网络首发时间: 2019-02-03 07:15
稀有金属 2020,44(03),281-286 DOI:10.13373/j.cnki.cjrm.xy18090039
激光功率对激光熔覆CeO2 改性316L涂层组织与性能的影响
徐泽洲 王志英 何志军 张峻巍
辽宁科技大学材料与冶金学院
辽宁科技大学冶金质能优化与新技术研究中心
辽宁科技大学激光先进制造技术研发中心
摘 要:
针对海洋所需316L不锈钢在长期工作中,受海洋潮湿气候的影响,会发生严重腐蚀,从而影响船体正常工作的情况。拟采用激光熔覆的方式提高其表面性能,采用HGL-6000型CO2 气体型激光器在316L不锈钢表面熔覆一层通过添加CeO2 改性的316L粉末。通过将激光熔覆功率设置为2700,3000,3300 W来研究激光功率对熔覆层组织结构、硬度以及耐蚀性能的影响。分别用TK-C1381型金相显微镜(OM)和Zeiss-ΣIGMA HD型场发射扫描电子显微镜(SEM)进行显微组织的分析,采用HVS-1000型数显显微硬度计测量阶梯硬度,通过电化学装置测量极化曲线以及阻抗谱。实验结果表明:激光功率未改变熔覆层结构只影响熔覆层晶粒的尺寸变化,晶粒尺寸随激光功率的增大呈现先减小后增大的趋势,且当功率为3000 W时,晶粒最为细小。同时熔覆层硬度和耐蚀性也呈先增大后减小的趋势,激光熔覆功率为3000 W时,熔覆层硬度、耐蚀性等各项性能均为最优。
关键词:
激光熔覆 ;激光功率 ;CeO改性316L粉末 ;硬度 ;耐蚀性 ;
中图分类号: U671
作者简介: 徐泽洲(1995-),男,河北秦皇岛人,硕士研究生,研究方向:金属腐蚀与防护;E-mail:244282732@qq.com;; *王志英,副教授;电话:18841201307;E-mail:wzhy74@163.com;
收稿日期: 2018-09-26
基金: 国家自然科学基金项目(51874171); 辽宁省自然科学基金项目(2015020226)资助;
Effect of Laser Power on Microstructure and Properties of Laser Cladding CeO2 Modified 316L Coating
Xu Zezhou Wang Zhiying He Zhijun Zhang Junwei
School of Materials and Metallurgy,University of Science and Technology Liaoning
Metallurgical Energy Optimization and New Technology Research Center Liaoning,University of Science and Technology Liaoning
Laser Advanced Manufacturing Technology Center,University of Science and Technology Liaoning
Abstract:
Fora long-term work in the marine environment,the 316 L stainless steel has been corroded severely,which has a negative effect on 316 L's normal use.It was proposed to improve the surface perfonnance by laser cladding.HGL-6000 CO2 gas type laser was used to cladding Ce02-modified 316 L powder on the surface of 316 L stainless steel.Setting laser cladding power to 2700,3000 and3300 W and explored the influence of laser power on the microstructure,hardness and corrosion resistance.TK-C1381 metallographic microscope(OM) and Zeiss-ΣIGMA HD type field emission scanning electron microscope(SEM) were used to analysis the microstructure,the HVS-1000 type ladder digital display microhardness meter was used to measure the hardness,using electrochemical device draw polarization curves and the impedance spectroscopy.The experimental results showed that the laser power only affected the grain size of the cladding layer and did not change the cladding structure.With the increase of power,the grain size,hardness and corrosion resistance of the cladding layer increased first and then decreased,the coating perfonnance(hardness and corrosion behavior)was optimal when laser power was 3000 W.
Keyword:
laser cladding; laser power; CeO2 modified 316L powder; hardness; corrosion resistance;
Received: 2018-09-26
船体中的316L不锈钢管道,由于长期处于海洋环境中,导致其表面腐蚀情况严重,严重时会导致重要的泄露事故
[1 ]
。针对这一问题,拟采用激光熔覆的方式改变其表面性能。有研究者用Ni基合金进行激光熔覆制备涂层,但其极易产生裂纹
[2 ,3 ,4 ,5 ]
,应用钴基合金制备熔覆层改善316L不锈钢表面性能,但由于熔覆材料价格昂贵,限制了应用范围
[6 ,7 ]
。研究人员发现在熔覆层中加入稀土元素可以有效地减少裂纹,同时能有效提升耐蚀性
[8 ,9 ,10 ,11 ]
。本文采取在316L不锈钢表面激光熔覆相对成本较低的CeO2 改性的316L粉末涂层。由于激光熔覆过程中,熔覆参数的选择与匹配会对熔覆层被基材的稀释程度、熔覆层开裂倾向和熔覆层的组织与性能产生重要影响
[12 ,13 ,14 ,15 ,16 ,17 ]
。主要讨论激光功率对熔覆层组织结构,硬度以及耐蚀性的影响。
1 实验
1.1 材料
实验采用的基体材料为316L不锈钢板,化学成分如表1所示。基体表面分别用20和10μm的金相砂纸打磨,去掉表层氧化膜,并用酒精和丙酮清洗干净。316L粉末(成分与基体成分相同)与2%含量的CeO2 粉末(纯度≥99.5%)均匀混合构成熔覆层粉末。
1.2 方法
采用HGL-6000型CO2 气体型激光器在316不锈钢表面制备熔覆层,激光熔覆参数:光斑直径3.5 mm,激光功率2700,3000,3300 W,扫描速度300 mm・min-1 。熔覆过程通过预铺的方式,将粉末均匀铺展到不锈钢表面,由于基体材料与粉末选取的是同种材料,因此具有良好的冶金结合。
实验前将粉末在150℃下进行烘干处理,去掉粉末中水分。进行激光熔覆后,形成约1 mm厚的熔覆层。运用线切割将样品切割成10 mm×10 mm的试样,用王水进行腐刻。采用TK-C1381型金相显微镜(OM)和德国卡尔蔡司的Zeiss-ΣIGMA HD型场发射扫描电子显微镜(SEM)观察涂层经王水腐刻后的样貌。采用电化学工作站系统对涂层的电化学性能进行测试,采用三电极体系:参比电极为饱和甘汞电极,辅助电极为Pt片电极,工作电极是待测试样。测试前对试样进机械抛光处理,非工作面用704硅胶封装,测试使用的腐蚀介质为质量分数3.5%NaCl溶液。试验温度为室温25℃,扫描速度为0.0016 V・s-1 。采用HVS-1000型数显显微硬度计,在载荷9.8 N下,加载时间5 s的条件下进行硬度测试。分别在熔覆层区沿深度方向每隔0.2 mm打一个点,依次测量不同功率下熔覆层与基体的显微硬度。
表1 316L不锈钢成分 下载原图
Table 1 316L stainless steel composition(%,mass fraction)
2 结果与讨论
2.1 激光功率对熔覆层组织的影响
图1为3000 W功率下熔覆试样的宏观截面图,从图1中可以看出,熔覆层组织分布均匀且过渡区无气孔和裂纹等缺陷,熔覆层与基体形成了良好的冶金结合。图2(a~c)分别为2700,3000,3300 W功率下的金相显微镜下的照片。可以看出,稀土氧化物改性316L粉末涂层较基体相比,晶粒得到明显细化。这是由于激光熔覆过程中的快速冷凝,使晶粒来不及长大就结晶完毕,从而使晶粒细化。同时CeO2 的加入,为结晶提供了非均匀形核核心,阻碍枝晶继续生长,进一步细化晶粒。
图3 (a~c)为不同激光功率下CeO2 改性的316L熔覆层的组织形貌。可以看出,熔覆层主要由等轴晶粒组成,平均粒径如表2所示。可以看出,随着激光功率的增加,熔覆层的晶粒大小呈先减小后增大的趋势,且当功率为3000 W时,晶粒最为细小。这是由于在相对较低的功率范围内,熔覆层组织会保持相对细小和相对均匀。但随着功率的增加,熔覆层晶粒尺寸会变得粗大
[18 ]
。这是由于,激光功率的大小决定了激光束注入熔覆层能量的多少,即能量密度的大小。在其他条件一定的情况下,激光功率越大,注入熔覆层的能量越大,凝固速度越慢,组织越粗大
[19 ]
。
图1 横截面宏观截面图
Fig.1 Cross section macro section
图2 不同功率下的金相组织
Fig.2 OM images of samples at different powers (HAZ:heat affected zone)
(a) 2700 W;(b) 3000 W;(c) 3300 W
图3 不同功率下的熔覆层的金相组织
Fig.3 OM images of cladding layer at different powers
(a) 2700 W;(b) 3000 W;(c) 3300 W
表2 不同功率下晶粒平均粒径 下载原图
Table 2 Average grain size at different powers
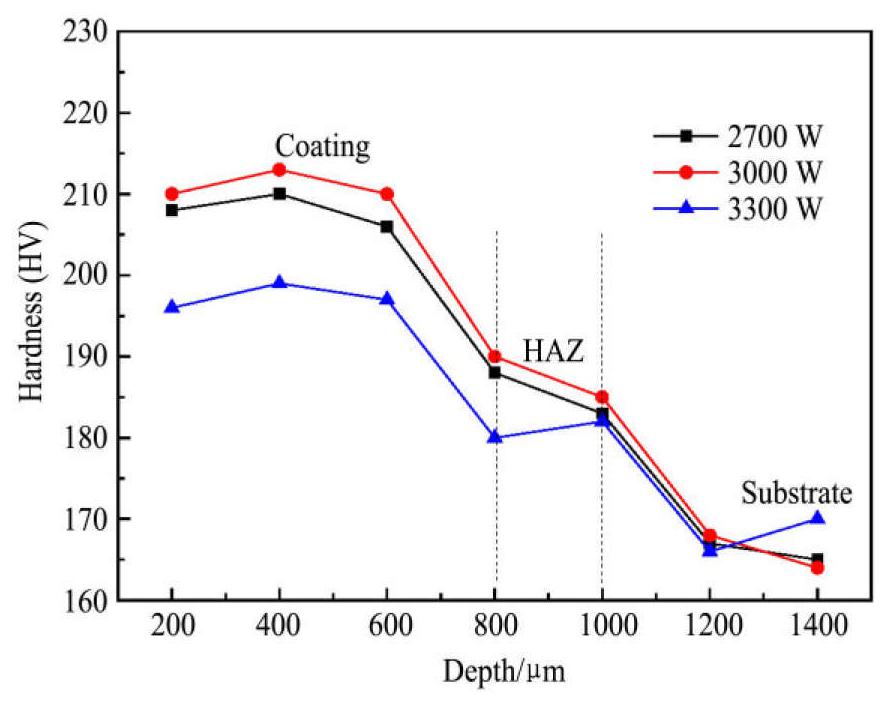
2.2 激光功率对熔覆层硬度的影响
为研究激光功率对熔覆层硬度的影响,进行了维式显微硬度的测试,图4为3种不同功率下的阶梯硬度,可以发现熔覆层的硬度明显高于基体,且熔覆层的硬度随功率的增加呈先增大后减小的趋势,功率为3000 W时,熔覆层硬度达到最大值HV 213。这是由于多元合金枝晶间d2 与元素物性间的关系式
[20 ,21 ]
:
式中tc 为局部凝固时间,φ为常数,ci ,Di ,Pi ,ki 分别为元素浓度,自由扩散系数,液相线斜率以及溶质分配系数,由于稀土元素的ki ,Di 值非常低,所以当其他条件一定时,稀土的加入必然会减小d2 从而使合金细化。同时金属的屈服强度与晶粒尺寸存在如下关系
[22 ]
:
图4 不同功率下的阶梯硬度曲线
Fig.4 Step hardness curve at different powers
式中d为晶粒直径,δs 为材料的屈服强度,δi 为位错在基体金属中的运动阻力,ks 为晶体的结构常数。所以,主要影响屈服强度的为晶粒的尺寸,随着晶粒直径d的减小,δs 便会提高,故当激光功率为3000 W时硬度最高,因为其晶粒尺寸最小,这与扫描电镜中得到的结果相一致。
硬度检测的最高值均在距熔覆层边缘最高点400μm左右处,这是由于此处熔池的深度和宽度都最大,熔融更加充分且对流增强,使表面更加均匀,颗粒更加细小,故硬度最高。
2.3 激光功率对熔覆层耐蚀性的影响
为了研究激光功率对熔覆层耐蚀性的影响,进行了在质量分数为3.5%NaCl溶液中的耐蚀性测试。图5为3种功率下熔覆层以及基体的极化曲线。从图5中可以看出熔覆层与基体都没有发生明显的钝化行为。这种情况下可以对其自腐蚀电位以及自腐蚀电流比较进而分析其耐蚀性。从图5中可以看出熔覆层的自腐蚀电位大于基体,腐蚀电流均小于基体。因为加入Ce元素后,一方面Ce元素优先存在于晶界处,降低了S等有害元素在晶界的存在,从而起到净化晶界的作用,减少点蚀的发生几率;其次Ce元素加入后,能够明显细化晶粒,且易于在晶界处形成钝化膜,降低溶液中Cl- 的扩散;另外,分布均匀的Ce原子可以降低晶格内部应力
[23 ]
,降低腐蚀发生几率。因此,加入Ce后,可以提高熔覆层的耐蚀性。
图5 不同功率下的动电位极化曲线
Fig.5 Dynamic potential polarization curves at different powers
从图5中还可以看出,3000 W激光功率下的熔覆层腐蚀电位最高,大约为-0.175 V。同时腐蚀电流密度也最低,大概为0.112 A・cm-2 ,故此功率下熔覆层的耐蚀性最好。因为,3000 W时,熔覆层的晶粒尺寸最小(图3(b)),枝晶细化最显著(图2(b)),而且在该功率下,二次枝晶臂间距最小(式1),晶粒越小,二次枝晶臂间距越小,其对溶液中Cl-扩散的阻碍作用就越显著,腐蚀电流密度就越低。因此,3000 W时,熔覆层的耐蚀性最好。
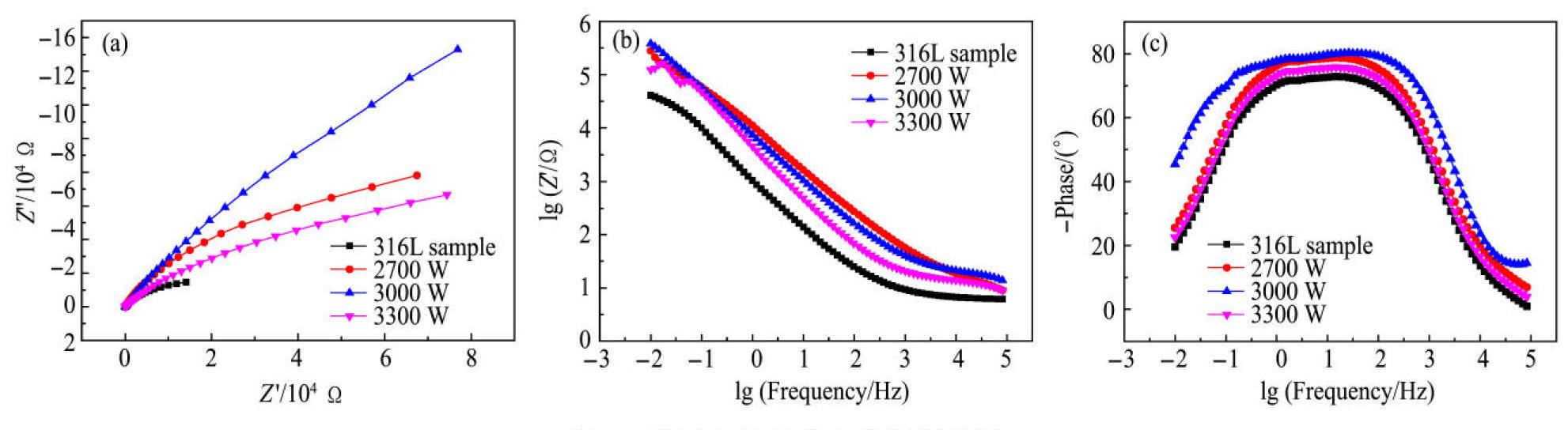
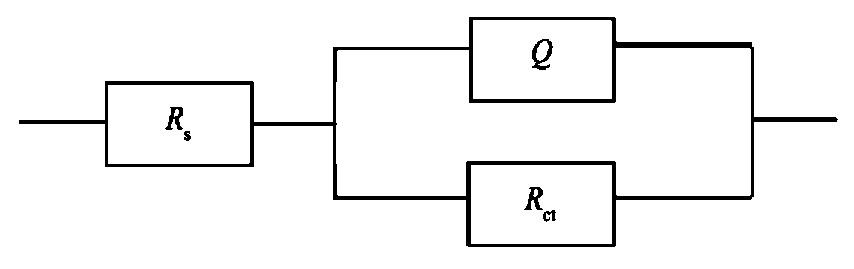
图6为熔覆层与基体的阻抗图谱,通过电化学阻抗谱(EIS)也可以对腐蚀性能进行表征。图7为该阻抗图谱的等效电路图,其中Q代表考虑表面影响的界面电容,Rct 表示电荷转移电阻,Rs 表示溶液电阻,运用阻抗拟合软件ZsimpWin进行拟合,阻抗拟合结果见表2。
从图6中可知熔覆层呈单一容抗弧特征,具有单一时间常数,说明该腐蚀反应为活化控制为主的腐蚀,容抗弧形半径越大,表示电极反应阻力越大,腐蚀速率越慢,耐蚀性就越好。从图6(a)可以看出,稀土改性后熔覆层的容抗弧半径均大于基体的容抗弧半径,说明稀土改性后的熔覆层耐蚀性均优于基体材料,且激光功率为3000 W时,容抗弧半径最大,说明该功率时,熔覆层的耐蚀性最好。
图6 涂层与基体的电化学阻抗谱
Fig.6 Electrochemical impedance spectroscopy of coating and matrix
(a) Nyquist curves;(b) Bode-impedance;(c) Bode-phase
图7 用于拟合数据的等效电路
Fig.7 Equivalent circuit used to fit the data
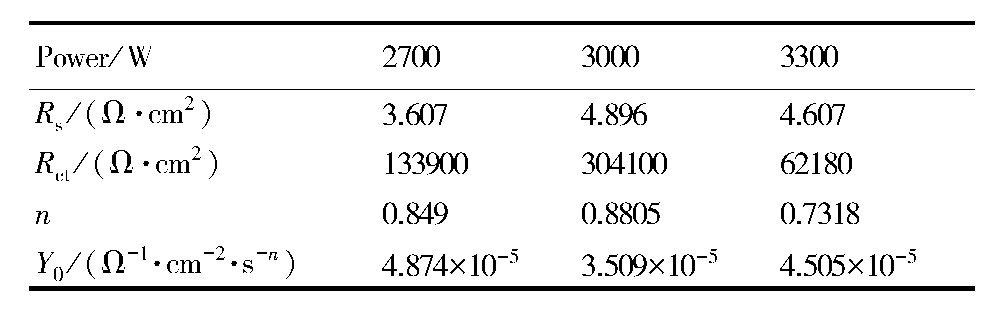
表3 拟合等效电路计算的参数 下载原图
Table 3 Fitting parameters calculated by equivalent circuit
从图6(b)可以看出CeO2 加入后阻抗得到了提高,功率为3000 W时阻抗最高,约为5.7Ω,相比基体材料阻抗提升了23.91%,证明熔覆层形成的保护膜具有更好的耐蚀性。图6(c)中的最大相位是由保护膜引起的,当功率为3000 W时最大,约为80°,远大于基体(70°左右)最大相位,这说明熔覆层的腐蚀速率要小于基体的腐蚀速率。
通过表3可以得到,激光功率为3000 W时具有最大的n值以及较大的Rct 值,其中n值与涂层的表面粗糙度有关
[24 ]
,当n接近1.0时,表明包层表面光滑,钝化膜致密且更均匀,可以阻止腐蚀离子向基体内部的扩散。当n远离1.0时,表明熔覆层层表面粗糙,腐蚀产物较多,反映熔覆层表现出较差的耐腐蚀性。同时Rct 值的大小与耐蚀性成正相关
[25 ]
,对比Rct 与n值可以发现,3000 W激光功率下熔覆层具有最优的耐蚀性,这与极化曲线得出的结果相一致。
3 结论
1.CeO2 改性的316L熔覆层,随着激光功率的增加,物相结构并未发生重大改变,只是导致了晶粒尺寸的改变。当激光功率为3000 W时,晶粒细化效果最明显,此时平均粒径为5.225μm。
2.通过对比阶梯硬度可以发现,熔覆层硬度随激光功率增加呈先增大后减小的趋势,当功率
为3000 W时硬度最高,约为HV 213。
3.通过电化学极化曲线实验以及阻抗谱实验,发现熔覆层耐蚀性在3000 W时最优。
参考文献
[1] Zhang S,Zhang J,Zheng H L,Wu C Y.Comparative analysis of seawater corrosion failure mechanism of 316L stainless steel bellows[J].Corrosion&Protection,2012,33(2):106.(张绳,张津,郑卉凌,吴超云.316L不锈钢波纹管海水腐蚀失效机理对比分析[J].腐蚀与防护,2012,33(2):106.)
[2] Li Q,Song G M,Zhang Y Z,Lei T C,Chen W Z.Microstructure and dry sliding wear behavior of laser clad Ni-based alloy coating with the addition of SiC[J].Wear,2003,254(3):222.
[3] Zhang D W,Lei T C.The microstructure and erosivecorrosive wear performance of laser-clad Ni-Cr_3C_2,composite coating[J].Wear,2003,255(1):129.
[4] Baldridge T,Poling G,Foroozmehr-E,Baldridge T,Poling G,Foroozmehr E,Kovacevic R,Gupta M C.Laser cladding of Inconel 690 on Inconel 600 superalloy for corrosion protection in nuclear applications[J].Optics&Lasers in Engineering,2013,51(2):180.
[5] Lu C.Microstructure and Properties of Laser Cladding Ni-Based Spherical WC Composite Coating[D].Guangzhou:South China University of Technology,2012.11.(路程.激光熔覆Ni基球形WC复合涂层的组织与性能研究[D].广州:华南理工大学,2012.11.)
[6] Li M,He Y,Yuan X.Effect of nano-Y_2O_3,on microstructure of laser cladding cobalt-based alloy coatings[J].Applied Surface Science,2006,252(8):2882.
[7] Wang K L,Zhang Q B,Sun M L,Zhu Y M.Effect of laser surface cladding of ceria on the wear and corrosion of nickel-based alloys[J].Surface&Coatings Technology,1997,96(s2-3):267.
[8] Zhang H,Zou Y.Microstructure and properties of Febased composite coating by laser cladding Fe-Ti-V-Cr-CCeO_2 powder[J].Optics&Laser Technology,2015,65(12):119.
[9] He X,Kong D,Song R.Microstructures and properties of laser cladding Al-TiC-CeO_2 composite coatings[J].Materials,2018,11(2):198
[10] Cai Y,Luo Z,Chen Y.Effect of CeO_2 on TiC mor-phology in Ni-based composite coating[J].High Temperature Materials&Processes,2017,37(3):209.
[11] Zheng Y,Wang C L,Gao Y,Zhang G Y.Microstructure and friction and wear properties of CeO_2+Ni60 rare earth laser cladding on aluminum alloy surface[J].Chinese Journal of Rare Metals,2014,38(5):800.(郑英,王成磊,高原,张光耀.铝合金表面激光熔覆稀土CeO_2+Ni60组织及摩擦磨损性能[J].稀有金属,2014,38(5):800.)
[12] Vilar R.Laser alloying and laser cladding[J].Materials Science Forum,1999,301:229.
[13] Wang Y B.Preparation of Wear-Resistant and Corrosion-Resistant Coating by Laser Cladding[D].Harbin:Harbin Engineering University,2009.6.(王一博.激光熔覆制备耐磨耐蚀涂层[D].哈尔滨:哈尔滨工程大学,2009.6.)
[14] Zuo T Z,Chen H.Green manufacturing in the 21st century――Laser manufacturing technology and application[J].Journal of Mechanical Engineering,2009,45(10):106.(左铁钏,陈虹.21世纪的绿色制造――激光制造技术及应用[J].机械工程学报,2009,45(10):106.)
[15] Xi M Z,Zhang Y Z,Zhang P Z,Shi L K,Cheng J.Effect of scanning speed on microstructure and properties of laser rapid prototyping 316L stainless steel[J].Chinese Journal of Rare Metals,2002,26(2):93.(席明哲,张永忠,章萍芝,石力开,程晶.扫描速度对激光快速成型316L不锈钢组织性能的影响[J].稀有金属,2002,26(2):93.)
[16] Xu R H,Li X F,Zuo D W,Wang H Y,Jiang S H,Li J Z.Effect of scanning speed on microstructure and hardness of Ti alloy NiCoCrAlY cladding coatings[J].Chinese Journal of Rare Metals,2014,38(5):807.(许瑞华,黎向锋,左敦稳,王宏宇,江世好,李建忠.扫描速度对钛合金NiCoCrAlY熔覆涂层显微组织及硬度的影响[J].稀有金属,2014,38(5):807.)
[17] He L J,Wang W F,Wang H,Sun X B.Influence of laser power on microstructure and microhardness of Cr12steel-based cladding layer[J].Foundry,2017,66(3):250.(何力佳,王文峰,王函,孙晓帮.激光功率对Cr12钢铁基熔覆层的组织和显微硬度的影响[J].铸造,2017,66(3):250.)
[18] Zhao B,Lu Y H,Li Z,Luo F.Process and properties of laser cladding Ni60 alloy on low car-bon steel surface[J].Heat Treatment of Metals,2014,39(7):124.(赵兵,路远航,李章,骆芳.低碳钢表面激光熔覆Ni60合金的工艺及性能[J].金属热处理,2014,39(7):124.)
[19] Wang W,Shu G J.The effect of rare earth elements on the solidification behavior of Al-Mg alloys[J].Journal of Rare Earths,1990,(4):291.
[20] Shang L J,Yan X M,Li F,Zhai P.Application of rare earth elements in laser alloying and laser cladding[J].Journal of Shenyang University of Technology,1995,(2):37.(尚丽娟,阎秀梅,李峰,翟萍.稀土元素在激光合金化及激光熔覆中的应用[J].沈阳工业大学学报,1995,(2):37.)
[21] Sun W C.Behavior of Rare Earth in Aluminum Alloys[M].Beijing:Ordnance Industry Press,1992.227.(孙伟成.稀土在铝合金中的行为[M].北京:兵器工业出版社,1992.227.)
[22] Zhao T,Cai X,Wang S X,Zheng S A.Effect of Ce02on mcrostructure and corrosive wear behavior of lasercladded Ni/WC coating[J].Thin Solid Filins,2000,379:128.
[23] Balaraju J N,Ezhil Selvi V,Rajam K S.Electrochemical behavior of low phosphorus electroless Ni-P-Si_3N_4composite coatings[J].Mater.Chem.Phys.,2010,120:546.
[24] Huang Y S,Zeng X T,Hu X F,Liu F M.Heat treatment effects on EN-PTFE-SiC composite coatings[J].Surf.Coat.Technol.,2005,198:173.
[25] Zhang H,ZouY,Zou Z.Effects of Ce02,on microstructure and corrosion resistance of TiC-VC reinforced Fe-based laser cladding layers[J].Journal of Rare Earths,2014,32(11):1095.