���û��ڻҶȵĻ�Ϸ����Ż�Al6061/�����鸴�ϲ��ϵ���и�ղ���
��Դ�ڿ����й���ɫ����ѧ��(Ӣ�İ�)2017���5��
�������ߣ�A. DEY S. DEBNATH K. M. PANDEY
����ҳ�룺998 - 1010
�ؼ��ʣ��������죻����и��Ӧ���淽�������ڻҶȵ���Ӧ���淽�����������������ֵ����
Key words��compo casting; electrical discharge machining; response surface method; grey-based response surface methodology; analysis of variance; desirability analysis
ժ Ҫ����ú����Ϊ�������ϲ��ϵ���ǿ���ѵõ�Խ��Խ��Ĺ�ע���������ǿ�ض������ܣ������Լ����Ʊ��ɱ���Ȼ�����������ϲ��ϵļӹ����ܽϲ��������䷢չ�����о����ø������췽���Ʊ���ú����ǿAl6061�Ͻ�X����������������������ϲ�����ֻ���з�ú�ҿ������������������仯������õ���и��������Ʊ����������ϲ��ϵļӹ����ܡ����ò�ͬ�ĵ���и�ղ�����϶Բ���ȥ���ʡ��缫ĥ���ʡ�����ֲڶȵ����ܲ����������ۡ�������Ӧ���淽�������ĸ�����ƶ�����ʵ������������Ż�����û��ڻҶȵ���Ӧ���淽����������Ԥ�����и���ѹ�����ϡ����û��ڻҶ���Ӧ���淽��Ԥ��õ�����ѹ��ղ������ʱ���������ܲ����õ�������ߣ�����и�����3D����ͼ�������ϵı���������֯�����õ�������
Abstract: Fly ash has congregated considerable attention as a potential reinforcement for aluminum matrix composites (AMCs) to enhance selective properties and reduce the cost of fabrication. However, poor machinability of such AMCs limits their application. The present study focuses on the preparation of cenosphere fly ash reinforced Al6061 alloys by compo casting method. X-ray diffraction analysis of the prepared AMCs exposes the presence of cenosphere particles without any formation of other intermetallic compounds. In this study, electrical discharge machining (EDM) was engaged to examine the machinability of the prepared metal matrix composite (MMCs). The measured performance characteristics for the various combinations of input process parameters were considered to be MRR, EWR and SR. Face centered central composite design (CCD) of response surface method (RSM) was employed to design the number of experimental trials required and a hybrid approach of grey-based response surface methodology (GRSM) was imposed for predicting the optimal combination of processing parameter in EDM process. Generous improvement was observed in the performance characteristics obtained by employing both the optimal setting of machining parameters. The optical 3D surface profile graphs of the ED machined surface also revealed the improvement in surface quality and texture employing the optimal processing conditions proposed by hybrid GRSM approach.
Trans. Nonferrous Met. Soc. China 27(2017) 998-1010
A. DEY1, S. DEBNATH2, K. M. PANDEY1
1. Department of Mechanical Engineering, National Institute of Technology Silchar, Assam 788010, India;
2. Department of Production Engineering, National Institute of Technology Agartala, Tripura 799055, India
Received 11 April 2016; accepted 21 September 2016
Abstract: Fly ash has congregated considerable attention as a potential reinforcement for aluminum matrix composites (AMCs) to enhance selective properties and reduce the cost of fabrication. However, poor machinability of such AMCs limits their application. The present study focuses on the preparation of cenosphere fly ash reinforced Al6061 alloys by compo casting method. X-ray diffraction analysis of the prepared AMCs exposes the presence of cenosphere particles without any formation of other intermetallic compounds. In this study, electrical discharge machining (EDM) was engaged to examine the machinability of the prepared metal matrix composite (MMCs). The measured performance characteristics for the various combinations of input process parameters were considered to be MRR, EWR and SR. Face centered central composite design (CCD) of response surface method (RSM) was employed to design the number of experimental trials required and a hybrid approach of grey-based response surface methodology (GRSM) was imposed for predicting the optimal combination of processing parameter in EDM process. Generous improvement was observed in the performance characteristics obtained by employing both the optimal setting of machining parameters. The optical 3D surface profile graphs of the ED machined surface also revealed the improvement in surface quality and texture employing the optimal processing conditions proposed by hybrid GRSM approach.
Key words: compo casting; electrical discharge machining; response surface method; grey-based response surface methodology; analysis of variance; desirability analysis
1 Introduction
The advances in the field of material science influence the growing need for lightweight high strength structural materials in technologically advanced industries. Aluminum based metal matrix composites have been receiving considerable attention in the present material world owing to their superior strength, stiffness, resistance to high temperature and high wear resistance compared to unreinforced alloys [1-3]. Metal matrix composites (MMCs) with silicon carbide (SiC), aluminum oxide (Al2O3) and boron carbide (B4C) as reinforcements have significant advantage over conventional materials. However, the most essential factor that limits the application of AMCs is the high fabrication cost, which can be minimized by using inexpensive reinforcements such as natural minerals and fly ash. Fly ash is a waste by-product of coal combustion in thermal power plants, which is easily available in large quantities at minimal cost [4,5]. Several processing techniques (conventional and specific patented methods) have been attempted to fabricate Al-based MMCs reinforced with different kinds of ceramic particles, which include but not limited to stir casting [6], powder metallurgy [7], squeeze casting [8], mechanical alloying [9], and spray deposition [10]. The processing methods influence the microstructure and mechanical properties of the MMCs. The property enhancement of AMC requires the successful incorporation and distribution of the reinforcement particles into the molten matrix and acquires good bonding between them. Among those processing routes, stir casting is the most widely employed liquid casting process to prepare AMCs where the matrix is to melt completely and reinforcement particles are to be added into the molten metal in a vortex created using a mechanical stirrer [11]. Wettability is the major setback in stir casting between the molten matrix and the ceramic particle. Several techniques have been attempted to improve the wettability by many researchers, which include adding wettability agents [12] and fluxes [13], coating the ceramic particle [14] and preheating the reinforcement particles [15]. Implementa- tion of those techniques results in increase of the cost of fabrication. Another conventional processing route to improve the wettability of the casting is to reduce the casting temperature and incorporate the reinforcement particles into the aluminum matrix when the matrix is in a semi-solid state. This processing method is a modification of stir casting process and accordingly known as compo casting or slurry casting [16]. Several studies have been reported for enhanced wettability and better distribution of reinforcement particles in the Al-based MMCs produced by compo casting [17-19]. AMCs produced by such processing technique have been extensively used as structural material in aerospace and automotive industries.
However, the applications of existing MMCs are limited whereas the machinability is the major concern. Poor machinability of the material results in poor surface finish and excessive tool wear. Most of the time, the MMCs are difficult for machining with high accuracy by traditional techniques due to possession of higher hardness and reinforcement strength [20]. Hence, electrical discharge machining (EDM) process becomes a feasible method that does not require any mechanical energy to remove the material from the work material. In EDM process, material remove rate is not influenced by the mechanical properties like hardness, toughness, strength. Materials like composites and cemented tungsten carbide that have very poor machinability may also be processed by the EDM process without any major difficulties [21-23]. Moreover, it has been reported in several studies that the EDM machining parameters also play a significant role in deciding the performance characteristics likes material removal rates (MRR), electrode wear rates (EWR) and surface roughness (SR) [24]. The solution of multi-response optimization problems could be done by using methods like grey relational analysis (GRA), genetic algorithm (GA), artificial neural network (ANN), response surface methodology (RSM) and fuzzy logic [25,26]. However, the above techniques do not predict the non-linear relationship obtained between the design variables and responses. Taguchi-based technique has been employed to study the effects of input machining parameters in electrical discharge machining. Analysis of variance (ANOVA) has been performed to identify the contribution of each input variable [27-29]. However, Taguchi-based arrays which are used for single response optimization was failed to describe the important interaction effects. An evolutionary algorithm of genetic approach has also been utilized to model the surface roughness and kerf in laser processing and the effect of pulse frequency was observed to be more significant than the cutting speed [30]. The algorithm was then refined by using ANN for generating the models and GA to optimization [31]. However, difficulty was found in interpreting the non-linear relationship among various factors, while GA cannot fit well with the complexity of experimental domain. The RSM-based Taguchi approach was also implemented effectively in optimizing the multi-responses in laser cutting process [32,33]. Grey- based PCA, a hybrid approach, was also observed to effectively perform the multi-objective optimization [34].
In the past, the multi-objective optimization using RSM has been characterized by an indefinite saddle function in the form of quadratic response surface model. Thus, the grey relational grade was an effective choice for quality index in grey-based response surface methodology (GRSM) approach. Traditionally, RSM approach employing the second order central composite design (CCD) for observation of response surface, individual mathematical models has been produced for each of the observed response variable. This restricts the approach in observing the effects of individual parameters on that particular response alone. Moreover, the generated response surface model could be used to predict the effects of the parameter on those responses only and thereby restricted the use of traditional RSM employing CCD in the study related to simultaneous optimization. The disclosed approach of GRSM aims at amalgamating the grey theory with RSM to permit the feasibility of simultaneous optimization of the multiple objective problems. Face centered CCD of RSM approach was employed for design of the experiments. The grey relation theory was implemented to minimize the variability among the responses and integrate them into the grey relational grade, which was selected as the prototypical of responses in the disclosed methodology of GRSM. This integrated performance measure has been examined by using RSM, generating the scope for simultaneous optimization of the multi-objective responses. From the comprehensive survey of the literature, it was acknowledged that research work in the area of die sinking EDM process of MMCs was limited. Though the implementation of RSM and desirability approach was existent in literature, the concomitant optimization of multiple response characteristics in die sinking EDM was scarce. It was most solicit from an industrial standpoint to process in EDM with good quality characteristics like maximum MRR, good surface finish and lesser EWR. Hence, the present investigation focuses towards divining the optimal process parameter for AA6061/cenosphere composites using a hybrid approach of grey-based RSM.
2 Preparation of AMC
Aluminum AA6061 block was placed in a coated graphite crucible to avoid contamination and heated using an induction electrical furnace. The hollow fly ash particles were collected from NTPC Thermal Power Station, Farakka, India. The chemical compositions of AA6061 alloys and cenosphere particles are shown in Table 1 and Table 2, respectively. The FESEM image and EDS pattern of the cenosphere particles are shown in Fig. 1. The average size and density of cenosphere particles were 30-45 ��m and 2300 kg/m3, respectively. The temperature of the induction furnace was maintained at 610 ��C. Cenosphere particles with measured quantity were added to the semi-solid aluminum. Mechanical stirrer was used for the simultaneous stirring of the semi-solid slurry. Stirring was continued until all the cenosphere particles were mixed with the semi-solid aluminum. The slurry was then poured into the heated mould for the preparation of specimen after stirring. To enhance the fluidity of semi-solid slurry, the pouring temperature was kept slightly higher than the casting temperature. Castings were made of various amounts of cenosphere particles (2%, 4%, 6% and 8%). The various casting process parameters are given in Table 3. Composites were prepared from the castings to carry out microstructural characterization. The composite samples were polished using standard metallographic technique and etched with Keller��s reagent. The etched specimens were observed under high-resolution optical microscope LEICA-DFC295. X-ray diffraction patterns (XRD) were recorded using Panalytical X-ray diffractometer. The microhardness of the specimen was measured using a microhardness tester at 500 g load applied for 15 s.
Table 1 Chemical composition of AA6061 alloy (mass fraction, %)

Table 2 Chemical composition of cenosphere fly ash (mass fraction, %)


Fig. 1 Microstructure of cenosphere particles
Table 3 Compo casting process parameters

3 Machine setup and experimental details
To obtain a more accurate result, the experiments were carried out on a die-sinking EDM of type Sparkonix S-25, performed for 20 min. The work piece materials of sizes 20 mm �� 20 mm �� 5 mm and electrolytic circular copper electrode of 10 mm in diameter were used. The electrode was promoted over the other types and shapes of electrodes with anticipated higher material remove rate and lower electrode wear rate [35]. The dielectric fluid employed for the experiments was commercial grade hydrocarbon oil and impulse jet flushing system was utilized to flush away the eroded particles from the machining zone. The material removal rate and electrode wear values have been measured using a digital mass balance of precision 0.001 g by counting the difference in mass between the work piece and electrode before and after the machining.
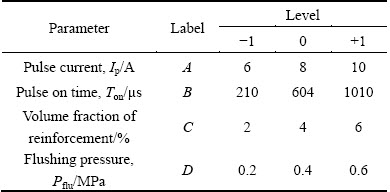
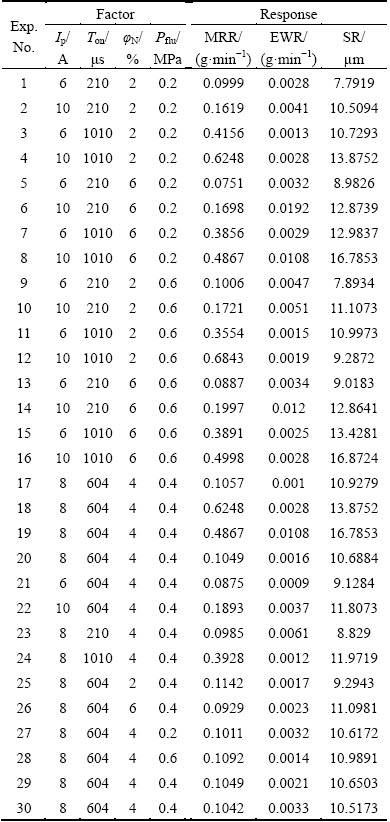
The quality characteristics of the machining surface were controlled by dominant process parameters like peak current (Ip), pulse on time (Ton), volume fraction of reinforcement (��r) and flushing pressure (Pflu) [36]. The exploratory machining trials were executed to lessen the allowable range of process variables and to categorize the adequate upper and lower bounds of parameters, for which machining surface quality remained ample with marginal heat affected zone and minimum detritus. The process parameters were assorted at three levels and face-centered CCD of RSM was considered to conduct the machining trials. Table 4 shows both actual and coded values of all the machining parameters and their feasible ranges. A uniform gap was ensured between the surfaces of the work piece and electrode materials during each trial. The measured quality characteristics include the material removal rate (MRR), electrode wear rate (EWR) and surface roughness (SR). EWR indicates the loss of electrode material and roughness of machining surface represents the surface texture. The Taylor Hobson-80G (optical surface roughness tester) was employed to measure the surface roughness of the composite samples. The surface roughness (Ra) values for centre-line average were acquired for a cut-off length of 0.6 mm. The parametric combination during various machining trials and the quality characteristics (average response of two replicated machining trials) acquired are shown in Table 5.
Table 4 EDM machining parameters with their levels
4 Multi-response optimization using grey- based response surface methodology (GRSM)
The multi-response optimization technique is an offline quality control approach contributing a practical framework to the requirement for good surface finish on machined surfaces. Grey relational analysis is an affecting measurement method in grey system theory that demonstrates uncertain relations among each response characteristics and all the other process parameters in a given system [37]. The grey relation analysis recompenses the snag of regression analysis by establishing the relationship between elements based on the amount of deviation or resemblance of trends among those elements [38]. The grey relational grade deliberated using the grey analysis is used as a quality illustrative of all the responses characteristics, which further is modeled by employing the RSM approach furnishing the scope for concurrent optimization of the responses. The method of grey-based response surface methodology (GRSM) imparted in two phases.
Table 5 Design layout and experimental results
4.1 Grey relational analysis
Step 1: Data pre-processing. Data pre-processing is recommendable when the sequence disperse range is too immense, or when the directions of the target in the sequences are divergent. Data pre-processing is also preferred since the unit and range in one data concatenation may differ from the others. Data pre-processing is a means of converting the original sequence to a comparable sequence. There are various methodologies of data pre-processing obtainable for the grey relational theory depending on the attributes of a data sequence [39].
If the goal of original sequence is unbounded, then it has a characteristic of the ��higher is better��. To normalize the original sequence, the followings are employed:
 (1)
(1)
When the attribute of the original sequence is a ��lower is better��, then the original sequence should be normalized as follows:
 (2)
(2)
However, if there is a definite goal (desired value) to be attained, then the original sequence will be normalized in form:
 (3)
(3)
where i=1, ��, m; k=1, ��, n. m is the number of observation and n is the number of response.  represents the original data sequence, after data pre-processing, the sequence is designated as
represents the original data sequence, after data pre-processing, the sequence is designated as 
 is the largest value of ,
is the largest value of ,  is the smallest value of and x0 is the target value.
is the smallest value of and x0 is the target value.
Step 2: Generation of grey relational coefficient and grey relational grade. To measure the relevancy between two systems or two sequences, the grey relational grade is required. When only one sequence, x0(k), is obtainable as the reference sequence, and all other sequences perform as comparable sequences which are denoted as local grey relation measurement. After data pre-processing is carried out, compute the grey relation coefficient (GRC(��i(k))) for the kth performance characteristics in the ith observation to explore the correlation among the perceived and original normalized experimental results [40] using Eq. (4) [39,41,42].
 (4)
(4)
where ��0i is the deviation sequence between reference sequence and the comparable sequence.



 is the referential sequence;
is the referential sequence;  is the comparative secquence.
is the comparative secquence.
�� is the distinguishing or identification coefficient whose value is (�ơ�[0,1], the value may be different based on the requirements of real system) chosen to magnify the significant difference between the relational coefficients. A value of �� is smaller and the eminent capability is greater. ��=0.5 is generally used.
After deriving the GRC value, the average of GRC values was computed using Eq. (5) to obtain the grey relational grade (GRG). The GRG is apprehending as the single representative of the multiple quality characteristics or responses [38].
 (5)
(5)
4.2 Response surface methodology
The response surface methodology is an effective tool, which demonstrates the relationship between the design variables and quality characteristics for attaining either maximization or minimization of the responses. The convolution increases with the number of quality characteristics perceived during testing [32]. In consequence, the GRG representing the multiple responses considers a single performance and is employed for the creation of response surfaces. A mathematical model is established for the GRG, which is a second order polynomial regression equation of (quadratic model) developed to explain the performance within the system domain [33].
Step 3: Analysis of variance (ANOVA) is performed with obtained GRG values. The ANOVA has executed to companion the GRSM approach and to recognize the contribution of each independent variable (parameters) in affecting the quality characteristics.
Step 4: Generate the response surfaces to examine the effects of different parameter levels and their interactions on the GRG.
Step 5: Govern the optimal EDM processing condition employing the desirability function.
Step 6: The confirmation experiment is conducted to validate the optimal parameter setting.
5 Results and discussion
5.1 Microstructural characterization
The high-resolution optical micrographs and the XRD patterns of the prepared AMCs are shown in Figs. 2 and 3, respectively. The diffraction peaks of SiO2, Al2O3 and Fe2O3, which represent the major elements of the cenosphere particles, are distinctly identified. The intensities of the peaks rise as cenosphere content within the matrix increases. It is noticed in Fig. 3 that the diffraction peaks of aluminum in the composites are slightly shifted to lower 2�� compared to that of base alloy due to the addition of cenosphere particles in the aluminum matrix. It is obvious from Fig. 3 that there are no other diffraction peaks detected except the peaks for elements Al, SiO2, Al2O3 and Fe2O3. This observation leads to a conclusion that during the casting of AMCs, the integrity of cenosphere particles was conserved. At the processing temperature of compo casting, cenosphere particles are thermodynamically stable. The occurrence of any interfacial reaction between fly ash particles and aluminum matrix during casting has not been observed. Such interfacial reactions in the composites would often result in the formation of brittle intermetallic compounds and degrade the significant properties. A wider zone of interfacial reaction and consequently the formation of brittle MgAl2O4 spinal were observed at the interface of aluminum�Cfly ash in A356/fly ash AMC prepared by stir casting as reported by RAJAN et al [43]. Iron-rich intermetallic compounds were noticed by ZAHI and DAUD [5] at the interface of Al/fly ash AMC produced by stir casting. The processing temperature of compo casting is the reason for absence of such intermetallic compounds in the XRD patterns of the prepared composites. The processing temperature of compo casting is considerably low in comparison to that of stir casting, which is inadequate to initiate any interfacial reactions. This semi-solid processing route to fabricate AMCs assists in abolishing the interfacial reactions.

Fig. 2 Optical images of AA6061/cenosphere

Fig. 3 XRD patterns of AA6061/cenosphere compocast composites
5.2 Grey relational generation
The grey relation theory was employed to transmute the unkempt original experimental data into a systematic sequence to obtain the relationship among the different elements [38]. The responses observed for SR and EWR were treated as the-lower-the-better characteristics and the responses observed for MRR considered as the- higher-the-better with a target value of zero. A linear normalization has been attempted on the perceived responses and the corresponding values for pre-processed data and GRG are listed in Table 6 and Table 7, respectively. The values of GRG provide the sole representation for the three responses and an inflated value of GRG was desired nevertheless of the essence of the experimental responses. The GRG values plotted for the various trials for experiments are shown in Fig. 4. The crest GRG value was observed for the twelfth trial, demonstrating the proximity of the operating condition to the optimum setting of the parameter.
Table 6 Pre-processed data and corresponding deviation sequences
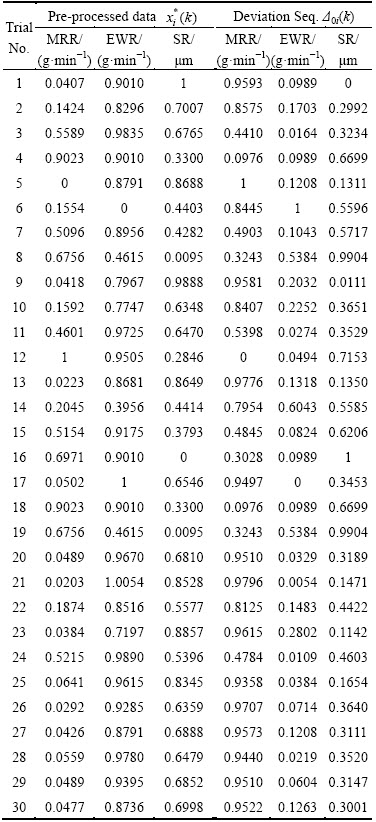
Table 7 Calculated values of GRC and GRG for various experimental trials


Fig. 4 Variation in GRG values during different experimental trials
5.3 Mathematical model for GRG
The RSM approach employs a mathematical technique to map the decision variables with the quality characteristics and generate a second order polynomial equation (quadratic model). The formed mathematical model appraises the association and explores the discrete and interaction effects of process parameters on the response characteristics, hence offering the extent to investigate the behaviour of the system [32,33]. Face centered CCD of RSM was employed for the design of experiment. A mathematical model was generated for the response surface to describe the effect of EDM process parameters on the GRG. Design expert software (version 9.0.0) was used to formulate the model coefficients and the precise quadratic model after eliminating the insignificant terms (model reduction) was disclosed in Eq. (6).
GRG=0.56+3.823��10-3A-0.036B+8.000��10-3D+0.054AC+0.034AD-0.018BD+8.235��10-3A2+0.043B2+9.787��10-3C2+0.051D2 (6)
5.4 Model fitness and adequacy verification
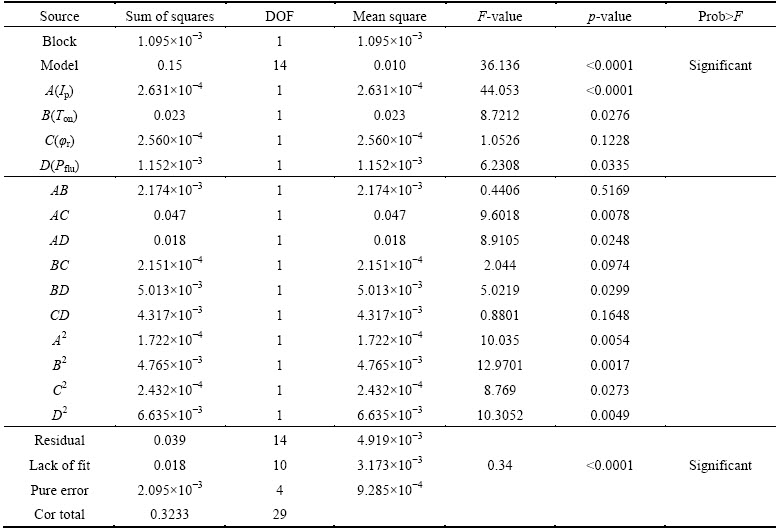
The analysis of variance (ANOVA) was performed to realize the adequacy of the model and consequently determine the significance of coefficients and fitness of the model in establishing a methodical relationship between the observed quality characteristics and the process parameters. The established quadratic model for GRG obtained from the ANOVA analysis (Table 8) was found to be significant which has been proved by the model F-value (36.136). The probability of a greater F-value caused by the unmanageable noise factors was noticed to be less by 0.01%. The influence of various terms in the model was demonstrated by the lesser probability value. Hence, the results of ANOVA had revealed the significance of model terms A, B, D, the interaction terms AC, AD, BD and second order (quadratic) of factors A, B, C and D. The model developed for GRG was further refined by eliminating the insignificant terms. The results for ANOVA had manifested the ability of developed model (Eq. (6)) in representing the operating conditions in die sinking EDM process. The values of R-squared and adequate precision were spelled out using the design expert software 10.0. The value of R-square for the generated model had noticed to be 0.9607 (close to unity), evidence for a better fit between the mathematical model and the actual responses obtained within the domain of experiment. The adjusted and predicted R-squared values were in reasonable consensus with each other, demonstrating the fitness of observed experimental data to the developed model. The adequate precision value (20.8709) was remarkably larger than 4.0, attesting the desired model discrimination. Hence, the developed mathematical model exhibits the higher values of determination coefficient and adequate precision could be deemed fit to estimate the GRG values.
Table 8 ANOVA table for GRG
5.5 Study of response surfaces
Based on the generated quadratic polynomial equation (Eq. (6)), the response surface plots (Fig. 5) were drawn correlating the dependent variable GRG with the independent process variables such as pulse current, pulse on time, volume fraction of reinforcement and flushing pressure. Three different plots of response surface were developed and displayed, evading the plot of interaction with insignificant effect. A lower level of pulse on time and a higher level of peak current were desired (Figs. 5(a) and (b)) to enhance the value of GRG and hence the responses. This is attributed to high instantaneous energy in pulses at high current, resulting in melting and re-solidification and thus affecting the finish of the EDMed surface. The use of flushing pressure leads to easy removal of eroded materials from the machining surface, minimizing the dross (Fig. 5(c)). The purging out of dross at higher flushing pressure could reduce the surface roughness improving the value of GRG [44]. The adequate eviction of debris particles by high flushing pressure also enhanced the machinability of the prepared AMCs. A higher level of pulse current (Figs. 5(a) and (b)) was found to increase the energy content of each spark which is utmost crucial in melting and evaporating the matrix alloys. The assist flushing pressure unfastens a portion of reinforcements along with it, while some allocation of the reinforcement particles requires more thermal energy for vaporizing them. However, higher pulse energy at higher pulse on time may cause thermal damage to the ED machined surface, while a higher reinforcement content causes striations and spoils the surface finish. Hence, a lower level (2%) of reinforcement content is desired while machining for better surface finish.

Fig. 5 Response surface plots for illustrating effects of parameter interactions on GRG
5.6 Desirability analysis
The desirability analysis can be of three types, viz. the-smaller-the-better, the-larger-the-better, and the- nominal-the-better. The desirability study was performed on the derived GRG values using the-larger-the-better desirability function for MRR and the operating condition generating the maximum value of desirability was considered as optimal processing condition (Table 9). The desirability function for EWR and SR was chosen as the-smaller-the-better characteristics. The optimal level of EDM process parameters was identified as pulse current of 9.9126 A, pulse on time of 210.002 ��s, reinforcement content of 3.6936% and flushing pressure of 0.5999 MPa. The desirability values indicating the preferred level of different process parameters are depicting in the ramp function graph (Fig. 6). The level of desirability was located by a dot on each ramp and the altitude of the dot indicates the aggregates of desirability. The optimal desirability value was observed at the peak rising part of the graph representing a desirability value of 1.00 and asserting a significant degree of contiguity between the target value and responses. The plot revealing the original and predicted values of GRG produce evidence for degree of proximity (Fig. 7). Most of the data fall near to a straight line demonstrating the normal distribution of noises. Hence, the divination can be regarded as dependable.
Table 9 Selection of optimal level of EDM machining parameters


Fig. 6 Ramp function graphs of desirability for AA6061/cenosphere AMCs

Fig. 7 Plot of predicted versus actual GRG values
The optimal value of pulse current was observed as 9.9126 A. A greater level of pulse current could enlarge the spark discharge energy to facilitate the action of melting and vaporization thereby increasing the MRR [45]. However, the electrode wear rate could be severe at lower values of pulse on time, while a higher value increases the MRR. Hence, a low Ton of 210.002 ��s was obtained as the optimal level from desirability analysis. As the cenosphere particles are nonconductive in nature, a higher level of reinforcements could cause lower MRR and spoil the surface finish. Hence, a lower level of content of reinforcement (3.6936) was chosen as the optimal level. A higher value of flushing pressure (0.5999 MPa) was considered as the optimal level for easy and effective ejection of debris and spark eroded particles.
5.7 Confirmation experiment
A confirmation experiment has been required to validate the hybrid approach of GRSM implemented for optimization. The combination of process parameter (Trial 12) for which the quality characteristics yielded the peak value of GRG (0.7738) was selected as the initial setting of process parameter. The responses obtained for the initial parameter setting were compared with those observed with the optimal parameter setting, predicted by the hybrid GRSM approach (Table 10). It has been noticed that the hybrid GRSM technique had marginally improved the quality characteristics. The surface roughness of the EDMed surface was significant in appraising the quality of machined parts. The functional aspects of the components made of aluminum- based MMCs in automotive and aerospace applications demand attributes such as wear resistance, lubricant holding capabilities and heat dissipation, which significantly depend on the surface roughness. A good finished surface could avert further processing and thereby reducing the cost and time as well. Significant reduction of 17.936% was observed in surface roughness of the machined surface achieved with the GRSM setting. Figures 8 and 9 show the 3D optical EDMed surfaces generated with initial settings of machining parameter and the GRSM setting, respectively. An appreciable depletion in striations was noticed with the ED machining with optimal setting of parameter. The P-profile graphs were also displayed to explain the decrement in surface roughness obtained with optimal parameters settings. The images of 3D optical surface profilometer show an improved texture of the EDMed surface acquired with the GRSM setting. The improved surface texture was indicated by the variations in peak heights as visualized from Fig. 9(a).
Table 10 Responses obtained with initial setting of parameter and GRSM setting


Fig. 8 3D optical image of EDMed surfaces obtained

Fig. 9 3D optical image of EDMed surfaces obtained
6 Conclusions
1) The hybrid GRSM approach was found to be effective, fit and adequate in predicting the optimal setting of ED machining parameters for Al6061/ cenosphere AMCs (pulse current of 9.9126 A, pulse on time of 210.002 ��s, reinforcement content of 3.6936% and flushing pressure of 0.5999 MPa).
2) The experimentally obtained values of grey relational grade (GRG) and the predicted values matched reasonably well, demonstrating an adequate fitness of the model.
3) The machining parameters investigated in the ED machining process (pulse current, pulse on time, reinforcements content and flushing pressure) were found to be significant in affecting the responses illustrated by GRG. The developed model for response surface has been found to be adequate and substantial in establishing the relationship among various ED machining parameters.
4) The GRA was employed to generate the single representative (GRG) for the three conflicting process variables or responses studied in EDM and RSM technique was utilized to generate a model for GRG values. Hence, the ambivalence handling ability of grey relation theory was united with the modelling competencies of RSM approach, permitting the implementation of hybrid GRSM technique for multi objective optimization problems in manufacturing industries.
Acknowledgements
The authors are grateful to the Sophisticated Analytical Instrument Facility (SAIF), Indian Institute of Technology Bombay, Department of Mechanical Engineering, National Institute of Technology Silchar, Department of Production Engineering, National Institute of Technology Agartala, India, for providing the fabrication facilities. The authors are also thankful to Dr. Ram Naresh RAI and Mr. Biswanath KARMAKAR for their assistance offered to execute the above work.
References
[1] VIJAY S J, MURUGAN N. Influence of tool pin profile on the metallurgical and mechanical properties of friction stir welded Al-10wt.% TiB2 metal matrix composite [J]. Materials & Design, 2010, 31: 3585-3589.
[2] GOPALAKRISHNAN S, MURUGAN N. Production and wear characterization of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method [J]. Composites (Part B), 2012, 43: 302-308.
[3] ASHOK KUMAR B, MURUGAN N. Metallurgical and mechanical characterization of stir cast AA6061-T6-AlNp composite [J]. Materials & Design, 2012, 40: 52-58.
[4] KUMAR P R S, KUMARAN S, SRINIVASA RAO T, NATARAJAN S. High temperature sliding wear behaviour of press�C extrudedAA6061/fly ash composite [J]. Materials Science and Engineering A, 2010, 527: 1501-1509.
[5] ZAHI S, DAUD A R. Fly ash characterization and application in AL-based Mg alloy [J]. Materials & Design, 2011, 32: 1337-1346.
[6] KALAISELVAN K, MURUGAN N, PARAMESWARAN S. Production and characterization of AA6061-B4C stir cast composite [J]. Materials & Design, 2011, 32: 4004-4009.
[7] RAHIMIAN M, EHSANI N, PARVIN N, BAHARVANDI H R. The effect of particle size, sintering temperature and sintering time on the properties of Al-Al2O3 composites, made by powder metallurgy [J]. Journal of Materials Processing Technology, 2009, 209: 5387-5393.
[8] XIU Z, YANG W, CHEN G, JIANG L, MAC K, WU G. Microstructure and tensile properties of Si3N4p/2024Al composite fabricated by pressure infiltration method [J]. Materials & Design, 2012, 33: 350-355.
[9] SRINIVASARAO B, SURYANARAYANA C, OH-ISHI K, HONO K. Microstructure and mechanical properties of Al-Zr nanocomposite materials[J]. Materials Science and Engineering A, 2009, 518: 100-107.
[10] SRIVASTAVA V C, OJHA S N. Microstructure and electrical conductivity of Al-SiCp composites produced by spray forming process [J]. Bulletin of Materials Science, 2005, 28: 125-130.
[11] KOK M. Production and mechanical properties ofAl2O3 particle- reinforced 2024 aluminium alloy composites[J]. Journal of Materials Processing Technology, 2005, 161: 381-387.
[12] HASHIM J, LOONEY L, HASHMI M S J. The enhancement of wettability of SiC particles in cast aluminium matrix composites [J]. Journal of Materials Processing Technology, 2001, 119: 329-335.
[13] KERTI I, TOPTAN F. Microstructural variations incast B4C- reinforced aluminium matrix composites (AMCs) [J]. Materials Letter, 2008, 62: 1215-1218.
[14] RAMESHA C S, KESHAVAMURTHY R, CHANNABASAPPA B H, AHMED A. Microstructure and mechanical properties of Ni-P coated Si3N4 reinforced Al6061 composites [J]. Materials Science and Engineering A, 2009, 502: 99-06.
[15] SAHIN Y. Preparation and some properties of SiC particle reinforced aluminium alloy composites [J]. Materials & Design, 2003, 24: 671-679.
[16] AMIRKHANLOU S, REZAEI M R, NIROUMAND B, TOROGHINEJAD M R. High-strength and highly-uniform composites produced by compocasting and cold rolling processes [J]. Materials & Design, 2011, 32: 2085-2090.
[17] CESCHINI L, MINAK G, MORRI A. Tensile and fatigue properties of the AA6061/20vol.%Al2O3p and AA7005/10vol.%Al2O3p composites [J]. Composites Science and Technology, 2006, 66: 333-342.
[18] SAJJADI S A, EZATPOUR H R, PARIZI M T. Comparison of microstructure and mechanical properties of A356 aluminium alloy/Al2O3 composites fabricated by stir and compo-casting processes [J]. Materials & Design, 2012, 34: 106-111.
[19] AMIRKHANLOU S, NIROUMAND B. Fabrication and characterization of Al356/SiCp semisolid composites by injecting SiCp containing composite powders [J]. Journal of Materials Processing Technology, 2012, 212: 841-847.
[20] RAJMOHAN T, PALANIKUMAR K, KATHIRVEL M. Optimization of machining parameters in drilling hybrid aluminum metal matrix composites [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 1286-1297.
[21] HO K H, NEWMAN S T. State of the art electrical discharge machining (EDM) [J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1287-1300.
[22] GOPALAKANNAN S, SENTHILVELAN T, KALAICHELVAN K. Modeling and optimization of Al 7075/10wt % Al2O3 metal matrix composites by response surface method [J]. Advanced Materials Research, 2012, 488-489: 856-860.
[23] LIN Mao-yong, TSAO Chung-chen, HSU Chun-yao, CHIOU Ai-huei, HUANG Peng-cheng, LIN Yu-cheng. Optimization of micro milling electrical discharge machining of Inconel 718 by Grey-Taguchi method [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 661-666.
[24] PRAMANIK A, BASAK A K, ISLAM M N, LITTLEFAIR G. Electrical discharge machining of 6061 aluminium alloy [J]. Transactions of Nonferrous Metals Society of China, 2015, 25: 2866-2874.
[25] SELVAKUMAR G, SORNALATHA G, SARKAR S, MITRA S. Experimental investigation and multi-objective optimization of wire electrical discharge machining (WEDM) of 5083 aluminum alloy [J]. Transactions of Nonferrous Metals Society of China, 2014, 24: 373-379.
[26] KRISHNAIAH K, SHAHABUDEEN P. Applied design of experiments and taguchi methods [M]. New Delhi, India: PHI Learning Pvt Ltd, 2012.
[27] RENGASAMY N V, RAJKUMAR M, SENTHIL KUMARAN S. An analysis of mechanical properties and optimization of EDM process parameters of Al 4032 alloy reinforced with ZrB2 and TiB2 in-situ Composites [J]. Journal of Alloys and Compounds, 2016, 662: 325-338.
[28] VERMA V, SAJEEVAN R. Multi process parameter optimization of Die sinking EDM on Titanium alloy (Ti6Al4V) using Taguchi approach [J]. Materials Today Proceedings, 2015, 2: 2581-2587.
[29] GOSWAMI A, KUMAR J. Optimization in wire-cut EDM of Nimonic-80A using Taguchi��s approach and utility concept [J]. Engineering Science and Technology, an International Journal, 2014, 17: 236-246.
[30] KONDAYYA D, GOPALAKRISHNA A. An integrated evolutionary approach for modelling and optimization of laser beam cutting process [J]. International Journal of Advanced Manufacturing Technology, 2013, 65(1-4): 259-274.
[31] TSAI Ming-Jong, LI Chen-Hao, CHEN Cheng-Che. Optimal laser-cutting parameters for QFN packages by utilizing artificial neural networks and genetic algorithm [J]. Journal of Materials Processing Technology, 2008, 208(1-3): 270-283.
[32] SHARMA A, YADAVA V. Modelling and optimization of cut quality during pulsed Nd: YAG laser cutting of thin Al-alloy sheet for curved profile [J]. Optics and Lasers in Engineering, 2013, 51(1): 77-88.
[33] DUBEY A K, YADAVA V. Multi-objective optimisation of laser beam cutting process [J]. Optics & Laser Technology, 2008, 40(3): 562-570.
[34] ADALARASAN R, SANTHANAKUMAR M, SHANMUGA SUNDARAM A. Optimization of weld characteristics of friction welded AA 6061-AA 6351 joints using grey-principal component analysis (G-PCA) [J]. Journal of Mechanical Science and Technology, 2014, 28(1): 301-307.
[35] SOHANI M S, GAITONDE V N, SIDDESWARAPPA B, DESHPANDE A S. Investigations into the effect of tool shapes with size factor consideration in sink electrical discharge machining (EDM) process [J]. International Journal of Advanced Manufacturing Technology, 2009, 45: 1131-1145.
[36] ADALARASAN R, SANTHANAKUMAR M, RAJMOHAN M. Optimization of laser cutting parameters for Al6061/SiCp/Al2O3 composite using grey based response surface methodology (GRSM) [J]. Measurement, 2015, 73: 596-606.
[37] TOSUN N. Determination of optimum parameters for multi-performance characteristics in drilling by using grey relational analysis [J]. International Journal of Advanced Manufacturing Technology, 2006, 28: 450-455.
[38] SINGH P N, RAGHUKANDAN K, PAI B C. Optimization by grey relational analysis of EDM parameters on machining Al-10%SiCP composites [J]. Journal of Materials Processing Technology, 2004, (155-156): 1658-1661.
[39] FUNG C P. Manufacturing process optimization for wear property of fibre-reinforced polybutylene terephthalate composites with grey relational analysis [J]. Wear, 2003, 254: 298-306.
[40] LI C H, TSAI M J. Multi-objective optimization of laser cutting for flash memory modules with special shapes using grey relational analysis [J]. Optical & Laser Technology, 2009, 41(5): 634-642.
[41] HO C Y, LIN Z C. Analysis and application of grey relation and ANOVA in chemical�Cmechanical polishing process parameters [J]. International Journal of Advanced Manufacturing Technology, 2003, 21: 10-14.
[42] LO S P. The application of an ANFIS and grey system method in turning tool-failure detection [J]. International Journal of Advanced Manufacturing Technology, 2002, 19: 564-572.
[43] RAJAN T P D, PILLAI R M, PAI B C, SATYANARAYANA K G, ROHATGI P K. Fabrication and characterization of Al-7Si- 0.35Mg/fly ash metal matrix composites processed by different stir casting routes [J]. Composites Science and Technology, 2007, 67: 3369-3377.
[44] KARATAS C, KELES O, USLAN I, USTA Y. Laser cutting of steel sheets: Influence of work piece thickness and beam waist position on kerf size and stria formation [J]. Journal of Materials Processing Technology, 2006, 172(1): 22-29.
[45] LUIS C J, PUERTAS I, ALVAREZ L. Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC-Co [J]. Journal of Materials Processing Technology, 2004, 153-154: 1026-1032.
A. DEY1, S. DEBNATH2, K. M. PANDEY1
1. Department of Mechanical Engineering, National Institute of Technology Silchar, Assam 788010, India;
2. Department of Production Engineering, National Institute of Technology Agartala, Tripura 799055, India
ժ Ҫ����ú����Ϊ�������ϲ��ϵ���ǿ���ѵõ�Խ��Խ��Ĺ�ע���������ǿ�ض������ܣ������Լ����Ʊ��ɱ���Ȼ�����������ϲ��ϵļӹ����ܽϲ��������䷢չ�����о����ø������췽���Ʊ���ú����ǿAl6061�Ͻ�X����������������������ϲ�����ֻ���з�ú�ҿ������������������仯������õ���и��������Ʊ����������ϲ��ϵļӹ����ܡ����ò�ͬ�ĵ���и�ղ�����϶Բ���ȥ���ʡ��缫ĥ���ʡ�����ֲڶȵ����ܲ����������ۡ�������Ӧ���淽�������ĸ�����ƶ�����ʵ������������Ż�����û��ڻҶȵ���Ӧ���淽����������Ԥ�����и���ѹ�����ϡ����û��ڻҶ���Ӧ���淽��Ԥ��õ�����ѹ��ղ������ʱ���������ܲ����õ�������ߣ�����и�����3D����ͼ�������ϵı���������֯�����õ�������
�ؼ��ʣ��������죻����и��Ӧ���淽�������ڻҶȵ���Ӧ���淽�����������������ֵ����
(Edited by Yun-bin HE)
Corresponding author: A. DEY; E-mail: abhijit14302110@gmail.com
DOI: 10.1016/S1003-6326(17)60117-1

