���±�ţ�1004-0609(2015)-09-2565-10
��ͬ���鷽ʽ��ĥ����Ч��
�� ��1, 2 �ܽ���1, 2, 3���� ��1, 2, 3��������1, 2��������1, 2
(1. �й����ʿ�ѧԺ ֣�ݿ���ۺ������о�����֣�� 450006��
2. ������Դ����������������ۺ������ص�ʵ���ң�֣�� 450006��
3. ������ѧ ��Դ����ľ����ѧԺ������ 110089)
ժ Ҫ���Ը�ѹ��ĥ��(HPGR)��Ʒ��Բ�����(CC)��Ʒ��ĥ����Ч�ʽ��жԱ��о������۲�ͬ���鷽ʽ���ĥ��Ч���������Բ��Ʒ����ѹ��Ʒ���������ֲ��ġ�˫�塱�����������ԣ�ƽ�����Ƚ�С���ֲ����Ӳ����ȡ���ѹ��Ʒ����Ҫ��ĥ��ʱ��̡���ĥ�Ժá���������С��2.0 mmȫ�������������С��0.5 mm����ѹ��Ʒ��ĥ����Ч�ʵͣ����͵ķ�������ĥ��ϸ�ȵ����Ӷ�����ֱ�����ߵ�ĥ����Ч���൱������������0.5~2.0 mm��Χ����ѹ��Ʒ��ĥ����Ч����Բ��Ʒ���൱�����Ըߡ����ڴˣ����һ�ָ�ѹ��ĥ����ϸ��-�ּ�ĥ���¹��գ��ù��ռȿɴ������һ��ĥ������ĥ�����ֿ����ĥ����Ч�ʣ���������ĥ������еĹ����顣
�ؼ��ʣ���ѹ��ĥ����Բ�������ĥ����Ч�ʣ���ϸ��-�ּ�ĥ��
��ͼ����ţ�TD451���� ���ױ�־�룺A
Grinding technical efficiencies in various comminution modes
LIU Lei1, 2, CAO Jin-cheng1, 2, 3,  Liang1, 2, 3, GUO Zhen-xu1, 2, YUE Tie-bing1, 2
Liang1, 2, 3, GUO Zhen-xu1, 2, YUE Tie-bing1, 2
(1. Zhengzhou Institute of Multipurpose Utilization of Mineral Resources,
Chinese Academy of Geological Sciences, Zhengzhou 450006, China;
2. Key Laboratory for Polymetallic Ores' Evaluation and Utilization,
Ministry of Land and Resources, Zhengzhou 450006, China;
3. College of Resources & Civil Engineering, Northeastern University, Shenyang 110089, China)
Abstract: In consideration of overgrinding in grinding process, the grinding technical efficiency (Et) of comminuted hematite products using a high-pressure grinding roller (HPGR) and a conventional cone crusher (CC) were comparatively studied. Compared with CC products, individual size distributions (ISDs) in HPGR product show a more significant ��double-peak�� characteristic. The results show that HPGR products are finer and have a wider full-size distribution because of the greater proportion of fines. HPGR products need a shorter grinding time and have a lower relative grindability. HPGR products have a lower Et at a decreasing rate than the CC product for feeds of <2.0 mm and <0.5mm size fractions, and then show a slightly higher Et for the feed of 0.5-2.0 mm size fraction. Based on the above research, a new process of ultra-crushing in HPGR �C classified grinding is advanced. The new comminuting process is adopted to reduce ores tonnage into first stage ball mill significantly, improve grinding efficient and weaken overgrinding in the whole grinding process.
Key words: high-pressure grinding roller; cone crusher; grinding technical efficiency; ultra-crushing-classified grinding
ѡ������У���ĥ���ܺ�ռ������ѡ���ܺĵ�60%~70%��ʵ��ѡ���Ķ�����ĥ�������ĥ�ǽ���ѡ���ܺĵ���Ч;������ѹ��ĥ���ǻ����ϲ����ԭ����Ƶ�һ�ֳ�ϸ����������豸�����ھ��е�λ�����ܺĺֺĵ͡�����������ռ������١��豸��ҵ�ʸߵ��ص㣬��ұ������ҵ�õ��㷺��Ӧ��[1-3]����ѹ��ĥ��������ѹ����һ��Ϊ������һ��Ϊ����ǰ��С����ˮƽ�ƶ��Ķ�����ѹ����ͨ����ѹ���ص��������˵�������ϡ���ѹ��ĥ������ʱ�ı�ѹ��(Һѹϵͳ�ṩ����ѹ��������ѹ�����ӷ���ͶӰ���ʱ��������ѹǿ)��ΧΪ3~9 N/mm2�����ڹ�����϶�ڵļ�帺���ܹ��ﵽ����������ǧ����ѹ��[4-6]��
�ϲ���鷽ʽ�����������ڿ���Ħ����ϸ���ž۶������������ʧ���ܺĽϴ�ͳ���鼼���Ľ���Լ30%~50%��ĥ��Ҳ���Լ���[7]����ѹ��ĥ����ĥ�������Ԥ�ȷ�����ܹ����Ϳ�ʯ��ĥ��ָ������Сĥ����ʳߴ磬���ĥ��Ч��[8]�����ݸ�ѹ��ĥ�����ص㣬�ڿ�ʯ��ˮ����鷽��Ŀǰ���������¼��ֹ���[9-10]����·���ա�����ѭ����·���պ�ɸ��ȫ��·���ա�
��������ǰ�ڵ��о����֣���ѹ��ĥ�������Ʒ�ڲ��ṹ���ɣ����������࣬����������������Ʒ�ṹ���ܣ����������١�ͬһ�����µ�BET�ȱ�������Խ����ʾ���볣���������Ʒ��ȣ���ѹ��Ʒ�ıȱ�����������ƿ�϶���࣬���Ʒ��ĥ�����Ժͷ�ѡ���Եõ�һ�������[11-13]����Ӣ��[14]������ī��������ͭ������˸�ѹ��ĥ�ʹ�ͳ��������Աȣ��������ַ����Ʒ����ĥ����ѧ�о���������������ѹ��ĥ��Ʒ��ĥ��ĥ���ٶȽϿ졣��ʯ����ѹ��ĥ������������ں���ĥ����ĥ���Ʒ����Ч�ʷ��������δ����ϸ���������ڴˣ�����������ʵ���������£��Թ�ѹ��Ʒ(HPGR)��Բ��Ʒ(CC)����ĥ�������о����о���ͬ���鷽ʽ��ĥ����Ч�ʵ�Ӱ�죬�����һ�ָ�ѹ��ĥ����ϸ��-�ּ�ĥ���¹��գ��о�����Ը�ѹ��ĥ���ڳ�ϸ��Ӧ�÷������һ����ָ�����塣
1 ʵ��
����ѡ�õĸ�ѹ��ĥ��ΪCLM-25-10��ѹ��ֱ��Ϊ250 mm��ѹ������Ϊ100 mm������ǰ��������[15]�������ѹ��(SCF)ѡȡ4.4 N/mm2(HPGR4.4)��5.2 N/mm2(HPGR5.2)�������ٶ�Ϊ0.18 m/s��������϶Ϊ4~7 mm������ѡ�õ�Բ��������ͺ�ΪGYP-300��������ƷΪ��ɽʽ���������ÿ�����Ҫ�dz�����������������FetƷλΪ27.02%����ʯ������ҪΪʯӢ��SiO2����Ϊ57.64%(��������)��ԭ��d80Ϊ18.5 mm����ʯ����ɢ�ܶ�Ϊ2.142��103 kg/m3����ʯˮ�ֺ���С��0.5%(��������)��
ԭ����ѹ��ĥ����Բ�����ȫ��·�����(����ɸ�ijߴ�Ϊ2 mm)���в�ͬĥ��ʱ�������ĥ��ĥ�����顣ĥ����ͺ�ΪXMB-70A��������Ͳĥ����Ͳ��ߴ�Ϊd140 mm��160 mm��ĥ���������Ϊ3.75 kg��ĥ��ת��Ϊ310 r/min��ÿ������ʱ��ĥ�����Ϊ300 g��ĥ����Ϊ65%(��������)��ÿ��ĥ���Ʒɸ�ַ�����������ȷֲ���ϡ�
2 ��������
2.1 �����Ʒ���ȷֲ�
�ڿ���ɸ�׳ߴ�2 mm�������£���ѹ��ĥ����Բ�����ȫ��·��Ʒ�ĸ��������ֲ���ͼ1��ʾ��

ͼ1 ��ͬ���鷽ʽ�²�Ʒ���������ֲ�
Fig. 1 Individual size distributions of product in different crushing modes
��ͼ1���Կ��������������Ʒ�ĸ��������ֲ������ڡ�˫�塱�������ֱ������������0.18 mm��0.5~1.6 mm����������Χ�ڡ�Բ��Ʒ������0.5~1.6 mm��Χ�ڵ� ���塱���������ĸ������Ϊ53.04%����������0.18 mm�ġ��塱���ƽ�����������ĸ������Ϊ24.38%����ѹ��Ʒ ��˫�塱�������ԣ�ϸ�����������ߣ��ڹ����ѹ��Ϊ5.2 N/mm2�������£�������0.18 mm�ĸ������Ϊ38.43%��������0.5~1.6 mm��Χ�ڸ������Ϊ41.65%��
ƽ������(Dw)�ܹ���ӳ�������ȵ�ƽ����С��ƫ��ϵ��(Kd)�����������ϵľ��ȳ̶ȣ����ߵļ��㹫ʽ��ʽ(1)��(2)��ʾ[16]��
 (1)
(1)
 (2)
(2)
ʽ�У�DwΪ��Ȩƽ�����ȣ�mm��KdΪƫ��ϵ����KdԽ��Ʒ���ȷֲ�Խ�����ȣ�diΪ������������ƽ�����ȣ�mm��riΪ�����������ʣ�%��
��ͬ���鷽ʽ�²�Ʒƽ�����Ⱥ�ƫ��ϵ�����1���С���Բ��Ʒ��ȣ���ѹ��Ʒ��ƽ������(Dw)С����ƫ��ϵ���������������ڹ����ѹ��Ϊ5.2 N/mm2�������¡����������ͬ�Ŀ��������£���ѹ��Ʒ����ϸ���������ȷֲ����Ӳ����ȡ�
��1 ��ͬ���鷽ʽ�µIJ�Ʒƽ������(Dw)��ƫ��ϵ��(Kd)
Table 1 Dw and Kd of different crushing products

2.2 ĥ���Ʒ����Ч��
ĥ���ǽ�����ĥ��ijһָ������x�Ĺ��̣���ĥ�������ͬʱ��Ӧ��ָ��ijһ����������y�����Ƚ���x��y֮������Ȳ��ܳ�Ϊ�ϸ�������ĥ����Ч��(Et)���۵��Ǻϸ�������Ч��[16]������Ϊ����x��ĥ��Ч�ʼ�ȥ����������y��ĥ��Ч�ʣ������ʽ��ʽ(3)��ʾ��
 (3)
(3)
ʽ�У���1Ϊ������С������x�IJ��ʣ�%����2Ϊ������С������y�IJ��ʣ�%����Ϊĥ���Ʒ��С������x�IJ��ʣ�%����3Ϊĥ���Ʒ��С������y�IJ��ʣ�%��
��������ĥ������ʱ����=��1����3=��2�� Et=0����ȫ��ĥ��������ʱ����=��3=100��Et=0����ˣ�Et�ܴӼ���������ĥ����̵ĺû���EtԽ��Խ�á�
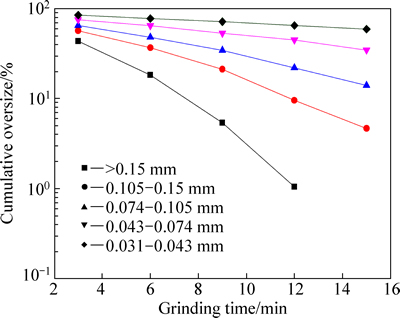
�ֱ�Թ�ѹ��Ʒ��Բ��Ʒ���в�ͬĥ��ʱ�������ĥ��ĥ�����飬��ͬ���ȸ�����ĥ���Ʒ�����ȷֲ���ͼ2~10��ʾ������ĥ���������������������̿���ģ�����ͬĥ��ʱ���µ����ȷֲ����̡�������������ѡ��R-R����[17]��ʽ(4)��ʾ��
 (4)
(4)
ʽ�У�RΪ���ȴ���x�����ۼƲ��ʣ�%��xΪ�������Ȼ�ɸ����bΪ�����������صIJ�����nΪ�����������йصIJ�����

ͼ2 ����С��2.0 mmԲ��Ʒ��ĥ������
Fig. 2 Grinding curves of CC products with size less than 2.0 mm
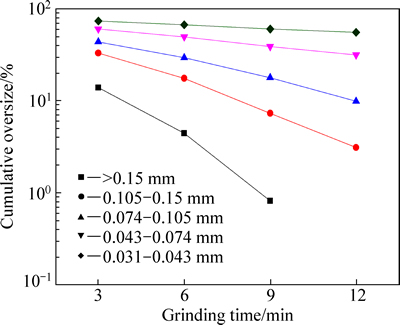
ͼ3 ����С��2.0 mm��ѹ��Ʒ��ĥ������(4.4 N/mm2)
Fig. 3 Grinding curves of HPGR products with size less than 2.0 mm in SCF of 4.4 N/mm2

ͼ4 ����С��2.0 mm��ѹ��Ʒ��ĥ������(5.2 N/mm2)
Fig. 4 Grinding curves of HPGR products with size less than 2.0 mm in SCF of 5.2 N/mm2

ͼ5 ������0.5~2.0 mm��Χ��Բ�����Ʒ��ĥ������
Fig. 5 Grinding curves of CC products with size in range of 0.5-2.0 mm

ͼ6 ������0.5~2.0 mm��Χ�ڹ�ѹ��Ʒ��ĥ������(4.4 N/mm2)
Fig. 6 Grinding curves of HPGR products with size in range of 0.5-2.0 mm in SCF of 4.4 N/mm2

ͼ7 ������0.5~2.0 mm��Χ�ڹ�ѹ��Ʒ��ĥ������(5.2 N/mm2)
Fig. 7 Grinding curves of HPGR products with size in range of 0.5-2.0 mm in SCF of 5.2 N/mm2

ͼ8 ����С��0.5 mmԲ��Ʒ��ĥ������
Fig. 8 Grinding curves of CC products with size less than 0.5 mm
ͼ9 ����С��0.5 mm��ѹ��Ʒ��ĥ������(4.4 N/mm2)
Fig. 9 Grinding curves of HPGR products with size less than 0.5 mm in SCF of 4.4 N/mm2

ͼ10 ����С��0.5 mm��ѹ��Ʒ��ĥ������(5.2 N/mm2)
Fig. 10 Grinding curves s of HPGR products with size less than 0.5 mm in SCF of 5.2 N/mm2
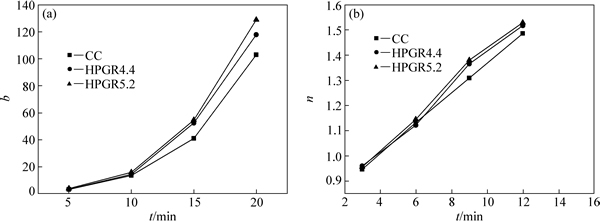
����ʽ(4)���������ͬ���鷽ʽ�²���b��n��ʱ��t�ı仯���ߣ���ͼ11~13��ʾ����ͼ11�п��Կ���������������2.0 mm��ȫ������������b=f(t)��n=f(t)�������ߡ�������������0.5~2.0 mm��Χ(��ͼ12)��������0.5 mm(��ͼ13)�ĸ�������b=f(t)�������ߣ�����n=f(t)�������ԡ�
��ˣ�
 (5)
(5)
 (6)
(6)
��ʽ(5)��(6)����ʽ(4)��õ�ʽ(7)��
 (7)
(7)
ʽ�У�a0��a1��a2��c0��c1��c2��Ϊ����������������0.5~2.0 mm��Χ��������0.5 mm�ĸ���c2=0����ʽ(7)���������������ֵ��������3���С�
ͨ����3�����ȷ��̵IJ����������ĥ���Ʒ�����ȷֲ���ʱ��ı仯���������������ڲ�ͬ���鷽ʽ��ͬһĥ��ϸ�ȵ�ĥ��ʱ���ĥ����Ч�����
4~��6���С������о��趨����������Ϊ0.031 mm��
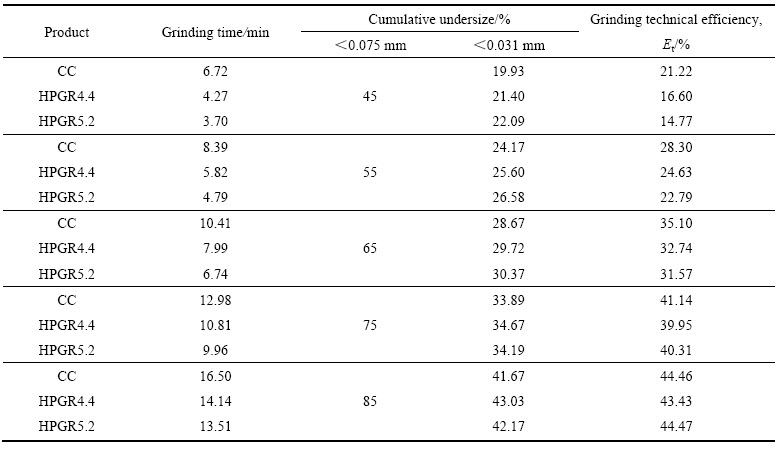
��ͼ14���Կ���������������2.0 mmȫ��������ĥ��ĥ����ͬһϸ��ʱ����ѹ��Ʒ����Ҫ��ĥ��ʱ�����Ե���Բ��Ʒ������ʱ�䣬ʱ�����̵ķ�����2.17~3.67 min���ȣ��������ѹ��Ʒ����Կ�ĥ�ȵ͡���ĥ�Ժá�ĥ���ٶȿ졣
����ĥ��ϸ�ȵ����ӣ�ĥ����Ч����ߣ���ĥ��ϸ�����ӵ�������0.074 mm����75%��ĥ����Ч�ʵı仯����ƽ���������Բ��Ʒ���ԣ���ѹ��Ʒ��ĥ����Ч��Ҫ�ͣ����ǽ��͵ķ�������ĥ��ϸ�ȵ����Ӷ����ͣ���6.45%����0.83%����ĥ��ϸ�����ӵ�������0.074 mm����Ϊ75%�����ߵ�ĥ����Ч���൱�����������������2.0 mmȫ��������ѹ��Ʒ�ڴ�ĥ�����µĺϸ��м�����Ч�ʽϵͣ�����һ���Ĺ���������ĥ��Ч���ϲ���������ƻ�����ĥ��ϸ�ȵ����Ӷ�����������һ���̶Ⱥ����ʧ��
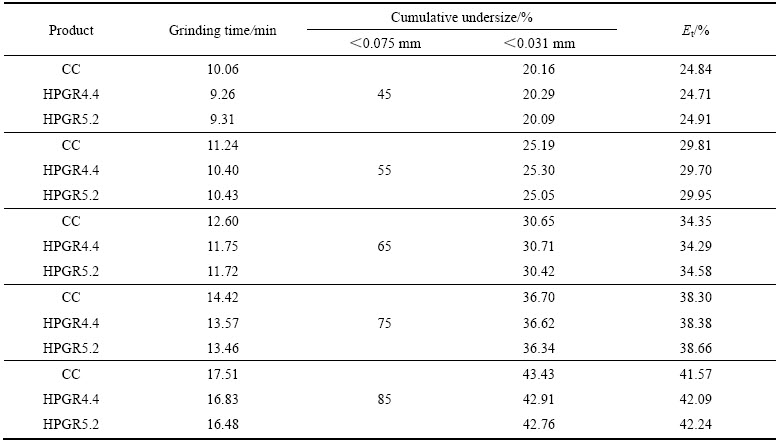
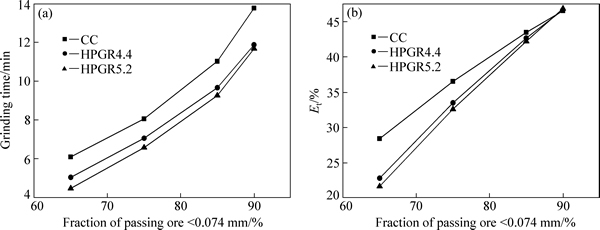
��ͼ15���Կ���������������0.5~2.0 mm��Χ����ĥ��ĥ����ͬһϸ��ʱ����ѹ��Ʒ����Ҫ��ĥ��ʱ��ͬ������Բ��Ʒ������ʱ�䣬ʱ�����̵ķ�����0.80~1.03 min֮�䣬���Ե���������2.0 mmȫ��������ķ��ȡ�ĥ����Ч��ͬ������ĥ��ϸ�ȵ����Ӷ�������������2.0 mmȫ��������ͬ���ǣ���ѹ��Ʒ��ĥ����Ч����Բ��Ʒ���൱�����Ըߡ���Ȼ������������0.5~2.0 mm��Χ����ѹ��Ʒ��ĥ��ʱ��̡�ĥ����Ч�ʸߡ�ĥ��Ч�����á�

ͼ11 ����С��2.0 mm��ȫ���������²���b��n��ʱ��ı仯����
Fig. 11 Variation curves of b (a) and n (b) with grinding time for feed with size less than 2.0 mm
ͼ12 ������0.5~2.0 mm��Χ�ڸ����²���b��n��ʱ��ı仯����
Fig. 12 Variation curves of b (a) and n (b) with grinding time for feed with size in range of 0.5-2.0 mm

ͼ13 ����С��0.5 mm�ĸ����²���b��n��ʱ��ı仯����
Fig. 13 Variation curves of b (a) and n (b) with grinding time for feed with size less than 0.5 mm
��3 ��ͬ���鷽ʽ��ʽ(7)�IJ���
Table 3 Parameters of Eq. (7) for different crushing products

��4 ����С��2.0 mmȫ���������²�ͬĥ��ϸ���µ�ĥ����Ч��(Et)
Table 4 Grinding technical efficiency Et at different grinding finenesses for feed with size less than 2.0 mm
��5 ������0.5~2.0 mm��Χ�����²�ͬĥ��ϸ���µ�ĥ����Ч��
Table 5 Grinding efficiency Et at different grinding finenesses for feed with size in range of 0.5-2.0 mm
��6 ����С��0.5 mm���������²�ͬĥ��ϸ���µ�ĥ����Ч��
Table 6 Et at different grinding finenesses for feed with size less than 0.5 mm

��ͼ16���Կ���������������0.5 mm����ĥ��ĥ����ͬһϸ��ʱ����ѹ��Ʒ����Ҫ��ĥ��ʱ�����Ե���Բ��Ʒ������ʱ�䣬ʱ�����̵ķ�����1.00~2.09 min���ȡ�������0.5 mm�����ĥ����Ч�ʱ仯������������2.0 mmȫ���������һ�¡���ѹ��Ʒ��ĥ����Ч�ʽϵͣ����ǽ��͵ķ�������ĥ��ϸ�ȵ����Ӷ����ͣ���ĥ��ϸ�����ӵ�������0.074 mm����90%�����ߵ�ĥ����Ч���൱����Ϲ�ѹ��Ʒ�����ȷֲ�����(��ͼ1)�������ƶϳ���������2.0 mmȫ������Ʒ�ڴ�ĥ������ĥ����Ч�ʵ͵�ԭ�������ڶ��ص����鷽ʽʹ�ù�ѹ��Ʒϸ���������ߣ��ⲿ��ϸ������Ʒ�Ŀ�ĥ�Ժã���ĥ�����������������顣
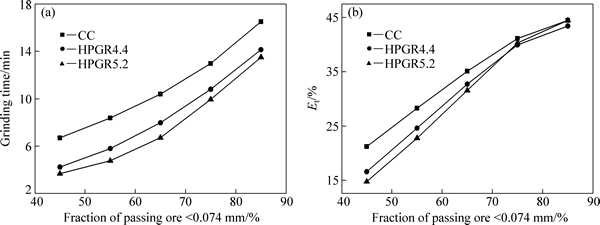
ͼ14 ����С��2.0 mmȫ����������ĥ��ʱ���ĥ����Ч����ϸ�ȵı仯����
Fig. 14 Variation curves of grinding time (a) and Et (b) with grinding fineness for feed with size less than 2.0 mm

ͼ15 ������0.5~2.0 mm��Χ������ĥ��ʱ���ĥ����Ч����ϸ�ȵı仯����
Fig. 15 Variation curves of grinding time (a) and Et (b) with grinding fineness for feed with size in range of 0.5-2.0 mm
ͼ16 ����С��0.5 mm����������ĥ��ʱ���ĥ����Ч����ϸ�ȵı仯����
Fig. 16 Variation curves of grinding time (a) and Et (b) with grinding fineness for feed with size less than 0.5 mm
ĥ�������ĥ�����Ǹ���֮��ĵ�Ӵ�,������Ե���������·������ᴩ���顱���á����ᴩ���顱����ȱ��ѡ����, �������������ƴ�������������ﲻ�Dz�ͬ����������ӵĵ������,�����ҿ�������ȵĻ�е��С���������һ����������������壬��һ������������صĹ����顣������������Բ��Ʒ��ȣ����ڶ��ص����鷽ʽ����ѹ��Ʒ���ڲ����Ʒ�����֣�ϸ���������ߣ����ϵĻ�еǿ��(������ǿ��)���͡���ĥ����ڣ���ѹ��Ʒϸ�������ַ�������ԡ��ᴩ���顱�ĸ��ʻ�����ߣ���������ɹ����飻����ĥ���к��ڣ���ѹ��Ʒ�ڲ�������ĥ���������γ����µĶ����棬���������ڲ��ṹ���ܣ���Բ��Ʒ��ȣ��������Ѳ����������ò��ֻ����о����ں�����������ϸ������
2.3 ��ʯ��ѹ��ĥ����ϸ��-�ּ�ĥ���¹��յ����
���ڸ�ѹ��ĥ��ȫ������Ʒ�������Ժ�ĥ�����ԣ������������һ�ָ�ѹ��ĥ��ϸ��-�ּ�ĥ���¹��ա�ԭ����ø�ѹ��ĥ������ȫ��·��ϸ���飬��·����ɸ�ijߴ�Ϊ3~5 mm[9]����Ƕ�����Ƚ�ϸ�Ŀ�ʯ��Ҫ��������ĥ��ĥ��ʱ�����ԶԹ�ѹ��ƷԤ�ȷּ���ϸ������Ʒ(���˵ķּ�����Ϊ������0.5 mm)����ϸ������Ʒ��������һ��ĥ��ֱ�ӽ������ĥ��õ�������0.074 mm������90%���ҵIJ�Ʒ������������Ʒ��������ĥ����ԭ��������ͼ17��ʾ�����ָ�ѹ��ĥ����ϸ��-�ּ�ĥ���¹��գ��ȿ��Դ����Ľ���һ��ĥ������ĥ��(����һ��ĥ������ĥ���ɽ���40%~50%)���ֿ�������ĥ��ʱ�䡢���ĥ����Ч�ʴӶ���������ĥ������еĹ�����(������һ�δ�ĥ��)���ù���Ҳ�����ڶ��ĥ���ա�

ͼ17 ��ѹ��ĥ����ϸ��-�ּ�ĥ���¹�������ͼ
Fig. 17 New process flowsheet of ultra-crushing-classified grinding
3 ����
1) �ڿ�������Ϊ2.0 mm��ȫ��·���������£������Ʒ�ĸ��������ֲ����ֳ���˫�塱����������˫�塱�ֱ������������0.18 mm��0.5~1.6 mm����������Χ�ڡ���ѹ��Ʒ�ġ�˫�塱�������ԣ���Բ��Ʒ��������0.18 mm �ġ��塱���ƽ����������0.5~1.6 mm��Χ�ڵġ��塱���Ӽ���˫�塱����ʹ�ù�ѹ��Ʒ��ƽ������С���ֲ����Ӳ����ȡ�
2) ���ǵ�ĥ������еĹ����飬ͨ��ĥ����Ч�������۲�ͬ���鷽ʽ��ĥ��Ч���������������趨Ϊ0.031 mm����ĥ��ĥ����ͬһϸ��ʱ����ѹ��Ʒ����Ҫ��ĥ��ʱ�����Ե���Բ��Ʒ������ʱ�䣬������ѹ��Ʒ����Կ�ĥ�ȵͣ���ĥ�Ժá������Բ��Ʒ���ԣ�����������2.0 mmȫ���������������0.5 mm��������ѹ��Ʒ��ĥ����Ч��Ҫ�ͣ����ǽ��͵ķ�������ĥ��ϸ�ȵ����Ӷ����ͣ���ĥ��ϸ�����ӵ�ijһ�̶Ⱥ����ߵ�ĥ����Ч���൱���ڴ�ĥ�����£���ѹ��Ʒ��ĥ���ڷ����Ʒ�кϸ���м�������Ʒ��Ч�ʽϵͣ���������������أ�ĥ��Ч���ϲ���������ƻ�����ĥ��ϸ�ȵ����Ӷ�����������һ���̶Ⱥ����ʧ��������������0.5~2.0 mm��Χ����ѹ��Ʒ��ĥ����Ч����Բ��Ʒ���൱�����Ըߣ�����ѹ��Ʒ�����ĥ��ʱ����̣���ѹ��Ʒ��ĥ��Ч�����á�
3) ���ڹ�ѹ��Ʒ�����ȷֲ�������ĥ�����ԣ����һ�ָ�ѹ��ĥ��ϸ��-�ּ�ĥ���¹��գ��ù���Ҳ���������λ���ĥ���ա�ԭ����ø�ѹ��ĥ������ȫ��·��ϸ���飬��·����ɸ�ijߴ�Ϊ3~5 mm���Թ�ѹ��ƷԤ�ȷּ���ϸ������Ʒ(�ּ�����Ϊ������0.5 mm)����ϸ������Ʒ��������һ��ĥ��ֱ�ӽ������ĥ��õ�������0.074 mm������90%���ҵIJ�Ʒ������������Ʒ��������ĥ��ĥ�ù��ռȿ��Դ����ؽ���һ��ĥ������ĥ��(����һ��ĥ������ĥ���ɽ���40%~50%)���ֿ�������ĥ��ʱ�䡢���ĥ����Ч�ʣ���������ĥ������еĹ�����(������һ�δ�ĥ��)��
REFERENCES
[1] NORGATE T E, WELLER K R. Selection and operation of high pressure grinding rolls circuits for minimum energy consumption[J]. Minerals Engineering, 1994, 7(10): 1253-1267.
[2] FUERSTENAU D W, KAPUR P C. Newer energy-efficient approach to particle production by comminution[J]. Powder Technology, 1995, 82(1): 51-57.
[3] �� ��, �����, ������, ��С��. ��ѹ��ĥ�����ķ�չ������ѡ��ҵ��Ӧ��ǰ��[J]. �й���ɫ����ѧ��, 1998, 8(S2): s623-s626.
GAO Hang, FANG Cun-guang, YANG Xiao-ming, XU Xiao-he. Development of HPGR technology and the application prospect in the mineral processing[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(S2): s623-s626.
[4] MAXTON D, MORLEY C, BEARMAN R. A quantification of the benefits of high pressure rolls crushing in an operating environment[J]. Minerals Engineering, 2003, 16(9): 827-838.
[5] LIM W I L, WELLER K R. Some benefits of using studded surfaces in high pressure grinding rolls[J]. Minerals Engineering, 1999, 12(2): 187-203.
[6] DANIEL M J, MORRELL S. HPGR model verification and scale-up[J]. Minerals Engineering, 2004, 17(11/12): 1149-1161.
[7] AYDOGAN A, ERGUN L, BENZER H. High pressure grinding rolls (HPGR) applications in the cement industry[J]. Minerals Engineering, 2006, 19(2): 130-139.
[8] FUERSTENAU D W, LUTCH J J. The effect of ball size on the energy efficiency of hybrid high-pressure roll mill/ball mill grinding[J]. Powder Technology, 1999, 105(1): 199-204.
[9] van der MEER F P, GRUENDKEN A. Flowsheet considerations for optimal use of high pressure grinding rolls[J]. Minerals Engineering, 2010, 9(23): 663-669.
[10] Ԭ����, �� ��, �� ��, ��Ծ��. ��ѹ��ĥ������ƶ�������Ʒ��������[J]. ������ѧѧ��(��Ȼ��ѧ��), 2011, 32(6): 875-878.
YUAN Zhi-tao, LIU Lei, YAN Yang, HAN Yue-xin. Product size characteristics of low grade hematite in high pressure grinding roll[J]. Journal of Northeastern University (Natural Science), 2011, 32 (6): 875-878.
[11] HAN Yue-xin, LIU Lei, YUAN Zhi-tao. Comparison of low-grade hematite product characteristics in a high pressure grinding roller and jaw crusher[J]. Mineral & Metallurgical Processing, 2012, 29 (2): 75-80.
[12] �� ��, �ܽ���, ������, ������, �� ��. ��ͬ���鷽ʽ��ƶ������ʯ��ѡ���ԶԱ��о�[J]. ��ɽ��е, 2014, 42(7): 110-115.
LIU Lei, CAO Jin-cheng, GUO Zhen-xun, YUE Tie-bing, Liang. Comparative study on separation characteristics of lean hematite in various comminution modes[J]. Mining & Processing Equipment, 2014, 42(7): 110-115.
[13] LIU Lei, TAN Qi, YUE Tie-bing, GUO Zhen-xue. Pre-concentration of ultrafine crushed hematite ores[J]. Separation Science and Technology, 2014, 49(9): 144-1448.
[14] �� Ӣ, ����, ӡ����, Ҧ ��. ĥ����ѧ������ĥ���ٶȵ�Ӱ��[J]. ������ѧѧ��(��Ȼ��ѧ��), 2013, 34(5): 708-711.
HOU Ying, DING Ya-zhuo, YIN Wan-zhong, YAO Jin. Influence of grinding kinetics parameters on grinding speed[J]. Journal of Northeastern University (Natural Science), 2013, 34(5): 708-711.
[15] LIU Lei, HAN Yue-xin, YUAN Zhi-tao. Crushed product characteristics of low-grade hematite in high-pressure grinding roller[J]. Advanced Materials Research, 2011, 158(1): 35-41.
[16] ��ϣ��. �����ĥ��[M]. 3��. ����: ұ��ҵ������, 2013, 16: 135-136.
DUAN Xi-xiang. Crushing and grinding[M]. 3nd ed. Beijing: Metallurgical Industry Press, 2013, 16: 135-136.
[17] WILLS B A, NAPIER T J. Mineral processing technology[M]. Queensland: Elsevier Science & Technology Books, 2006: 96-97.
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51304175)
�ո����ڣ�2014-12-09�������ڣ�2015-04-25
ͨ�����ߣ��� �ڣ����о�Ա����ʿ���绰��0371-68632152��E-mail��liulei_9910@163.com

