文章编号:1004-0609(2010)S1-s0219-05
3 mm厚钛/钢复合板低爆速炸药稳定爆轰的研究
关尚哲,刘润生,范江峰,张杭永,车龙泉,付光辉
(宝钛集团有限公司,宝鸡 721014)
摘 要:研究3 mm厚的钛/钢复合板在爆炸焊接工艺技术条件下,采用不同药量的低爆速炸药,通过从起爆端开始沿爆轰长度方向对结合界面进行波纹检测及氧化和熔化研究,研究低爆速炸药不同用药量时在钛/钢复合板的稳定爆轰长度,为长度≥4 m钛/钢复合板爆炸焊接工艺参数的制定建立基础。
关键词:钛/钢复合板;低爆速炸药;爆轰载荷;稳定长度
中图分类号:TG146.2+3 文献标志码:A
Study on detonation velocity stability of 3 mm-thickness titanium/steel clad plate with low detonation loading explosive
GUAN Shang-zhe, LIU Run-sheng, FAN Jiang-feng, ZHANG Hang-yong, CHE Long-quan, FU Guang-hui
(Baoti Group Co., Ltd., Baoji 721014, China)
Abstract: By utilizing low detonation velocity explosive technology, the explosive welding of the 3 mm-thickness layer of titanium/steel clad plate was studied. The oxidation and melting of the interface from the detonation spreading direction was studied. Accordingly, a base for the parameters for the explosive welding of titanium/steel clad plate with length over 4 m was set up.
Key words: titanium/steel clad plate; low detonation velocity explosives; detonation load; stability length
对于爆炸焊接界面,国内外研究者从不同角度对界面结合熔化、脆层、波纹变化等方面进行了研究,但只限于小板试验理论研究[1],没有对长度不小于4 m爆轰载荷产生不稳定问题界面的变化进行研究。以钛/钢复合板为例,实际显示3 mm厚复层复合板爆炸焊接时,当板长度不小于4 m时,不同的用药量界面出现缺陷距中心起爆点距离不相同,所以研究低爆速炸药稳定爆轰作用时钛/钢复合板长度出现熔化或氧化部位,对探讨爆炸焊接机理有重要意义。
本文作者从钛/钢爆炸复合工艺出发,研究用一种低爆速炸药爆炸焊接时稳定爆轰长度及炸药用量与焊接质量的关系。
1 实验
1.1 低爆速炸药的选择
爆炸焊接对所用炸药爆速是依据被焊接材料的声速来选择,通过实际运用和理论结合,低爆速炸药选择依据如下[2-4]:
(0.6~0.8)vh≤vd<1.2vs (1)
式中:vs为材料声速;vh为材料横波声速;vd为炸药爆速。
钛的声速vs为4 786 m/s,横波声速vh为2 960 m/s[5-8],计算低爆速炸药的范围为1 776~5 743 m/s,依据猛度值的实测结果,实验中选择低爆速炸药的平均爆速是2 100~2 200 m/s。
1.2 试验用料
1.2.1 试验材料和规格
试验牌号为TA1/Q235B;TA1的尺寸为3 mm× 2 040 mm×6 050mm;Q235B的尺寸为30 mm×2 000 mm×6 000 mm
1.2.2 原材料的化学成分和性能
符合钛材和钢材相应标准,并要求两种材料各为同一批号。
1.3 试验方法
1.3.1 爆炸焊接工艺参数列于表1。
1.3.2 检测项目
实验中分别对表面缺陷、界面形貌、波纹尺寸和力学性能进行了检测。
2 试验结果
2.1 钛/钢复合板的表面缺陷照片
钛/钢复合板的表面缺陷照片如图1所示。
2.2 缺陷侧结合界面波纹形貌照片
缺陷侧结合界面波纹照片如图2所示。
表1 钛/钢复合板爆炸焊接工艺过程及参数
Table 1 Explosive welding process and parameters of Ti/steel clad plate

图1 钛/钢复合板的表面缺陷照片
Fig.1 Surface defects photos of titanium steel clad plate: (a) 20, 25 kg/m2 dosage from initiation point of defect location of 1.74 m; (b) 30 kg/m2 dosage from initiation point of defect location of 1.95 m; (c) 35 kg/m2 dosage, defects of 1.5 m away from donation point position; (d) 40 kg/m2 dosage defects of 1.35 m away from detonation point position
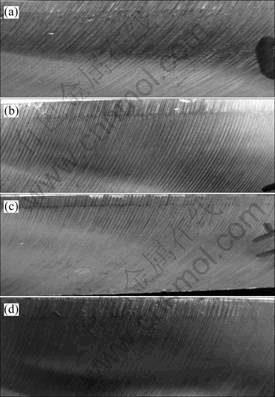
图2 缺陷侧界面波纹照片
Fig.2 Defects photos of side interface wave: (a) 20, 25 kg/m2 dosage from initiation point of 1.95 m interface; (b) 30 kg/m2 dosage from initiation point of 1.74 m interface; (c) 35 kg/m2 dosage of 1.5 m from initiation point of interface; (d) 40 kg/m2 dosage of 1.35 m from initiation point of interface
2.3 金相照片
结合界面的金相照片如图3所示。

图3 结合界面的金相照片
Fig.3 Metallographs of interface: (a) 20, 25 kg/m2 dosage at point 1.95 m from interface; (b) 30 kg/m2 dosage at point 1.74 m from interface; (c) 35 kg/m2 dosage at point 1.5 m from interface; (d) 40 kg/m2 dosage at point 1.35 m from interface
2.4 结合界面波纹尺寸及脆性化合物的量分析
检测金相照片波纹尺寸和产生化合物量的分析结果见表2。
2.5 力学性能检测
钛/钢复合板的力学性能见表3。
3 讨论与分析
3.1 爆炸焊接原理
炸药爆轰气体压力的叠加分析如图4所示。当炸药起爆后,爆轰时从起爆端开始爆轰压力加速增加的Op段,Op段是炸药爆炸初始形成的爆炸压力和爆轰产生的高速汽流载荷叠加压力较弱的部分,未对结合过程产生破坏作用或很微弱[9-12]。在本次钛/钢复合爆炸焊接试验时,从起爆点向外测量长度半径小于或等于2 m,钛/钢复合板边界界面和探伤波形良好,结合面无硬化细末杂质,波纹有规律地从小到大变化,波宽检测从0.06 mm增大1.1 mm左右,观察结合界面反映出良好银白色,界面没有发黑边、氧化、熔化问题。从图4中看到当爆轰压力增加到p1时,在长度方向L1段爆炸焊接质量良好,称(1)区为稳定爆轰载荷长度区。
p1p2段是爆炸压力和高速汽流载荷叠加压力加速增加,当钛/钢复合爆炸焊接试验时,从起爆点向外测量长度,当半径大于或等于2 m时,钛/钢复合板检查表面出现冲孔、复层鼓棱、撕裂、氧化、熔化,从分离基、复板结合面存在硬化细沫杂质,波纹出现不规则变化,波宽检测从0.8 mm逐渐增大1.3 mm左右,此现象反映在半径2米以外距头部还有约700 mm范围,即p1至p2段称为不稳定长度或不稳定区域如区 域(2)。
表2 金相照片波纹尺寸和产生化合物的量分析结果
Table 2 Detection results of ripple size and produces metallurgical photos quantitative analysis of compounds

表3 钛/钢复合板力学性能
Table 3 Titanium/steel mechanical properties of composite plate

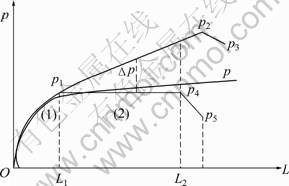
图4 炸药爆轰压力与焊接长度的关系
Fig.4 Relationship between detonation pressure and welding length
p2p3段是炸药爆轰到尽头时,爆轰压力载荷瞬间降低,在钛/钢复合爆炸焊接试验时,从板头部向起爆点方向测量约700 mm时,钛/钢复合板结合良好,这说明在半径2 m以外距头部还有约700 mm的范围,分析在此段爆轰压力载荷瞬间降低,但从中心起爆点延续下来的界面碰撞射流温度较高,界面碰撞变形还是增大的,由于到了端部高温射流排放顺利瞬间几乎没有停滞,故界面未产生氧化仅是界面发黑现象。
在理想状态下炸药起爆后,爆轰压力加速增加,到某长度或时间应是处于平稳状态即近似于平稳线p1至p4段[13-15],而实际炸药爆轰叠加在p1至p2段爆轰压力是增加的,它与平稳线有一个叠加压力差值为Δp,板幅越长压力差值越大也就是爆轰压力不稳定长度p1~p2,如何控制达到p曲线是一个探讨研究课题,这就要首先确定稳定爆轰长度。
3.2 钛/钢复合板爆炸焊接试验
在使用低爆速炸药(平均爆速:2 150 m/s)爆速确定时,试验用药量分别为20、25、30、35和40 kg/m2,中心起爆,缺陷距起爆点距离分布在1.95、1.74、1.50和1.35 m,随着药量增加缺陷部位越靠近起爆点,说明稳定爆轰区的长度在缩短,但距爆炸板的两端部向中心起爆点的方向,复合板距两端部约700 mm左右是良好的,这说明爆轰压力载荷在末端瞬间的减小进一步降低,说明不稳定区域长度随着药量的增加而增加。
缺陷侧结合界面波纹形貌照片及金相照片和表2中检测波纹尺寸可知:波纹尺寸由小至大的顺序为 a<b<c<d,再次印证爆轰载荷压力是逐渐增大的,这与爆轰压力载荷图也是一致的。
表2中产生化合物量的分析中,随着药量增加,脆性化合物成分也增大,在对中心起爆点1.5 m以外的区域分离观察时,其中20、25、30 kg/m2的药量结合面有很轻微的脆化细末杂质,分析是钛侧微量的FeTi、TiC和Fe2Ti,而35和40 kg/m2的药量结合界面脆化颗粒粗大,分析是钛侧少量的FeTi、TiC和Fe2Ti。
3.3 钛/钢复合板爆炸焊接试验
从表3中钛/钢复合板实测的力学性能看:力学性能中剪切性能是此次试验重点考虑的测试数据,20和25 kg/m2药量时复合材料的平均剪切性能是185 MPa,30 kg/m2药量时平均剪切性能是235 MPa,35 kg/m2药量时平均剪切性能是215 MPa,40 kg/m2药量时平均剪切性能是175 MPa。从剪切性能判定分析,药量低的结合界面虽然界面脆化物很少但结合强度相对低,药量高的界面脆化物含量多造成结合强度低,同时对深加工不利易产生卷制、钻孔分层,从而判定药量在30、35 kg/m2药量调整确定爆炸工艺,故依据30、35 kg/m2的药量、缺陷位置和缺陷附近的剪切强度的影响,确定稳定爆轰载荷长度在1.50~1.74 m之间。
4 结论
1) 双金属材料爆炸焊接中存在稳定爆轰载荷区和不稳定爆轰载荷区。
2) 在尺寸为3/30 mm×2 000 mm×6 000 mm钛/钢复合板爆炸试验中,采用低爆速炸药在平均爆速为 2 150 m/s时药量为30和35 kg/m2的稳定爆轰载荷长度范围是从起爆点开始到缺陷部位1.5~1.7 m处。
3) 起爆点开始到缺陷部位1.5 m至1.7 m以外区域存在爆轰不稳定区域,如何控制爆轰不稳定区域,将是提高爆炸焊接质量的关键。
REFERENCES
[1] 王耀华. 金属板爆炸焊接研究与实践[M]. 北京: 国防工业出版社, 2007.
WANG Yao-hua. Research and practice of explosive welding of metal plates[M]. Beijing: National Defense Industry Press, 2007.
[2] 浩 谦. 金属爆炸加工理论和应用[M]. 北京: 中国建筑工业出版社, 1983.
HAO Qian. Theory and application for explosion processing of metal materials[M]. Beijing: China Construction Industry Press, 1983.
[3] 稀有金属材料加工手册[R]. 1983.
Processing Manual for Rare Metal Materials[R]. 1983.
[4] 郑远谋. 爆炸焊接和金属复合材料及其工程应用[M]. 长沙: 中南大学出版社, 2002.
ZHENG Yuan-mou. Explosive welding and metal clad material process projection[M]. Changsha: Central South University Press, 2002.
[5] 杨 扬. 金属爆炸复合技术与物理冶金[M]. 北京: 化学工业出版社, 2006.
YANG Yang. Explosive clad technology and physical metallurgy[M]. Beijing: Chemical Industry Press, 2006.
[6] 史长根, 王耀华. 爆炸焊接边界效应的产生、发展和消除[J]. 焊接技术, 1998(2): 2-4.
SHI Chang-gen, WANG Yao-hua. Appearance, development and disappearance of explosive welding boundary affection[J]. Welding Technology, 1998(2): 2-4.
[7] 史长根, 王耀华, 王伟策, 李华兵, 陆 明, 顾月兵. 爆炸焊接下限的确定[J]. 爆破器材, 2001(3): 22-26.
SHI Chang-gen, WANG Yao-hua, WANG Wei-ce, LI Hua-bing, LU Ming, GU Yue-bing. Determination on lower-limit of explosive welding[J]. Demolition Equipment, 2001(3): 22-26.
[8] 马东康, 周金波. 钛/钢爆炸焊接界面区形变特征研究[J]. 稀有金属材料与工程, 1999, 28(1): 26-29.
MA Dong-kang, ZHOU Jin-bo. Study on deformation, characteristics of explosive welding area of Ti/steel plates[J]. Rare Metal Material and Engineering, 1999, 28(1): 26-29.
[9] 张保奇. 异种金属爆炸焊接结合界面的研究[D]. 大连: 大连理工大学, 2005.
ZHANG Bao-qi. Study on bond interface for different metals[D]. Dalian: Dalian University of Science and Technology, 2005.
[10] 杨文彬, 奚进一, 孙 明. 爆炸复合板的界面波及其影响[J]. 爆破器材, 1998, 27(4): 24-28.
YANG Wen-bin, XI Jin-yi, SUN Ming. Interface wave and its influence of explosive metal clad plate[J]. Demolition Equipment, 1998, 27(4): 24-28.
[11] 郑远谋. 爆炸焊与异种金属材料的焊接[J]. 工艺与新技术, 2001, 130(5): 31-35.
ZHENG Yuan-mou. Explosive welding and the welding of different metal materials[J]. Technology and New Technique, 2001(5), 130(5): 31-35.
[12] 彭大署, 刘浪飞, 朱旭霞. 金属层状复合材料的研究现状与展望[J]. 材料导报, 2000, 14(4): 5-11.
PENG Da-shu, LIU Lang-fei, ZHU Xu-xia. Present situation prospects of laminated metal clad materials[J]. Material Newspaper, 2000, 14(4): 5-11.
[13] 邵丙磺, 张 凯. 爆炸焊接原理及其工程应用[M]. 大连: 大连工学院出版社, 1987.
SHAO Bing-huang, ZHANG Kai. Theory and its application of explosive welding[M]. Dalian: Dalian Science College Press, 1987.
[14] 郑哲敏, 杨振声. 爆炸加工[M]. 北京: 国防工业出版社, 1981.
ZHENG Zhe-min, YANG Zhen-sheng. Explosive processing[M]. Beijing: National Defense Industry Press, 1981.
[15] 吕春绪, 刘祖亮, 倪欧琪. 工业炸药[M]. 北京: 兵器工业出版社, 1994.
L? Chun-xu, LIU Zu-liang, NI Ou-qi. Industrial dynamite[M]. Beijing: Weapons Industry Press, 1994.
(编辑 龙怀中)
通信作者:关尚哲;电话:0917-3386994;E-mail: zhy1893@163.com

