Warm compaction powder metallurgy of Cu
NGAI Tungwai Leo(�߶���), WANG Shang-lin(������), LI Yuan-yuan(��ԪԪ),
ZHOU Zhao-yao(����ҫ), CHEN Wei-ping(��άƽ)
(Guangdong Key Laboratory for Advanced Metallic Materials Processing,College of Mechanical Engineering, South China University of Technology,Guangzhou 510640, China)
Abstract: A series of experiments were carried out using different admixed lubricant contents, different compaction pressures and temperatures in order to study the warm compaction of copper powder. Results show that too much admixed lubricant will lead to the squeeze out of the lubricant from the compact during the warm compaction processing of Cu powder. Results also show that blisters can be found in sintered samples that contain lubricant less than 0.15%(mass fraction). Optimal warm compaction parameters for producing high density powder metallurgy copper material are obtained. Compacts with green density of 8.6g/cm3 and a sintered density of 8.83g/cm3 can be produced by warm compacting the Cu powder, which contains 0.2% admixed lubricant, and is compacted at 145�� with a pressure of 700MPa.
Key words: powder metallurgy; copper; warm compaction CLC number: TF12
Document code: A
1 INTRODUCTION
Copper-base materials are generally used in the electrical contact components due to their excellent electrical conductivity. Electrical conductivity strongly depends on the chemical composition and density of the materials. Conventional powder metallurgy (P/M) processing can produce copper green compact with a density of 8.3g/cm3, which is equivalent to a relative density of 93% when compared with the full density pure copper. Mechanical properties and electrical conductivity of the conventionally compacted materials are substantially less than those of their full density counterparts. There are many processes that can produce P/M parts with high density, such as powder forging and double press/double sinter. However, warm compaction is the most economical and effective way. With minor modification on the conventional P/M equipment and approximately 20% higher than the cost of conventional compaction, iron-base green compact with a density of 7.4g/cm3, which is equivalent to a relative density of 95%, can be obtained by single press[1-3] (compared to a density of 7.1g/cm3, which is equivalent to a relative density of 91%, obtained by conventional compaction). The only difference between the warm compaction and the conventional room temperature compaction is that the powder has to be treated with special lubricant, and then raised to the pre-set temperature and compacted in a heated die, which is maintained at the warm compaction temperature (about 150��). Since the first publication of the warm compaction technique in 1994, most of the warm compaction researches and applications were focused on the iron-base powder metallurgy. In this study, warm compaction technique was employed to increase the density of P/M copper materials. Warm compaction can not only produce compact with higher green density, but also offer the compact with higher green strength, which will open the door for green machining. The high green density will lead to the high sintered density and thus provide the sintered materials with better mechanical properties and electrical conductivity. Besides, the amount of admixed lubricant used in warm compaction is relatively little, and this is vital in the production of high-density, high-conductivity P/M materials, therefore warm compaction is preferred rather than conventional room temperature compaction. In manufacturing high-density P/M copper materials, the general practice is using double press/double sinter technique, which is quit tedious. In this study, warm compaction technique was introduced in the fabrication of high-density, high-conductivity P/M Cu material. Effects of lubricant content, compaction temperature and compaction pressure on the green density of the compacts prepared by warm compaction were studied.
2 EXPERIMENTAL
High purity (99.7%, unless mentioned, all concentrations are reported in mass fraction throughout this paper) electrolytic Cu powder, which was produced by Chongqing Metallurgical Group, China, with a particle size of 74��m was used in this study. The mixed powder was prepared by mixing the Cu powder with a polymeric lubricant in a V-type mixer for 120min. The admixed lubricant contents used in this study were 0, 0.02%, 0.06%, 0.1%, 0.15%, 0.2%, 0.3%, 0.4% and 0.6%. The mixed powder was heated to the pre-set temperature and then compacted into standard tensile specimens (ISO2740��1973) in a heated steel mold, which was maintained at the pre-selected compaction temperature. Compaction pressures ranging from 100MPa to 700MPa and compaction temperatures ranging from ambient temperature to 200�� were used. The green compacts were sintered under a cracked ammonia reducing atmosphere in a continuous belt furnace. Pre-sintering was carried out at 800�� for 0.5h and sintering was carried out at 1000�� for 1h, then cooled at 50�� for 1h.
Density of the compacts was measured by Archimedes method.
Samples for ejection force measurement were cylindrical in shape with 12mm in diameter and 6.6mm in height. The warm compacted Cu samples, which contain different amounts of lubricant, were warm compacted at 145�� using a compaction pressure of 700MPa, the maximum ejection force was then recorded during the ejection process. In order to make sure that the ejection force encountered in the warm compaction of Cu is comparable to the value that was generally accepted in the industrial application, Fe-2Cu-1C powder with different contents of Zn stearate was compacted at room temperature and then its ejection forces were measured. The reason to use Fe-2Cu-1C sample with Zn stearate as lubricant for comparison is that it is one of the most commonly used compositions in P/M industry[4, 5]. Ejection force measurements were carried out by a CMT5105-100kN computer controlled universal testing machine, which was produced by Sans Material Test Instrument Co.
Data reported in this study were the average of at least three separate measurements.
3 RESULTS AND DISCUSSION
Fig.1 shows the relationship between the green compact density and the compaction pressure for samples compacted at room temperature using 0.6% admixed lubricant. Using a lubricant content of 0.6% is based on the experience obtained from the warm compaction of iron-base materials[6-14]. Fig.1 shows that with increasing compaction pressure, the green density of the compact increases but the increasing rate becomes slow. The green density is the highest when the compaction pressure reaches 700MPa. Experience from the warm compaction of iron-based powders tells us that the powder compressibility profile between warm compaction and conventional room temperature compaction is very similar, although the warm compacted sample always has higher green density, therefore, 700MPa is chosen as the optimal compaction pressure in this study.

Fig.1 Relationship between green compact density and compaction pressure for samples compacted at room temperature using 0.6% admixed lubricant
In order to find out the optimal compaction temperature, green compacts were prepared by compacting Cu powder mixed with 0.6% lubricant at different temperatures using a compaction pressure of 700MPa. Fig.2 shows the relationship between the green compact density and the compaction temperature. It elucidates that the density increases steadily as compaction temperature rises until it reaches at approximately 100��, then the green density increases sharply and reaches the maximum at 135�� and then drops sharply. The steady increase in compact density at the lower compaction temperature range is due to the fact that the lubricant��s friction coefficient decreases steadily as the temperature increases[6]. However, as the temperature continues to rise, the lubricant undergoes a phase transformation and its fluidity increases. When a certain green compact density is reached, the deformed Cu particles will squeeze the fluidized lubricant out of the compact. Our experiments show that when the compaction temperature reaches 120��, lubricant is squeezed out of the compact and forming films at the surfaces of the green compacts. The compressibility of the Cu powder is significantly higher than that of the Fe powder. A content of 0.6% admixed lubricant may be good for the warm compaction of Fe powder but the higher compressibility of the Cu powder will produce compact with higher density, which means the compact will contain less voids leading to the squeeze out of the lubricant when a certain density is reached by the compact. It is well known that the density of the lubricant is much lower than that of Cu and it occupies certain spaces in the compact; the sudden squeeze out of the lubricant at approximately 120�� will of course lead to the sharp increase in the compact density. The sharp drop of the green density after the compaction temperature reaches 135�� is because of the decrease in the efficiency of the lubricant that is caused by the diminished ability in forming lubrication film on the surfaces of the powder particles. From Fig.2 it can be seen that conventional room temperature compaction can produce compacts with density of 8.1g/cm3, while warm compaction can produce compacts with density of 8.4g/cm3, which is significantly higher.
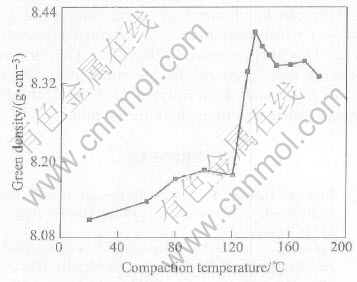
Fig.2 Relationship between green density and compaction temperature for samples compacted at 700MPa using 0.6% admixed lubricant
From the above result we may conclude that an admixed lubricant content of 0.6% is not suitable for the warm compaction of Cu powder. Therefore, in order to optimize the admixed lubricant content, green compacts were prepared by compacting Cu powder mixed with different contents of lubricant using a compaction temperature of 145�� and a compaction pressure of 700MPa. Fig.3 shows the relationship between the green compact density and the admixed lubricant content for samples compacted at 700MPa and 145��. Using 145�� as warm compaction temperature is based on the experimental result obtained from Fig.2 and also based on the experience obtained from the warm compaction of iron-base materials[6-14]. From Fig.3 we can see that the green compact density increases slightly as the lubricant content increases up to 0.15%, then drops sharply if there is further increase in lubricant content. Admixed lubricant is important when compacting metal powders in a die since it reduces inter-particle friction, particle-die wall friction and ejection force. As pointed out by many authors[15], the most important role for lubricant is to overcome die wall friction rather than inter-particle friction. If the admixed lubricant content is too low, it cannot effectively reduce the frictional forces that involve in the compaction process. However, if there is too much lubricant, density and mechanical property of the sintered compact will be lowered. The admixed lubricant occupies spaces in the compact at the expense of the relatively heavier metal powders, and thus unavoidably lowers the green density of the compact. The friction reduction caused by the lubricant will increase the effective pressure during the compaction and in turn it will increase the compact density. For sample with very little amount of admixed lubricant, not only the effective compaction pressure cannot be maximized, but also the inter-particle friction will hinder the particle rearrangement during the compaction process and thus reduce the green density to certain extend. Therefore, there exists an optimal admixed lubricant content that can produce compact with the highest green density. In this study, the highest green density can be obtained by using an admixed lubricant content of 0.15%. However, if the green density of the compact is too high, the number of isolated voids in it will be increased and there is no way out for the trapped gases, such as entrapped air or dissociated lubricant, which leads to the blis-
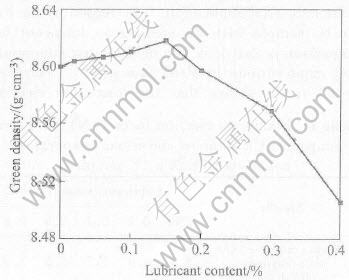
Fig.3 Relationship between green compact density and admixed lubricant content for samples compacted at 700MPa and 145��
tering of the sintered samples[16]. Fig.4 shows the relationship between the sintered compact density and the admixed lubricant content for samples compacted at 700MPa and 145��. From Fig.4 we can see that the sintered density of the compact increases sharply as the lubricant content increases up to 0.15%, then drops slightly if there is further increase in lubricant content. Experimental results show that blisters can be found in sintered samples that contain lubricant less than 0.15% and that is the reason why the sintered densities of the samples that contain less than 0.15% lubricant is abnormally low.

Fig.4 Relationship between sintered density and admixed lubricant content for samples compacted at 700MPa and 145��
Table 1 shows the maximum ejection force for 145�� warm compacted Cu samples using polymeric lubricant and for room temperature compacted Fe-2Cu-1C samples using Zn stearate as lubricant, using a compaction pressure of 700MPa. The aim of this comparison is to make sure that the ejection force encountered in the warm compaction of Cu is comparable to the value that are generally accepted in the industrial application. The reason to use Fe-2Cu-1C sample with Zn stearate as lubricant for comparison is that it is one of the most commonly used compositions in P/M industry[4, 5]. Experi-mental result shows that the maximum ejection
Table 1 Maximum ejection force (kN) for warm compacted Cu samples and room temperature compacted Fe-2Cu-1C samples
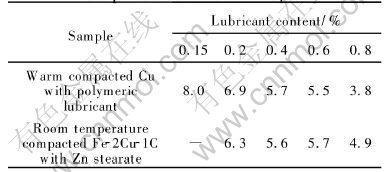
force for the warm compacted samples is very close to that obtained from conventional room temperature compacted iron-base sample using zinc stearate as lubricant. Although 0.15% admixed lubricant will give the compact with the highest sintered density, 0.2% is chosen as the optimal admixed lubricant content in order to avoid blistering and also to protect the mould from severe wear.
4 CONCLUSIONS
Warm compaction is an effective way to produce high density Cu-base powder metallurgy materials. Compared with conventionally compacted samples, the warm compacted samples have higher green densities. The increase in density is approximately 0.3g/cm3. In warm compaction process, the admixed lubricant content must be controlled within an optimal range. If it is too much, the deformed Cu particles will squeeze the fluidized lubricant out of the compacts; if it is too little, the green compact density is too high, and the number of isolated voids will be increased leading to the blistering of the sintered samples. A powder metallurgy copper material with a green density of 8.57g/cm3 (a relative density of 96%) and a sintered density of 8.83g/cm3 (a relative density of 98.6%) can be obtained by warm compacting Cu powder, which contains 0.2% admixed lubricant, at 145�� with a pressure of 700MPa. The sintered materials were prepared by pre-sintered at 800�� for 30min, and then sintered at 1000�� under cracked ammonia atmosphere for 60min.
REFERENCES
[1]Rutz H, Hanejko F, Luk S. Warm compaction offers high density at low cost[J]. Metal Powder Report, 1994, 9: 40-47.
[2]James W B. Recent developments in ferrous powder metallurgy alloys[J]. Int J Powder Metall, 1994, 30(2): 157-162.
[3]Rutz H G, Hanejko F G. High density processing of high performance ferrous materials[J]. Int J Powder Metall, 1995, 31(1): 9-17.
[4]NI Guan-cao. Demands on iron powders for automobile P/M parts[J]. Powder Metallurgy Industry, 2003, 13(2): 26-28. (in Chinese)
[5]Fujiki A, Kojima H, Maekawa Y, et al. Development of warm compacted P/M sprockets for automotive engines[J]. J Japan Soc Powder/Powder Metall, 2001, 48(5): 440-444. (in Japanese)
[6]LI Yuan-yuan, NGAI Tungwai Leo, XIAO Zhi-yu, et al. Study on mechanical properties of warm compact iron-base materials[J]. J Cent South Univ of Technol, 2002, 9(3): 154-158.
[7]LI Yuan-yuan, XIAO Zhi-yu, NGAI Tungwai Leo, et al. Warm compacted NbC particulate reinforced iron-base composite(��)��effect of fabrication parameters[J]. Trans Nonferrous Met Soc China, 2002, 12(4): 659-663.
[8]LI Yuan-yuan, XIAO Zhi-yu, NGAI Tungwai Leo, et al. Warm compacted NbC particulate reinforced iron-base composite(��)��microstructure and properties[J]. Trans Nonferrous Met Soc China, 2002, 12(4): 664-668.
[9]NGAI Tungwai Leo, CHEN Wei-ping, XIAO Zhi-yu, et al. Warm compaction of Al2O3 particulate reinforced powder metallurgy iron-base composite[J]. Trans Nonferrous Met Soc China, 2002, 12(5): 886-889.
[10]LI Yuan-yuan, NGAI Tungwai Leo, ZHANG Da-tong, et al. Effect of die wall lubrication on warm compaction powder metallurgy[J]. J Mater Process Technol, 2002, 129(1-3): 354-358.
[11]NGAI Tungwai Leo, CHEN Wei-ping, XIAO Zhi-yu, et al. Die wall lubricated warm compaction of iron-based powder metallurgy materials[J]. Trans Nonferrous Met Soc China, 2002, 12(6): 1095-1098.
[12]XIAO Zhi-yu, LI Yuan-yuan, NGAI Tungwai Leo, et al. Warm compaction behaviors of iron-based powder lubricated by different kinds of graphite[J]. Trans Nonferrous Met Soc China, 2003, 13(5): 1181-1184.
[13]LI Yuan-yuan, XIAO Zhi-yu, NGAI Tungwai Leo, et al. Effect of sintering parameters on warm compacted iron-based material[J]. Trans Nonferrous Met Soc China, 2003, 13(6): 1333-1337.
[14]XIAO Z Y, KE M Y, CHEN W P, et al. A study on warm compaction behaviors of 316L stainless steel powder[J]. Materials Science Forum, 2004, (471-472): 443-447.
[15]Yarnton D, Davies T J. The effect of lubrication on the compaction and sintering of iron powder compacts[J]. Int J Powder Metall, 1972, 8(2): 51-57.
[16]Tekegawa J. Densification and strengthening of sintered copper by addition of zirconia powder[J]. J Japan Soc Powder/Powder Metall, 2001, 48(8): 692-696. (in Japanese)
(Edited by YANG Bing)
Foundation item: Project (78, 0203) supported by Science and Technology Key Research Program of Ministry of Education, China; Project (7, 31338) supported by the Natural Science Foundation of Guangdong Province, China
Received date: 2004-07-22; Accepted date: 2004-11-22
Correspondence: NGAI Tungwai Leo, Professor, PhD; Tel: +86-20-87111983, Fax: +86-20-87112948; E-mail: leongai@sina.com

