����ϲ��ϱ���ճ��ģ��,�����䵼��ģ������,����ѧ����ʽΪ
[11 ]
:
ʽ�Ц�mmc ΪAl2 Y/AZ91þ�����ϲ��ϵı���ճ��,fs Ϊ�������,����Ϊ��������,fAl2Y Ϊþ�����ϲ�����Al2 Y��ǿ������������
�趨�����¶�Ϊ���¡�Һ̬���Ͳ���:��ע�¶�650��ѹ���ٶ�2.2 m��s-1 ģ���¶�300��;���̬���Ͳ���:��ע�¶�575��,ѹ���ٶ�2.2 m��s-1 ,ģ���¶�300�档ͼ1��ģ����Ľṹͼ��
ͼ1 ģ����ṹͼFig.1 Drawing of cast component
3 ģ����������
3.1 ������ѹ����ģ��
ͼ2��3�ֱ�Ϊ������Һ̬�����̬�µij�����ѹ�����ֲ�ͼ����ͼ2��ʾ,����Һ̬����ʱ,����ӽ��ڽ����,����ճ�Ƚ�С,�����ѹ���������������³��ַɽ�����,��ͼ2(a),����ֱ�ӳ�ˢģ���ϲ���ǻ�ں��²�б����ǻ��,Ȼ�����²�����,���²���ǻ�������赲���������ϲ���ǻ���漰�м䷴��,��ͼ2(b),����������������,������ѹ���ֲ�������,���һ����Կ��������̷����˾�������,�����ʹﵽ85%ʱ,���彫��ǻ��ղ��γ���3������,��ͼ2(c),��������һ�����׳�������ȱ��,�Ӷ�ʹ�����������͡�
�������̬����ʱ,����ӽ��ڽ����,���ڰ��̬���ϵ�ճ�Ƚϴ�,��������ǰ�ؽ�Բ��,��������ǻ���ϵ�������չ,ֱ��������ǻȫ������,���������̽��еñȽ�ƽ��,û�г��ֽ��Ϸɽ������������ڰ��̬�����ڲ����ڴ����Ĺ���,���������֮�����Ħ����,ͬʱ,���̬����������֮���Ħ����Ҳ���Ž���ճ�ȵ����������,����ѹ���ӽ��ڵ���������ǰ������,��ͼ3��ʾ,ѹ��������ԱȽ�ƽ��,��������������������������������̬���͵�ѹ����Һ̬���͵�ѹ��Ҫ��Щ��
ͼ2 ѹ���ֲ�(Һ̬������)Fig.2 Pressure distribution during liquid casting
(a)Filling with 30%;(b)Filling with 65%;(c)Filling with 85%;(d)Filling with 100%
ͼ3 ѹ���ֲ�(���̬������)Fig.3 Pressure distribution during semi-solid casting
(a)Filling with 35%;(b)Filling with 65%;(c)Filling with 85%;(d)Filling with 100%
3.2 �������ٶȳ�ģ��
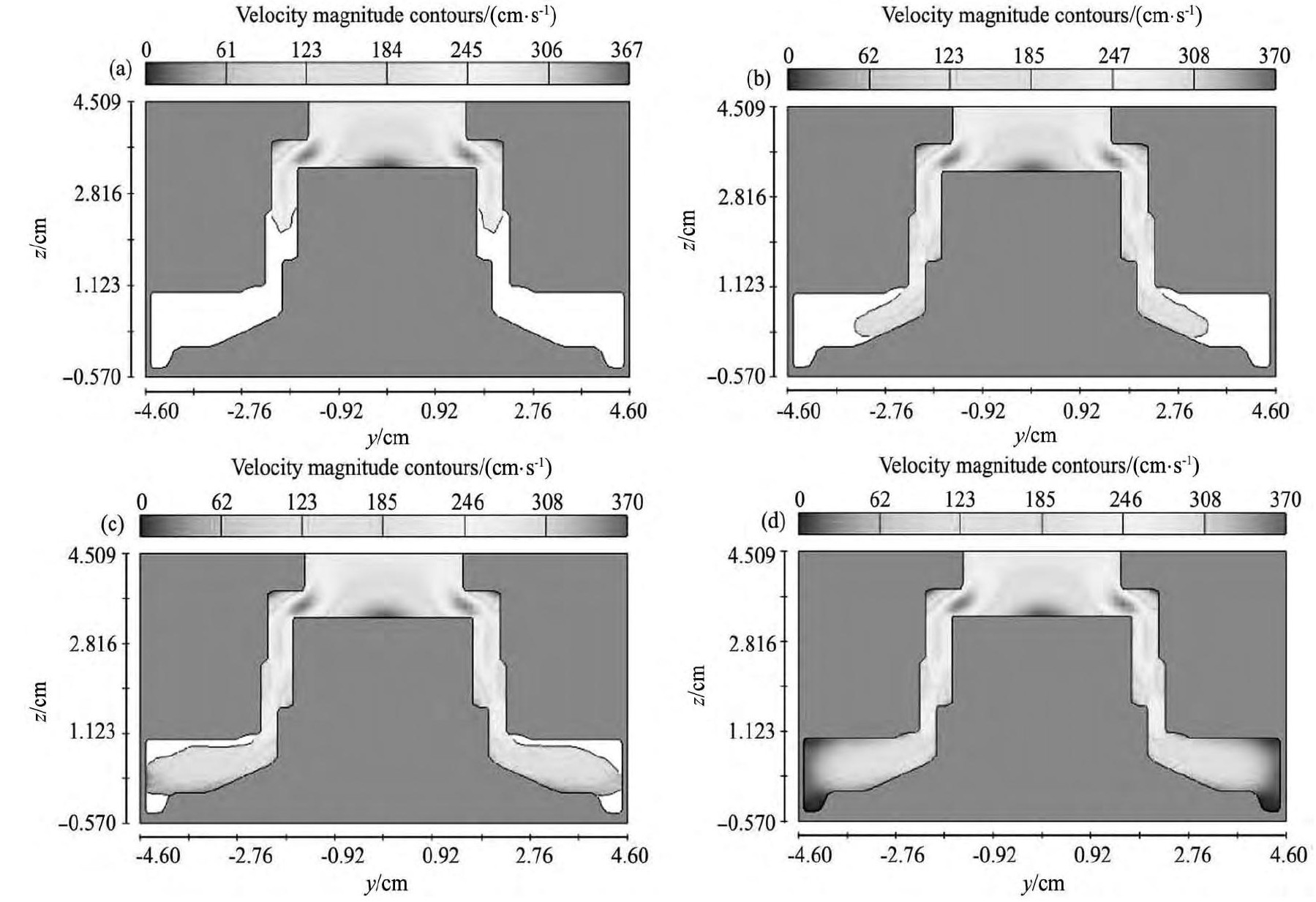
ͼ4Ϊ����Һ̬�����̵��ٶȷֲ�,��������Һ̬����ʱ,�����ڲ��ٶȱ仯�Ƚϻ���,����������,�������̬Ϊ���������ڰ��̬�����³���ʱ,�����ڲ��ٶȷֲ��Ͼ���,û����������,����ʲ�������,��ͼ5��ʾ����������ѧ��֪,�������̬����ŵ���й�,��ŵ��Խ��,����Խ��������,��ŵ��ԽС,����Խ���ڲ���,����ŵ���������ճ�ȳʷ���,����,������ΪҺ̬ʱ,ճ�Ƚ�С,��ŵ���ϴ�,��̬Ϊ����,����������������Ϊ������ٶȴ�С�ͷ���仯û�й����ұ仯���Ƚϴ�,���ײ�������,��������Ϊ���̬ʱ,ճ�Ƚϴ�,��ŵ����С,��̬Ϊ����,���߾��ȷֲ���
3.3 ���̹��̹���ֲ�
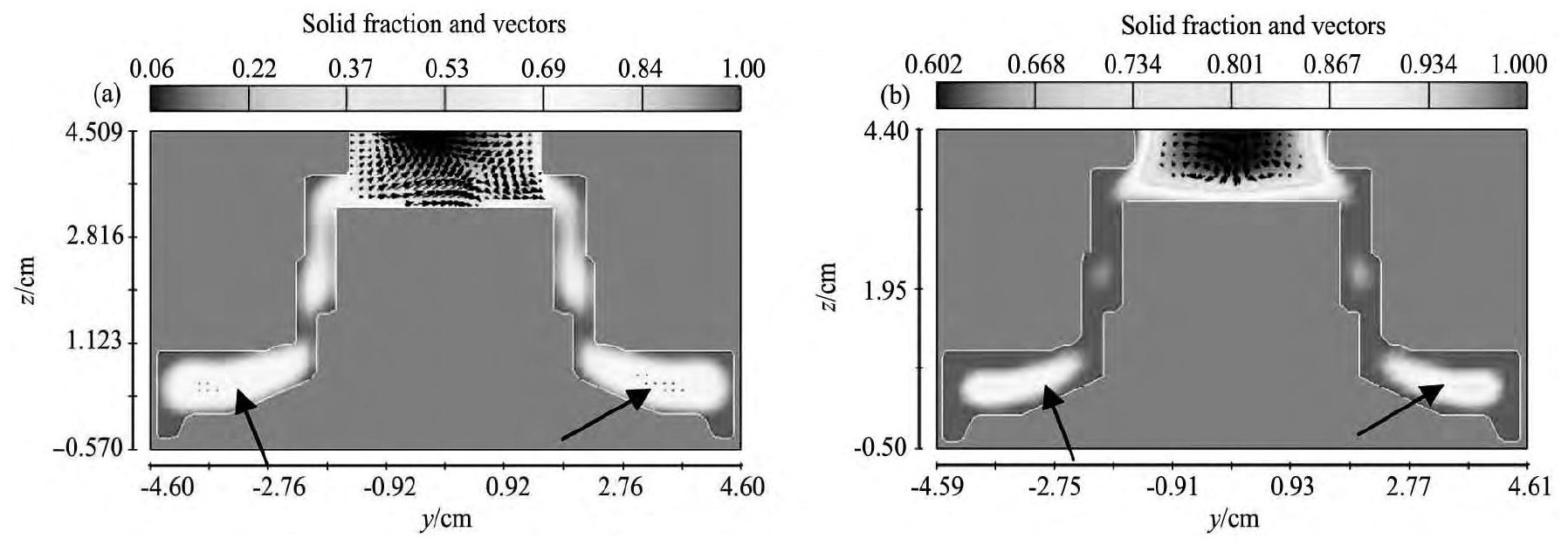
ͼ6Ϊ���������̹����еĹ�������仯���,��Һ̬����ʱ,������������������ڷֲ�������,������������ڲ�����,��ͼ6(a)��ʾ,��������ڹ������Ϊ1ʱ,�����ڲ���������(��ͼ�м�ͷ��ָ����)�������ֻ��68%����,����Ҫ��������Һ̬����ʱ,�����¶Ƚϸ�,������ģ�߱����²��,������������������ٶȴ�,����,���̷��Ⱥ����ģ�߱����¶�Ѹ������,�Ӷ�ʹ�����ڲ�����ȴ�ٶȼ�С,��������ϵ�,��Ҳ����˺������̵����������̹����еò�������Һ�IJ���,�������ײ����������ɡ�
���ڰ��̬����ʱ,������������������ڷֲ��Ͼ���,�����ֹ�������ﵽ1ʱ,ֻ���ٲ��ֻ�û����ȫ����,��ͼ6(b)��ʾ,ͼ�м�ͷ��ָ������������Ҳ�Ѿ��ﵽ0.93����,��������ȫ���̡�����Ҫ�����ڰ��̬����ʱ������ģ���²��С,�������������ٶ���������,�������������̹����в����ײ����������ɡ�
3.4 ���ι��̵�ȱ�ݷ���
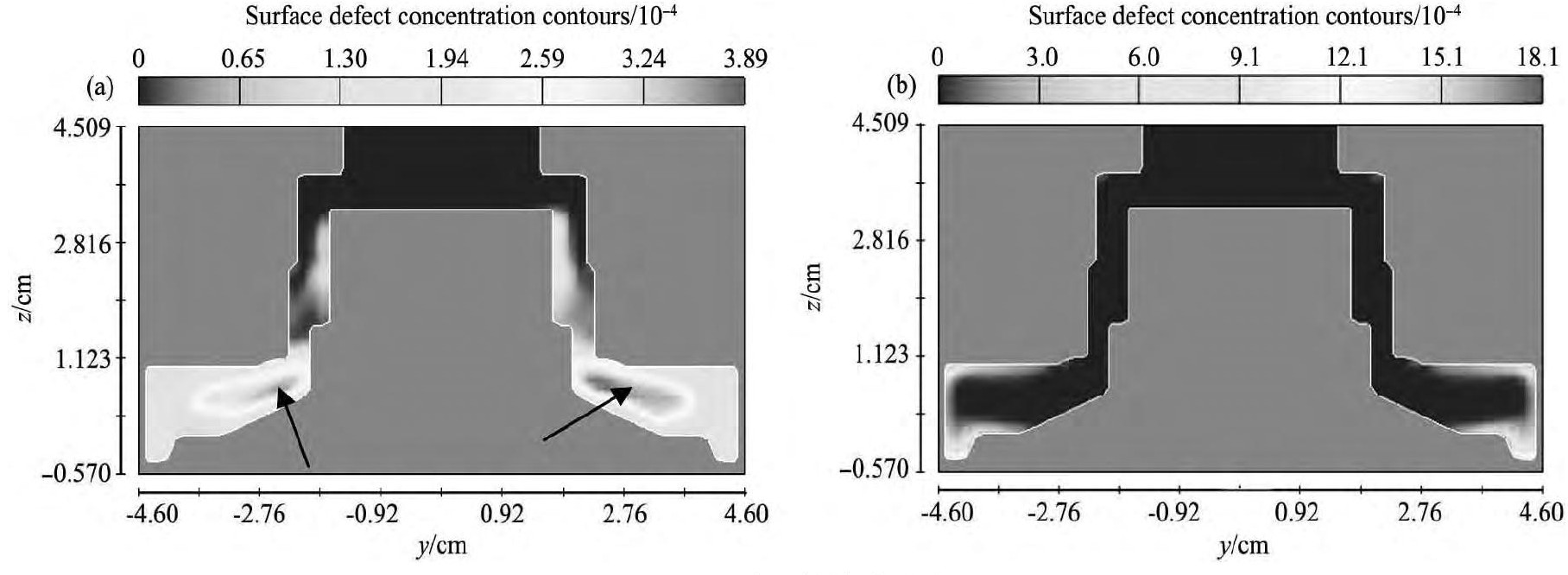
������ȱ��(Һ̬����̬��������)��ͼ7��ʾ����ͼ7(a)�м�ͷ��ʾ,����������ΪҺ̬,ȱ�������������ڲ�����,�������Dz���ȱ�ݸ������IJ�λ,����һ��λҲ���ڳ������������ײ��������IJ�λ(ͼ2(b)��(c)),ͬʱҲ�����̹��̹���ֲ����������ײ���ȱ�ݵIJ�λ(ͼ6(a))�������̬����ʱ,���ڳ����ٶ�ƽ��,�����¶Ƚϵ�,�����������˽���Һ���������ӵĸ���,�������ڲ�û�г���ȱ��(ͼ7(b))��
ͼ4 �ٶȷֲ�(Һ̬����)Fig.4 Velocity distribution during liquid casting
(a)Filling with 30%;(b)Filling with 65%;(c)Filling with 85%;(d)Filling with 100%
ͼ5 �ٶȷֲ�(���̬����)Fig.5 Velocity distribution during semi-solid casting
(a)Filling with 35%;(b)Filling with 65%;(c)Filling with 85%;(d)Filling with 100%
4 �������ʵ����֤
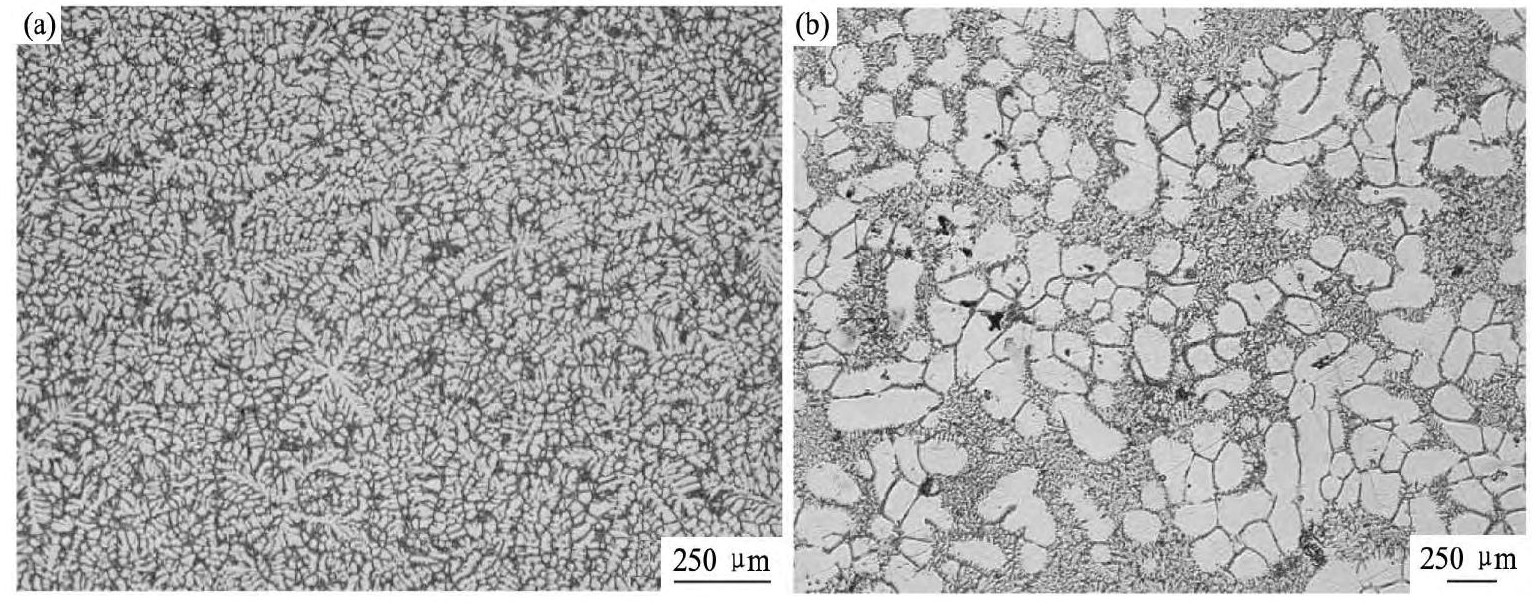
Ϊ����֤ģ��������ȷ��,������Al2 Y/AZ91þ�����ϲ��ϵij���ʵ��,ͼ8��������������(Һ̬�Ͱ��̬)���ε�������ѧ��������֯����ͼ8��֪,����Һ̬����ʱ,��������֯��֦��Ϊ�������������ʱ,��������֯����״��Ϊ��,��״�������ߴ�ϴ�,ƽ���ߴ��ԼΪ100��m����,��Ҫ�����ڰ��̬�����ڲ������ڳ����ƽ���ɺ���ǰ���ʱ�䳤���Ե�ʡ�������Һ̬����ʱ,��������֯����������ȱ��,���������ʱ����֯�в�û�г������ԵĿ���ʵ������ģ��Ԥ�������Ǻϡ�
ͼ6 ����ֲ�(���̹���)Fig.6 Distribution of solid fraction during solidification
(a)Liquid;(b)Semi-solid
ͼ7 ���ι��̵�ȱ�ݷֲ�ͼFig.7 Distribution of defects during forming process
(a)Liquid;(b)Semi-solid
ͼ8 ������������(Һ̬�Ͱ��̬)���ε�������ѧ��������֯Fig.8 Optical metallographic microstructures of casting under two kinds of casting conditions
(a)Liquid;(b)Semi-solid
5 ����
1.ģ����Al2 Y/AZ91þ�����ϲ��ϵ��������,��Һ̬���ͽ����о�����,��ѹ���ֲ��Ƚ�����,�����̷����˾�������������,�������������������̬������ѹ��������ԱȽ�ƽ��,����������������������������̬���͵�ѹ����Һ̬���͵�ѹ��Ҫ��Щ��
2.������Һ̬����ʱ,��̬Ϊ����,�ٶȱ仯��������,����ǻ�����ײ������������ڰ��̬����ʱ,��̬����Ϊ����,������ƽ��,�ٶȷֲ�����,�������������
3.ͨ�������̹��̹��༰ȱ�ݷ�����֪,��Һ̬����ʱ,�����ڲ�����ȴ�ٶȲ�һ��,�������̵��������������̹����еò�����Ч�Ľ���Һ�IJ���,�������ײ����������ɡ������̬����ʱ,������ģ���²��С,�������������ٶ�����,���ҳ����ٶ�ƽ��,�������������̹����в����ײ����������ɵ�����
4.ͨ�����ζԱ�ʵ���֪,���ϵ����������������֯����״��Ϊ��,û�п�ȱ��,�������������Ϻá�ʵ������ģ��Ԥ�������Ǻϡ�
�����
[1] Huang W X,Yan H.Preparation and theoretic study of semi-solid Al2Y/AZ91 magnesium matrix composites slurry by ultrasonic vibration[J].Journal of Rare Earths,2014,32(6):573.
[2] Mao W M,Zhen Z S,Chen H T.Microstructure of semi-solid AZ91D alloy solidified during electromagnetic stirring[J].Chinese Journal of Materials Research,2005,19(3):303.(ë����,����ʤ,�º���.��Ž�����̬AZ91Dþ�Ͻ���֯��Ӱ��[J].�����о�ѧ��,2005,19(3):303.)
[3] Feng K,Huang X F,Ma Y,Yan F Y,Hao Y.Nondendritic microstructure evolution process and mechanism of ZA74 magnesium alloy[J].Chinese Journal of Nonferrous Metals,2013,23(3):635.(�뿭,������,��ӱ,�ַ���,��Զ.ZA74þ�Ͻ��֦����֯���ݱ���̼�����[J].�й���ɫ����ѧ��,2013,23(3):635.)
[4] Zhang X L,Ling X J,Li T J,Xie S S,Jin Y X.Agglomerating behavior of primary solid particles in magnesium alloy semi-solid slurry during electromagnetic stirring[J].Chinese Journal of Nonferrous Metals,2012,22(9):2448.(��С��,�����,��͢��,лˮ��,����ѧ.��Ž��������þ�Ͻ���̬���ϳ�����������Ŵ���Ϊ[J].�й���ɫ����ѧ��,2012,22(9):2448.)
[5] Yan H,Rao Y S,He R.Morphological evolution of semi-solid Mg2Si/AM60 magnesiummatrix composite produced by ultrasonic vibration process[J].Journal of Materials Processing Technology,2014,214:612.
[6] Wu S S,L��S L,An P.Microstructure and property of rheocasting aluminum alloy made with indirect ultrasonic vibration process[J].Materials Letters,2012,73:150.
[7] Wu L B,Xiao H,Wang J,Lu D H,Zhou R F,Zhou R.Microstructure of semi-solid ZCu Sn10 copper alloy fabricated by SIMA process with cold-rolling and re-melting[J].Chinese Journal of Rare Metals,2015,39(3):214.(������,Ф��,����,¬�º�,���ٷ�,����.����-����SIMA���Ʊ����̬ZCu Sn10ͭ�Ͻ����֯�о�[J].ϡ�н���,2015,39(3):214.)
[8] Zhong Z L,Zuo X Q,Dong X R,Xie X Y.Progress in semi-solid forming technology for high strength aluminum alloy[J].Materials Review,2013,10:122.(������,��Т��,������,л����.��ǿ���Ͻ���̬���μ����о���չ[J].���ϵ���,2013,10:122.)
[9] Peng J,Wang R C,Zhu X W,Peng C Q.Semi-solid extrusion forming of spray deposited Al-27%Si alloy[J].Chinese Journal of Nonferrous Metals,2014,24(4):905.(����,���ճ�,��ѧ��,����Ⱥ.�������Al-27%Si�Ͻ�İ��̬��ѹ����[J].�й���ɫ����ѧ��,2014,24(4):905.)
[10] Xiao Z H,Luo J R,Wu S S.Performance of semi-solid slurry produced by twin-screw stirring mixer and rheodiecsating process of AZ91D alloy[J].Journal of Wuhan University of Technology-Mater.Sci.Ed,2004,19(3):81.
[11] Zhang H Y,Bai L,Xing S M.Rheological filling behavior of low-alloy steel semi-solid melt in metal mold under external pressure[J].Special Casting&Nonferrous Alloys,2013,33(3):237.(�ź�Ӣ,����,������.���̬�ͺϽ�ֽ����ͼ�ѹ������������о�[J].�������켰��ɫ�Ͻ�,2013,33(3):237.)
[12] Wang J J,Shang S Z,Lu G M,Zhang W N,Tang X L,Yu J G.Numerical simulation of semi-solid die-casting process of automobile aluminum alloy part[J].Chinese Journal of Nonferrous Metals,2012,22(4):1045.(����,������,·����,������,��С��,�ڽ���.���������Ͻ�����İ��̬ѹ����ֵģ��[J].�й���ɫ����ѧ��,2012,22(4):1045.)
[13] Zhou B,Kang Y L,Zhu G M,Gao J Z,Qi M F,Zhang H H.Forced convection rheoforming process for preparation of 7075 aluminum alloy semi-solid slurry and its numerical simulation[J].Trans.Nonferrous Met.Soc.China,2014,24:1109.
[14] Yan H,Zhang W W,Hu Y,Zhang Q S,Hong J.Numerical simulation of AZ91D alloy automobile plug in pressure die casting process[J].Journal of Materials Processing Technology,2007,187/188:349.
[15] Zhen Z S,Mao W M,Yan S J,Cui C L,Zhao A M,Zhong X Y.Microstructure and rheological behavior of semi-solid state AZ91D alloy in continuously cooling process[J].Acta Metallurgica Sinica,2003,39(1):71.(����ʤ,ë����,��ʱ��,����,����,��ѩ��.������ȴ�����°��̬AZ91Dþ�Ͻ���֯����������[J].����ѧ��,2003,39(1):71.)
[16] Li Q,Mao W M,Bai Y L,Xu H,Hou H Numerical simulation of thixo-diecasting filling of semi-solid AZ91D alloy[J].Journal of University of Science and Technology Beijing,2006,28(8):755.(��ǿ,ë����,������,���,�.���̬AZ91Dþ�Ͻ�ѹ�������̵���ֵģ��[J].�����Ƽ���ѧѧ��,2006,28(8):755.)
[17] Huang W X.Study on Fabricating and Rheoforming of in situ Synthesized Magnesium Matrix Composites by Ultrasonic Vibration[D].Nanchang:Nanchang University,2015.77.(������.����ԭλþ�����ϲ����Ʊ�����������о�[D].�ϲ�:�ϲ���ѧ,2015.77.)