������ʱ��: 2015-04-07 09:25
ϡ�н��� 2015,39(10),870-876 DOI:10.13373/j.cnki.cjrm.2015.10.002
WC-TiC-Ni/304�����MIG�������̼�����ܽ������о�
������ ����ȫ ���� ����Է ��ΰ
�Ϻ����̼�����ѧ���Ϲ���ѧԺ
�Ϻ����̼�����ѧ���Ϲ���ѧԺ�����о���
ժ Ҫ��
�Ԧ�1.2 mm��Ni��˿Ϊ������,ĸ��Ӳ�ʺϽ��¿ڻ��¿�,�����ۻ����������屣����(MIG)����������ʵ���˵�ճ����WC-TiC-NiϵӲ�ʺϽ���304����ֵ��������ӡ����ù�ѧ����(OM)��ɨ��羵(SEM)��������(EDS)�Լ�����̽��(EPMA)�о��˺�����֯����ò������Ԫ����ɢ�������˽�ͷӲ�ʺϽ�����̼�����ܽ��������쳣��������(AGG)������Ӱ�����ء��������:���øú��ӷ�������Ѻ��Ӳ���������:�����ٶ�v=45 cm��min-1,��˿�ٶ�v'=2.0 m��min-1,��ѹ�趨ֵ18 V,������������15.8 L��min-1,���߿�30���¿�,���Ի�þ�������ұ���ϵĺ��ӽ�ͷ,���ҵ��߿��¿ڲ�����϶�ϲ����¿�����϶�ĺ���Ч����;��Ӳ�ʺϽ�������,������亸�����,������̼�����ܽ�������;����̼����ϡ���ͦ����,ͨ��Ӳ�ʺϽ������(WC,TiC)/Ni��ϡ��(WC,TiC)/Ni(ĸ����Ni�ͺ�����Ni)�������ʵ��Ӳ�ʺϽ���ֵ�ұ���ϡ�
�ؼ��ʣ�
Ӳ�ʺϽ�;�ۻ����������屣����(MIG);̼�����ܽ�;�쳣��������;
��ͼ����ţ� TG444.74
����飺������(1988-),Ů,����������,˶ʿ�о���,�о�����:����ұ���⺸��;E-mail:xiaoliancao1219@foxmail.com;;����ȫ,����;�绰:021-67791204;E-mail:pqxu@sues.edu.cn;
�ո����ڣ�2014-04-01
����������Ȼ��ѧ������Ŀ(51105240);�Ϻ������ƻ���Ŀ(13SG54);�Ϻ����̼�����ѧ�о������д�����Ŀ(13KY0503)����;
WC Dissolution Behavior of As-Welded WC-TiC-Ni/304 Stainless Steel Joint Using MIG Welding
Cao Xiaolian Xu Peiquan Ma Ding Yu Xiangyuan Li Wei
College of Materials Engineering,Shanghai University of Engineering Science
Institute of Laser Industrials Technology,College of Materials Engineering,Shanghai University of Engineering Science
Abstract��
As-welded joint of low binder WC-TiC-Ni cemented carbide and 304 stainless steel was obtained with ��1. 2 mm nickel filler metal by metal inert-gas welding( MIG) robotic welding. Microstructure,morphology and element diffusion were investigated using optical microscope( OM),scanning electron microscope( SEM) and electron probe micro analyzer( EPMA). On the basis,WC dissolution and abnormal grain growth( AGG) in the region near cemented carbide / weld interface were discussed,and their influence factors were also discussed. The results indicated that:( 1) well-metallurgical as-welded joints of cemented carbide and 304 stainless steel could be obtained using the following optimum welding parameters: welding velocity v = 45 cm��min- 1,wire feed rate v' = 2. 0m��min- 1,voltage of 18 V,and shielding gas flow of 15. 8 L��min- 1; in addition,without gap was recommended;( 2) in contrast with as-welded joint without filler metals,the amount of WC dissolution near WC-TiC-Ni / weld interface was much less. In addition,nondensity WC layer and �� phase layer were also observed. Metallurgy bonding could be realized by cemented carbide �� dense( WC,TiC) / Ni��non-density( WC,TiC) / Ni���� phase layer.
Keyword��
cemented carbides; metal inert-gas welding(MIG); WC dissolution; abnormal grain growth(AGG);
Received�� 2014-04-01
Ӳ�ʺϽ���һ�������۽��������� ( WC, Ta C,Ti C,Nb C��) Ϊ����,�Թ�������� ( Co, Ni,Fe ) Ϊճ����,���÷�ĩұ���Ʊ��IJ���[1]��Ӳ�ʺϽ���и�Ӳ�ȡ���ǿ�Ⱥ����õ���ĥ�Ե��ŵ�,�ڹ��߲��ϡ���ĥ���ϡ���ʴ�����²��ϵȷ���Ӧ�ù㷺,������ҵ�Ӳ�ʺϽ��ڹ��߲����еı����Ѿ�����70% ����ʵ�ʵĹ�ҵ������,����ͨ���ı�ճ����ĺ����ͳɷ��Լ�Ӳ���ྦྷ���Ĵ�С��������ѡ��[2,3,4]����������W,Ta,Ti,Nb������ϡ�н���,Ӳ�ʺϽ�Ĵ���ʹ��,���������Ͳ��Ϻ;�����������������,���Ĵ�����ϡ�н���,�ڳ��������Ӧ�ñ�����,���Խϴ��Ӳ�ʺϽ��Ӧ���ܵ�����,������ϸ/����Ӳ�ʺϽ𡢽���Ӳ�ʺϽ�������о���Ӳ�ʺϽ���ֵ����Ӽ����Ǽ�Ϊ�ؼ��ļ���, ����,Ӳ�ʺϽ�����������״���ӵ���Ʒ,�ɱ�Ҳ�ϸ�,������ӹ��Ժá��ɱ��͵ĸָ�������ʹ��,��������Ӳ�ʺϽ��Ӧ�÷�Χ,Ӳ�ʺϽ���һ������������ǰ��Ҳ����˹㷺������[5,6,7]��
Ŀǰ,Ӳ�ʺϽ���ֵ����ӷ� ����Ҫ��ǥ��[8]����ɢ��[9]���ټ����� ���屣�� �� ( TIG) ��[10]�Լ�Ħ����[11]��,���ּ�������������Ӧ�ñ�����ͬ,ǥ�����������,��������ʵ���κ�Ӳ�ʺϽ����������,�ǽ�������Ӳ�ʺϽӵļ���,�ʺϽṹ��ӡ������С���¶Ƚϵ͵ķ�������; ��ɢ����ͷ���ǿ�Ƚϸ�,�����㸴�ӹ���������,�ڸ��ָ߶��㲿���Ʊ��н϶���á�Ϊ�˽�һ������Ӳ�ʺϽ��Ӧ�÷�Χ,�����ִ���ҵ��չ������,��������õ�Ӳ�ʺϽ��DZ�WC-CoϵӲ�ʺϽ������ʴ�ԺͿ������Ե�WCTi C-NiϵӲ�ʺϽ�,���������Ӳ�ʺϽ��ڸ�ʴ���ۻ����е�ʹ��,������ܷ����ʯ�ͻ�����[12,13,14]������Ni��˿������Ч���ʹ��� �� ��IJ�����Ni���Ի���ĸ���������ܵ�ƥ������[15],��ʵ����ô�Ni��˿��Ϊ������,����Ӳ�ʺϽ���ֵ��ۻ����������屣����( MIG) �Զ���,�÷�������ʵ��Ӳ�ʺϽ��������Ӽ����Զ�������, ΪӲ�ʺϽ����MIG�Զ����ķ�չ�춨������
1ʵ��
1.1����
������õĵ�ճ����WC-Ti C-NiϵӲ�ʺϽ��304����ֳɷּ���1��2,��ijߴ�Ϊ60 mm �� 30 mm �� 2 mm,������Ϊ ��1. 2 mm����( Ni) ��˿,���3��ʾ��
1.2����
������õ¹���³˹��˾��CLOOS ROMAT��350����������˽���MIG����,����ΪCLOOS GLC 603 QUINTO,���ӹ��̲��ô������Ϊ��������,ֱ��Ϊ1. 2 mm�Ĵ���( Ni) ��˿,��˿�������Ϊ12 mm,����ƽ��Խ�,���Խӵ�ĸ�ķ�Ӳ�ʺϽ�30���¿ںͲ����¿�������ʽ����������ǰ, ��ɰֽ��������ĥ����,ʹ�ñ�ͪ������ϴ,ȥ��ĸ�ı��������Ĥ������,��Ҫע���¿ںͶԽ�λ�õ���ϴ����ɡ�
��1 WC-Ti C-Ni Ӳ�ʺϽ�ѧ�ɷּ����ӳߴ� Table 1Chemical compositions of WC-Ti C-Ni cemented carbide base metals ����ԭͼ
��1 WC-Ti C-Ni Ӳ�ʺϽ�ѧ�ɷּ����ӳߴ� Table 1Chemical compositions of WC-Ti C-Ni cemented carbide base metals
��2 304 ����ֵĻ�ѧ�ɷ� Table 2Chemical compositions of 304 stainless steel base metals( %,mass fraction) ����ԭͼ

��2 304 ����ֵĻ�ѧ�ɷ� Table 2Chemical compositions of 304 stainless steel base metals( %,mass fraction)
��3 ����˿�Ļ�ѧ�ɷ� Table 3 Chemical compositions of metallic nickel welding wires( %,mass fraction) ����ԭͼ

��3 ����˿�Ļ�ѧ�ɷ� Table 3 Chemical compositions of metallic nickel welding wires( %,mass fraction)
Ӳ�ʺϽ��벻��ֵ�MIG�Զ����ĺ��ӹ��ղ���������������4��ʾ����������A1 - A4ΪӲ�ʺϽ��߿�30���¿�,������϶�����ʲ��϶Ժ�,����B1 - B4Ϊ�����¿ڵ�ƽ��Խ�,����B1Ϊ������϶����,��������B2 - B4���жԺ�ʱ������0. 8 mm�ķ�϶,ͬʱ���ڼ��⺸����Ӳ�ʺϽ�Ľ������[16],����Ӧ�õ���ʵ����,����ͬһ����������ǹλ�÷ֱ����������( ����B2) ������Ӳ�ʺϽ�һ��( ����B3) �����������һ��( ����B4) ��
�����õ�������ֱ�ں��췽��Ҫ���п�,�Ʊ���������,���ô����Լ���ʴӲ�ʺϽ��뺸��һ�ࡣ��ʴ��ֱ�ʹ��VHX-600�ͳ������ѧ����( OM) ������S-3400ɨ��羵( SEM) ��������������ò�۲졢����֯�����ͽ������о���
��4 MIG �������Զ������ӹ��ղ��� Table 4 Welding process parameters of MIG robotic welding ����ԭͼ

��4 MIG �������Զ������ӹ��ղ��� Table 4 Welding process parameters of MIG robotic welding
2���������
2.1��ͷ�����ò
��������ͷ���к�ۼ���Ľ������,���ڵ��߿��ƿڵ�����( A1 - A4) ,�����м�϶ʱ,������մ�����,��ͼ1( a) ( ����ͼ�п̶�ÿС���ʾ1 mm) ,�����������������м�϶����������A2���νϺ�,δ�γ����ơ�ҧ�ߡ��������մ�����齵�ȱ��,����A3������Ӳ�ʺϽ����ں��߸��������Ƴ���,���������ȱ��,������A4���ں����������С,�������м䲿λ��δ��ȱ��,ͬʱ�����۷��δ��������չ,��ͼ1( b ~ d) ��ʾ�����ڲ����¿ڵ����( ����B1 - B4) ,��������϶�����ͼ1( e) ��δ������,�����������B2,B3,B4������0. 8 mm�ļ�϶,��������ò��ͼ1( f ~ h) ��ʾ,����B2��B3�ĺ�����ξ��ϲ�,����δ�������������ơ�������β����ȵ�ȱ��,��������B4,���ӽ�ͷ��۹۲���ں�����δ��ȱ��,��������B2,B3�á�
�Աȷ���,�����¿���϶ʱ,��ͬ���ջ�������Ե�δ�����,��ͼ1( e) ��ʾ,��������B2 - B4������0. 8 mm�ļ�϶,��ͨ�����ƺ�ǹλ�õIJ�ͬ���о�2mm��岻���¿ڵ�MIG�Զ���,�������,��ǹλ�ö��ں���ij���Ӱ��ϴ�,���Ǿ�û�еõ��������õĺ��졣
����ǹ�����������λ��ʱ,���������зɽ�,��������ջ�λ������������Ӳ�ʺϽ���δ��,�ֲ��γ��˽Ͽ�����Ӱ����,���ֽ��״���ܲ�,�����ؽ��ͽ�ͷ����ѧ����,��ͼ1( f) �� ����ǹλ�ÿ����ֲ�ʱ,�绡��ʹ�������ۻ�,��ʱ��δ�ﵽӲ�ʺϽ���۵�,�ۻ��˽϶�ĸֻ����۳��жѻ�,ͬʱ����Ӳ�ʺϽ�ϵ͵��ȵ���ϵ��,��ʹ�۳ػ�ýϸߵ��¶�,�غ���λ����Ӳ�ʺϽ�ĸ�ķ��������ɢҲ��Ϊ����,�����ʹӲ�ʺϽ�ĸ���ڲ����нϸߵ����¶��ݶ�,��Щ�������ں��ӹ��̵Ľ��С��۳صĸ������º����ij���,ĸ���ڲ��ߵ��¶��ݶȺ�����ĸ����ɢ�IJ�����,���²����Ⱥ����¶ȳ�����,���Ǻ���Ӧ�������ĸ���ԭ��,����ʱ�ᵼ�º������Ƶij���,����ͼ1( g) ��ʾ������ǹ����Ӳ�ʺϽ�һ��ʱ,��ͷ������ԽϺ�,�������Եĺ����Ͳ��ֵ�δ���γ�,��ͼ1( h) ��ʾ,���ǿ����������ͺ��������벢�ں�����ʼλ�ü�������������������ȱ�ݡ�
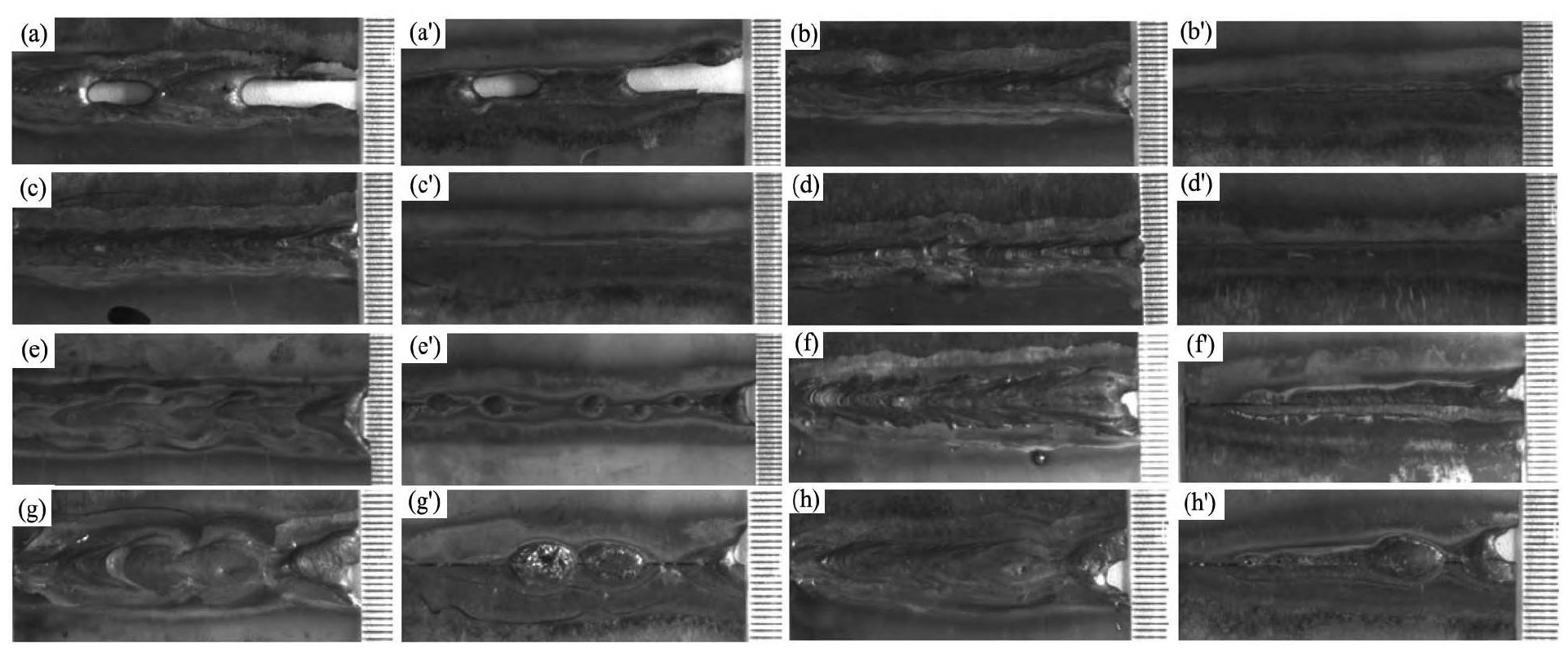
ͼ1 Ӳ�ʺϽ���ֵ� MIG ������� Fig.1 Welding appearance of WC-Ti C-Ni /304 stainless steel weld joint during MIG robotic welding
Face ( a) and back ( a') of welded Sample A1; Face ( b) and back ( b') of welded Sample A2; Face ( c) and back ( c') of welded Sample A3; Face ( d) and back( d') of welded Sample A4; Face ( e) and back ( e') of welded Sample B1; Face ( f) and back ( f') of welded Sample B2; Face ( g) and back ( g') of welded Sample B3; Face ( h) and back ( h') of welded Sample B4
����2 mm��Ӳ�ʺϽ�MIG�Զ���,�Ӻ���ĺ�ۼ�����Ե�֪,����Ӳ�ʺϽ߿��¿ڵĺ���Ч���ϲ����¿ڵ�����á����������ӹ�����,������������Ӧ������15. 8 L��min- 1����,���ӵ�����100 ~ 150 A��Χ��,���庸��������Ӧ������179 k J����( ������A2�����������) ��ͬʱ������A2��A3�ĶԱȿ�֪,����A2���б�A3�ߵĺ���������,������A3���������Ե�����,����������벢���ܾ�ȷ���������ӽ�ͷ���ۺ�����,��ֻ�Ǽ�����������������Դ���С,�����ܲ��������뵽���Ӳ�λ����������δ�����ֲ��ġ��������к���������Ҫ���Է���Ͷ������ݸ�������������,ͨ�������ۻ��γ��۳�,�������۳��γ�֮�����ܵĴ�������Ҫ�����ȴ���Ϊ��,������ϵ��ȵ�������������Ҫ������,��������Ӳ�ʺϽ�ĵ��ȵ�����ϸ��ȵ��ʵĸ�֮��IJ���,�����۳ؾ��в����ȵĺ����¶ȳ�,�������������ƵIJ�����
2.2��ͷ���������۷���
���ù�ѧ������ɨ��羵��Ӳ�ʺϽ��벻��ֺ��ӽ�ͷӲ�ʺϽ�������������֯����ò���з���,��ͼ2��ʾ,������A2,A3,A4������������֯ͼ��
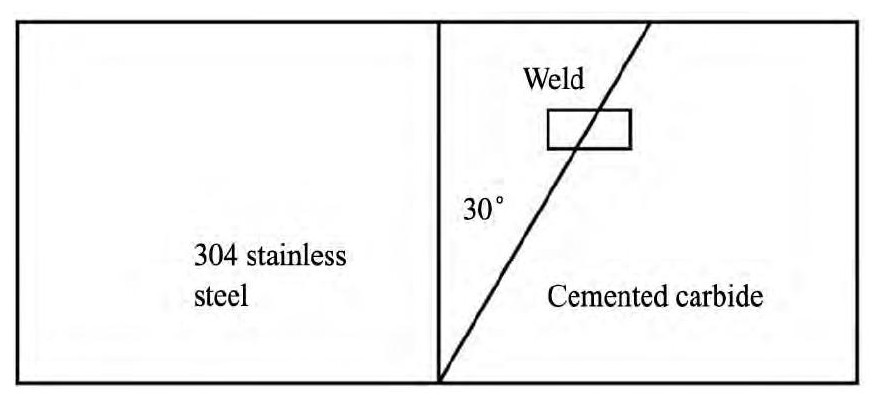
ͼ2 ����ĸ��ʾ��ͼ Fig.2 Schematic diagram of welding base metal
����������Ľ���۲���ͼ3( a,c,e) ,��������A2��A3��Ӳ�ʺϽ����������Ľ��洦��������̬���ơ��ֲ��в�������ࡣ������������A3������С,�ײ��Ӳ�ʺϽ�û���������������ܺõ�ұ����,������������Ҳ����,����Ӳ�ʺϽ�ĵ��ȵ��ʻᵼ����������ɢ����,���ϲ���нϴ����������,����ں����ϲ��н϶�����A2��������֡�����,���ֲ����ȵ������������ϴ����Ӧ��,�����������Ƶij��֡�����A4�ڽ��洦�������Ե�����ɼ�,��������A4�ϵ͵��������Ӳ�ʺϽ�ĸ��۵����ܲ��ɷֵġ�
�۲캸�ӽ�ͷ����֯��ͼ3( b,d,f) ,����A4�ڿ���Ӳ�ʺϽ��ĺ��촦�����ԵĹ��ɲ����,��ᵼ�½�ͷ������֯�����Եķֲ�����,���ؽ��ͽ�ͷ�����ܡ�����A2���洦��Ӳ�ʺϽ����ȴ�С����,ԭ���ʼ�ǵ�̼���پ��ѷ����ܽ��ΪԲ��״,�ܽ���WC����û���κεľۼ��볤��������,��Խ�ͷ��ѧ���ܵ������������Ҫ�ġ�������A3��A4�ڶ��߽����ϴ��д���̼���ٿ�������,���Ҳ����ȵ���������ʹֻ�в��ּ�Ƿ����ۻ�( ��������A3����λ�õ�WC������A2����,�����²��Ŀ��Կ�����δ�ܽ��WC��������,��������A3���洦��WC�����ֲ�����,����һ���̶ȵľۼ�) ,��������A3�IJ����������������A4�ĵ��������йء�
��ͼ3( d,f) �п��Կ����ڽ����ϴ���WC�����쳣��������( AGG) ����,�ڿ������洦����WC�ۼ����������϶ࡢ�����ܽϴ�ľ���������AGG,Ѹ�ٳ���ľ����ᵼ�����ṹ������,���ͽ�ͷ��ǿ�Ⱥ����ԡ�Ӳ�ʺϽ���ֵĺ�����,Ӳ�ʺϽ���ͷ���洦WC�������ܽ⡢�ۼ��ͳ���Խ�ͷ������������Ҫ��Ӱ��,�����ǽ�ͷ̼����AGGΣ���ϴ�,����ں����п��ƽ�ͷ��λ����AGG�����ش�����,�����Dz����ȵ�������ʹ���洦�������в�ͬ�Ľ�����,�ڽ����ܽϸߵľ��������ڳ���AGG��
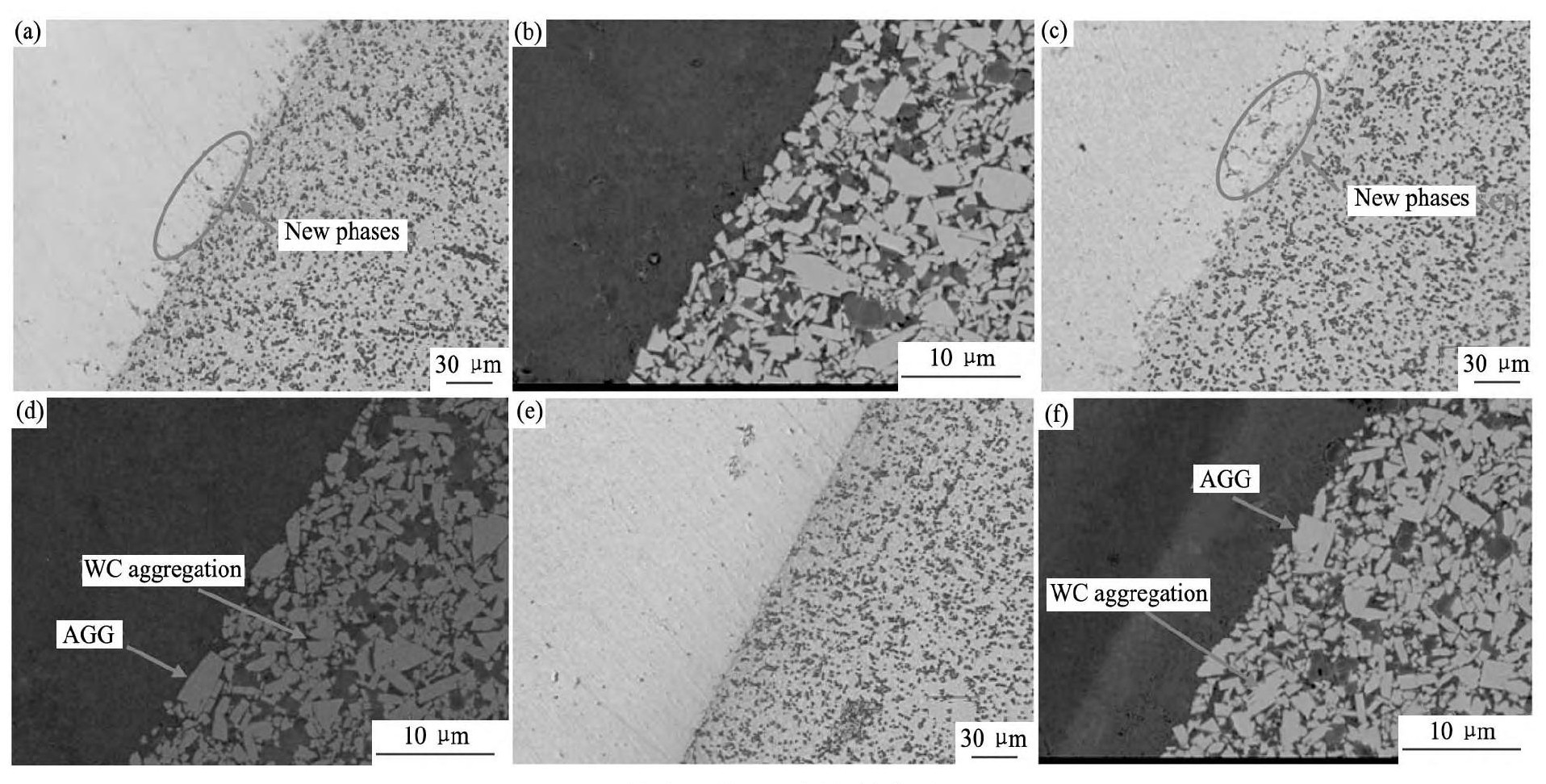
ͼ3 ���߿��¿��������ӽ�ͷ��֯ Fig.3 OM ( a,c,e) and SEM ( b,d,f) images of microstructures in welded joint with single groove
( a,b) Sample A2 with different magnifications; ( c,d) Sample A3 with different magnifications; ( e,f) Sample A4 with different magnifications
2.3���������Ԫ����ɢ����
ͼ4( a ~ c) �ֱ�������A2,A3,A4��Ӳ�ʺϽ��뺸����洦��ɨ��Ԫ�طֲ�����ͼ,���� ( 1) ,( 2) ,( 3) ,( 4) �ֱ���C,Ti,Ni,W�����ı仯����,�����ؼ�ͷ����( �Ӻ���ൽӲ�ʺϽ��) Ԫ�غ����ı仯,�о���ͷ��������Ԫ�ص���ɢ�����
��ͼ4( a) ,�ɳɷַ��������֪��λ��1��TiԪ�غ�����������,˵���˴��Ŀ�״���������������( Ti W) C,��Ҳ��Ӳ�ʺϽ�Ļ�����,Ti C���н�WC�ߵ��۵�,�˴����ڵĹ������ԭʼ��Բ�λ�����״�������ܽ�,���α�ò������ɴ�λ�ÿ�ʼ,����Զ�뺸��ķ���,WԪ�غ������ߵ�б�ʲ��Ͻ���,����Ԫ�صı仯Խ��Խƽ��,���ʽϴ�λ�ô�˵��WC��������������ܽ�,WC������о�����Ե��λ�ijɷ��Ѿ������˽ϴ�ı仯,���γ�о��WC���� �� ��ĺ˿ǽṹ��2, 3,5�����ǻ�����,4����С������������ṹ ( Ti W) C������������CԪ�غ����仯����,������CԪ�صĺ�����ĸ���еļ����൱��
��ͼ4( b) ,��WԪ�غ����ı仯����,���Ե�֪��1λ�ô���5 ��m�ķ�Χ��W��������һ��,������ڸ�λ�ô���WC�����ۼ���������,������ͼ��WC��������ò��֪��WC������û�з�������λ��2���ǻ���ճ���ࡣ����������CԪ����NiԪ�غ������ں㶨��
��ͼ4( c) ,λ��1��NiԪ�غ������Խ���, ����Ԫ�غ�����û�����Եı仯,�����λ��1�������Ǻ��ӹ����г��ֵ�С����,λ��2����������WC�ľۼ�,������Ϊ2�㸽��W�����ϸ߲������ȶ�,��ͼ��WC������òͬ����֪û�г��ֳ�������,3,4�㴦���ڵ��ǻ���ճ���ࡣ����������CԪ����NiԪ�غ��������ȶ�������
��ͼ4��̼Ԫ�غ����ı仯���߲��ѷ���,ÿһ��������Ӳ�ʺϽ�/���������渽��,̼Ԫ�صĺ����������Ա仯,����һ������̼Ԫ����ɢ���뺸���С���ɨ���ÿһ������,����ʼλ�þ���һ���������ٴ���,�������Ԫ����ɢ�����뺸���е����ƾ֤,������ԭ�Ӽ����ɢ���γɾ���ұ���ϵĽ�ͷ,����һ���̶�����߽�ͷ���ܡ�����,����ɨ��������߿������Կ���,Ni������W�����ʸ����,�����Բ�����ֶ��߲����ݵ�����,����Ԫ�صı��������Լ�Ӳ�ʺϽ���ս�����йء�һ����˵,WC-Ti C-NiϵӲ�ʺϽ���Ҫ��������֯״̬: ( Ti W) C + �� ����Ͻ�� ( Ti W) C + WC + �� ����Ͻ�( �� ����W��C��Ni�Ĺ�����) ��������������ĸ�ĺ�Ti C 15% ( ��������) ,���д�����WC���ܽ�������( Ti W) C,����Ϊ����Ͻ�,�� �� ����Ni��W�ǹ����,���߿���ͬʱ����,������һ����֮��,����֮����ڸ���ء�

ͼ4 Ӳ�ʺϽ�/������洦Ԫ����ɨ����� Fig.4 Line scanning analysis between interface of cemented carbide and weld
( a) Sample A2; ( b) Sample A3; ( c) Sample A4
3����
1. ��Ӳ�ʺϽ�������,������亸�����, ������WC�ܽ�������; ����WCϡ���� �� ���ͨ��Ӳ�ʺϽ������( WC,Ti C) /Ni��ϡ��( WC, Ti C) / Ni( ĸ����Ni�ͺ�����Ni) ���� ���ʵ��Ӳ�ʺϽ���ֵ�ұ���ϡ�
2. WC�ľۼ���������Ĵ�С��û��ֱ�ӵ�Ӱ���ϵ,����A2û�г���WC�ľۼ�,������ϴ������A3���������С������A4����WC�ۼ�����������

