
Effects of volume fraction of SiC particles on mechanical properties of SiC/Al composites
SONG Min(�� �G)
State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China
Received 10 August 2009; accepted 15 September 2009
Abstract: SiC particle reinforced pure aluminum composites were fabricated using a powder metallurgy method. The effect of the volume fraction of the SiC particles on the mechanical properties of the composites was studied by both model simulation and experiment. The results indicate that the yield strength and tensile strength increase, but the elongation decreases with the increase in the volume fraction of the SiC particles. Both the modified shear lag model and the multi-scale model predicted yield strength and normalized elongation show similar evolution trends with the experimental data. However, the modified shear lag model underestimates the yield strength due to the ignorance of the strengthening mechanisms caused by grain refinement and dislocations interaction by the introduction of the SiC particles, and the multi-scale model overestimates the normalized elongation due to the ignorance of the pores distributed in the matrix.
Key words: SiC/Al composites; mechanical properties; microstructure
1 Introduction
The aluminum-alloy-based metal matrix composites reinforced with SiC particles are widely used in aerospace, military, and civil manufacturing industries, because of their high strength, modulus, wear resistance and fatigue resistance[1-3]. Usually, the introduction of the SiC particles increases the elastic modulus and yield stress but decreases the ductility and toughness of the composites[4-6]. Optimizing the mechanical properties of the SiC reinforced aluminum alloy composites attracted continuous interest during the last several decades. The work includes both experimental studies and mechanical modeling. The Eshelby-type model, the shear lag model and the modified shear lag model[7-9] were successfully used to predict the yield stress and elastic modulus of the SiC/Al composites. Recent studies[10-13] developed a multi-scale model to quantify the relationship between tensile ductility and fracture toughness of the SiC particle reinforced aluminum alloy composites with the microstructures, such as volume fraction and granularity of the SiC particles. It was shown by the models[7-13] that the mechanical properties (including both the strength and plasticity) of the composites depend a lot on the volume fraction and granularity of the SiC particles. In this work, SiC reinforced pure aluminum composites were fabricated using a powder metallurgy method. The effect of the volume fraction of the SiC particles on the mechanical properties of the composites was studied. The modified shear lag model[7-9] and the multi-scale model[10-13] were used to study the effect of the volume fraction of the SiC particles on the yield stress and elongation of the composites.
2 Experimental
In the present work, SiC powders with an average granularity of 70 ��m and Al powders with an average granularity of 40 ��m were used to fabricate the composites. A commercial pure aluminum with purity of 99.5% was used to prepare aluminum powders by powder metallurgy method. The volume fractions of the SiC particles in the composites are 0, 4%, 8%, 12%, 16% and 20%. Proper Al and SiC powders were ball-mixed for 10 h using a powder rotator mixer. The ball-to- powder mass ratio was 3?1. The mixed powders were die-pressed at room temperature under a pressure of 66 MPa in a 44 mm diameter cylindrical steel die to produce the compacts of 40 mm in thickness. The specimens were then sintered in a vacuum furnace with a pressure of 10-3 Pa at a heating rate of 10 ��/min to a temperature of 575 ��. At 575 ��, the specimens were sintered for 10 h. After sintering, the specimens were hot extruded to rods at 570 �� with an extrusion ratio of 9?1.
The yield strength, tensile strength and elongation of the composites were measured by tensile testing. At room temperature, the dog-bone-shaped tensile specimens, having a gauge size of 6 mm in diameter and 40 mm in length, were served in the tensile test at a constant strain rate of 5��10-4 s-1 on an Instron 8802 testing machine. The yield stress was determined at the 0.2% strain. All the specimens have an axis along the extrusion direction. The microstructures of the composites were studied using Neophot-21 optical microscope, while the fracture surfaces of the tensile specimens after tensile testing were studied using JSM-6360LV scanning electron microscope (SEM).
3 Results
3.1 Optical microstructures
Fig.1 shows the optical microstructures of the composites with 8%, 12%, 16% and 20% volume fractions of the SiC particles. It can be seen that for all the volume fractions, the SiC particles are distributed uniformly in the Al matrix. At the same time, pores (shown with arrows in Fig.1) are generally observed in the composites. From Fig.1, we know that pores generally co-exist with the SiC particles, which indicates that the interfacial cohesion between the SiC particles and matrix is relatively weak.
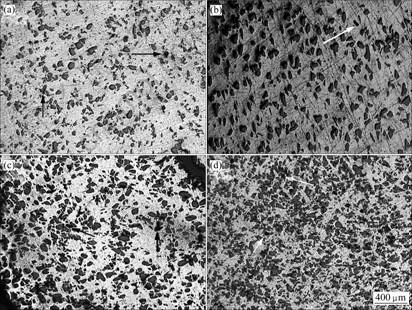
Fig.1 Optical microstructures of composites with various volume fractions of SiC particle: (a) 8%; (b) 12%; (c) 16%; (d) 20%
3.2 Mechanical properties
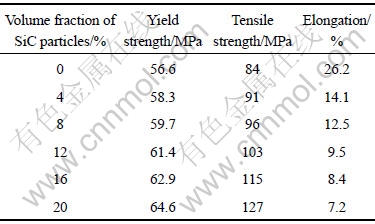
Table 1 illustrates the mechanical properties of the composites as a function of the volume fraction of the SiC particles. It can be seen that the yield strength and tensile strength increase with the increase in the volume fraction of the SiC particles, while the elongation decreases with the increase in the volume fraction of the SiC particles, indicating that increasing the volume fraction of the SiC particles can improve the strength but degrade the plasticity of the composites.
Table 1 Mechanical properties of composites
3.3 Fracture surfaces
Fig.2 shows the SEM fracture surfaces of the composite after tensile testing with the volume fraction of the SiC particles of 0, 4%, 16% and 20%, respectively. It can be seen that the fracture surface of pure aluminum shows a typical ductile fracture characteristic, consisting of numerous dimples over the entire surfaces. The dimple size in pure aluminum is only about 5 ��m. It can also be seen that the SiC reinforced composites show both ductile and brittle fracture characteristics. All the fracture surfaces of the composites consist of numerous dimples in the matrix and fragmentation and decohesion of the SiC particles from the matrix. The dimples should be a result of the void nucleation and subsequent coalescence by strong shear deformation and fracture process on the shear plane, while the fracture and decohesion of the SiC particles can be explained by work-hardening and the fragmentation of the ceramic phase caused by high stress concentration. The main difference of the fracture surfaces is that increasing the volume fraction of the SiC particles decreases the ductile fracture feature.
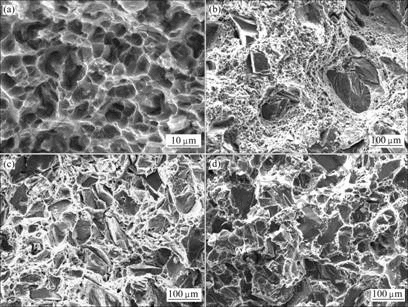
Fig.2 SEM fractographs of composites with various volume fractions of SiC particles: (a) 0%; (b) 4%; (c) 16%; (d) 20%
4 Discussion
4.1 Yield strength evolutions
For SiC particle reinforced aluminum metal matrix composites, the SiC particle is the main strengthening factor. Based on the modified shear lag model[8-9], the increase in the yield strength by the introduction of the SiC particles is caused by the external applied stress transferred from the Al matrix to the SiC particles. If the presence of the reinforcement does not affect matrix stress��strain behavior, the yield strength (��cy) of the composites can be expressed as[8-9]
 (1)
(1)
where ��my is the intrinsic yield strength of the matrix, S is the aspect ratio (for round-shaped SiC particles, S=1),  is the volume fraction of the SiC particles and
is the volume fraction of the SiC particles and  is the volume fraction of the matrix.
is the volume fraction of the matrix.
Fig.3 shows the yield strength evolutions with the volume fraction of the SiC particles, predicted by the modified shear lag model. The experimental data are also included in the figure. It can be seen that the modified shear lag model predicted yield strength shows similar evolution trend with the experimental data, in which the yield strength of the composites increases with the volume fraction of the SiC particles. However, it should also be noted that the predicted values are lower than the experimentally determined yield strength, no matter what volume fraction of the SiC particles is. The higher the volume fraction of the SiC particles, the larger the discrepancy in the yield strength between the predict values and experimentally determined data. Previous studies[14-15] indicated that the shear lag model and modified shear lag model can only be used to predict yield strength of the composites with high matrix intrinsic yield strength, such as Al-Cu, Al-Mg-Si and Al-Zn-Mg based composites. For pure aluminum based composites, the modified shear lag model predicted yield strength is generally lower than the experimental data, since the model doesn��t consider the strengthening mechanisms caused by grain refinement and dislocations interaction by the introduction of the SiC particles. The higher the volume fraction of the SiC particles, the more apparent the grain refinement and dislocations interaction, and the larger the discrepancy in the yield strength between the predicted values and experimental data.

Fig.3 Model predicted and experimentally determined yield strength evolutions of composites with volume fraction of SiC particles
4.2 Elongation evolutions
In general, the increase in the strength of the composites by the introduction of SiC particles is accompanied by the decrease in the plasticity, since SiC particles are the microcrack initiators during deformation. As a ceramic phase, SiC is brittle and has high strength. During deformation, two types of the microcracks will be initiated by the SiC particles. First, if the interfacial cohesion between the SiC particles and matrix is strong, the SiC particles will fracture to nucleate microcracks when the local strain and dislocation density reach the critical values by the high stress concentration. Second, if the interfacial cohesion between the SiC particles and matrix is weak, decohesion between the SiC particles and matrix will happen to nucleate microcracks before the SiC particles are fractured. Thus, a strong interfacial cohesion can improve both the strength and plasticity of the composites since weak interfaces will nucleate microcracks at a rather low external applied stress. In recent years, SONG et al[10-13] developed a multi-scale model for the ductility of multiple phase materials (with continuously distributed matrix). In the model, the second phase particles distributed in the matrix are divided into two groups: cracking formation phase and non-cracking formation phase. SiC particles in the composites are generally treated as cracking formation phase due to the brittleness. Based on the multi-scale model[13], the elongation ( ) of the composites can be expressed as
) of the composites can be expressed as


 (2)
(2)
where  is the effective value of reduced coefficient
is the effective value of reduced coefficient  when ��=0; is the macroscopic fracture strain (elongation); n is the inverse of the strain hardening exponent; ��f and rf are the interspacing and radius of the cracking formation phase, respectively;
when ��=0; is the macroscopic fracture strain (elongation); n is the inverse of the strain hardening exponent; ��f and rf are the interspacing and radius of the cracking formation phase, respectively;  and
and  ; b is the Burgers vector of the matrix dislocations; �� is the interspacing of one type of the non-cracking formation phase (geometric slip distance), the subscribe x is the number of the types of the non-cracking formation phase; and
; b is the Burgers vector of the matrix dislocations; �� is the interspacing of one type of the non-cracking formation phase (geometric slip distance), the subscribe x is the number of the types of the non-cracking formation phase; and  is the matrix critical dislocation density around the non-cracking formation phase when the material starts to fracture. In principle, when the density of the geometrically-necessary dislocations reaches the critical value, the microscopic strain around the non-cracking formation phase reaches the critical value, and macroscopic fracture appears. For SiC reinforced pure aluminum composites, only one type of the cracking formation phase exists in the Al matrix (SiC particles). Thus, Eq.(2) can be expressed as
is the matrix critical dislocation density around the non-cracking formation phase when the material starts to fracture. In principle, when the density of the geometrically-necessary dislocations reaches the critical value, the microscopic strain around the non-cracking formation phase reaches the critical value, and macroscopic fracture appears. For SiC reinforced pure aluminum composites, only one type of the cracking formation phase exists in the Al matrix (SiC particles). Thus, Eq.(2) can be expressed as
 (3)
(3)
Fig.4 shows the normalized elongation evolutions with the volume fraction of the SiC particles, predicted by Eq.(3). The experimentally determined data are also included in the figure. It can be seen that the predicted normalized elongation shows similar evolution trend with the experimental data, in which the normalized elongation of the composites decreases with the volume fraction of the SiC particles. The decrease in the normalized elongation of the composites is caused by the decrease in the dislocation slip distance with the increase in the volume fraction of the SiC particles[16]. However, it should also be noted that the predicted values are higher than the experimental data, no matter what volume fraction of the SiC particles is.
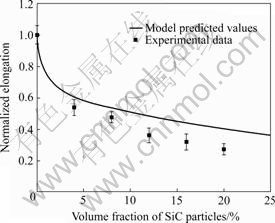
Fig.4 Model predicted and experimentally determined elongation evolutions of composites with volume fraction of SiC particles
The discrepancy between the model predictions and experimental data can be explained by the micro- structures of the composites. Fig.5 shows a typical SEM micrograph of the fabricated composite with 20% SiC particles. It can be seen that many pores are distributed in the matrix. The pore distribution can also be observed in Fig.1. In the multi-scale model (Eqs.(2) and (3)), the composites are assumed to be fully densified, without any pores in the microstructures. The appearance of pores in the matrix (due to the low die-pressing pressure of 66 MPa) degrades the plasticity of the composites since pores are also microcrack imitators during deformation, such as the SiC particles.
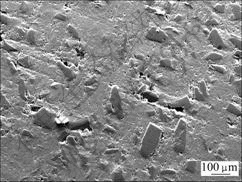
Fig.5 SEM microstructure of composite with 20% SiC particles
5 Conclusions
1) The yield strength and tensile strength increase, but the elongation decreases with the increase in the volume fraction of the SiC particles, indicating that increasing the volume fraction of the SiC particles can improve the strength but degrade the plasticity of the composites.
2) The modified shear lag model predicted yield strength shows similar evolution trend with the experimental data. However, the modified shear lag model underestimates the yield strength due to the ignorance of the yield strength increment caused by grain refinement and dislocation multiplication and interaction by the introduction of the SiC particles.
3) The multi-scale model predicted normalized elongation shows similar evolution trend with the experimental data. However, the multi-scale model overestimates the normalized elongation due to the ignorance of the pores distributed in the matrix.
References
[1] TANG F, ANDERSON I E. GNAUPEL-HEROLD T. Pure Al matrix composites produced by vacuum hot pressing: Tensile properties and strengthening mechanisms [J]. Mater Sci Eng A, 2004, 383: 362-373.
[2] HONG S J, KIN H M, HUH D. Effect of clustering on the mechanical properties of SiC particulate-reinforced aluminum alloy 2024 metal matrix composites [J]. Mater Sci Eng A, 2003, 347: 198-204.
[3] CLYNE T W, WITHER P J. An introduction to metal matrix composites [M]. London: Cambridge University Press, 1993: 1-2.
[4] MILLER W S, HUMPHREYS F J. Strengthening mechanisms in particulate metal matrix composites [J]. Scripta Metallurgical Materialia, 1991, 25: 33-38.
[5] RAMU G, BAURI R. Effect of equal channel angular pressing (ECAP) on microstructure and properties of Al-SiCp composites [J]. Materials and Design, 2009, 30: 3554-3559.
[6] PAVAN R C, CREUS G J, MAGHOUS S. A simplified approach to continuous damage of composite materials and micromechanical analysis [J]. Composite Structures, 2009, 91: 84-94.
[7] WITHERS P J, STOBBS W M, PEDERSEN O B. The application of the Eshelby method of internal stress determination to short fiber metal matrix composites [J]. Acta Metallurgica, 1989, 37: 3061-3084.
[8] NARDONE V C, PREWO K M. On the strength of discontinuous silicon carbide reinforced aluminum composites [J]. Scripta Metallurgica, 1986, 20: 43-48.
[9] NARDONE V C. Assessment of models used to predict the strength of discontinuous silicon carbide reinforced aluminum alloys [J]. Scripta Metallurgica, 1987, 21: 1313-1318.
[10] SONG Min, XIAO Dai-hong. Modeling the fracture toughness and tensile ductility of SiCp/Al metal matrix composites [J]. Mater Sci Eng A, 2008, 474(1/2): 371-375.
[11] SONG Min, HUANG Dai-hong. Experimental and modeling of the coupled influences of variously sized particles on the tensile ductility of SiCp/Al metal matrix composites [J]. Metallurgical and Materials Transactions A, 2007, 38: 2127-2137.
[12] SONG Min, HUANG Bai-yun. Effects of particle size on the fracture toughness of SiCp/Al alloy metal matrix composites [J]. Mater Sci Eng A, 2008, 488(1/2): 601-607.
[13] SONG Min, HE Yue-hui, WU Zheng-gang, HUANG Bai-yun. Multi-scale model for the ductility of multiple phase materials [J]. Mechanics of Materials, 2009, 41(5): 622-633.
[14] SEKINE H, CHEN R. A combined microstructure strengthening analysis of SiCp/Al metal matrix composites [J]. Composites, 1995, 26: 183-188.
[15] SONG Min, LI Xia, CHEN Kang-hua. Modeling the ageing hardening behavior of SiC/Al metal matrix composites [J]. Metallurgical and Materials Transactions A, 2007, 38: 638-648.
[16] ASHBY M F. The deformation of plastically non-homogeneous materials [J]. Philosophical Magazine, 1970, 21: 399-424.
Foundation item: Project(200805331044) supported by PhD Programs Foundation of Ministry of Education of China; Project(50801068) supported by the National Natural Science Foundation of China; Project(2008RS4020) supported by Postdoctoral Scientific Program of Hunan Province, China; Projects(200801345, 20070410303) supported by China Postdoctoral Science Foundation
Corresponding author: SONG Min; Tel: +86-731-88877880; E-mail: msong@mail.csu.edu.cn
DOI: 10.1016/S1003-6326(09)60040-6
(Edited by YANG Bing)

