DOI��10.19476/j.ysxb.1004.0609.2017.09.03
��ѹ�ٶȶ�6063���Ͻ�ܲĺ���ǿ�ȵ�Ӱ��
������1, 2��������1, 2����־��1, 2���� ��3
(1. ���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082��
2. ���ϴ�ѧ ��е�����ع���ѧԺ����ɳ 410082��
3. ���Ĵ�ѧ ��е����ѧԺ������ 750021)
ժ Ҫ��ͨ������6063���Ͻ�����ģ��ѹ���̵���ά����Ԫģ�ͣ��о���ͬ��ѹ�ٶ��¼�ѹ�����������¶ȡ�����ѹ���Ͳ�����ЧӦ���Ȳ������ݱ���ɼ���Ժ���������Ӱ�죬����Ԥ�����Ͻܺ�������������ģ�ͣ�����������ʵ����֤ģ�͵�ȷ�ԡ�������������Ž�����������ס������ҺͶ���������ѹ�������ﵽ��ֵ�����������ͣ����ż�ѹ�ٶȵ����������¶ȡ�����ѹ������ЧӦ�������ߣ���������ϵ��kֵ���͡����ͽ������������غɴ���λ����kֵ������أ�˵����������kֵģ�;��нϸߵľ��ȡ�
�ؼ��ʣ����Ͻ𣻼�ѹ�������ģ�����ϣ�����Ԫ
���±�ţ�1004-0609(2017)-09-1775-10���� ��ͼ����ţ�TG376.9���� ���ױ�־�룺A
������꣬�г��Կ����Ͳĵ��������վ����������Ͳ���ҪӦ����½�ϡ������ͺ��յȽ�ͨ��������ʲ������Դﵽ����ȼ�����ĺ�����غɵ�����[1-4]����Ϊһ�ָ�Ч���������գ������ģ��ѹ�������㷺Ӧ�������Ͻ�����Ͳļӹ�����[5-7]�������ģ��ѹ������������γɹ�����һ�ֹ�̬���Ϲ��̣��������������ں������ڸ��ӵ���ѧ����ѧ��������ϣ��ر��Ǽ�ѹ���ղ�����ģ���β�����Ӱ��[8]��YU��[9]�о��˶����ģ��ѹ���̺��켰�丽����֯���ݱ䣬���ּ�ѹ���̷��������Եļ��ζ�̬�ٽᾧ��SHI��[10]�ڴ�ͳ����ģ�ߵķ���ͨ��������˵�ͨ��ת�ǹ��գ�Ԥ���˲�ͬͨ��ת�Ƕ�P-ECAP���ռ�����ĵķ��ϳ��ȱ仯��Ӱ�졣�����ٵ�[11]�����ʵ��������о����Ͻ�����Ͳĺ�����¶ȵIJ������ԣ�ͨ��ģ�߽ṹ��ƺͼ�ѹ���ղ����Ż���ʹ�����Ͳĺ�����¶ȷֲ��������Եõ����ơ�GAGLIARDI��[12]��Ϲ�ҵ�����о����Ͳĺ�Ⱥͼ�ѹ�ٶȶ��Ͳ���֯����ѧ���ܵ�Ӱ�죬���ڴ˻������Ż���ģ�߳ߴ硣
�ڼ�ѹ������ֱ�ӹ۲�����ģ�ڲ��ϵ������ͺ�����γ��Լ���¼���ӵ�����ѧ�����Dz�ʵ�ʵġ���������Ԫ�ļ����ģ�⼼����չʾ���������¶ȡ���ѹ�������������ٶ��Լ���ЧӦ���ı仯�ͷֲ��Ϸ����Ŷ��ص�����[13-17]��DONATI��[18]����DEFORM 3D����������H��AA6082���Ͻ��Ͳļ�ѹ�����м�ѹ���ղ�����ģ���γߴ�Ժ���������Ӱ�졣�����ٵ�[19]���ú����������ع�����������˰��������뺸�Ϲ����п����Ͳķ���ģ��ѹ����ȫ�����¶ȳ�ģ�����⣬��һ�ֵ��ʹ�������Ͻ�����Ͳķ���ģ��ѹ����Ϊʵ���������˼�ѹ�ٶȺͲ����¶ȶ�ģ�׳��ڴ��Ͳ�����¶ȼ��Ͳĺ�����¶ȷֲ���Ӱ�죬����˺����IJ����¶Ⱥͼ�ѹ�ٶȷ�Χ��LIU��[20]����DEFORM 3D����������AZ31���ڷ��ιܲ�˲̬����̬��ѹ�����в����ڶ����ģ�е��������о��˶����ģ��ѹ�����к�����γ��Լ�Ӱ�캸�����������ء��������ڶ����ģ�����������Dz��ɱ���ģ�����ģ���������Ͳ��ڻ�е����������ʧЧ�ں�����߽����촦[21-22]��BAKKER��[23]�о��˶����ģ����Բ�����ѧ���ܵ�Ӱ�죬����ʧЧ��������˲��������ۣ���δ���Ǻ�����γ���Ӱ�����ء�ZHAO��[24-25]�Ժ�������������Ϊ�ص㣬�о��˶����ģ��ѹ���̺�����������һ���Ż���������FAN��[26]�Զ����ģ��ѹ�����Ͳĵ���֯�ݱ�������о����ص��о��˺��촦����֯�ݱ䡣���䶼δ���Ǽ�ѹ���նԺ��������Լ��Ͳ���֯�ݱ��Ӱ�졣Ŀǰ���Ժ����γɼ����������о������ұ���濼�ǣ�������ߺ��������ķ���ͨ����ģ��������[27-29]�����Ҷ����о�����������Ԫģ�⼼���Ͻ��еģ�ȱ��ϵͳ��ʵ���о���
���������������������Ԫģ�ͷ������Ͻ�����ģ��ѹ�����в��ϵ�������̽����ͬ��ѹ�ٶȶԺ������¶ȡ�����ѹ���Ͳ�����ЧӦ����Ӱ����ɣ����������ģ��ѹ���������캸�������Ķ�������ģ�ͣ���ͨ��ʵ�������������֤ģ�͵�ȷ�ԡ�
1 ����Ԫģ�⽨ģ����֤ʵ��
1.1 ���ϼ�����ģ��
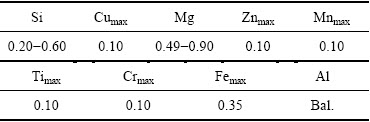
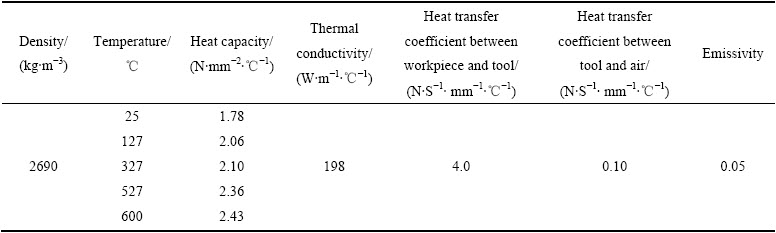
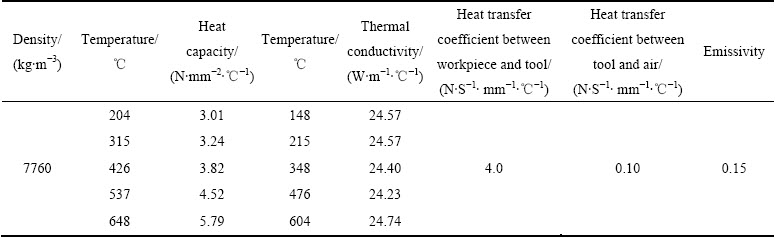
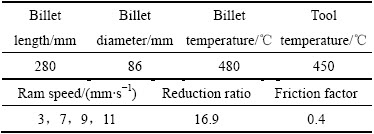
��ά����Ԫģ���ʵ�����ò���Ϊ6063���Ͻ�������ɷ����1��2��ʾ��6063���Ͻ�ΪԲ���������������Ȼ�������ȥ����Ƥ��ÿһ�������ĸ߶�Ϊ280 mm��ֱ��Ϊ86 mm���ȼ�ѹͲ�ھ�90 mmС4 mm���Ա�Բ���������ķ��롣��ѹ�Ͳĺ����Ϊ���ο����Ͳģ������Ͳı߳�Ϊ40 mm���ں�Ϊ2.5 mm����ѹͲ��ģ�ߺͼ�ѹ�����ò��Ͼ�ΪH13���߸֣�����������[13]���3��ʾ�����Ͻ������ͼ�ѹ�����¶ȷֱ��趨Ϊ480 ���450 �棬��ѹ�����¶ȱȲ����¶ȵ�30 ���Ա㼷ѹ�������Ա��μ�Ħ�������������ܹ���ʱͨ��ģ����ɢ��ȥ����ѹ��Ϊ16.9����ѹ���ٶȷֱ�Ϊ3��7��9��11 mm/s����ѹ���ٶȱ��о�ͳ�Ƽ�ѹ�ٶȡ������ߴ��Լ�����Ԫģ�⼷ѹ���̼�ѹ���ղ������4��
���Ͻ������ͼ�ѹ���߷ֱ����ճ����ģ�ͺ��ȸ���ģ�͡�ͨ����ѹ��ʵ����6063���Ͻ��ڲ�ͬӦ�䡢Ӧ�����ʺ��¶��µ�����Ӧ���������¶�Ϊ400~520 �棬Ӧ������Ϊ0.01~10 s-1����ʵ�����ݽ����������������������ȶԲ������ܵ�Ӱ�졣�����ͼ�ѹ����֮���趨Ϊ����Ħ������Ħ�����ӿ��Ա�ʾΪ
 (1)
(1)
ʽ�У��Ӽ���Ħ��Ӧ������Ϊ���ϵ���Ч����Ӧ����ģ����̲��Ϻͼ�ѹ����֮���Ħ�������趨Ϊ0.4��
��1 6063���Ͻ�����ɷ���������
Table 1 Chemical composition of 6063 alloy (mass fraction, %)
��2 6063���Ͻ������������
Table 2 Physical properties of 6063 aluminum alloy
��3 H13���߸ָ�����������
Table 3 Physical properties of H13 tool steel
��4 ���ϳߴ�������Ԫģ����̹��ղ���
Table 4 Billet dimensions and process parameters used in numerical simulation
ͼ1��ʾΪ���ιܲļ�ѹ������Ԫģ�ͣ����ιܲļ�ѹ������������Ԫģ���в��Ϻͼ�ѹ���߾������������������������ѹ���ߺͲ���֮�������ȴ��ݡ�����Ԫģ��IJ�����߽��������5��Ϊ���������Ԫģ���Ч�ʺͼ���ľ��ȣ��ֲ����������ܶȽϴ��ر���ģ�߷������֡��������ϡ���ѹ����(��ѹ�桢��ѹͲ�ͼ�ѹģ��)�ͼ����ͲĶ����жԳƽṹ��Ϊ�˽�Լģ��ʱ�䣬ģ����̲���1/8ģ�ͽ���ģ�⡣�Գ�������Ϊ�����棬���������ϵ�������Ϊ��֤����Ԫģ���ȷ�Ժ��ȶ��ԣ����þ���������ʹ��λ����������������Ϊ����[31]��
1.2 ��֤ʵ��
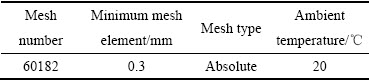
Ϊ����֤����Ԫģ��������ȷ�ԣ���ѹʵ����XJ-800�ͼ�ѹ���Ͻ��С���ѹ���߲��ϡ��ߴ�ͼ�ѹ������������Ԫģ��һ�¡���ѹʵ������м�ѹ������ѹͲ�¶Ⱥ�ģ���¶ȱ�ʵʱ��أ�����AE3000���´����������ͼ�¼ģ�߳���400 mm���Ͳļ����¶ȡ��Ͳļ�������������ˮ�㣬����180 ����ʱЧ8 h�������Ͳľ�������������Ĥ����MM-6����ʽ���������Ϸֱ�۲��Ͳ���Ʒ������֯��ò�����ҺΪ70%(��������)�ĸ��������ˮ�Ҵ������Һ(�����Ϊ1:9)����ʱ��ѹΪ25 V�����ʱ��Ϊ3~8 s��������ĤҺΪ5 g�������200 mLˮ�Ļ����Һ����Ĥ��ѹΪ20V����Ĥʱ��ԼΪ3 min����̬�Ͻ��ƽ�������ߴ�ͼ�ѹ���κ�ʵ��Ͻ��ƽ�������ߴ�����ý��߷�������ÿ�ž���ͼƬ������ˮƽ�ʹ�ֱ��������߽��в�����ȡƽ��ֵ��ÿ�ֹ���������ȡ3����ͬλ�þ���ͼ���в�����������ȡƽ��ֵ���������Ȼ���֯�ʴִ�ĵ��ᾧ�������ߴ�ԼΪ198 ��m����ͼ2��ʾ��
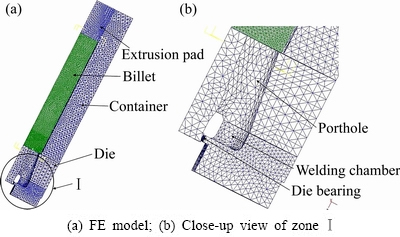
ͼ1 ��ѹ����Ԫģ�ͳ�ʼ����(1/8ģ��)
Fig. 1 Initial meshes of billet, container, die and extrusion pad (one-eight models)
��5 ģ�������߽�����
Table 5 Simulation parameters and boundary conditions
�����Ͳ����������ͨ������������[21]��ͼ3��ʾΪ�����������ù��ߵ����κͳߴ硣������������������غ�λ������á���������ʵ���� INSTRON3369�͵������ܲ���������Ͻ��У���ѹ����Ϊ2 mm/min��
ͼ2 6063���Ͻ���Ȼ�����֯
Fig. 2 Optical micrograph of as-homogenized 6063 alloy
2 ���������
2.1 �����ڶ����ģ�ڵ�����
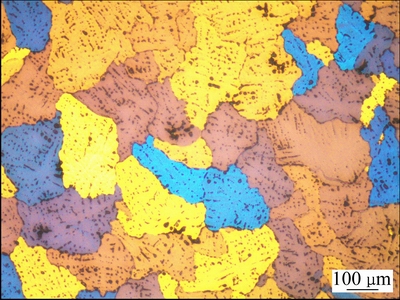
�ڼ�ѹ�����У������������������Ž��뺸���ң����ͨ�����������Ρ�ͼ4��ʾΪ����������3/4ģ�ͣ���ͼ4(a)���Կ������������ȱ��մ֣�����������ij��ڽΣ��������뺸����(��ͼ4(b))��֮���ں��������º��ϣ��γ�����(��ͼ4(c))�����ͨ�����������������Ͳ�(��ͼ4(d))��

ͼ3 ��ģ��ʾ��ͼ
Fig. 3 Schematic diagram of conical mandrel used in expanding tests (Unit: mm)
ͼ4 �����ڼ�ѹ�����е�����
Fig. 4 Metal flow through the porthole die
2.2 ��ѹ���仯
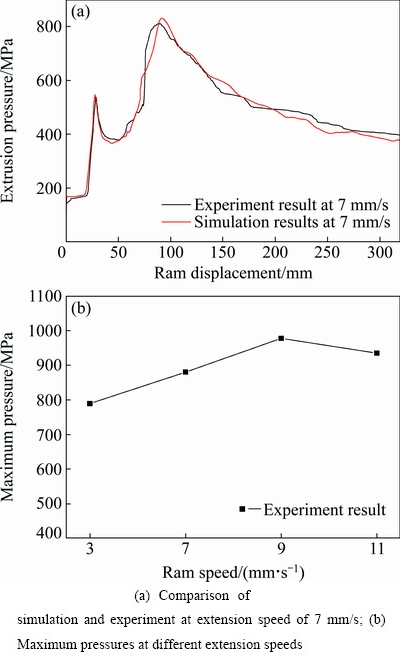
ͼ5(a)��ʾΪ��ѹ�ٶ�Ϊ7 mm/sʱ����Ԫģ���ʵ������м�ѹ�����ż�ѹ��λ�Ƶı仯����ͼ5(a)�ж��߶ԱȽ�����Կ���������Ԫģ���ֵ�ȼ�ѹ��������ֵ�߳�2.5%���ң������������������Ԫģ������к��������Ϻͼ�ѹ���ߵ��Ա����Լ����ߵ����������뼷ѹ����֮���Ħ��(�����뼷ѹ�����趨Ϊȫճ��Ħ����Ħ������Ϊ1)����ġ�����֮�⣬Ԥ��ļ�ѹ���仯��ʵ���������Ǻϣ�˵������Ԫģ������в���ģ�͡����ϲ���������Ԫģ�͵ĺ����ԡ���ѹ���̼�ѹ���ﵽ��ֵ�Ժ�Ԥ��ֵ��ʵ��ֵ����������������֮��IJ���Ҳ���Ų��ϵ����̺Ͳ����뼷ѹͲ֮��Ħ�����Ľ��Ͷ���С���ڼ�ѹ�����˽Σ���ѹ��ֵֻ�з�ֵ��50%���ң������������ż�ѹ���̵Ľ��У����ϳ�����̣���ѹͲ�Ͳ���֮���Ħ�������ͣ�ʹ��ѹ�����Ͻ��͡����⣬����LI��[13]���о��������ѹ���̵���ЧӦ�Ͷ�̬�ٽᾧ����֯�仯�Լ�ѹ���Ľ���Ҳ������Ҫ���á��ɴ˿�֪�����ѹ����ļ�ѹ���̲�������������̬��ѹ���̡�
ͼ5(b)��ʾΪ��ͬ��ѹ�ٶ�ʱ��ѹ����ֵ�漷ѹ�ٶȵı仯����ͼ5(b)�ɿ��������ż�ѹ�ٶȵ����ӣ���ѹ����ֵ����������͵����ơ���ѹ�ٶȴ�3 mm/s����7 mm/sʱ����ֵ��ѹ����789 MPa���ӵ�880 MPa������ѹ�ٶȼ������ߵ�9 mm/s����ѹ����ֵ��880 MPaѸ��������977 MPa���������Ӽ�ѹ�ٶȵ�11 mm/s����ѹ����ֵ����Ϊ934 MPa��������Ϊ�ڼ�ѹ�����У������ڲ�ͬʱ�����żӹ�Ӳ���Ͷ�̬��������������Ĺ���[30]��
ͼ5 ��ѹ���仯
Fig. 5 Change of extrusion pressure
2.3 ���������¶ȷֲ�
ͼ6��ʾΪ�������ڽ���������ͼ���������¶ȡ�ƽ��Ӧ������ЧӦ��������A-B��������ȡ��
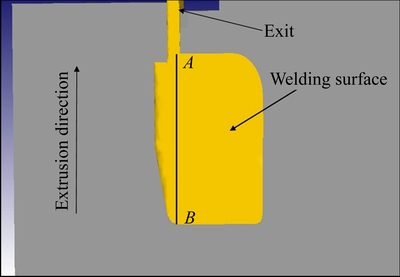
ͼ6 �������ڽ���������
Fig. 6 Welding plane and A-B line from top to bottom of welding chamber (ZA=-3; ZB=17)
ͼ7��ʾΪ������A-B�����¶ȵı仯����ͼ7�ɿ���������¶ȳ����ڶ���������ڴ����ܼ�ѹ�ٶ�Ӱ��ϴ�ѹ�ٶȴ�3 mm/s���ӵ�11 mm/s������¶ȴ�515 �����ӵ�520 �棬�������ԡ����������ڼ�ѹ�����м�ѹ�ٶȵ����ߣ����ϵ�Ӧ������������ЧӦ�����ӣ���ʱ��Ҫ����Ļ�е�ܲ���ʹ������һ����������е��ת��Ϊ�����������ʹ�����¶����ߡ���ͬһ��ѹ�ٶ��£��Ӻ����ҵĶ����������ҵĵײ��¶���ƽ��������Ѹ�������ڶ�������ڴ��¶���ߡ�������Ϊ�ڶ�������ڴ������ϵ�Ӧ����������ϵı���Ҳ���Ӿ��ң��������������������������ǿ�ҵ�Ħ���������¶����ߣ�ͬʱ���������������ٽϸߣ��¶�������ɢʧ��ʹ�ú����涨������ڴ��¶���ߡ�ģ������Lefstad[31]�Ľ�����Ǻϣ�Lefstad��������Խϵ͵ļ�ѹ�ٶ��£���������ѹģ�ߣ�������Խϵ͵��¶ȷֲ��ڹսǴ���
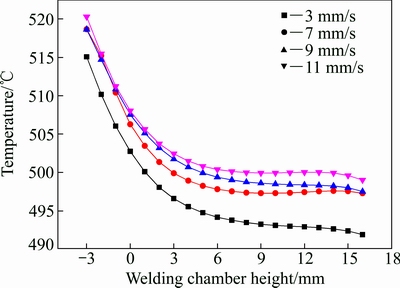
ͼ7 ��ͬ��ѹ�ٶ��º������¶ȷֲ�
Fig. 7 Simulated temperatures on welding plane along welding chamber height at different extrusion speeds
2.4 �Ͳ���֯
���ڲ�ͬ��ѹ�ٶ��µ�������һ�������¼����Ͳĵ���֯����һ���IJ��졣ͼ8��ʾΪ�����Ͳĺ��촦����֯�������Ͳľ����������Ե���ȫ��̬�ٽᾧ(��ѹǰ���Ȼ���֯�ִ��Ҳ����ȣ�������СԼΪ198 ��m����ͼ2)��ͼ8(a)��ʾΪ��ѹ�ٶ�Ϊ3 mm/s�º��촦��֯�����Կ������ڴ���(�����ߴ�ԼΪ80~90 ��m)���紦�кܶ�С�ľ����������ߴ�ԼΪ5~10 ��m�������ʵ���״��ͼ8(b)��ʾΪ��ѹ�ٶ�Ϊ7 mm/s�º��촦��֯��������֯���Ȼ��������ߴ�ԼΪ70~100 ��m�����ż�ѹ�ٶȵ����ӣ��������Ӿ��ȣ��ҳʵ��ᾧ״������Ϊ���ż�ѹ�ٶȵ����ߣ������ڱ�����ͣ����ʱ���С���ٽᾧ����������������ѹ�ٶ������������Ĵ����ܣ�ʹ�������㹻�����������ٽᾧ[7, 32]������ѹ�ٶȴﵽ11 mm/sʱ����ѹ������ʹ�ٽᾧ�������������ȡ��������ʹ�ü�ѹ�ٶ�Ϊ11 mm/sʱ�ľ����ȼ�ѹ�ٶ�Ϊ9 mm/sʱ���Դ���ͼ8(c)��ͼ8(d)��ʾ��

ͼ8 ��ͬ��ѹ�ٶ��¼����Ͳĺ�����ѧ����֯
Fig. 8 Optical microstructures of cross-section of as-extruded 6063 alloy at different ram speeds
3 ���������ж�����֤
3.1 �����������
�����ģ��ѹ�����к����ǹ�̬���Ϲ��̣��ں�������γ����죬�������������ۿ����Ͳ�������һ����Ҫָ�꣬Ȼ���������������Ѷ������ͨ���������Ҿֲ�Ӧ�����¶��Լ�����ͨ�������ҵ�ʱ�佫��Ӱ�캸���ǿ�Ⱥ�����[33-35]��
DONATI��[18]�������������ضԺ���������Ӱ�죬�ѽڵ��ٶ���ΪУ�����������K��K�Ǻ����溸��ѹ���������ЧӦ����ֵ�Ժ���·���Ļ���ֵ��
 (2)
(2)
ʽ�У�pΪ����ѹ������Ϊ������ЧӦ����lΪ����·������ʼ�ڷ����ŵĵײ���������ģ�߳��ڡ�
��ʵ���У�Ϊ�˱��ڼ��㣬Kֵ���Ա�ʾΪ
 (3)
(3)
����·��������Ч�ҷ����ʶ�������ڶԺ�������������������
3.2 ��������֤
ͼ9��ʾΪ������ƽ���R���ֲ�ͼ����A��B��������ƽ��Ӧ���Ӻ����ҵĶ����������ҵĵײ��������ں����Ҹ߶�Ϊ14 mm���ﵽ������ҵײ�ƽ��Ӧ�����������������Ͳ�ͨ��������������Ӧ���õ�һ���̶ȵ��ͷš����ż�ѹ���ٶȵ����ӣ�ƽ��Ӧ��Ҳ�������������ڲ��ϵĺ��ϡ���ѹ���ٶȴ�3��11 mm/s���������ƽ��Ӧ������11%���ڶ�������£��ߵļ�ѹ���ٶ�����ߵ�Ӧ�����ʣ��Ӷ�����ߵĺ���ѹ�������ߵļ�ѹ�ٶ�Ҳ�����˸ߵ���������ͼ7��ʾ��ʹ�ò��ϱ��ο������ͣ����ϵ�����ЧӦ��ǿ��
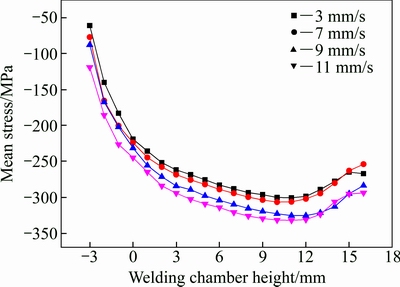
ͼ9 ������ƽ��Ӧ���ֲ�
Fig. 9 Simulated mean stress distribution on welding plane along welding height at different extrusion speeds
��ǰ�������¶ȶԺ���������Ӱ����ͨ��������������Ϊ��Ӱ����ʩ�ӵģ����ϵ�������Ϊ��������ЧӦ������ʾ��ͼ10��ʾΪ���������ź����Ҹ߶ȷ�����ЧӦ���ֲ�ͼ����ͼ10�п��Կ�������A��B��ЧӦ��������ͺ��ֻ��������������¶ȡ�Ӧ���Ӧ�������ۺ����õĽ��[36]����ѹ�ٶȴ�3 mm/s��11 mm/s�������ЧӦ����46 MPa���ӵ�59 MPa���������ԡ�
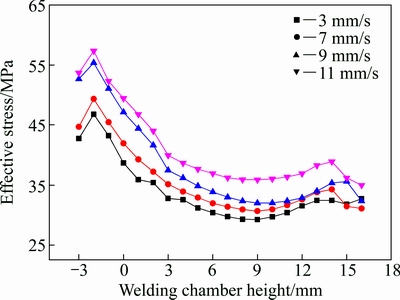
ͼ10 ��ͬ��ѹ�ٶ��º�������ЧӦ���ֲ�
Fig. 10 Simulated effective stress distribution on welding plane along welding height at different extrusion speeds
ͼ11��ʾΪ�����溸��ѹ���������ЧӦ����ֵk�ķֲ�ͼ��kֵԽ����ϵĺ�������Խ�á���ͼ�п��Կ���������kֵ�Ӻ����ҵײ��������������ߣ��ں����Ҹ߶�Ϊ10 mmλ�ôﵽ��������ͣ����ƽ�ȡ�k���ֵ����Сֵ�ֱ�����ں����Ҹ߶�Ϊ10 mmλ�úͶ�������ڣ�������Ϊ�ڶ�������ڣ����Ų��ϵ����������溸��ѹ�����ͣ���ͼ8����������ЧӦ�����Ŷ�����������Ӧ���������߶�������ͼ10�����ż�ѹ�ٶȵ�����kֵ������ƽ�����½�����VALBERG[37]�Լ�DONATI��[18]��ʵ������һ�£��ߵļ�ѹ�ٶȽ����������ĺ������������������ڼ�ѹ�����м�ѹ�ٶ����ߣ����ϵ�Ӧ������������ЧӦ��������ѹ�ٶ���3 mm/s���ӵ�11 mm/sʱ�����ϵ���ЧӦ��������28%������ѹ�ٶ����ߣ���ѹ������ʹ�ú����溸��ѹ��������ѹ�ٶ���3 mm/s���ӵ�11 mm/sʱ�������溸��ѹ��������11%�����Ե��ڲ�����ЧӦ����������ȡ�ʹ�ú����溸��ѹ���������ЧӦ����ֵ���ż�ѹ�ٶȵ����߶����ͣ����������½���ͬʱ�����Ӽ�ѹ�ٶȻ����̺�����������ϵĽӴ�ʱ�䣬�����˺�����ĺ���Ч��������ʵ������ͼ12��ʾ�����ż�ѹ�ٶȵ���������غ�λ�����ͣ���kֵԤ�������Ǻϡ�
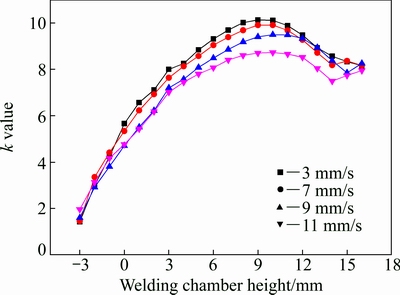
ͼ11 ��ͬ��ѹ�ٶ��º�����kֵ�ֲ�
Fig. 11 Simulated k values distribution on welding plane along welding height at different extrusion speeds

ͼ12 ���Ͳ��Խ��
Fig. 12 Maximum displacement at different extrusion speeds
4 ����
1) ��ѹ�����Ž�����������ס������Ҷ��������������ﶨ������ʱ�ﵽ��ֵ����ֵӦ�������ڲ����뼷ѹͲ֮���Ħ�������͡���̬�ٽᾧ����������ЧӦʹ��ѹ����С��
2) ���ż�ѹ�ٶȵ����������¶������ߣ�����ѹ���ͺ����������ЧӦ����������ѹ���������ЧӦ����ֵ���͡�
3) �����Ͳľ�����֯�ʵ��ᾧ��֯�����������Ե���ȫ�ٽᾧ�����ż�ѹ�ٶȵ����ӣ�������֯���Ӿ��ȡ�����ѹ�ٶ�Ϊ11 mm/sʱ�������Ͳ����������Ͳ��ٽᾧ�������������Եij���
4) ���ż�ѹ�ٶȵ���������������ʵ���������������٣�����kֵ���ż�ѹ�ٶȵ����Ӷ������½���ʹ�ú����溸��ǿ���������Ǻϣ���֤����������kֵģ�͵�ȷ�ԡ�
REFERENCES
[1] KOFFLER C, ROHED-BRANDENBURGER K. On the calculation of fuel savings through lightweight design in automotive life cycle assessments[J]. The International Journal of Life Cycle Assessment, 2010, 15(1): 128-135.
[2] MAYYAS A T, QATTAWI A, MAYYAS A R, OMAR M. Quantifiable measures of sustainability: A case study of materials selection foreco-lightweight auto-bodies[J]. Journal of Cleaner Production, 2013, 40(3): 177-189.
[3] �� ��, ��־��, ��Ӳ�, ������. �յ������Ͻ𱡱�������ѹ��������Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(3): 494-506.
WANG Guan, LIU Zhi-wen, XU Cong-chang, LI Luo-xing. Effect of cut-outs on axial collapse behaviors of aluminum with thin-walled structure[J]. The Chinese Journal of Nonferrous Metals Society, 2016, 26(3): 494-506.
[4] GUO L G, DANG L, YANG H, ZHANG J, ZHENG W D. Identification of processing window for extrusion of large thick-walled Inconel 625 alloy pipes using response surface methodology[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(7): 1902-1911.
[5] MEHTEDI M E, SPIGARELLI S, GABRIELLI F, DONATI L. Comparison study of constitutive models in predicting the hot deformation behavior of AA6060 and AA6063 aluminum alloys[J]. Materials Today Proceedings, 2015, 2(10): 4732-4739.
[6] JI X K, ZHANG H, LUO S, JIANG F L, FU D F. Microstructures and properties of Al-Mg-SI alloy overhead conductor by horizontal continuous casting and continuous extrusion forming process[J]. Materials Science and Engineering A, 2016, 649(1): 128-134.
[7] FANG H Z, LI R X, CHEN R R, YU B Y, QU Y Q, XUN S W, LI R D. Microstructure and mechanical properties of Al-6Zn-2.5Mg-1.8Cu alloy prepared by squeeze casting and solid hot extrusion[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(7): 2130-2136.
[8] JO H H, LEE S K, JUNG C S, KIM B M. A non-steady state FE analysis of Al tubes hot extrusion by a porthole die[J]. Journal of Materials Processing Technology, 2006, 173(2): 223-231.
[9] YU J Q, ZHAO G Q, ZHANG C S, CHEN L. Dynamic evolution of grain structure and micro-text along a welding path of aluminum alloy profiles extruded by porthole dies[J]. Materials Science and Engineering A, 2017, 682: 679-690.
[10] SHI L, YANG H, GUO L G, DANG L, ZHANG J. Large-scale manufacturing of aluminum alloy plate extruded from subsize billet by new porthole-equal channel angular processing technique[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(5): 1521-1530.
[11] ������, ��־��, л����, ����÷, �Ǻ���. �����ʵ������ٵ����Ͻ�����Ͳĺ�����¶ȵIJ�������[J]. �й���ɫ����ѧ��, 2015, 25(7): 1798-1807.
HOU Wen-rong, ZHANG Zhi-hao, XIE Jian-xin, MA Qing-mei, GAI Hong-tao. Temperature inhomogeneity on cross section of Al alloy hollow profile based on reverse point tracking method[J]. The Chinese Journal of Nonferrous Metals Society, 2015, 25(7): 1798-1807.
[12] GAGLIARDI F, CITREA T, AMBROGIO G, FILICE L. Influence of the process setup on the microstructure and mechanical properties evolution in porthole die extrusion[J]. Materials and Design, 2014, 60(8): 274-281.
[13] LI L, ZHANG H, ZHOU J, DUSZCZYK J, LI G Y, ZHANG Z H. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials and Design, 2007, 29(6): 1190-1198.
[14] GAGLIARDI F, CITREA T, AMBROGIO G, FILICE L. Influence of the process setup on the microstructure and mechanical properties evolution in porthole die extrusion[J]. Materials and Design, 2014, 60(8): 274-281.
[15] den BAKKER A J, WERKHOVEN R J, SILLEKENS W H, KATGERMAN L. The origin of weld seam defects related to metal flow in the hot extrusion of aluminum alloys EN AW-6060 and EN AW-6082[J]. Journal of Materials Processing Technology 2014, 214(11): 2349-2358.
[16] GAGLIARDI F, ALFARO I, AMBROGIO G, FILICE L, CUETO E. NEM-FEM comparison on porthole die extrusion of AA-6082[J]. Journal of Mechanical Science and Technology, 2013, 27(4): 1089-1095.
[17] MAHMOODKHANI Y, WELLS M A, PARSON N, POOLE W J. Numerical modelling of the material flow during extrusion of aluminum alloys and transverse weld formation[J]. Journal of Materials Processing Technology, 2014, 214(3): 688-700.
[18] DONATI L, TOMESANI L. The prediction of seam welds quality in aluminum extrusion[J]. Journal of Materials Processing Technology, 2004, 153(22): 366-373.
[19] ������, ��־��, л����, ���̲�. ���Ͻ�����Ͳķ���ģ��ѹ����ȫ�����¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2013, 23(10): 2769-2778.
HOU Wen-rong, ZHANG Zhi-hao, XIE Jian-xin, CHEN Yun-bo. Numerical simulation of temperature field during whole extrusion processor of aluminum hollow profile with porthole die extrusion forming[J]. The Chinese Journal of Nonferrous Metals Society, 2013, 23(10): 2769-2778.
[20] LIU G, ZHOU J, DUSZCZK J. FE analysis of metal flow and weld seam formation in a porthole die during the extrusion of a magnesium alloy into a square tube and the effect of ram speed on weld strength[J]. Journal of Materials Processing Technology, 2008, 200(1/3): 185-198.
[21] JO HH, JEONG C S, LEE S K, KIM B M. Determination of welding pressure in the non-steady-state porthole die extrusion of improved Al7003 hollow section tubes[J]. Journal of Materials Processing Technology, 2003, 139(1): 428-433.
[22] DONATI L, TOMESANI L, MINAK G. Characterization of seam weld quality in AA6082 extruded profiles[J]. Journal of Materials Processing Technology, 2007, 191(1): 127-131.
[23] BAKKER A J, KATGERMAN L, ZWAAG S D. Analysis of the structure and resulting mechanical properties of aluminium extrusions containing a charge weld interface[J]. Journal of Materials Processing Technology, 2016, 229: 9-21.
[24] YU J Q, ZHAO G Q, CHEN L. Analysis of longitudinal weld seam defects and investigation of solid-state bonding criteria in porthole die extrusion process of aluminum alloy profiles[J]. Journal of Materials Processing Technology, 2016, 237: 31-47.
[25] LU X, ZHANG C S, ZHAO G Q, GUAN Y J, CHEN L, GAO A J. State-of-the-art of extrusion welding and proposal of a method to evaluate quantitatively welding quality during three-dimensional extrusion process[J]. Materials and Design, 2016, 89: 737-748.
[26] FAN X H, TANG D, FANG W L, LI D Y, PENG Y H. Microstructure development and texture evolution of aluminum multi-port extrusion tube during the porthole die extrusion[J]. Materials Characterization, 2016, 118: 468-480.
[27] ZECHNER J, MOHANTY G, FRANTZ C, CEBECI H, PHILIPPE L, MICHLER J. Mechanical properties and interface toughness of metal filled nanoporous anodic aluminum oxide coatings on aluminum[J]. Surface and Coatings Technology, 2014, 260(15): 246-250.
[28] �ƶ���, ��־��, ���, л����. ��������ȼ����ϽǶԷ��ιܷ���˫��ѹ����������Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 954-960.
HUANG Dong-nan, ZHANG Zhi-hao, LI Jing-yuan, XIE Jian-xin. Influences of welding chamber depth and welding angle on forming quality of extrusion of square tube by porthole die[J]. The Chinese Journal of Nonferrous Metals Society, 2010, 20(5): 954-960.
[29] DICK C P, KORKOLIS Y P. Anisotropy of thin-walled tubes by a new method of combined tension and shear loading[J]. International Journal of Plasticity, 2015, 71: 87-112.
[30] ZHANG C S, ZHAO G Q, CHEN Z R, CHEN H, KOU F J. Effect of extrusion stem speed on extrusion process for a hollow aluminum profile[J]. Materials Science and Engineering B, 2012, 177(19): 1691-1997.
[31] LEFSTAD M. Metallurgical speed limitation during the extrusion of AlMgSi-alloys[D]. Norway: University of Trondheim, 1993.
[32] ��ʤ��, �� ��, ������, ������, �ﱦ��, ë��ƽ. ����Al-Cu-Li�Ͻ�������Ϊ�Ķ�̬�ٽᾧ����ѧ���κ˻���[J]. �й���ɫ����ѧ��, 2016,26(2): 365-374.
YANG Sheng-li, SHEN Jian, YAN Xiao-dong, LI Xi-wu, SUN Bao-qing, MAO Bai-ping. Dynamic recrystallization kinetics and nucleation mechanism of Al-Cu-Li alloy based on flow behavior[J]. The Chinese Journal of Nonferrous Metals Society, 2016, 26(2): 365-374.
[33] CERETTI E, FRATINI L, GAGLIARDI F, GIARDINI C. A new approach to study material bonding in extrusion porthole dies[J]. Manufacturing Technology, 2009, 58(1): 259-262.
[34] COOPER D R, ALLWOOD J M. Influence of diffusion mechanisms in aluminum solid-state welding processes[J]. Procedia Engineering, 2014, 81: 2147-2152.
[35] YU J Q, ZHAO G Q, CHEN L. Investigation of interface evolution, microstructure and mechanical properties of solid-state bonding seams in hot extrusion process of aluminum alloy profiles[J]. Journal of Materials Processing Technology, 2016, 230: 153-166.
[36] ���»�, ����ƽ, л����. Ӧ�����ʶ�ź״���þ��ֱ��������ѹ��������Ϊ����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(4): 747-757.
LIU Xin-hua, YAN Yu-ping, XIE Jian-xin. Effect of strain rate on compressive deformation behaviors and mechanical properties of lotus-type porous magnesium in direction vertical to pores[J]. The Chinese Journal of Nonferrous Metals Society, 2016, 26(4): 747-757.
[37] VALBERG H. Extrusion welding in aluminum extrusion[J]. International Journal of Materials and Product Technology, 2002, 17(7): 497-556.
Effect of extrusion speed on weld strength of 6063 square tube
LI Shi-kang1, 2, LI Luo-xing1, 2, LIU Zhi-wen1, 2, WANG Guan3
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body, Hunan University, Changsha 410082, China;
2. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China;
3. College of Mechanical Engineering, Ningxia University, Yinchuan 750021, China)
Abstract: The evolution of extrusion pressure, temperature, welding pressure and effective stress of 6063 aluminum alloy were investigated under different extrusion pressures through building up three-dimensional FE simulation during porthole extrusion, and their effect on the quality of the weld seams were evaluated. The evaluation welding quality model was established and its accuracy was verified by expanding tests. FE simulation results reveal that the extrusion pressure increases with the metal flowing into the inlet ports, welding chamber and die bearing. Over the pressure peak, the extrusion pressure decreases continuously. As ram speed increasing, the temperatures, the mean stresses and the effective stresses on the welding plane in the welding chamber increase. k value shows downward trend with the ram speed increasing. Expanding tests confirm that the extrusion at higher ram speed leads to a bad bonding at the longitudinal weld seams, which corresponds to the k value.
Key words: aluminum alloy; extrusion; porthole die; weld; finite element analysis
Foundation item: Project(U1664252) supported by the State Key Projects of National Natural Science Foundation of China; Project (2016YFB0101700) supported by Major Program of National Natural Science Foundation of China; Project(51475156) supported by the National Natural Science Foundation of China; Project(51605234) supported by the National Natural Science Foundation for Young Scientists of China; Project(31515007) supported by Opening Foundation of State Key Laboratory of Advanced Design and Manufacture for Vehicle Body, China
Received date: 2016-07-26; Accepted date: 2017-03-24
Corresponding author: LI Luo-xing; Tel: +86-731-88821571; E-mail: luoxing _li@yahoo.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(U1664252)�������ص��з��ƻ���Ŀ(2016YFB0101700)��������Ȼ��ѧ��������������Ŀ(51475156)��������Ȼ��ѧ�����������������Ŀ(51605234)�����ϴ�ѧ���������Ƚ������������ص�ʵ���ҿ��Ż���������Ŀ(31515007)
�ո����ڣ�2016-07-26�������ڣ�2017-03-24
ͨ�����ߣ������ǣ����ڣ���ʿ���绰��0731-88821571��E-mail��luoxing _li@yahoo.com

