Trans. Nonferrous Met. Soc. China 23(2013) 642-649
Effects of heat treatment on microstructure and mechanical properties of ZA27 alloy
Yang LIU, Hong-ying LI, Hao-fan JIANG, Xiao-chao LU
School of Materials Science and Engineering, Central South University, Changsha 410083, China
Received 29 June 2012; accepted 13 September 2012
Abstract: The effects of heat treatment on the microstructure and mechanical properties of ZA27 alloy were studied by X-ray diffraction (XRD), scanning electron microscopy (SEM) and mechanical characterization. The results indicated that the as-cast microstructure of the alloy was mainly composed of ��, decomposed ��, �� and �� phases. After solid solution treatment at 365 ��C for 1 h, �� and �� phases dissolved, and the microstructure of specimen was mainly composed of the supersaturated �� phases. The phase decomposition of supersaturated ZA27 alloy is a two-stage phase transformation: the decomposition of the supersaturated �� phase at the early stage of aging, and with the increase of aging time, �� phase decomposition through a four-phase transformation: ��+�š�T ��+ ��. A good combination of high tensile elongation and reasonable strength can be achieved by suitable heat treatments.
Key words: ZA27 alloy; heat treatment; solid solution; aging; mechanical properties; microstructure
1 Introduction
A new series of hyper-eutectic zinc-aluminum based alloys were first developed based on the ZAMAK alloys in North America in 1970s [1]. The aluminum content was selected as about 8%, 12%, 22%, 27% (mass fraction) and the copper content was up to 3% (mass fraction). They were named after their aluminum content as ZA8, ZA12, ZA22 and ZA27, respectively [2-8]. Of these alloys, ZA27 alloy exhibits attractive physical and mechanical properties combined with high tensile strength and wear resistance properties, making it a bearing alloy as a replacement of their conventional counterparts like aluminum cast alloys, copper-based alloys and cast iron in various engineering applications [9-12]. However, some properties of this alloy which must be taken into account are comparatively poor ductility and its dimensional instability, as a result, its extensive applications in industry are seriously limited [13,14].
To meet the growing demands for the application of these alloys, further investigations on the correlation among the thermal and thermo-mechanical process parameters, the microstructure evolution and the mechanical properties need to be considered [15-20]. But up to now, little research has been done on the effects of artificial aging on the mechanical properties of supersaturated ZA27 alloy systemically [21,22]. For a clear understanding of the structure dependence of properties of this alloy, further studies on the microstructural changes and phase transformations during heat treatment are of practical importance.
In this work, the effects of heat treatment on the microstructure and mechanical properties of ZA27 alloy are studied. It is helpful for us to design and optimize the heat treatment procedure of ZA27 alloy.
2 Experimental
The experimental ZA27 alloys were prepared from 99.99% Zn, 99.99% Al, 99.99% Mg, and Al-37.41%Cu master alloys, which were charged in a graphite crucible and then melted in a resistance furnace at 700 ��C. Degassing was carried out with zinc chloride. After thorough stirring, the melt was cast into a preheated mild steel mold at 550 ��C. The compositions of the investigated alloys in the as-cast state are given in Table 1, as measured by inductively coupled plasma-atomic emission spectroscopy (ICP-AES).
In a high precision furnace, the experimental samples were solid-solution treated at the temperature from 300 ��C to 365 ��C for 1 h, followed by water quenching. Subsequently, the samples treated were aged at the temperature from 90 ��C to 250 ��C for 1, 3, 5, 8, 12 and 24 h, respectively.
Both the as-cast and heat-treated samples were studied by Sirion 200 SEM equipped with Gensis 60 energy dispersive X-ray spectrometer (EDS). The phases in the experimental alloy were analyzed using SIMENS D500 type X-ray diffractometer (XRD) operated at 40 kV and 45 mA. Characteristic XRD patterns were obtained within a range of diffraction angle (2��) from 35�� to 47��. The tensile properties and hardness of both the as-cast and heat-treated samples at room temperature were obtained based on the average of five tests.
Table 1 Composition of experimental ZA27 alloy (mass fraction, %)

3 Results and discussion
3.1 As-cast characteristics
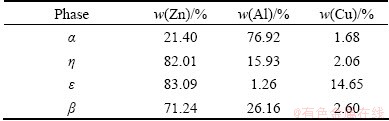
During the solidification of ZA27 alloy, the primary �� phase solidified firstly to form the cores of dendrites bordered by the �� phase. The �� phase and �� phase solidified finally in the inter-dendrite regions. The resultant microstructure appeared as a dendritic multiphase structure, as shown in Fig. 1(a), the dendrite core is a dark-contrasted Al-rich �� phase, which is surrounded by the subsequently solidified Zn-rich �� phase (colored gray) and the light-contrasted Zn-rich �� and �� phases in the inter-dendrite regions. The average composition of each phase was determined using EDS and is listed in Table 2.
Table 2 Average composition of ��, ��, �� and �� phases in as-cast ZA27 alloy
Examination of Fig. 1(a) at higher magnification revealed that the �� phase was in fact composed of fine lamellar structure, where the Al-rich ��T�� phase, and the Zn-rich ��T�� and �� phases appeared as dark and light imaged lamellar respectively, as shown in Fig. 1(b). It was reported that the �� phase was decomposed in a cellular reaction: �¡���T��+��T��+��, where aluminum-rich ��T�� and zinc-rich ��T�� phases are both metastable phases [2].
According to the XRD examination, ��, �� and �� phases coexisted in the as-cast ZA27 alloy, as shown in Fig. 2, where the characteristic diffraction peaks of the phases were separately indexed. The peaks (111) and (200) of �� phase appeared at 2��=38.5�� (d-spacing 0.2338 nm) and 44.7�� (d-spacing 0.2024 nm). The peaks (0002) and ( ) of the �� phase were at 2��=36.7�� (d-spacing 0.2473 nm) and 39.2�� (d-spacing 0.2308 nm), respectively. The peaks () and (0002) of �� phase (CuZn4) were at 2��=37.8�� (d-spacing 0.2378 nm) and 42.3�� (d-spacing 0.2134 nm), respectively. The peak (
) of the �� phase were at 2��=36.7�� (d-spacing 0.2473 nm) and 39.2�� (d-spacing 0.2308 nm), respectively. The peaks () and (0002) of �� phase (CuZn4) were at 2��=37.8�� (d-spacing 0.2378 nm) and 42.3�� (d-spacing 0.2134 nm), respectively. The peak ( ) of both �� and �� phases overlapped at 2��=43.5�� (d-spacing 0.2078 nm).
) of both �� and �� phases overlapped at 2��=43.5�� (d-spacing 0.2078 nm).
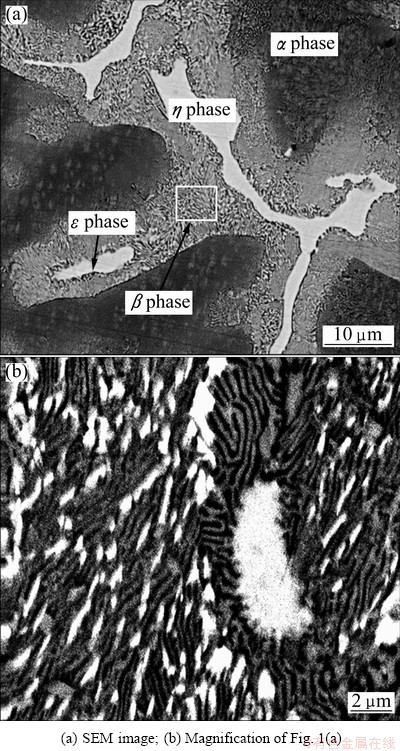
Fig. 1 As-cast microstructures of ZA27 alloy
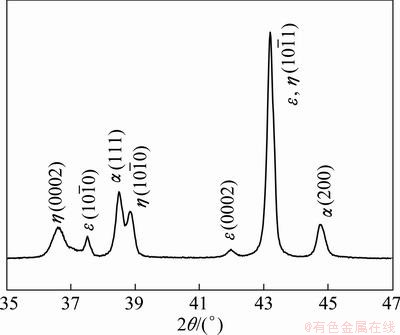
Fig. 2 XRD pattern of as-cast ZA27 alloy
3.2 Solutionizing characteristics
3.2.1 XRD analysis
The XRD patterns of the ZA27 alloy after solid solution treatment at different temperatures for 1 h are shown in Fig. 3. It was observed that there were four phases, ��, ��, �� and �� in the as-quenched specimen after solid solution treatment at 300 ��C for 1 h. With the increase in solution temperature, the diffraction intensity of the �� and �� phases started to decrease, while the diffraction intensity of the �� phase increased. After solution treatment at 365 ��C, the diffraction intensity of the ��, �� and �� phases became very weak, while the diffraction peak of the �� phase was well developed. The results show that the �� and �� phases dissolved more adequately when the alloy was solution treated at higher temperature.
3.2.2 Microstructure analysis
Figure 4 shows the SEM micrographs of ZA27 alloy after solid solution treatment at different temperatures for 1 h. It can be seen that dissolving the �� and �� phases back into the �� matrix was the main course of the solid solution treatment. At the solid solution temperature of 300 ��C (Figs. 4(a) and (b)), the microstructures of ZA27 alloy consisted of �� (dark), �� (gray), �� and �� (light) phases, and solution treatment at 345 ��C led to the reduction of the size of �� phases and �� phases (Fig. 4(c)). Generally, the ability of diffusion of elements is improved at higher temperature, which accelerates the dissolution of Zn and Al. When the heating temperature reached 365 ��C (Fig. 4(d)), the matrix of the as-quenched specimen was the supersaturated �� phase, where the Al-rich �� phase appeared as dark contrast particles of 1-3 ��m in diameter. This is because the discontinuous precipitation was developed along the grain boundaries in the �� phase after 10-20 min aging at room temperature [23].
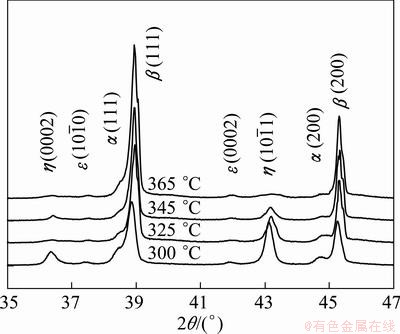
Fig. 3 XRD patterns of ZA27 alloy after solid solution treatment at different temperature for 1 h
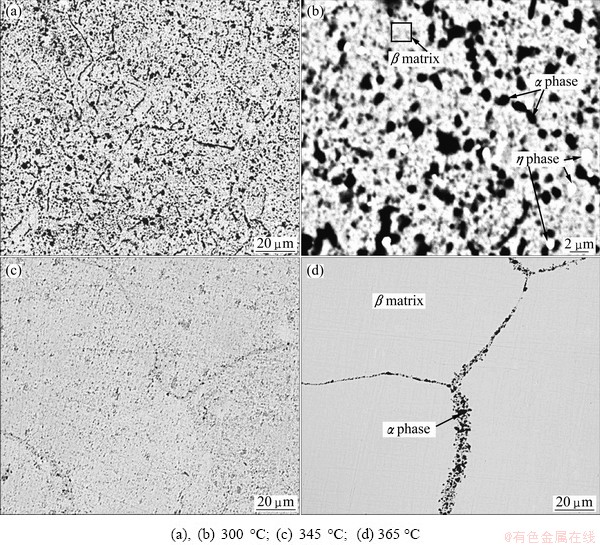
Fig. 4 SEM images of ZA27 alloy after solid solution treatment at different temperatures for 1 h
3.3 Aging characteristics
3.3.1 XRD analysis
After solid solution treatment at 365 ��C for 1 h, the samples were aged at temperature ranging from 90 to 250 ��C. The XRD patterns of the supersaturated ZA27 alloy after different periods of artificial aging are shown in Fig. 5. It was observed that the supersaturated �� phase was decomposed at the early stage of aging. After aging at 140 ��C for 1 h, both the diffraction peaks (111) and (200) of the �� phase disappeared, accompanying the formation of ��, �� and �� phases. Obviously, the formation of ��, �� and �� phases is one of the characteristics of the decomposition of the �� phase.
The diffraction peak of T �� phase (433) was detected after aging at 140 ��C for 5 h, accompanied by the decrease in intensity of () and (0002) planes of the �� phase. With increasing in aging time, the diffraction intensity of the �� phase further decreased, while the intensity of (433) plane of the T �� phase increased at 2��=44.1��. This implies that a four-phase transformation: ��+�š�T ��+��, started to occur, where T �� is the rhombohedral phase Al4Cu3Zn which has higher stability than the �� phase [22]. In addition, with the increase in aging temperature as shown in Fig. 5, the diffraction intensity of the �� phase started to decrease, while the diffraction intensity of the T �� phase increased after aging for 12 h. This shows that �� phase gradually transformed into T�� phase also at elevated temperature.
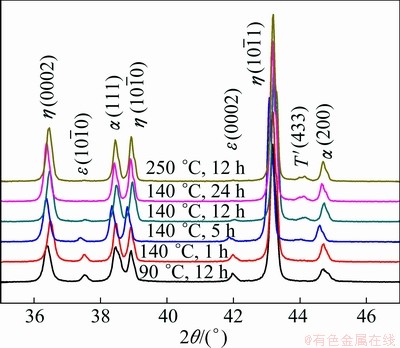
Fig. 5 XRD patterns of supersaturated ZA27 alloy after various periods of aging
3.3.2 Microstructure analysis
Figure 6 shows the SEM images of the supersaturated ZA27 alloy after various periods of aging at 90 ��C. The SEM images show two sets of microstructures in the initial period of aging (Fig. 6(a)): one is the dark �� phase and the other is the light �� phase. With increasing in aging time, the size of �� phase became larger and larger, meanwhile the �� phase gradually disappeared (Figs. 6(b)-(c)). It is shown that the �� was decomposed completely, whereas the amount of �� phase increased slowly after aging at 90 ��C for 24 h (Fig. 6(d)). Because diffusion was limited under lower temperature, these precipitates were very small and dispersed evenly in the matrix.
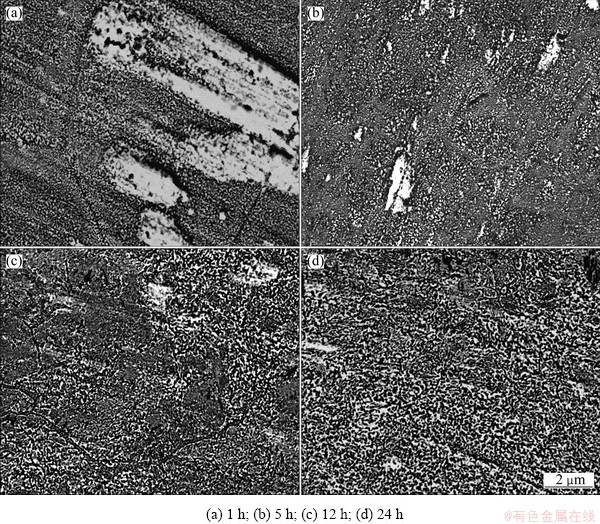
Fig. 6 SEM images of ZA27 alloy after various periods of aging at 90 ��C
Figure 7 shows the SEM images of the supersaturated ZA27 alloy after various periods of aging at 140 ��C. The above two steps of phase decomposition mentioned in the XRD analysis were detected using SEM.
At the early stage of aging (Fig. 7(a)), the supersaturated �� phase decomposed into irregularly cellular structure through discontinuous reaction: �¡���+��+��, which was developed along the grain boundaries. In addition, the supersaturated �� phase transformed into the lamellar structure, which was developed within the grain. Compared with the XRD pattern of the �� phase at the early stage of aging, it is clear that this early precipitation belongs only to the decomposition of the supersaturated �� phase. With increasing in aging time, large and coarse �� and �� phases located in the grain boundaries were swallowing the small �� and �� phases (Figs. 7(b) and (c)). Sequentially, phases gathered and the coarser equilibrium microstructure was formed, as shown in Fig. 7(d).
Another phase transformation, i.e., the four phase transformation, ��+�š�T ��+��, was observed after aging at 140 ��C for 5 h. As shown in Fig. 7(b), gray precipitates were observed inside the light-imaged �� phase and considerably developed after aging at 140 ��C for 12 h, as shown in Fig. 7(c). With the combination of XRD analysis, the gray precipitates were recognized to be the T �� precipitates, one of the production of decomposition of the �� phase. The average composition of the T �� precipitates was determined using EDS and is listed in Table 3. Both the dark- and gray-imaged precipitates of �� and T�� phases well developed after prolonging aging at 140 ��C for 24 h, as shown in Fig. 7(d).
Table 3 Average composition of T �� phase (mass fraction, %)

Figure 8 shows the SEM images of the supersaturated ZA27 alloy after various periods of aging at 250 ��C. After aging at 250 ��C for 1 h, the supersaturated �� phase transformed into the cellular structure along the grain boundary as well as lamellar structure inside the grain with a lamellar spacing of 0.1-0.3 ��m. In addition, the gray precipitates of T �� phase were also observed, which indicates the four-phase transformation, ��+�š�T ��+��, occurring at the early stage of aging at 250 ��C (Fig. 8(a)). After aging at 250 ��C for 5 h, the �� and �� phases became coarser and shorter, while the lamellar spacing increased to 0.2-0.5 ��m (Fig. 8(b)). With the increase of aging time, the �� and �� phases further coarsened, resulting in granulating of the ��+�� lamellar. After aging at 250 ��C for 24 h, the microstructure is characterized mainly by granular structure of coarse �� phase surrounded by light-imaged �� phase. Lamellar structures are intrinsically unstable because of the interface energy associated with the boundary between the phases. The energy is derived from the crystallographic mismatch of the atoms across the interface causing elastic strains, and also from possible atom-bonding mismatch across the interface. The energy of the system will be reduced if the phases can be rearranged with less interfacial area. One way of reduction in the interfacial area is lamellar coarsening, by which a coarser lamellar structure forms and replaces the original lamellar structure.
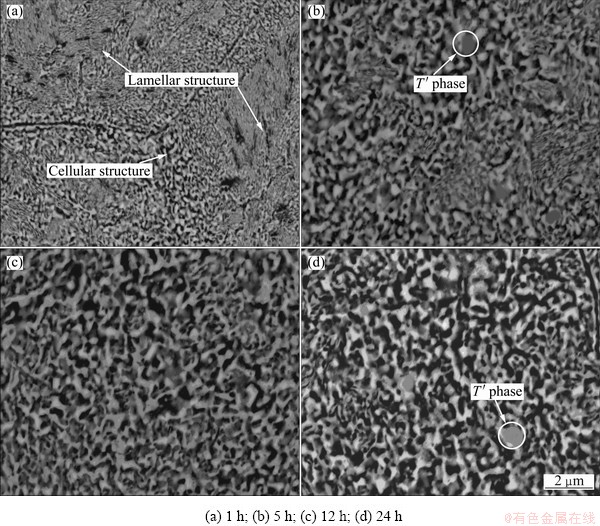
Fig. 7 SEM images of ZA27 alloy after various periods of aging at 140 ��C
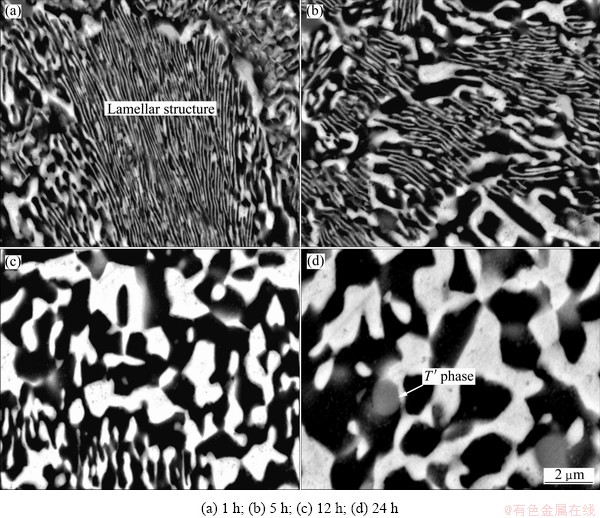
Fig. 8 SEM images of ZA27 alloy after various periods of aging at 250 ��C
3.3.3 Mechanical properties analysis
Figure 9 shows the hardness and tensile mechanical properties of the supersaturated ZA27 alloy after various periods of aging at 90-250 ��C. The properties under the as-quenched condition are also evaluated for comparison. As can be seen from Fig. 9, the material exhibited the highest level of strength and hardness after solid solution treatment at 365 ��C for 1 h. With increase in aging time, the hardness and tensile strength both decreased. Quantitatively, after aging at 140 ��C for 12 h, the hardness and tensile strength dropped from HB152 and 497 MPa to HB108 and 316 MPa, respectively. However, the ductility of the material in terms of elongation increased significantly in comparison with quenching state, and reached peak value of 26.5% after aging at 140 ��C for 24 h. As can be seen in Fig. 9, the aging time also had an influence on the mechanical properties of the ZA27 alloy. The hardness and tensile strength decreased significantly in the initial 5 h, and then decreased slightly over the subsequent 24 h. The tensile elongation increased significantly compared with the quenched state, and then almost kept a constant with increase in aging time.
The observation of maximum hardness and strength in the as-quenched state can be explained by understanding the dissolution of alloying elements including Zn, Al and Cu. The �� phase formation is accompanied by a large amount of distortion which rapidly increases the strength and hardness of the alloy. Aging process relieves the internal stresses across the phase boundaries by permitting local rearrangement of atoms. Meanwhile, because the precipitation is progressing, the �� phase possesses a lower excess of solute and solid-solution strengthening will be weaker. Thus, the hardness and tensile strength of the alloy decrease and the tensile elongation increases. At low aging temperature of 90 ��C, the precipitated phases are very fine, which results in a relatively high hardness and tensile strength. When the aging temperature rose to 140 ��C, it was found that the supersaturated �� phase decomposed into a fine lamellar structure and fine spheroidized structure, which plays an important role in improving the plasticity of the alloy. Consequently, a high plasticity alloy with reasonable hardness and strength was obtained. At the high aging temperature of 250 ��C, the microstructure was characterized mainly by coarse lamellar structure as well as coarse �� phase surrounded by �� phase. As a result, the tensile strength and hardness decreased significantly.
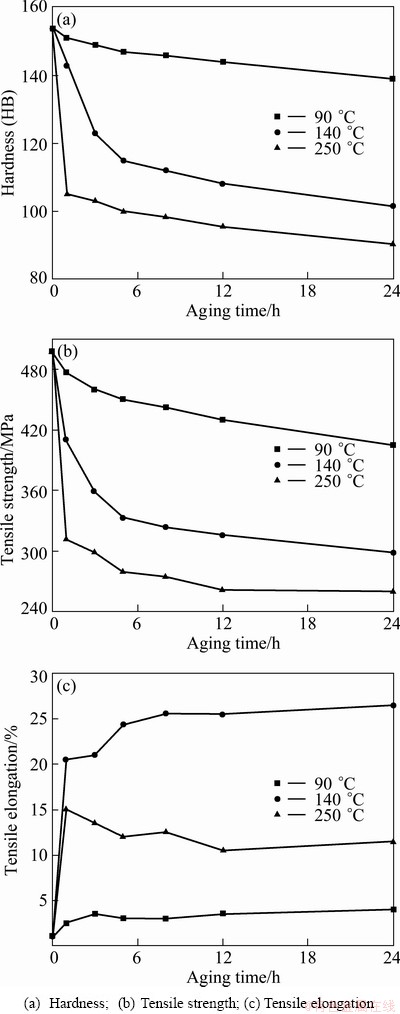
Fig. 9 Mechanical properties of supersaturated ZA27 alloy after various periods of aging at 90-250 ��C
4 Conclusions
1) The microstructure of the as-cast ZA27 alloy consists of large dendrites of Al-rich primary �� phase, decomposed �� phase around the primary �� phase, �� phase and �� phase in the inter-dendrite region.
2) With the increase in solution temperature, �� and �� phases gradually dissolve into the �� phases. After solution treatment at 365 ��C for 1 h, the microstructure is mainly composed of the supersaturated �� phase with little dark Al-rich �� phases along the grain boundaries.
3) The phase decomposition of supersaturated ZA27 alloy is a two-stage phase transformation: the decomposition of supersaturated �� phase, �¡���+��+ ��, at the early stage of aging, and the decomposition of �� phase, ��+�š�T��+��, after prolonged aging.
4) The hardness and the tensile strength both decrease with increase in aging time while aging at 140 ��C gives peak ductility and the tensile elongation amounts to over 25%. The fine spheroidized structure plays an important role in improving the strength and plasticity of the alloy.
References
[1] ZHU Y H. General rule of phase decomposition in Zn-Al based alloys (II)��On effects of external stresses on phase transformation [J]. Mater Trans, 2004, 45: 3083-3097.
[2] ZHU Y H, LEE W B, TO S. Ageing characteristics of cast Zn-Al based alloy (ZnAl7Cu3) [J]. J Mater Sci, 2003, 38: 1945-1952.
[3] ABOU EL-KHAIR M T, DAOUD A, ISMAIL A. Effect of different Al contents on the microstructure, tensile and wear properties of Zn-based alloy [J]. Mater Lett, 2004, 58: 1754-1760.
[4] ZHU Y H, MAN H C, LEE W B. Exothermic reaction in eutectoid Zn-Al based alloys [J]. Mater Sci Eng A, 1999, 268: 147-153.
[5] AASHURI H. Globular structure of ZA27 alloy by thermomechanical and semi-solid treatment [J]. Mater Sci Eng A, 2005, 391: 77-85.
[6] SEAH K H W, SHARMA S C, GIRISH B M. Mechanical properties of as-cast and heat-treated ZA-27/graphite particulate composites [J]. Composites Part A, 1997, 28: 251-256.
[7]  A, DURMAN M, KAYALI E S. The effect of manganese on the microstructure and mechanical properties of zinc�Caluminum based ZA-8 alloy [J]. J Mater Sci, 2007, 42: 8298-8305.
A, DURMAN M, KAYALI E S. The effect of manganese on the microstructure and mechanical properties of zinc�Caluminum based ZA-8 alloy [J]. J Mater Sci, 2007, 42: 8298-8305.
[8] WANG J H, HUANG J F, SU X P, WU C J. Effect of reverse modification of Al-5Ti-B master alloy on hypoeutectic ZnAl4Y alloy [J]. Mater Des, 2012, 38: 133-138.
[9] LI R X, LI R D, BAI Y H, QU Y D, YUAN X G. Effect of specific pressure on microstructure and mechanical properties of squeeze casting ZA27 alloy [J]. Transaction of Nonferrous Metals Society of China, 2010, 20: 59-63.
[10] ABOU EL-KHAIR M T, LOTFY A, DAOUD A, EL-SHEIKH A M. Microstructure, thermal behavior and mechanical properties of squeeze cast SiC, ZrO2 or C reinforced ZA27 composites [J]. Mater Sci Eng A, 2011, 528: 2353-2362.
[11] CHEN T J, HAO Y, LI Y D. Effects of processing parameters on microstructure of thixoformed ZA27 alloy [J]. Mater Des, 2007, 28: 1279-1287.
[12] CHEN T J, HAO Y, SUN J. Microstructural evolution of previously deformed ZA27 alloy during partial remelting [J]. Mater Sci Eng A, 2002, 337: 73-81.
[13] LEHUY H,  G. Ageing characteristics of dendritic and non-dendritic (stir-cast) Zn-Al alloy (ZA-27) [J]. J Mater Sci, 1991, 26: 559-568.
G. Ageing characteristics of dendritic and non-dendritic (stir-cast) Zn-Al alloy (ZA-27) [J]. J Mater Sci, 1991, 26: 559-568.
[14] ZHU Y H, HERNANDEZ R M,  L. Phase decomposition in extruded Zn-Al based alloy [J]. J Mater Sci, 1999, 35: 3653-3658.
L. Phase decomposition in extruded Zn-Al based alloy [J]. J Mater Sci, 1999, 35: 3653-3658.
[15] ZHU Y H, TO S, LIU X M, HU G L. Effect of static electropulsing on microstructure and elongation of a Zn-Al alloy (ZA22) [J]. Metall Mater Trans A, 2011, 42: 1933-1940.
[16] ZHU Y H, TO S, LEE W B, LIU X M, JIANG Y B, TANG G Y. Effects of dynamic electropulsing on microstructure and elongation of a Zn-Al based alloy [J]. Mater Sci Eng A, 2009, 501: 125-132.
[17]  G. Compression ductility of Zn-21Al-2Cu prepared by powder metallurgy techniques [J]. Mater Des, 1997, 18: 127-130.
G. Compression ductility of Zn-21Al-2Cu prepared by powder metallurgy techniques [J]. Mater Des, 1997, 18: 127-130.
[18] ZHU Y H, TO S, LEE W B, ZHANG S J, CHEUNG C F. Ultra-precision raster milling-induced phase decomposition and plastic deformation at the surface of a Zn-Al-based alloy [J]. Scripta Mater, 2010, 62: 101-104.
[19] ZHU Y H, TO S, LIU X M, LEE W B. Microstructural changes inside the lamellar structures of alloy ZA27 [J]. Mater Character, 2002, 48: 315-322.
[20] CHEN T J, HAO Y, SUN J, LI Y D. Effects of processing parameters on tensile properties and hardness of thixoformed ZA27 alloy [J]. Mater Sci Eng A, 2004, 382: 90-103.
[21] SEAH K H W, SHARMA S C, GIRISH B M. Effect of artificial ageing on the hardness of cast ZA-27/graphite particulate composites [J]. Mater Des, 1995, 16: 337-341.
[22] ZHANG Z M, WANG J C, YANG G C, ZHOU Y H. Microstructural evolution of the supersaturated ZA27 alloy and its damping capacities [J]. J Mater Sci, 2000, 35: 3383-3388.
[23] ZHU Y H. Decomposition reactions in a quench, aged eutectoid alloy AlZn75Cu3Si2 [J]. J Mater Sci Technol, 1990, 6: 125-131.
�ȴ�����ZA27�Ͻ���֯�����ܵ�Ӱ��
�� �����Ӣ�����Ʒ���³����
���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083
ժ Ҫ������X��������(XRD)��ɨ��羵(SEM)����ѧ���ܱ������ֶΣ��о��ȴ�����ZA27�Ͻ���֯�����ܵ�Ӱ�졣����������Ͻ����̬��֯��Ҫ�ɦ����¡��Ǻ� �� ����ɡ���365 ��C���ܴ���1 h�� �ͦ� ����ʧ����֯��Ҫ�ɹ����ͦ� ����ɡ�����������ķֽ��Ϊ�����Σ���ʱЧ���ڣ������ͦ� ����ֽ⣻����ʱЧʱ����ӳ�����������෴Ӧ����+�š�T��+�ǡ�ͨ���ʵ����ȴ������գ�ZA27�Ͻ���Ի��������쳤�ʺ�ǿ��ƥ�䡣
�ؼ��ʣ�ZA27�Ͻ��ȴ��������ܣ�ʱЧ����ѧ���ܣ�����֯
(Edited by Sai-qian YUAN)
Foundation item: Project (Z2011-01-002) supported by the Nonferrous Metals Science Foundation of Hunan Nonferrous Metals Holding Group Co. Ltd. - Central South University, China
Corresponding author: Hong-ying LI; Tel/Fax: +86-731-88836328; E-mail: lhying@csu.edu.cn
DOI: 10.1016/S1003-6326(13)62511-X

