������ʱ��: 2018-01-18 13:26
ϡ�н��� 2018,42(12),1301-1308 DOI:10.13373/j.cnki.cjrm.xy17110017
��ĩ�ս��ܽⷨ�Ʊ����������ṹ����
����Ң ��ܿ ���Ƕ� ���͡ ��Т��
����������ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
Ϊ���Ʊ�������˲���, ����������Ϊԭ��, ��K2CO3Ϊ���, �����ս��ܽⷨ�Ʊ��˲�ͬ��϶�����������������������������������ѹ��ѹ�����ս��¶ȶ���Ʒ��϶�ʡ��������ȵ�Ӱ��, �Լ���϶���뿹ѹǿ�ȵĹ�ϵ���о�����:�������������10%��40%ʱ, ��Ʒ��϶�ʦ�Ϊ27. 8%��52. 4%����ѹ��ѹ����100��400 MPaʱ, ��ѹ��������Ʒ��϶�ʡ��������Ⱦ�����;�ս��¶���1000��1250��ʱ, ���ս��¶�����, ���������������������, ��1150����ַ�ֵ��������������Ϊ30%, ѹ��ѹ��200 MPaʱ, �ս��¶�Ϊ1150��ʱ, ���Ʊ��������϶��Ϊ40. 56%, ����Ϊ26. 7��m, ����255. 01 m3�� (h��kPa��m2) -1, ��ѹǿ��Ϊ24. 12 MPa��
�ؼ��ʣ�
����� ;��϶�� ;���˲��� ;���� ;
��ͼ����ţ� TF125.6
����飺 ����Ң (1993-) , ��, ������ʯ��, ˶ʿ�о���, �о�����:���������;E-mail:929626195@qq.com;; *��ܿ, ����;�绰:15368066816;E-mail:zyuncrystal@yahoo.com;
�ո����ڣ� 2017-11-10
���� ������Ȼ��ѧ������Ŀ (51264024) ����;
Preparation and Structural Characteristics of Porous Nickel by Sintering-Dissolution Process
Wang Tianyao Zhou Yun Sun Yadong Li Heting Zuo Xiaoqing
Faculty of Materials Science and Engineering, Kunming University of Science and Technology
Abstract��
In order to prepare the nickel porous filtration material, with nickel powder as raw material and K2 CO3 as pore forming agent, the porous nickel samples with different porosity were fabricated by a sintering-dissolution process. The influence of space holder, compacting pressure and sintering temperature on the porosity, cell size and permeability of samples, and the relations of porosity and compressive strength were investigated and discussed. The experimental results showed that the porosity of samples was 27. 8% �� 52.4%. While compacting pressure was 100 �� 400 MPa, the porosity, cell size and permeability of samples decreased with compacting pressure increasing; while sintering temperature was 1000 �� 1250 ��, the cell size and permeability increased first, then slowly decreased with the sintering temperature increasing, and the peak value appeared at 1150 ��. When the volume fraction of space holder was 30%, compacting pressure was 200 MPa, sintering temperature was 1150 ��, the porous nickel sample was fabricated with porosity of 40. 56%, maximum cell size of 26. 7 ��m, permeability of 255. 01 m3�� ( h��kPa��m2) -1, and compressive strength of24. 12 MPa.
Keyword��
porous nickel; porosity; filter material; permeability;
Received�� 2017-11-10
������������ɽ���������ڲ���϶���ɵ�һ�ּ�߽ṹ�����ص�ĸ��ϲ���, �������ᡢ��ǿ�ȸߡ��ȱ���������¿��������ŵ㡣����Ϊ���˲��ϡ�ɢ�Ȳ��ϡ��������ܲ���, Ӧ����ұ��������Դ���������������պ��졢�����������������й����������Ŀǰ������ײ���Ӧ����㷺������֮һ
[1 ,2 ,3 ,4 ,5 ,6 ,7 ]
�����˲����������Լ��ڲ��ṹ�ֲ�ֱ��Ӱ��������ܼ�ʹ�û���, Ŀǰ�ڹ�ҵ�й㷺ʹ�õĹ��˲�����ҪΪ�մɹ��˲��ϼ���������˲��ϡ�����մɹ��˲��Ͼ������¡���ʴ����ѧ�����ȶ����ŵ�, ������մ�ǿ�ȵ͡����Բ�, ���ܳ��������ʱ������, ���մɹ���оװ���Ϊ����, �����ʹ�÷�Χ�ܵ����ơ�������ײ���ǿ�ȸߡ����Ժ�, ���ܹ��ͽϸ��¶�, ���пɺ�����, ��װʹ�ü�, ������㷺Ӧ����ұ������������������Դ����ҽ����ҵ��Ŀǰ�㷺ʹ�õĽ������˲�����Ҫ��ͭ�Ͻ��ѺϽ𡢲���ֵȡ�ͭ�����˲��Ͼ��ж����������������, ����Ϊҽѧ���˲��ϼ�ˮ�������˲���ʹ�á�����ֺ������Ͻ���˲������¡�����ʴ������, �����ڻ���������ұ�𡢻�����ʯ�͡�����Դ����, �羻�����ͻ��������������� (DPF) ϵͳ, �������и�¯ú���Ĺ��˾���, ԭ���ܵ�վ�з�Ӧ�Ѿ���Һ��ϸС��������Ⱦ��Ĺ���, �����ҵ��, ���ں��������Ƶ�������Һѹ�͵ľ����ȡ��벻��ֺ������ֺϽ����, �����Ͻ�������õ���ʴ���ܺ�������, �����ڼ��˸������������������ܱ������ڲ����
[8 ,9 ,10 ,11 ,12 ]
��
�ڽ�����, ������������Ϸ�չѸ��, �����E��
[13 ]
, ��Inconel625�Ͻ��ĩ�����ܼ�Ϊԭ��, �������ܼ�ѹ���ճɹ��Ʊ�������ϸ�������Ͻ����˹����塣��1120���2 h����ս��Ƶõ������Ͻ���˹ܵ�����Ϊ1.42��m, �����ϵ��Ϊ31.53 m3 �� (h��kPa��m2 ) -1 , �������ǿ��Ϊ340.83 MPa��������
[14 ]
���ô�ͳ����Ⱦ�ѹ���ι����Ʊ�Ni�����ºϽ���˹ܡ���϶��Ϊ44.1%, ����Ϊ35.5��m, ��ϵ��Ϊ271.7m3 �� (h��kPa��m2 ) -1 ;������
[15 ]
����Inconel625�Ͻ��ĩ, ����Ⱦ�ѹ���Ʊ��˶��֧�Ź�, ���÷�ĩʪ����Ϳ����������Ĥ��, ��1240�����ս�õ��Ķ��֧�Ź�, �������ﵽ32��m����϶��Ϊ44.83%, ��ϵ���ﵽ306 m3 �� (h��k Pa��m2 ) -1 ���������ܼ�ѹ���Ʊ�������������˲��϶Խ����۵���״�ߴ������Ҫ���, ����״���׳ߴ�Ϳֲ��ľ��������Կ���, ����ȥ���л�ճ���ʱ��ӷ����ж�����, ��Ⱦ����������ͳ����Ⱦ�ѹ���ͷ������ѹ�ơ�ѹ��ʱ�䳤������Ч�ʽϵ����豸�Ƚϰ���
���ij�����һ���µķ������Ʊ���������˲���, ���ַ������Ƚ�����������������Ȼ�ϲ�����ѹ���ս�, ����ս�õ���Ʒ����ˮ����ϴʹ���������ܽ�ȥ���Ի�ÿ�϶�ʡ����Ρ������ɿصĶ�ײ��ϡ���ʵ��ѡ������ΪK2 CO3 ����, K2 CO3 ���нϺõĻ�ѧ�ȶ��ԡ��ϸߵ��۵� (891��) �����ԡ��Ϻõ�ˮ���ԡ��ɱ��ϵ͵��ŵ�, ��һ�ֱȽ������������÷������ص��ǿ���ͨ���ı�����������ͳߴ���̬���ƶ�������˲��ϵĿ�϶�ʺͿṹ, �ҹ������̼�, ʹ����ͨѹ�������豸���˳ɱ���
[16 ]
�����о���Ŀ�����Ʊ������϶�ʺͿ��ε�����ײ��ϡ������۵�ߡ���֯Ϊ���������, �������õ���ʴ�Ժ����ȶ���, �����ܹ�������������������ʹ�ù��˲��ϵ�����Ҫ��ͨ��̽�����ղ��� (�����ѹ��ѹ�����ս��¶Ⱥ��ս�ʱ��) ��������϶�ʡ���������ϵ����Ӱ�졣��ͨ�������Ĺ��ղ������ƻ�ù��˾��Ⱥ���ͨ��������õĶ�������˲��ϡ�
1ʵ��
1.1ԭ��
���� (���ȡ�99.9%, ����40~50��m, �ܶ�8.9 g��cm-3 ) , K2 CO3 (���ȡ�99%, ����50~70��m, �ܶ�2.428 g��cm-3 ) ��
1.2����
������Ϊԭ��, K2 CO3 Ϊ����������ϱȼ��������K2 CO3 �����۵�����, ��������л���, ������ɺ�ѻ�Ͼ��ȵķ��Ϸ���ģ�� (��32 mm) �ڽ�������ѹ��, ѹ��ʹ��ѹ��Ϊ100~400 MPa, ��ѹ3 min��ѹ����ɺ�ѹ�õ���Ʒ���и���, ֮��ŵ����յ���¯ (KSXQ-8-14) ���ս�, ���ս������ͨ�봿��Ϊ99.99%���, ʹ�õ��ս��¶�Ϊ1000~1250��, ѡ��ı���ʱ��Ϊ1~3 h���ս���ɺ���¯��ȴ, ȡ������, �������ˮ���ܽ�ȥ�����������, ������ܽ������������и���, �õ��������Ʒ��
1.3���ܼ��
��϶�ʺͿ���϶�ʵIJ��Բ��ð�������ˮ��, ���ȳ����������������, ����m0 ��ʾ;���������û������24 h, ���Ͱ�������϶��ȫ��û��, ȡ����Ʒ��������õ�������͵�, �ٶԽ��������������г���, ����m1 ��ʾ;��ϸ˿���������ڴ�ˮ�г���������������, ����m2 ��ʾ
[17 ,18 ]
������϶�ʹ�ʽΪ
[15 ]
:
ʽ��:��k Ϊ��ײ��Ͽ���϶��;m0 Ϊ�����ڿ����е�����;m1 Ϊ������������;m2 Ϊ����������ˮ�е�����;���� Ϊ�������ܶȡ�
�ܵĿ�϶�ʼ��㹫ʽΪ
[16 ]
:
ʽ��:��Ϊ��ײ����ܿ�϶��;��s Ϊ����������ʵ��ܶȡ�
������ (��) �ǿ���϶��ռ�ܿ�϶�ʵİٷ���, ���㹫ʽΪ
[16 ]
:
��ɨ��羵 (SEM, QUANTA200, ����) ��X���������� (XRD, D/Max 2200X, �ձ�) ���������۽ṹ����֯�ɷֽ��й۲�ͷ���, ���õ�����ѧ����� (AG-IC100KN, �ձ�) ����������ѧ���ܽ��в���, ѹͷ�ƶ�����Ϊÿ����0.3 mm������������ɫ�����о�Ժ��FBP-3I�Ͷ�ײ������ܼ���Dzⶨ��������ϵ��, �������㹫ʽ����
[18 ,19 ]
:
ʽ��:dΪ��С����ѹ����p����Ӧ������, m;rΪʵ��Һ���������, N��m-1 ;��Ϊ����ǡ�
��ϵ���ļ��㹫ʽ����
[18 ,19 ]
:
ʽ��:KgΪ��ϵ��, m3 �� (h��k Pa��m2 ) -1 ;QΪ��������, m3 ��h-1 ;AΪ����ͨ�����, m2 ;��pΪ��ײ���������ѹ��, k Pa��
2���������
2.1�������Ʒ����֯��ò
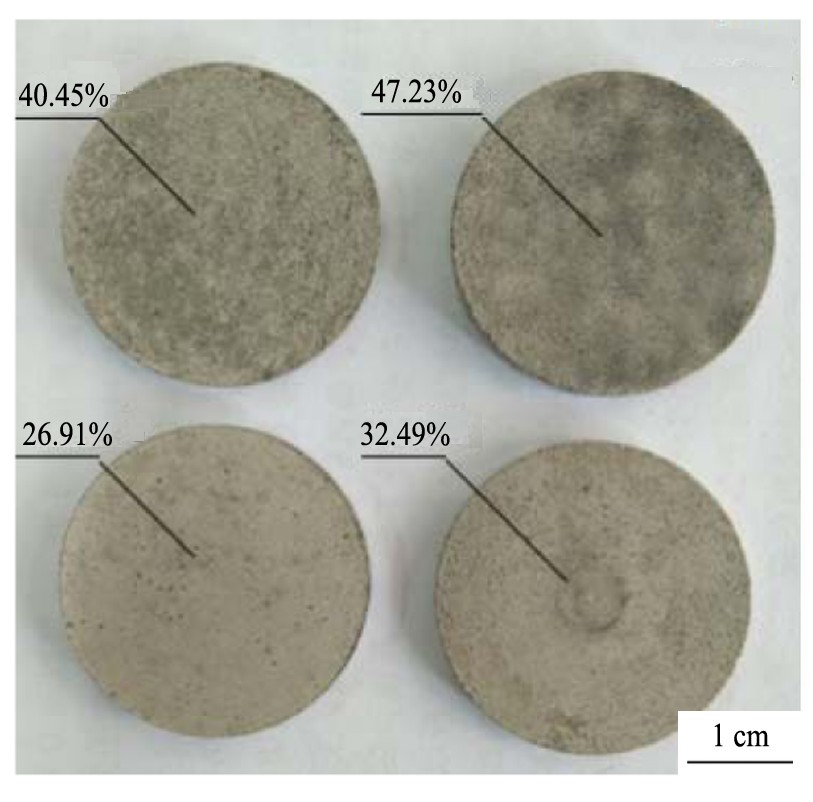
������Ϊԭ��, K2 CO3 Ϊ����Ʊ����˿�϶��Ϊ26.91%~52.40%��ֱ��Ϊ31~32 mm�������1.82~2.68 mm�Ĵ��������Ƭ������ͼ1Ϊ�Ʊ�����ͬ��϶�ʵĶ������Ʒ���ͼ, ��ͼ1�п��Կ���, ��Ʒ�����Ϊƽ��, û���������ƺ�ȱ�ݡ�
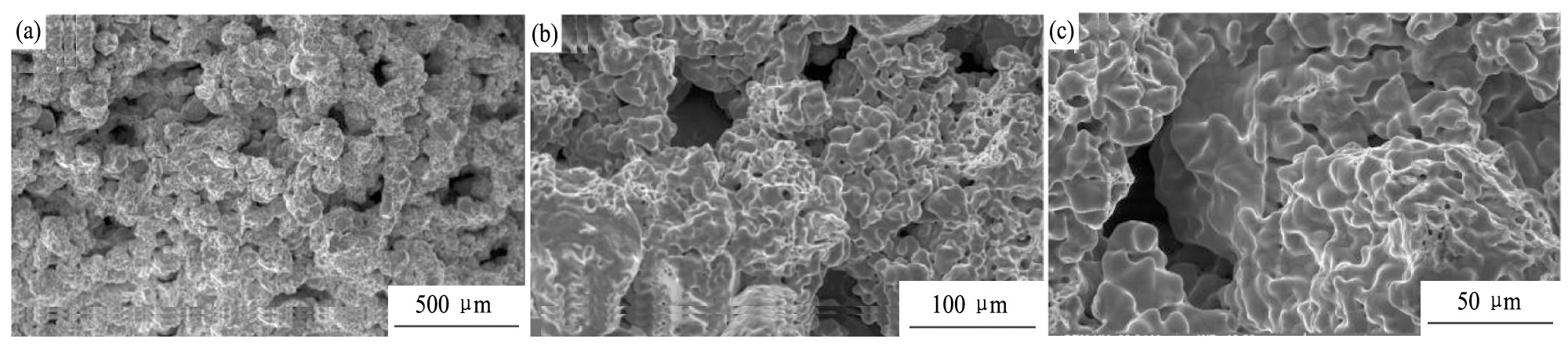
ͼ2Ϊ������ײ���������ɨ��羵ͼ, ��ͼ2 (a, b) �в�ͬ�Ŵ��������ṹͼ�п��Կ�����Ϊ���ȵķֲ��ڻ�����, ��ͼ2 (c) �ɿ�����������֮�侭�ս��Ѿ��γɽ��ܽ��, ��������������������γɻ�����֯, �����õ�ʵ�鹤���ܹ��Ʊ��õ�����Ķ����Ƭ��ͬʱ��ͼ2 (b, c) ���ɿ����г��������ȥ�����γɵĿ���, �ڻ����ϻ���һЩ�ɽ��������ս�������������ϸС����
ͼ1 ʵ�����Ʊ���ͬ��϶�ʵĶ������ƷFig.1 Porous nickel samples of different porosity
ͼ2 ������ײ��ϵ�SEMͼ��Fig.2 SEM images of porous nickel with different magnifications
(a) , (b) , (c) being different magnifications
ͼ3Ϊ������ײ��ϵ�XRDͼ�ס���ͼ3�п��Կ���, �����������Ϊ��һ��Ni����, û��������������, ˵�����ս���������û������巢����Ӧ, ͬʱ����δ���������Ԫ��, ˵��K2 CO3 ���ս��ˮ��ϴ���Ѿ������ܽ�ȥ����
2.2��϶��Ӱ������
2.2.1�����������Կ�϶�ʵ�Ӱ��
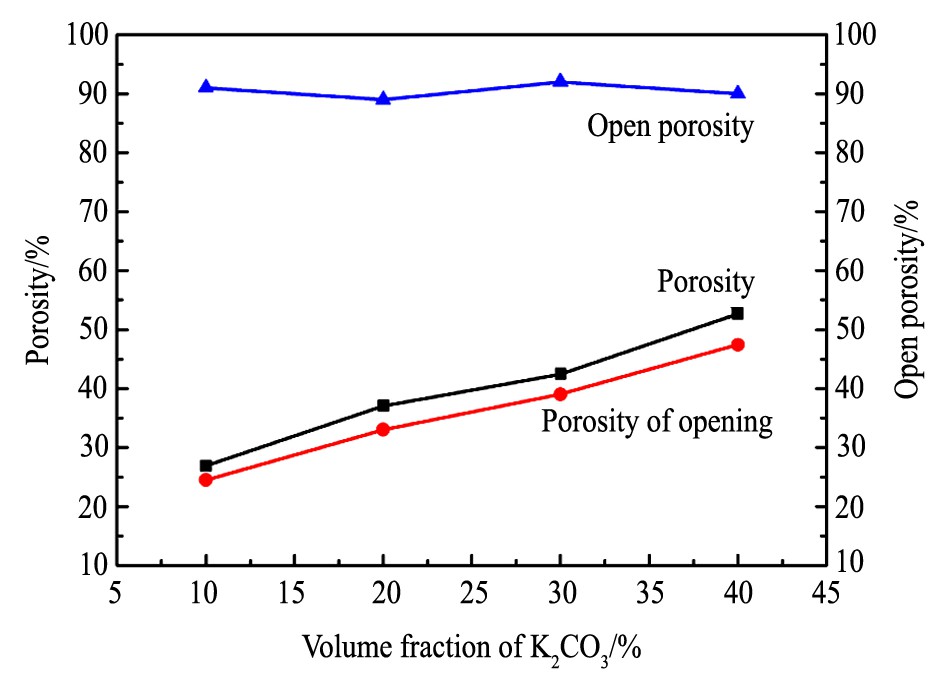
���ڶ���˲��϶���, ��λʱ����, ����ͨ�����������϶�ʴ�С������, ���ǿ�϶��Խ��, ���˲���ǿ�Ⱦ�Խ�͡�Ϊ��ʹ���˲�����������ǿ�ȴ��ھ���״̬, һ���������˲��ϵĿ�϶�ʲ�����50%, ������Ʊ����������Ƭ, �о�����������������Ʒ��϶�ʵ�Ӱ��ʱ, ѡ������K2 CO3 ��������ֱ�Ϊ10%, 20%, 30%, 40%ʱ����ѹ�Ƴ���, ѹ��ѹ��Ϊ100 MPa, �ս��¶�Ϊ1100�档ͨ��ʵ��õ��������������Ͷ�ײ��Ͽ�϶�ʵĹ�ϵ���ߡ���ͼ4��ʾ, ��ͼ4�ɼ�, �������������10%~40%ʱ, ��Ʒ��϶�ʦ�Ϊ26.89%~52.67%, ��������������������, ��Ʒ�Ŀ�϶�ʺͿ���϶��Ҳ����, ��Ʒ�Ŀ�϶���������������ı仯���������Ա仯���ɡ�
������Ʒ�пṹ��Ҫ�������ȥ�������γɵ�, ��˿���ͨ��������������������ﵽ������Ʒ��϶�ʵ�Ŀ��, ���ݲ�ͬ�����Ʊ���Ӧ��϶�ʵĶ�ײ���, ��չ��Ӧ�÷�Χ��
ͼ3 ������ײ��ϵ�XRDͼ��Fig.3 XRD patterns of porous nickel
ͼ4 �����������Ϳ�϶�ʹ�ϵ����Fig.4 Relation curves of K2CO3volume fraction and porosity
�������ǿ��Ŀ�϶��ռ�ܿ�϶�ʵİٷֱȡ��սᷨ�Ʊ���ײ���ʱ, �ս���̻ᵼ�²��ֿױպ�, ��ͼ4�п��Կ���, �����K2 CO3 �������Ϊ10%~40%ʱ, �����ʳ���88%, ˵��ʵ�����Ʊ��Ķ�ײ��ϻ���Ϊ���ṹ��
2.2.2ѹ��ѹ���Կ�϶�ʵ�Ӱ��
Ϊ���о�ѹ��ѹ���Զ������϶�ʵ�Ӱ��, ������������Ϊ40%, ��ѹ��ѹ��Ϊ����, ѡ��ѹ��Ϊ100, 200, 300, 400 MPaʱ�Խ�����ĩ����ѹ�Ƴ���, ��ѹʱ��Ϊ3 min, �ս��¶�Ϊ1100��ʱ��ѹ��ѹ���������Ŀ�϶�ʱ仯��Ӱ����ͼ5��ʾ����ͼ5�п����ж�, ѹ��ѹ��Խ��, �����Ŀ�϶��Խ�͡���Ҫ����Ϊ��ѹ��ѹ������������, ������ϵ����������, ���ܶ�����, ����������϶���½�����ͼ5�п��Կ���, ��ѹ��ѹ����100 MPa����300 MPaʱ, ��϶���½��ٶȽϿ�, ��ѹ��ѹ������300 MPa���϶�ʱ仯���Ƚ�С, ��ԭ���ǵ�ѹ��Ϊ100~300 MPaʱ������������ڽ�Ϊ��ɢ��״̬, ����ѹ��������, ����仯���Ƚϴ�, ��ѹ��ѹ�����ߵ�300 MPa����ʱ, ���ۺ�������϶�������ϴ��ڽ�Ϊ���ܵ�״̬, ������Ϊѹ���ı仯�������Ľϴ�仯, ��˿�϶��Ҳ������ȶ���
ͼ5 ��ͬѹ��ѹ���Ϳ�϶�ʵĹ�ϵ����Fig.5 Relation curve of compacting stress and porosity
2.2.3�ս��¶ȶԿ�϶��Ӱ��
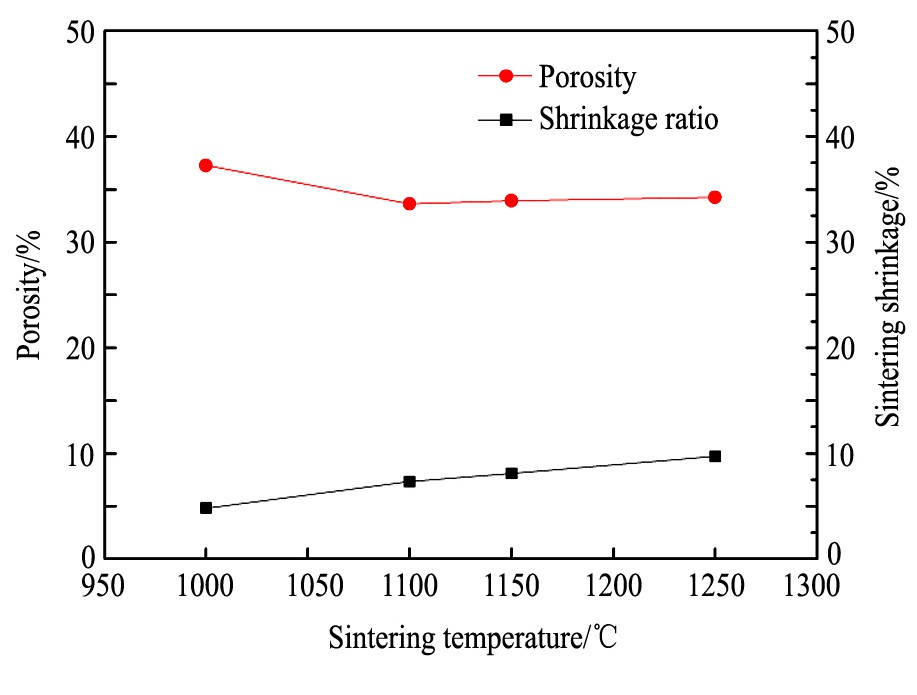
�ս��¶��ɽ�����ĩ�����ࡢ��̬�����ȡ��Լ���Ʒ��Ҫ������ܵ����ؾ���������������, ������ײ��ϵ��ս��¶�һ�㶼�����ܻ��������۵�Ҫ��, ��Ҫʹ������ײ��ϵ���ѧ����, ��ǿ�ȡ�Ӳ�Ⱥ���չ�Եȶ��ﵽ��Ϊ����ij̶�, һ��������ս��¶ȴ���ڱ��ս�Ľ����۵��0.6~0.8����Χ�ڡ����������۵�Ϊ1453��, Ϊ̽���ս��¶ȶԿ�϶�ʵ�Ӱ��, ��ѹ��ѹ��Ϊ200 MPa, ����������Ϊ20%, ���ս��¶�Ϊ����, ��1000, 1100, 1150, 1250��ֱ����Ʒ�����սᡣ���Ա��о���ͬ���ս��¶ȶԶ������϶�ʵ�Ӱ�졣
��ͼ6���Կ���, ���ս��¶���1000������1100��ʱ, ��϶����37%����34%, �����ս��¶ȵ����߿�϶�������½�;���ս��¶���1100������1250��ʱ, ��϶����34%~36%֮��仯, ��������, ���ս��¶ȳ���1100��ʱ, �ս��¶ȶԿ�϶�ʵ�Ӱ�첻����, �����ս�����������������������Ϊ���ս�ǰ��������֮���Ե�Ӵ�, ���ս��¶Ȳ���ʱ, ԭ����ɢ���������¶�������, ԭ����ɢ�ٶȼӿ�, ��������֮���ɵ�Ӵ�ת��Ϊ��Ӵ�, �¶�Խ�߽����������Խ����, ��Щԭ�������ڽ�������֮����״ӻ������, ��������ӳ����γɴ��, ���»�����ʵ����϶���½������¶ȳ���1100��ʱ, ��ײ��Ͽ�϶�ʵı仯��Ϊƽ��, ԭ�����ڴ��¶��½�����������Ѿ����ڽ�Ϊ����״̬, �������ı仯Ǩ�Ƽ���, �����϶�ʱ仯�̶�Ҳ����
ͼ6 ��ͬ�ս��¶ȺͿ�϶�ʵĹ�ϵ����Fig.6 Relation curve of sintering temperature and porosity
2.2.4����ʱ��Կ�϶��Ӱ��
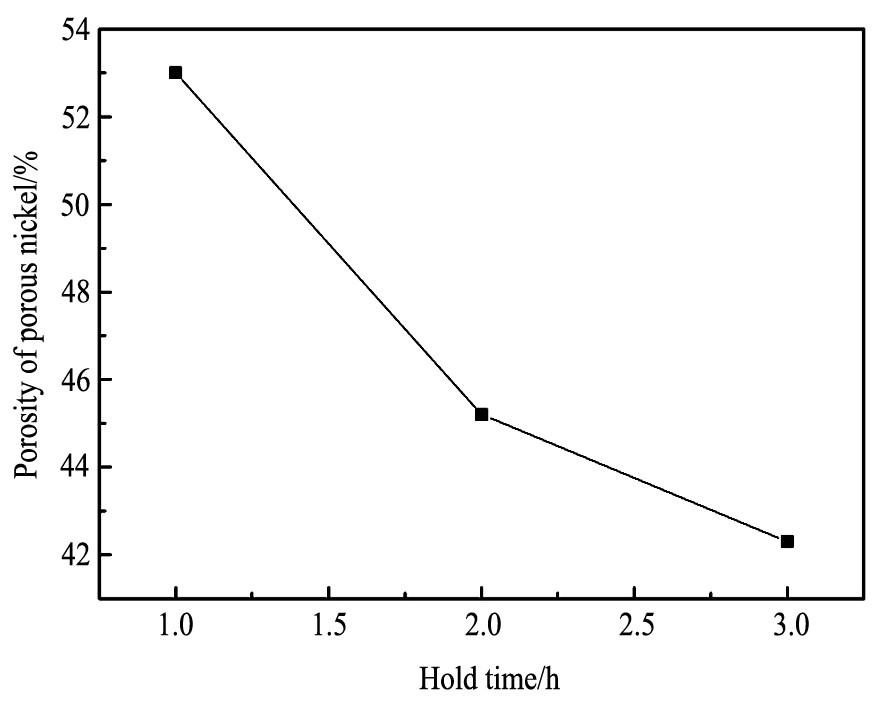
������������Ϊ40%, ѹ��ѹ��Ϊ100 MPa, �ս��¶�Ϊ1100��ʱ, ���սᱣ��ʱ��Ϊ����, ѡ����ʱ��ֱ�Ϊ1, 2, 3 h, ��������ʱ��Կ�϶��Ӱ�졣����ʱ�����϶�ʵĹ�ϵ������ͼ7��ʾ����ͼ7��֪, ����ʱ��Կ�϶�ʵ�Ӱ���Ϊ����, ����ײ��ϵĿ�϶�����ű���ʱ����ӳ��������½�����ͼ7�������Կ���, ������ʱ����1 h���ӵ�2hʱ, ����ײ��ϵĿ�϶����53%�½�Ϊ45%;���ǵ�����ʱ����2 h�ӳ���3 hʱ, ����ʱ�����϶�ʵĹ�ϵ����б�ʽ�֮ǰ�м�������, ��϶����45%�½�Ϊ42%��������Ϊ����ʱ��Ϊ1 hʱ, �ս���̻�������, �������廹�������������ܵĽ�, ��������ʱ��ﵽ2 hʱ, �ս�����Ѿ��������, ���Ա���ʱ����1~2 hʱ��϶���½��Ͽ�, ��2~3 hʱ��϶���½�������
2.3��������������Ӱ������
2.3.1�����������Թ�������������Ӱ��
���˾����ǽ�����ײ�����ʵ��Ӧ���е�һ���ؼ���ָ��, ���˾��ȵĶ���֮һ������ͨ�����������ߴ�����ص���С�����ߴ�, һ�㳣����������ʾ, ��Ϊ���Թ��˾���
[20 ,21 ]
�����IJ������ݷ����ⶨ��ײ��ϵ�����ֵ, ����Խ��, ���������ߴ�Ҳ��Խ��, ��������ƽ������һ��ʱ, ����ԽС���˾���Խ�ߡ�
ͼ7 ��ͬ����ʱ��Ϳ�϶�ʵĹ�ϵ����Fig.7 Relation curve of holding time and porosity
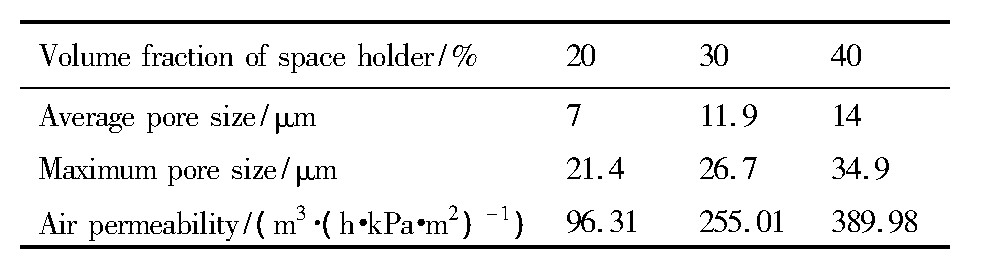
��1Ϊ�����������Զ������������������Ӱ��, ��ѹ��ѹ��Ϊ200 MPa, �ս��¶�Ϊ1150�档�ӱ��пɼ�������������������, ƽ���������������ȶ���֮����, ���������������Կ�϶�ʵ�Ӱ������һ�¡�����������������ȵı仯��Ϊ����, ���������Ϊ20%ʱ, ƽ����Ϊ7��m, ����Ϊ21.4��m, ����Ϊ96.31 m3 �� (h��kPa��m2 ) -1 , ���������Ϊ40%ʱ, �������Ʒ��ƽ����Ϊ14��m, ����Ϊ34.9��m, ����Ϊ389.98 m3 �� (h��kPa��m2 ) -1 , ��֮ǰ���ƽ�������������д��������, ���ȸ���������4��֮�ࡣ
2.3.2ѹ��ѹ���Թ�������������Ӱ��
��2Ϊѹ��ѹ���Զ�����Ĺ�������������Ӱ��, ѡ�������������Ϊ30%, �ս��¶�Ϊ1150�档�ӱ�2�п��Կ���, ��ѹ��ѹ��Ϊ200 MPaʱ, ƽ����Ϊ11.9��m, ����Ϊ26.7��m, ����Ϊ255.01 m3 �� (h��k Pa��m2 ) -1 , ��ѹ��ѹ������400 MPaʱ, ƽ����Ϊ9.5��m, ����Ϊ24.1��m, ����Ϊ159.32 m3 �� (h��kPa��m2 ) -1 ��ͨ���Աȿɷ�������ѹ��ѹ���IJ�������, ����Ƭ�Ĺ����������������Ͻ���, ������Ϊ�ڽϵ͵�ѹ��ѹ����, ѹ�����ܶȽϵ�, ѹ���б����˽ϴ�Ŀ�϶ͨ��, �ս�ʱ���ױպ�, �γɿ����ֱ�����ӵ����ο�, ��������;����ѹ��ѹ��������, ѹ�����ܶ�����, ѹ���б����Ŀ�϶��С, �ս�����ױպ�, ���¾ֲ�ͨ������, �����½���
��1 K2 CO3 �����������Թ�������������Ӱ��Table 1Effect of K2 CO3 volume fraction on filtering characteristic parameters ����ԭͼ
��1 K2 CO3 �����������Թ�������������Ӱ��Table 1Effect of K2 CO3 volume fraction on filtering characteristic parameters
��2 ѹ��ѹ���Թ�������������Ӱ��Table 2 Effect of compacting stress on filtering character-istic parameters ����ԭͼ
��2 ѹ��ѹ���Թ�������������Ӱ��Table 2 Effect of compacting stress on filtering character-istic parameters
2.3.3�ս��¶ȶԹ�������������Ӱ��
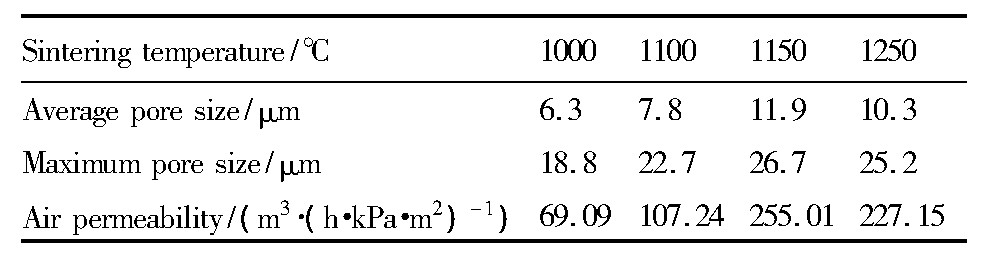
��3Ϊ�ս��¶ȶԶ�����Ĺ�������������Ӱ��, ��ѹ��ѹ��200 MPa, ����������Ϊ30%���ӱ�3�ɼ�, ���ս��¶���1000������1150��ʱ, ���������Ƭ��ƽ������6.3��m����11.9��m, ������18.8��m������26.7��m, ������69.09m3 �� (h��k Pa��m2 ) -1 ������255.01 m3 �� (h��k Pa��m2 ) -1 �������ս��¶�������1250��ʱ, �������ƽ����������10.3��m, ����������25.2��m, ���Ƚ�����227.15 m3 �� (h��kPa��m2 ) -1 ����������ѡ�õ��ս��¶���1000��1150��ʱ, �����¶ȵ�����ԭ�Ӽ���ɢ���ʼӿ�, Ǩ�ƾ�������, ������ĩ���������ϵ�ԭ�� (����϶�з�ĩ�����������ɱ����ϵ�ԭ��) ���ڽ���ĩ�����Ӵ���Ǩ��, ����, �ӿ�϶�з�ĩ�������������ɱ�����������ԭ�������������ڽ��Ӵ�����ԭ����, �Ӷ��γ��սᾱ, ͬʱ�սᾱ���ϳ���, ��϶�ռ�Բ�����γ�Բ���εĿ��ṹ, ʹ������, ���ȱ�������¶ȼ�������, ��ĩѹ���еĴֿ����ڳ����������γɽӴ���, ԭ���˶��������, �γɿ�����Ľ������, ���²���С�Ŀ�϶ͨ���պ�, ͬʱ��۱���Ϊ��Ʒ�������, ����С, �����½���
2.4��ѧ����
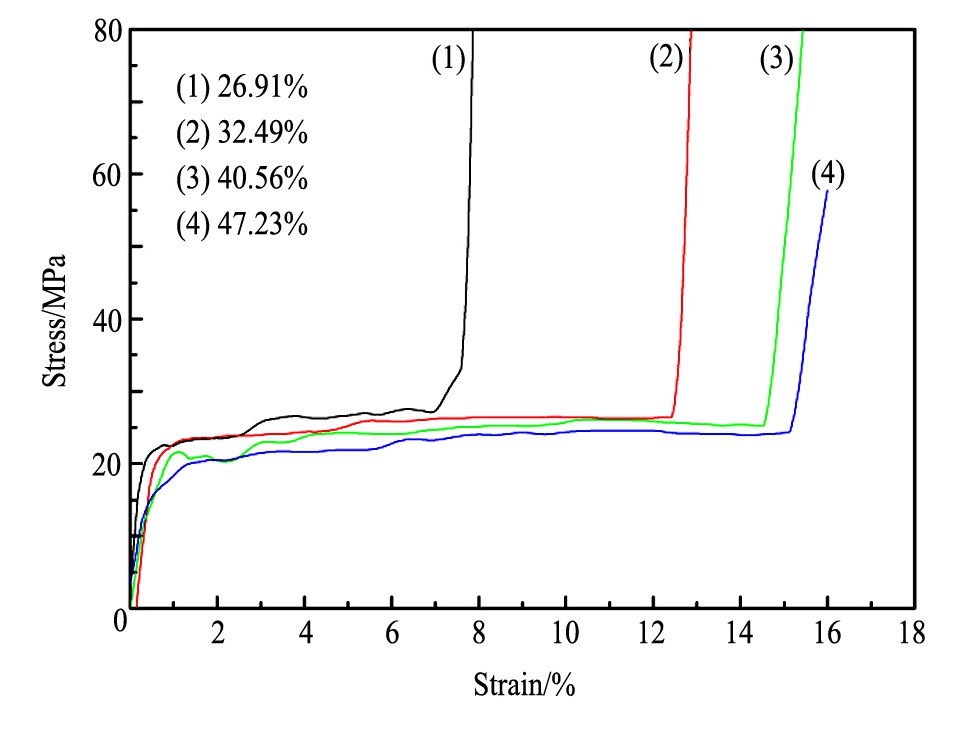
�����������ǿ�����϶�ʵĹ�ϵ��ͼ8��ʾ����Ӧ��Ϊ4%ʱ, ��϶��Ϊ26.91%�Ķ������ѹǿ��Ϊ27.17 MPa, ����϶������47.23%ʱ, �������ѹǿ�Ƚ�Ϊ22.75 MPa�����ſ�϶�ʵ�����, �����������ǿ�Ƚ���, ͬʱ������ƽ̨�εij�����֮���ӡ�
��ͼ8��ͬ��϶�ʶ������Ӧ��-Ӧ������ͼ�п������Կ��������߾���3�������:�ߵ��ԽΡ�����ƽ̨�κ����ܽΡ����ߵ��Խ�, Ӧ���Ӧ�������Թ�ϵ, ��Ӧ�������ױ�ʵ����ϵ�����ǿ�Ⱥ�, ���뵽����ƽ̨��, Ӧ�����Ӷ�Ӧ�����ӽ���, ����ѹ��Ӧ����������, �ױ�֮��Ŀ���ѹʵ, �������ܽ�, Ӧ����������
��3 �ս��¶ȶԹ�������������Ӱ��Table 3 Effect of sintering temperature on filtering char-acteristic parameters ����ԭͼ
��3 �ս��¶ȶԹ�������������Ӱ��Table 3 Effect of sintering temperature on filtering char-acteristic parameters
ͼ8 ��ͬ��϶�ʶ������Ӧ��-Ӧ������Fig.8Stress-strain curves of porous nickel with different po-rosity
3����
1.�����ս��ܽⷨ�Ʊ��˿�϶��Ϊ26.91%~52.4%��ƽ����Ϊ3.9~6.2��m�������1.78~2.67 mm, ��������88%���ϵĶ����������
2.Ӱ���϶�ʵ���Ҫ������, ����������, ѹ��ѹ�����ս��¶ȡ�����ʱ��, �������������������ӿ�϶�����ӡ�ѹ��ѹ�������ս��¶����ߡ�����ʱ���ӳ�, ��϶���½���
3.����������������������������������������Ӷ����ӡ���ѹ��ѹ�����Ӽ�С;��1000~1250����ս��¶ȷ�Χ��, ����������������������Ӻ�, ���¶�������1150��ﵽ��ֵ��
4.������������Ϊ30%��ѹ��ѹ��Ϊ200 MPa���ս��¶�Ϊ1150��ʱ, ���������Ƭ��϶��Ϊ40.56%������Ϊ26.7��m, ��ϵ��Ϊ255.01 m3 �� (h��k Pa��m2 ) -1 , ��ѹǿ��Ϊ24.12 MPa��
�����
[1] Yang X J, Liu Y, Li M, Tu M J. Preparation and application of the porous metal material[J]. Materials Review, 2007, (S1) :380. (��ѩ��, ��ӱ, ����, Ϳ���.��������ϵ��Ʊ���Ӧ��[J].���ϵ���, 2007, (S1) :380.)
[2] Yang S Y. Application development and evolution of porous metal material used for filtration[J]. Journal of The Chinese Rare Earth Society, 2003, (S1) :204. (������.���˾����ö�������ϵĿ���Ӧ�����չ[J].�й�ϡ��ѧ��, 2003, (S1) :204.)
[3] Wu X C, Li Y S, Huang M Q, Liu W, Hou Z Y. Progress in three-dimensional phase field investigations of��'phase coarsening in Ni-based superalloys[J]. Chinese Journal of Rare Metals, 2016, 40 (3) :287. (���˳�, ����ʤ, ������, ��έ, ��־Զ.�������ºϽ��'��ֻ�����ά�ೡ���о���չ[J].ϡ�н���, 2016, 40 (3) :287.)
[4] Wang Z F, Zhao W M, Xu P N, Wang Z G, Jia J Q.Fabrication methods and development of cellular metals[J]. China Foundry Machinery&Technology, 2011, (1) :1. (��־��, ��ά��, ������, ��־��, �ֿ���.��������ϵ��Ʊ��������о���չ[J].�й�����װ���뼼��, 2011, (1) :1.)
[5] Ashby M F, Evans A, Fleck N A, Gibson L J, Hutchinson J W, Wadley H N G, Delale F. Metal Foams:A Design Guide[M]. Bosten:Elsevier Science, 2000. 3.
[6] Sahu S, Ansari M Z. A study on manufacturing processes and compressive properties of zinc-aluminium metal foams[J]. Illinois Journal of Mathematics, 2015, 48 (2004) :50.
[7] Duarte I, Ferreira J M F. Composite and nanocomposite metal foams[J]. Materials, 2016, 9 (2) :79.
[8] Huang G T, Zuo X Q, Sun Y L, Zhou Y. Progress in porous metal filtration materials[J]. Materials Review, 2010, 24 (S2) :448. (�ƹ���, ��Т��, ������, ��ܿ.��������˲����о���չ[J].���ϵ���, 2010, 24 (S2) :448.)
[9] Qiao J C, Xi Z P, Tang H P, Zhu J L, Wang J Y, Ao Q B. Current status of metal porous materials by powder metallurgy technology[J]. Rare metal materials and Engineering, 2008, (11) :2054. (�Ǽ���, ����ƽ, ����Ƽ, �����, ������, ���첨.��ĩұ�����Ʊ�������ײ����о���չ[J].ϡ�н��������빤��, 2008, (11) :2054.)
[10] Shieu F S, Deng M J, Lin S H. Microstructure and corrosion resistance of atype 316L stainless steel[J].Corrosion Science, 1998, 40 (8) :1267.
[11] Garc��amoreno F. Commercial applications of metal foams:their properties and production[J]. Materials, 2016, 9 (2) :85.
[12] Heikkinen M S A, Harley N H. Experimental investigation of sintered porous metal filters[J]. Journal of Aerosol Science, 2000, 31 (6) :721.
[13] Chi Y D, Li G, Kang X T, Jing P, Li G Z, Li Y N, Shen L. Pore structure and mechanical properties of nickel-base alloy porous filter tube at different sintering tempeartures[J]. Hot Working Technology, 2015, 44 (23) :55. (�����E, ���, ������, ����, �����, ������, ����.�����Ͻ��ܲ�ͬ�ս��¶��µĿṹ����ѧ����[J].�ȼӹ�����, 2015, 44 (23) :55.)
[14] Yang K, Tang H P, Wang J, Chen J M, Ge Y, Tan P, Shi Y. Preparation and property research on porous Ni based materials for gas/solid separation[J]. Powder Metallurgy Technology, 2014, 32 (4) :263. (����, ����Ƽ, ����, �½���, ��Ԩ, ̸Ƽ, ʯӢ.���ں�����������Ni������˲��ϵ��Ʊ��������о�[J].��ĩұ����, 2014, 32 (4) :263.)
[15] Jing P, Tang H P, Wang J, Yang K, Chi Y D, Liu H Y, Shi Y. Research on microporous film on nickelbased alloy porous support tube[J]. Hot Working Technology, 2016, 45 (18) :135. (����, ����Ƽ, ����, ����, �����E, ������, ʯӢ.�����Ͻ���֧�Ź�����Ĥ����о�[J].�ȼӹ�����, 2016, 45 (18) :135.)
[16] Li H T, Yang Y Q, Xie B, Sun Y D, Zhou Y, Zuo X Q. Preparation process and structural characteristics of porous bronze filter[J]. Materials Science and Technology, 2018, 26 (3) :31 (���͡, ��һȺ, л��, ���Ƕ�, ��ܿ, ��Т��.�����ͭ����Ƭ���Ʊ����ռ��ṹ����̽��[J].���Ͽ�ѧ�빤��, 2018, 26 (3) :31.)
[17] Mulder M. Basic Principles of Membrane Technology[M]. Netherland:Kluwer Academic Publishers, 1996. 102.
[18] Lin X Q, He Y H, Jiang Y, Zhang F S. Experimental study on effective parameters for filtration performances of stainless steel porous materials[J]. Materials Science and Engineering of Powder Metallurgy, 2005, 10 (2) :127. (��С��, ��Ծ��, ����, �ŷ���.����ֶ�ײ��Ϲ�������Ӱ�������ʵ���о�[J].��ĩұ����Ͽ�ѧ�빤��, 2005, 10 (2) :127.)
[19] Venkataraman K, Choate W T, Torre E R, Husung R D, Batchu H R. Characterization studies of ceramic membranes. A novel technique using a coulter porometer[J]. Journal of Membrane Science, 1988, 39 (3) :259.
[20] Sun T, Xi Z P, Tang H P, Wang Q B, Liu Z J, Yang B J, Gao G R, Wang P. Gradient porous filters prepared by powder sintering[J]. Rare Metal Materials and Engineering, 2008, (S4) :509. (����, ����ƽ, ����Ƽ, ��ǿ��, ���Ҿ�, ���, �߹���, ����.�����÷�ĩ�ս��ݶȶ�ײ���[J].ϡ�н��������빤��, 2008, (S4) :509.)
[21] Deng D, Liang D J, Tang Y, Peng J, Han X D, Pan M Q. Evaluation of capillary performance of sintered porous wicks for loop hear pipe[J]. Experimental thermal&Fluid Science, 2013, 50 (10) :1.