DOI: 10.11817/j.issn.1672-7207.2016.04.048
�ֲ�յ��¸ߴӳ���˫��ɢ����
���h��1, 2����־ǿ1��Christoph van Treeck2��������1, 3��������1, 3���ܹ�Т1, 3
(1. ���ϴ�ѧ ��Դ��ѧ�빤��ѧԺ������ ��ɳ��410083��
2. Faculty of Civil Engineering��RWTH Aachen University��Aachen��52074��
3. ���Ϲ�ҵ��ѧ ��ľ����ѧԺ������ ���ޣ�412008)
ժҪ�����ü���������ѧ����������ֳ�ʵ������ֲ�յ�ϵͳ��ƹؼ��������ͷ������ͷ��ٶȼ��ֲ�߶ȵȶ�ij�ߴӳ�������˫��ɢ������ͨ��յ�Ч����Ч�ʵ�Ӱ�졣ͬʱ���������ߴӳ����ֲ�ͨ��յ�ϵͳ�������ԡ��о���������������²�����ŷ����ȡΪ75%���ͷ�����ȫϵ��Ks��ȡΪ2.5~4.0������ͷ��ٶȡ��²��ŷ�ڵײ���װ�߶ȼ����ͷֲ�߶Ⱦ�����Ч��������ͨ��յ�Ч����Ч�ʣ��������³������������˶����ȡ�������Ϊ˫��ɢ��ϻ���Ȼ���������ӱ���Nusselt����Sherwood���������䣻�����������̳�ɢ������ʱ���ֲ�յ���������һ����ս���������Ⱥ���ȾԴ��Ϊ��̬ɢ�����������Ⱥ���Ⱦ��Դ�����ں����̳�����Ũ��ģ��ֵ��ʵ��ֵ�Ϻõ��Ǻϣ�������Ϊ11.2%��
�ؼ��ʣ�����������ѧ���ֳ�ʵ�⣻�ֲ�յ���˫��ɢ����
��ͼ����ţ�TU834 ���ױ�־�룺A ���±�ţ�1672-7207(2016)04-1447-12
Double diffusive convection in a high-rise welding hall with stratified ventilation system
WANG Fengfeng1, 2, LIU Zhiqiang1, Christoph van Treeck2, WANG Hanqing1, 3,
TANG Wenwu1, 3, KOU Guangxiao1, 3
(1. School of Energy Science and Engineering, Central South University, Changsha 410083, China;
2. Faculty of Civil Engineering, RWTH Aachen University, Aachen 52074, Germany;
3. School of Civil Engineering, Hunan University of Technology, Zhuzhou 412008, China)
Abstract: CFD (computational fluid dynamics) and site measurements were used to study the effects of some key parameters in the design of a stratified ventilation (SV) system, such as the supply air flow rate, the air supply velocity and the height of jet nozzle diffusers, on the double diffusive convection within a high-rise welding hall as well as the ventilation and air conditioning performance and efficiency. Meanwhile, applicability of a stratified air conditioning system for the high-rise welding hall in the case of different cooling loads and contamination loads was investigated. The results show that a value of 75% for the bottom air extraction ratio and a safety factor in the range of 2.5 to 4.0 for the supply air flow rate are recommended for the studied welding hall. Higher supply air velocity and mounting height of bottom exhaust outlets and lower jet nozzle diffusers installation height cannot effectively improve ventilation and air conditioning performance and efficiency. Double diffusive mixed or natural convection may occur in the investigated cases while the rates of heat and mass transporting from weld surfaces to the occupied zone remain nearly constants. For welding halls with high contamination loads, energy efficiency will be a challenge for SV. When the welding heat and contaminant sources are simplified into steady slot plane sources, the simulated indoor welding fume concentration values coincide well with the measurements and the relative error is 11.2%.
Key words: computational fluid dynamics; on site measurements; stratified ventilation; double diffusive convection
���������й����ֳ���Ƶ������PM2.5(���������п�������ѧֱ����2.5 ��m�Ŀ�����)��Ⱦ[1-2]����е�ӹ�ҵ�й㷺ʹ�õĺ��Ӽ������������ж��к�����(��ҪΪ�����̳�)����Σ�����˽��������������Ӿ����������Ⱦ���ߴӳ�������˫��ɢ����ʮ�ָ��ӣ�ѡ�������ͨ�緽ʽ��Ϊ��Ҫ��NIEMELA��[3]ͨ��ʵ���о��������û�ͨ���¸ߴӳ����������۸������۸���������������ķֲ�������ȫ�෴������ƽ��[4]�Ƶ��õ���Ȼͨ��ͻ�еͨ���º����̳��ڴ��ʹ���װ�������ڵ���ɢģʽ�����������ֲ㴦�̳�����Ũ����ߡ��������[5]���ü���������ѧ(CFD)��������Ȼͨ����ij���ӽṹ���亸�����ܽ�����ɢ����Ϊ�����ܼ��������þֲ��ŷ硣��ΰ���[6]ָ����еͨ���ڸߴӳ�����Ӧ�����Դ����������⣬�������á����������������������ȡ���µ�[7]Ӧ��CFD �Ƚ����û�ͨ��ͻ��ͨ����ij��պ��ӳ�����Ӧ�ã���Ϊ�û�ͨ�������Խ�ԡ�WANG��[8]ͨ��CFD������ֳ�ʵ�ⷢ�ָ�λ�ͷ����û�ͨ�����¸ߴӳ��������̳��ֲ����ͷ�ĩ�˰�װ�߶ȵ�Ӱ�졣�ֲ�յ���������Զ��ܵ���ע[9-11]��Χ���俪չ���о���ȡ��һЩ�ɹ�[12-13]��ͬʱ��ijЩ�ߴ�ռ佨���зֲ�յ��ѳɹ�Ӧ��[14-15]��Ȼ�����ֲ�յ��ڸߴӳ�����Ӧ�ý��١���ʵ�ϣ����ӳ����ڼ�Ϊ���ӵ�˫��ɢ�����˶����Էֲ�յ��ijɹ�Ӧ����һ����ս����ˣ�������������ij�ߴӳ����ֲ�յ����²�����ŷ�ȡ��ͷ������ͷ��ٶ�(�ͷ����ֱ��)���²��ŷ�ڵײ���װ�߶ȡ�����(��λ)λ�ü��ֲ�߶ȶ�����˫��ɢ������ͨ��յ�ϵͳЧ����Ч�ʵ�Ӱ�죬Ϊ�ߴӳ����ֲ�յ�����ṩ�ο���
1 ���ӳ����ſ�������ģ�͡��ֲ�յ���ƺ���ֵģ�ⷽ��
1.1 ���ӳ����ſ�������ģ��
֣��ij���ӳ�����(x����)Ϊ153.0 m����(y����)Ϊ95.6 m����(z����)Ϊ13.5 m����4�硣�����ϡ�����ǽ�ϲ�8.5 m������1.5 m�ߵIJɹⴰ��������ǽ�²�ÿ����1��2�����ϡ�����ǽ�²�����5��12�����²����д���Ϊ5.0 m����Ϊ4.2�ף�С�ſ�Ϊ3.0 m����Ϊ5.0 m�����ſ�Ϊ5.5 m(��6.5 m)����Ϊ5.0 m������ǽΪ��ǽ�������ڹ���18 kW����148̨��ͬʱ����ϵ��Ϊ0.7�����ӹ���Ϊ�ֹ��绡����ÿ̨����������Ϊ3 mg/s������ɿ�Ϊ0.5 m����Ϊ0.04 m�ij����Σ�����(��λ)��Ϊ1.0 m����Ϊ2.0 m����Ϊ0.5 m������������400 W±�ص�472յ�����ڵƾ߽ṹ����Ա�������Ӱ��С��Ϊ���㣬ģ���в����ֵƾ߽ṹ�����������ۺ�Ϊ��������Դ�����ӹ��˼ɱ����Ϊ1.8 m2�ij�����(����������Ϊ0.35 m��0.15 m��1.70 m)�������ڹ���Ϊ������Ͷ�����������÷ֲ�յ����г��������ȡ��յ����鴦��������ʿ�����λ�ڳ����в��Ŀɵ��Ƕ�����ͳ��������ɳ����ϡ��²����ŷ���ų�����������ṹ�����������ҷ�ڲ��þ��ȡ��Գƣ��������������֯���ơ����ڼ�����Դ���ޣ����Ľ�ѡȡ����һ����н�ģ��CFDģ�⡣ͼ1��ʾΪCFDģ������ģ�ͼ�������(L1(x=17.9 m��y=20.2 m��0��z��13.5 m)��L2(x=17.9 m��y=16.0 m��0��z��13.5 m)��L3(x=17.9 m��y=12.0 m��0��z��13.5 m)��L4(x=45.9 m��y=12.0 m��0��z��13.5 m)��L5(x=45.9 m��y=8.0 m��0��z��13.5m)��L6(x=76.5 m��y=12.0 m��0��z��13.5 m)��L7(x=76.5 m��y=8.0 m��0��z��13.5 m))��
1.2 CFD��ѧģ��
CFD��ͨ������ά�ռ�����ֵ���������̬ʱ��Navier-Stokes���̶�����ٶȳ����¶ȳ�����Ⱦ������Ũ�ȷֲ�[16]��
 (1)
(1)
ʽ�У�dΪ�����ܶȣ�kg/m3��uΪ�ٶ�ʸ����m/s�� Ϊ������ɢϵ����fΪͨ�ñ�����SfΪԴ����ñ�k-������ģ�ͷ�շ����顣
Ϊ������ɢϵ����fΪͨ�ñ�����SfΪԴ����ñ�k-������ģ�ͷ�շ����顣
1.3 �ֲ�յ����ɼ�������֯���ۼ���
�����ļ���������¶�Ϊ27 �档�ֲ�յ��ļ��为�ɼ�������֯��������[12]���㡣ͨ��յ�ϵͳ�ͷ��������������������ȡ���ʪ�⣬��Ӧ�����������������̳���Ҳ���ͷ�����ӦС��Qs=m/(��y-��j)(���У�mΪ�����̳�ɢ������mg/h����yΪ���ڿ��������̳������������Ũ�ȣ�mg/m3����jΪ�ͷ��к����̳�����Ũ�ȣ�mg/m3)��Ϊ��֤����Ч�������ĸ���ƹ����ͷ�����2Qs��Ϊ��ͱ��������ֲ�ͨ��յ�ϵͳ����Ʒ������1��ʾ��������Ʒ���1Ϊ��������

ͼ1 CFDģ��ģ�ͼ�������
Fig. 1 CFD simulation model and sampling observation perpendicular lines
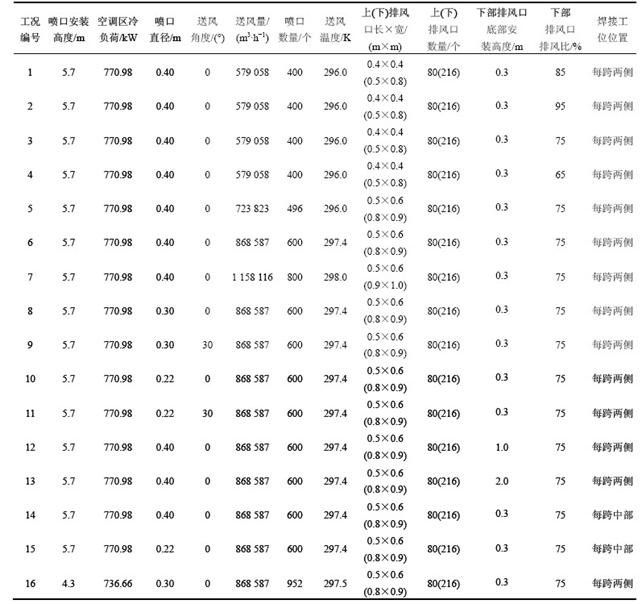
��1 ��������
Table 1 Cases for investigation
��2 �����������ȱ߽�����
Table 2 Thermal boundary condition of each wall W/m2

1.4 �߽���������ֵ���
�ͷ��в�����Ⱦ��ͷ��Ķ��ܼ����ɢ����k=1.5��(uI)2����=C��0.75k1.5/(0.07H)ȷ��(���У�IΪ����ǿ�ȣ�C��Ϊ����ģ�ͳ�����HΪ�������ȣ�m)�������ͷ��������1���������Ϊ���Ʊ��棬�ϲ������Ϊ�ԳƱ߽磬����������ȱ߽����2��ʾ������������Schmitt����Prandtl��Ϊ����������SIMPLE�����ʱ��������ѹ������ȫ����������ñ�k-������ģ�ͣ�����������ñ����溯�������������������ɢ���Ʒ����飬����Ϊ�����������̶�������ɢ����ö������IJ�ָ�ʽ���������ڼ������渽��������ܡ��������Է��̡��������̲в����10-3���������̲в����10-6��ͬʱ�����ڼ�����¶ȡ���Ⱦ������Ũ�Ȳ��ٱ仯ʱ����Ϊ����������
2 ʵ����֤
CFDģ��ߴӳ�������������֯��ȷ�����ѵõ���֤[8]��Ϊ��֤����CFD��ֵģ�ͼ�ģ����������(�罫�����Ⱥ���ȾԴ��Ϊ��̬ɢ�����������Ⱥ���Ⱦ��Դ)�ĺ����ԣ���֣��ij�ߴӳ������ں����̳�����Ũ�ȷֲ������ֳ�ʵ�⣬������õĺ����̳�����Ũ����CFDģ��ֵ���жԱȡ��ó���Ŀǰװ��һ���û�ͨ��ϵͳ�����ʿ�����168����װ�����1.5 m�ߵ�KTSF-5.0KS�ͷ�Ͳ�������ڣ�������208����װ�ڸ�Ϊ12 m��������Ϊ0.5 m��0.5 m���ŷ���ų����⡣����ʱ��ϵͳȫ�·����У�ʵ�����ͷ���Լ850 000 m3/h���ͷ��¶�Ϊ19 �档�����̳�����Ũ�Ȳ���CEL-712�ͷ۳�����Ũ�Ȳⶨ�Dzⶨ����������������Ϊ0.001 mg/m3��ÿ��������3�Σ�ȡ���ֵ��ͬʱ����TM910�ͺ������ǹ����������¶ȣ���ΪCFDģ���������ȱ߽������������û�ͨ��CFDģ��ģ�ͼ������ͼ2��ʾ�������̳�����Ũ��CFDģ��ֵ�Ͳ���ֵ�Ա���ͼ3��ʾ����ͼ3�ɼ������߱仯���ƻ���һ�£�������(��|��simp-��measur |/��measur)/nΪ11.2%�����߲���ƫ��һ����������ʵ�ʺ����̳���ɢ�����ȶ���������������������Լ����ڿ��������ȣ����³����ں����̳��ֲ�ʵ���ϲ����ܴ�����ȫ�ȶ���״̬����һ����������CFDģ�⽫�����̳�ɢ��λ�ü�ɢ�����̶�����ʵ�����������ȫһ�¡������������������̳�����Ũ��ģ��ֵ�Ͳ���ֵ�仯���ƻ���һ�£�˵��������Դ����ȾԴ����ĺ������Լ�CFDģ���ȷ�ԡ�

ͼ2 �û�ͨ��ϵͳ�¸ߴӳ���CFDģ��ģ�ͼ����
Fig. 2 CFD simulation model of high-rise welding hall with displacement ventilation system and measurement points

ͼ3 ��Ⱦ������Ũ��CFDģ��ֵ�Ͳ���ֵ�Ա�
Fig. 3 Comparisons between CFD simulation results and measurement data of mass concentrations of welding fume
3 ����ָ��
���ӱ���ƽ��Nusselt��(Nu)��Sherwood��(Sh)���������ۺ��ӱ��������ڴ��ȡ����ʵ����ʣ���������[16]��
 (2)
(2)
 (3)
(3)
ʽ�У�HΪ�������ȣ�m������ȡΪ����1��İ����qTΪ���ӱ�����������W/m2��TsouΪ���ӱ���ƽ���¶ȣ�K��TinΪ�ͷ��¶ȣ�K����Ϊ���嵼��ϵ����W/(m��K)��q��Ϊ�����̳���λ���ɢ������mg/(m2��s)����souΪ���ӱ���ƽ���̳�����Ũ�ȣ�mg/m3��DΪ�����̳���ɢϵ����m2/s��
��Ա���ƽ���¶� (K)�������̳�����Ũ��
(K)�������̳�����Ũ�� (mg/m3)������
(mg/m3)������ (m/s)�������������ۡ��Աȸ��ֲ�յ���Ʒ��������ӡ�Ȼ�������ӳ����ڿ۴��ں��㸽���¶ȱ���Ա���������������¶ȸ߽�1��������ͬʱ��Ա����ں����ܼ����̳�����Ũ�ȴ���Ǻ����ܼ����̳�����Ũ��С��������������ָ�겻�ܺܺõط�ӳ����ͨ��յ�Ч������ˣ��������������Ա����¶ȡ������̳�����Ũ�ȼ����ٴ���������PT��P����Pv�����۳���ͨ��յ�Ч����PT��P����Pv����Ϊ��
(m/s)�������������ۡ��Աȸ��ֲ�յ���Ʒ��������ӡ�Ȼ�������ӳ����ڿ۴��ں��㸽���¶ȱ���Ա���������������¶ȸ߽�1��������ͬʱ��Ա����ں����ܼ����̳�����Ũ�ȴ���Ǻ����ܼ����̳�����Ũ��С��������������ָ�겻�ܺܺõط�ӳ����ͨ��յ�Ч������ˣ��������������Ա����¶ȡ������̳�����Ũ�ȼ����ٴ���������PT��P����Pv�����۳���ͨ��յ�Ч����PT��P����Pv����Ϊ��
 (4)
(4)
 (5)
(5)
 (6)
(6)
ʽ�У�Vt��V����Vv�ֱ�Ϊ��Ա�����ɢ���(���������ڵ���ɢ�����ڸ��������ֲ�����)�¶ȡ������̳�����Ũ�ȼ������������Ҫ����ռ�ռ������m3��VozΪ��Ա��������m3��TloΪ����¶ȣ�K��TdΪ��������¶ȣ�K����loΪ��㺸���̳�����Ũ�ȣ�mg/m3����maxΪ�����������Ũ�ȣ�mg/m3��vloΪ�����٣�m/s��vmaxΪ����������٣�m/s��
���ں�����Χ�۴��ڷ��١��¶ȼ��̳�����Ũ�����������Ҫ��Ŀռ䣬�Ҳ��ֳ����Է������ϸ�Ҫ����˹涨��PT��95%��P����95%ʱ��ͨ��յ�Ч���������Ҫ����ͬʱPv��95%������Ϊͨ��յ�Ч�����㡣���ij����ļ��յ�����¶�Ϊ300 K�������̳������������Ũ��Ϊ4 mg/m3�������������Ϊ0.5m/s�Ա��⺸����������Ӱ�졣
ͨ��յ�ϵͳ��������Ч�ʦ�T������Ч�ʦ������������۱��ķֲ�յ�ϵͳ�����Ⱥͳ���Ч�ʡ���2��ָ�궨������[17]��
 (7)
(7)
 (8)
(8)
ʽ�У�TeΪ�ŷ�ڿ����¶ȣ�K����eΪ�ŷ�ں����̳�����Ũ�ȣ�mg/m3����inΪ�ͷ纸���̳�����Ũ�ȣ�mg/m3��
4 ���������
4.1 ��������
Richardson��(Ri)���б���������̬����Ҫ���ݡ���Ri����1ʱ����Ȼ����ռ��������λ���� Ri����1ʱ��ǿ�ƶ���ռ��������λ����Ri��1ʱ��ǿ�ƶ�������Ȼ���������ɺ��ӣ�����Ϊ��϶��������ĸ��ֲ�ͨ��յ���Ʒ����£�RiΪ2.0~22.0��������������̬Ϊ��϶�������Ȼ����������ֻ�����������³����ڷ��١��¶ȼ������̳�����Ũ�ȵķֲ���
ͼ4��ʾΪ����Ʒ����¸ߴӳ���������������ͼ4(a)~4(c)�ɿ������ͷ����������������Ͽ���˥�����ڶ����������ǰ��˥����0.3 m/s�������̳��ܶȱȿ����ܶȴ������������N��0��Ҳ�������̳�����Ũ�Ȳ��γɵ��ʸ��������������뺸�����γɵ��ȸ��������÷����෴���������ڶ����˶���Ȼ�������Ӳ�������(mg��s-1)���ʸ�����ԶС���ȸ��������������ͼ4(a)~ͼ4(c)���ɹ۲쵽�������Ȳ����ĸ��������ͷ������ں��������֮���γ��˾�����������������������˶������ڳ����߶ȴ��ͷ綯�����ȸ������Խ�����ռ������˶�����Ӱ�죬�˲��������˶�ΪΧ���ṹ�����ڿ����²���������Ȼ��������ͼ4(d)~ͼ4(i)��������Ա����¶ȷֲ������Ҵִ���300~301 K֮�䣬�����ܼ���(x=8.6 m)�൱һ���������̳�����Ũ�ȳ�������ֵ������ϡ����(x=64.7 m)����Ũ������1 mg/m3֮�ڣ���Ҫԭ�����ȡ������˷��̱߽���������ɢϵ����ͬ�����⣬Lewis������1��ʹ���ʱ߽����ȱ߽�㱡���������ʸ��ڴ������ʣ������Ⱥ��̳�����ͨ���������������ˣ���������ڸ߶�ʱ����������������£������ٴν�����Ա�����������������ϲ����ˣ����ھ��ͷ�ڽ�Զ��������Ա��������¶Ⱥ��̳�����Ũ�����������Ҫ���������������Ŀռ�����Ȼ�����������������������̳����䷽ʽ����ɢΪ������ˣ��¶ȵ�ֵ��ƽ�������档

ͼ4 ����Ʒ����¸ߴӳ�����������(����1)
Fig. 4 Airflow pattern within high-rise welding hall under base case (case1)
��ͼ4(j)�ɿ���������ͬһ�߶ȴ�����λ���¶���ͬ���յ�����ֱ�¶��ݶȣ������˴�ֱ�²�����IJ�����[18]�����ǿյ��������Լ1 ��/m�Ĵ�ֱ�¶��ݶȣ��⽫��������ֹ���������ڵĴ��ȡ���ͼ4(k)�ɿ������յ��������㸽�����ڴ�ֱ����Ũ���ݶȣ��ǿյ��������̳�����Ũ���Ը��ڿյ��������̳�����Ũ�ȣ��������Դ�ֱ�ݶȡ�
4.2 ��ƹؼ�������ͨ��յ�Ч����Ч�ʵ�Ӱ��
4.2.1 �²��ŷ���ŷ�ȵ�Ӱ��
����Ʒ����º����ܼ��������൱һ�����¶Ⱥͺ����̳�����Ũ�Ȳ����������Ҫ����������²�����ŷ�ȿɸı��ͷ������Ա����ı������Գ���ͨ��յ�Ч����һ��Ӱ�졣ͼ5��ʾΪ���²��ŷ��Ϊ65%~95%ʱ������ͨ��յ�Ч����ͨ��յ�ϵͳ���ȡ�����Ч�ʡ���ͼ5�ɿ��������²��ŷ������(��������Ա����ķ�������)ʱ�������ͣ���������PT��98.4%������55.3%��������Ϊ�����ǿյ�����������ʱ�ų��������¶����ߣ������յ���ת�Ƶ���������T���Ͷ��������1.16����1.25�����ϣ����г����²�����ŷ����ȡΪ65%~75%���������ͷ����������̳����ų������Ժ����о��²�����ŷ�Ⱦ�ȡΪ75%��ֵ��ע�⣬�����ṹ��ͬ���ȱ߽粻ͬ���յ��ֲ�߶Ȳ�ͬ�������ϲ�����ת�����²�Ҳ����ͬ������²��ŷ��Ӧ����CFD���ȷ����
4.2.2 �ͷ������ͷ��ٶȵ�Ӱ��
4.2.1���и�����P��������90%���ͷ粻����ϡ����Ա����ĺ����̳���Ϊ�������Ҫ���ͷ���Ӧ��Qs=Ks��m/(��y-��j)���㣬KsΪ���ͷ�����ȫϵ������ͼ6��ʾΪ�ͷ���(�ڹ���3�����������������ʹ�ͷ����ֱ�ﵽ2.5Qs��3.0Qs��4.0Qs��ͬʱ�����ͷ���������)�Գ���ͨ��յ�Ч����Ч�ʵ�Ӱ�졣��ͼ6�ɿ��������ͷ�������ʱ������Pv���ٽ��ͣ�������Ϊ��ڼ���С���ͷ���������ϲ�������˥��������������Ա���ʱ�����ϴ����ͷ��������ֲ��䣬���������䣬�����ͷ����ȴٽ������ڿ����Ļ���ֽ�һ��ϡ������Ա����ĺ����̳��������PT��96.8%����98.7%���������ͣ�P����84.9%����99.8%����T��0.90����0.69�����������1.18����1.26���ӿ��ƺ����̳�����Ũ�ȿ��ǣ�Ksȡ2.5���ϼ��ɣ�����Ӧ����4.0��������Ա������ٹ����ͷ��ٶȶԳ���ͨ��յ�Ч����Ӱ�첻�ݺ��ӡ�ͼ7��ʾΪ�ڹ���6�Ļ����ϣ���С���ֱ��������ͷ��ٶ�ʱ(ƽ�ͺ�����30���ͷ�)������ͨ��յ�Ч����Ч�ʡ���ͼ7�ɿ��������ͷ��ٶ�����ʱ�����������ߣ�Pv��PT����T���������½����ر����ֱ������0.22 mʱ���ߴ�0.51 m/s��������ӻ������и��ʣ���������Ҳ��������ٹ��߶���Ӱ�졣�����ͷ�Ƕȵ���Ϊ����30�㣬��ͼ7�ɿ������ͷ��������䲻�����������������ڽ����೧���ϲ�����������Ա�����ʹ����ƽ��ʱ�ߣ�����Ա��������̳�����δ�õ���ʱϡ�ͣ�������ƽ��ʱ�ߣ���Ӧ��PT��P��������ƽ������

ͼ5 �²��ŷ�ȶԳ���ͨ��յ�Ч����Ч�ʵ�Ӱ��
Fig. 5 Effect of bottom air extraction ratio on performance and efficiency of ventilation system

ͼ6 �ͷ����Գ���ͨ��յ�Ч����Ч�ʵ�Ӱ��
Fig. 6 Effect of supply air flow rate on performance and efficiency of ventilation system

ͼ7 ���ֱ��(�ͷ��ٶ�)�Գ���ͨ��յ�Ч����Ч�ʵ�Ӱ��
Fig. 7 Effect of the diameter of jet nozzles (air supply velocity) on performance and efficiency of ventilation system
4.2.3 �²��ŷ�ڵײ���װ�߶ȵ�Ӱ��
ͼ8��ʾΪ��ͬ�²��ŷ�ڵײ���װ�߶��£�����ͨ��յ�Ч����Ч�ʡ���ͼ8�ɿ������²��ŷ�ڵײ���װ�߶����ߣ������������ֲ��䣻PT�������߶�Pv���н��ͣ�P����������������1.20����1.25����T�����Ա仯���ܵ���˵���²��ŷ�ڵײ���װ�߶ȶԳ���ͨ��յ�Ч����Ч��������Ӱ�졣
4.2.4 ����(��λ)λ�ü��ֲ�߶ȵ�Ӱ��
���ں����ȸ���������λ�öԳ���ͨ��յ�Ч����һ��Ӱ�졣����14Ϊ�ڹ���6�Ļ����Ͻ��������������в����ã�������15��Ϊ�ڹ���10�Ļ����Ͻ��������������в����á��ӱ�3�ɿ������ͷ��ٶȽ�Сʱ(����14)������Pv����T�ͦ��������������1.2 mg/m3����1.1 mg/m3��P��������PT�½���������Ϊ�����ȸ������ƻ����ͷ������ڳ����в��γɵ������ָ��㣬�����Ⱥ��̳�����ͨ���ȸ�����ֱ�������������ϲ������������½���Ȼ�������������ָ��㱻�����ƻ��������ϲ�����������������Ա�������ʹPT���ͣ��ͷ��ٶȽϴ�ʱ(����15)�������ȸ������������ͷ������IJ��ֶ��������ͣ�Pv�������⣬�����ͷ��ٶȴ��ͷ������ָ�����ܽ�С�ƻ����ԿɽϺõ�����˳����ϲ���������Ա��������ˣ�ͬʱ���ȸ����������ֺ�����ֱ�������������ϲ���ʹ���������͡�PT����������ܵ���˵������(��λ)λ�ڳ����в�ʱ���ͷ����������ָ��㱻�ƻ��������ȡ�������ģʽ���ڷֲ�ͨ��յ����û�ͨ��յ�֮�䡣
�ֲ�ͨ��յ�ϵͳ�ķֲ�߶�Խ�ͣ�ϵͳ�为��ԽС��Խ���ܡ��ֲ�߶ȴ�5.7 m(����6���������ȡ1/4���)����4.3 m(����16���������ȡ1/8���)ʱ���ļ��յ��为�ɽ���4.5%����������ͬ����ϡ��С�Ŀռ䣬���н��͡�Ȼ����������ֱ��(��������[12]����)������0.30 m���ͷ�������ʱ���������������352�������̳�Ͷ�ʡ���Σ�����ͷ��ٶȽ�����3.5 m/s����ڼ��ļ�С���ͷ��ٶȵ����������������ȸ�����Я���ĺ����Ⱥ��̳����ഫ�䡢ϡ������Ա�����ʹ��P����PT�����½���������1.20����1.35����T�仯����������ԣ����ͷֲ�߶Ȳ�������Ч��������ͨ��յ�Ч���� Ч�ʡ�
4.3 ��ƹؼ������������ȡ�������������Ӱ��
ͼ9��ʾΪNu��Sh��Ri�ı仯���ɡ���ͼ9�ɿ�����Ri����Nu��Sh�������䣬˵���ֲ�յ��ؼ���Ʋ�������Ӱ�캸���ȼ������̳��Ӻ��ӱ������������˵����ʡ�������Ա����ͷ��������������ų���ɢ���������ڵ��Ⱥͺ����̳������ڴˣ�С�����ķֲ�յ�ϵͳ���Ծֲ��ŷ�ϵͳ�ڽ��ܷ�������ڴ�����ֲ�յ�ϵͳ��
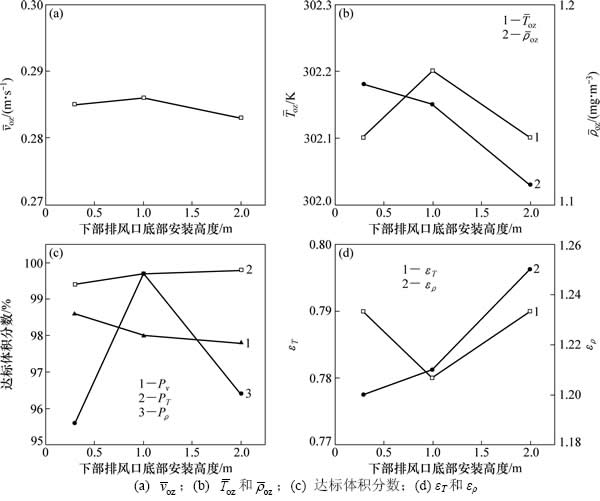
ͼ8 �²��ŷ�ڵײ���װ�߶ȶԳ���ͨ��յ�Ч����Ч�ʵ�Ӱ��
Fig. 8 Effect of mounting height of bottom exhaust outlets on performance and efficiency of ventilation system
��3 ����λ�ü��ֲ�߶ȶԳ���ͨ��յ�Ч����Ч�ʵ�Ӱ��
Table 3 Effect of weld position and height of jet nozzle diffusers on performance and efficiency of ventilation system


ͼ9 Nu��Sh��Ri�ı仯����
Fig. 9 Effect of Ri on surface average Nu and Sh of welding seams
ͼ10��ʾΪ������ˮƽ����ƽ���¶Ⱥͺ����̳�����Ũ���ظ߶ȵı仯����ͼ10�ɿ������������¿յ�����ֱ�¶��ݶȣ����ͷ������Ŷ��£���ˮƽ�������������Զ���Ϊ�������ǿյ����������Դ�ֱ�¶��ݶȣ��ɴ�1 ��/m�������Ǹ�ˮƽ��������������Ҫ;����������16�⣬������¿յ��������̳����ͷ������Ŷ��¸�ˮƽ����ʽ�����֣���Ͼ��ȡ���������λ���м�ʱ���ǿյ����ų������Դ�ֱ����Ũ���ݶȣ�������Ϊ�ȸ������������̳�ֱ���������ǿյ��������Ÿ�������һ���߶ȴ����ѣ������̳���ˮƽ������ͬʱ������Ũ�ȵ͵Ŀռ���ɢ���Ӷ��γɴ�ֱ����Ũ���ݶȡ�
4.4 �ߴӳ����ֲ�յ������Է���
����ѡ���ӹ��ա������������������ʲ�ͬ����ͬ���ӳ����ļ��为�ɼ��̳����ɴ��ںܴ���졣�������为�ɵͶ��̳����ɸ�ʱ���ͷ��²�С��������ͨ��յ�ϵͳ���ܡ�ͼ11��ʾΪ���г������ò�ͬ���ӹ��ա��������ʻ�����ʱ���ͷ��²�ı仯����ͼ11�ɿ������ͷ��²��뺸���̳�ɢ�����ʷ��ȹ�ϵ�����������̳�ɢ��������800 mg/sʱ���ͷ��²��������4 �棻���ͷ��²�(����4 ��)�������̳�ɢ�������Ӷ������½�������Ҳ�������ں����̳�ɢ������С�������Ȼ����Ŀǰ�ܶ೧���ڵĺ�����ҵ���õ������̳�ɢ������Ĵ�ͳ���ӹ��գ��Էֲ�յ��Ľ�������һ����ս���ֲ�յ���ֲ�ͨ�����ϻ���һ�ֽϺõĽ�������������о������ط�����2��ͨ�緽ʽ�����Ӧ�á�

ͼ10 ˮƽ����ƽ���¶ȼ������̳�����Ũ���ظ߶ȱ仯����
Fig. 10 Horizontal plane averaged temperatures and contaminant mass concentrations as a function of height

ͼ11 �ֲ�ͨ��յ�ϵͳ������
Fig. 11 Applicability of stratified ventilation system
5 ����
1) �������Ⱥ���ȾԴ��Ϊ��̬ɢ�����������Ⱥ���Ⱦ��Դ�ļ�������������ں����̳�����Ũ��ģ��ֵ��ʵ��ֵ������Ϊ11.2%��
2) ���к��ӳ����²��ŷ����ȡΪ75%���ͷ�����ȫϵ����ȡΪ2.5~4.0���ֲ�߶���5.7 m����4.3 mʱ�������为�ɽ���4.5%�����ͷ������������352�������̳�Ͷ�ʣ�����ͷ��ٶȡ��²��ŷ�ڵײ���װ�߶ȼ����ͷֲ�߶Ⱦ�����Ч��������ͨ��յ�Ч����Ч�ʣ�����(��λ)λ�ڳ����в�ʱ���ͷ����������ָ��㱻�����ȸ������ƻ��������ȡ�������ģʽ���ڷֲ�ͨ��յ����û�ͨ��յ�֮�䡣
3) �������³������������˶����ȡ�������Ϊ˫��ɢ��ϻ���Ȼ�������͡��ŷ�������²��ŷ�ڰ�װ�߶ȡ�����(��λ)λ�ü��ֲ�߶Ȳ�Ӱ�캸���ȼ������̳��Ӻ��ӱ������������˵����ʣ��յ�����ˮƽ�����ȡ��ʽ����Զ���Ϊ�������ǿյ�����ֱ�¶��ݶȿɴ�1 ��/m������ֱ����Ũ���ݶ���ȡ���ں���λ�á�
4) ���ں����̳�ɢ������ij������ֲ�յ��Ľ�������һ����ս��
�ο����ף�
[1] ZHANG R, JING J, TAO J, et al. Chemical characterization and source apportionment of PM2.5 in Beijing: seasonal perspective[J]. Atmospheric Chemistry and Physics, 2013, 13(14): 7053-7074.
[2] PUI D Y H, CHEN S C, ZUO Zhili. PM2.5in China: measurements, sources, visibility and health effects, and mitigation[J]. Particuology, 2014, 13(2): 1-26.
[3] NIEMELA R, KOSKELA H, ENGSTROM K. Stratification of welding fumes and grinding particles in a large factory hall equipped with displacement ventilation[J]. The Annals of Occupational Hygiene, 2001, 45(6): 467-471.
[4] ����ƽ, ���ڹ�, ʩ���. ���ʹ���װ�����亸���̳���ɢģʽ����̽��[J]. ������ѧѧ��(��Ȼ��ѧ��), 2003, 29(2): 27-31.
CAI Zhiping, XU Zonggu, SHI Jiekuan. Theoretical study on diffusion model of welding dust in large-scale assembling-welding workshop[J]. Journal of Donghua University (Natural Science Edition), 2003, 29(2): 27-31.
[5] ������, ��־��, ʩ����, ��. ���ӽṹ���亸�����ܽ���ɢ����ֵģ��[J]. ����ѧ��, 2007, 28(2): 43-46.
BU Zhixiang, PENG Zhifang, SHI Yuxiang, et al. Numerical simulation of welding aerosol diffusion in welded structure workshop[J]. Transactions of the China welding institution, 2007, 28(2): 43-46.
[6] ��ΰ��, ������, ̷����, ��. �촬�����ӳ���ͨ�緽ʽ���о�[J]. ůͨ�յ�, 2008, 38(2): 18-21.
ZHU Weimin, LI Mingbao, TAN Hongwei, et al. Ventilation modes of welding workshops in shipyards[J]. Journal of Heating Ventilating & Air Conditioning, 2008, 38(2): 18-21.
[7] ����, ��ǿ��. ���ʽ���ӳ���ͨ�緽ʽ�Ľ������[J]. ůͨ�յ�, 2008, 38(5): 5-9.
YANG Ke, LI Qiangmin. Ventilation mode for a closed welding workshop[J]. Journal of Heating Ventilating & Air Conditioning, 2008, 38(5): 5-9.
[8] WANG Hanqing, HUANG Chunhua, LIU Di, et al. Fume transports in a high rise industrial welding hall with displacement ventilation system and individual ventilation units[J]. Building and Environment, 2012, 52: 119-128.
[9] AWAD A, BADRAN O, HOLD A, et al. The effect of ventilation aperture location of input airflow rates on the stratified flow[J]. Energy Conversion and Management, 2008, 49(11): 3253-3258.
[10] HUANG C, WANG X. Discussion of design method and optimization on airflow distribution in a large-space building with stratified air-conditioning system[J]. ASHRAE Transactions, 2009, 115(2): 345-349.
[11] WANG Yong, WONG K K L, DU Hongmei. Design configuration for a higher efficiency air conditioning system in large space building[J]. Energy and Buildings, 2014, 72: 167-176.
[12] ½ҫ��. ʵ�ù��ȿյ�����ֲ�[M]. ����: �й�������ҵ������, 2007: 1716-1733.
LU Yaoqing. Practical manual for the design of heating air conditioning[M]. Beijing: China Architecture & Building Press, 2007: 1716-1733.
[13] ����, �Ƴ�, ��ΰ��. ��ռ����ͷ�ֲ�յ���ͬ�����ģ�͵��о�[J]. ����ѧ��, 2011, 32(3): 42-47.
CAI Ning, HUANG Chen, CAO Weiwu. Study on a simultaneously solving model for stratified air conditioning under low sidewall air supply system in a large space building[J]. Journal of Refrigeration, 2011, 32(3): 42-47.
[14] ����ɽ, ��ΰ��, �μ���, ��. ���ݰ��ƻ�������վ¥�յ�������֯ģ���о�[J]. �����е, 2011, 39(11): 74-76.
HUANG Yanshan, DENG Weixiong, LIAO Jianwei, et al. Simulation of air distribution for main terminal of Guangzhou Baiyun airport[J]. Fluid Machinery, 2011, 39(11): 74-76.
[15] ���㷼, Ф��, �Ա�. �ߴ�ྻ�����ֲ㾻��CFDģ��������Է���[J]. ůͨ�յ�, 2012, 42(11): 58-62.
DONG Xiufang, XIAO Wu, ZHAO Bin. CFD simulation and energy efficient analysis of stratified cleaning in large-space clean factory buildings[J]. Journal of Heating Ventilating & Air Conditioning, 2012, 42(11): 58-62.
[16] WANG Yang, ZHAO Fuyun, KUCKELKORN J, et al. School building energy performance and classroom air environment implemented with the heat recovery heat pump and displacement ventilation system[J]. Applied Energy, 2014, 114(2): 58-68.
[17] XAMAN J, ORTIZ A,  G, et.al. Effect of a contaminant source (CO2) on the air quality in a ventilated room[J]. Energy, 2011, 36(5): 3302-3318.
G, et.al. Effect of a contaminant source (CO2) on the air quality in a ventilated room[J]. Energy, 2011, 36(5): 3302-3318.
[18] ANSI/ASHRAE standard 55��2010, Thermal environmental conditions for human occupancy[S].
(�༭ ��)
�ո����ڣ�2015-06-11�������ڣ�2015-08-11
������Ŀ(Foundation item)����ʮ���塱���ҿƼ�֧�żƻ���Ŀ(2011BAJ03B07)��������Ȼ��ѧ��������������Ŀ(51276057)������ʡ��Ȼ��ѧ����������Ŀ(12JJ8019)������ʡ�о������д�����Ŀ(CX2014B064)(Project (2011BAJ03B07) supported by the National Science and Technology Pillar Program during the 12th ��Five-year�� plan period; Project (51276057) supported by the General Program of the National Natural Science Foundation of China; Project (12JJ8019) supported by Hunan Provincial Natural Science Foundation of China; Project (CX2014B064) supported by Hunan Provincial Innovation Foundation for Postgraduate)
ͨ�����ߣ������࣬��ʿ�����ڣ��������ڿ���Ʒ�ʼ���������о���E-mail��hqwang2011@126.com
