жаЙњгаЩЋН№ЪєбЇБЈ 2003,(03),589-593 DOI:10.19476/j.ysxb.1004.0609.2003.03.011
ТСКЯН№ж§дўзщжЏЕФЮяРэФЃФт
СѕгН жмПЦГЏ СжгГКь ЭѕКЃБј
жаФЯДѓбЇЗлФЉвБН№ЙњМвжиЕуЪЕбщЪв,жаФЯДѓбЇЗлФЉвБН№ЙњМвжиЕуЪЕбщЪв,жаФЯДѓбЇЗлФЉвБН№ЙњМвжиЕуЪЕбщЪв,жаФЯДѓбЇЗлФЉвБН№ЙњМвжиЕуЪЕбщЪв ГЄЩГ410083 ,ГЄЩГ410083 ,ГЄЩГ410083 ,ГЄЩГ410083
еЊ вЊЃК
ЩшМЦСЫТСКЯН№ж§дўЙЄвеФЃФтЕФЪЕбщзАжУ ,баОПСЫдкИУЪдбщЬѕМўЯТ ,ТСКЯН№БфаЮзщжЏгыЙЄвеВЮЪ§ЕФЙиЯЕЁЃНсЙћБэУї :АДееБОЪдбщЕФЩшМЦ ,дкМаЭЗЭЈЫЎРфШДЕФGleeble 15 0 0ШШФЃФтЛњЩЯФмЙЛЕУЕНТСЕФЁАШЫЁБзжаЮЬиеїЕФжљзДОЇзщжЏ ,ЪЕЯжж§дўзщжЏЕФЮяРэФЃФтЙ§ГЬЁЃТСКЯН№ФЃФтж§дўЕФЯдЮЂзщжЏЖдЭтСІЪЉМгЕФгІБфЫйТЪКмУєИа :ІХЁЄ =0 .12 5s-1ЪБ ,БфаЮПЊЪМгыФ§ЙЬЙ§ГЬЗЂЩњёюКЯ ,ж§дўзщжЏЗЂЩњзЊБф ;гІБфЫйТЪдіДѓжСІХЁЄ =0 .30 0s-1ЪБ ,ж§дўжљзДОЇЗЂЩњЕШжсЛЏЁЃж§дўзщжЏЕФаЮГЩжївЊЪЧБфаЮзїгУгкЮДФ§ЙЬЕФвКЯр ,в§Ц№жЪСПКЭШШСПЕФЗжВМзДЬЌЗЂЩњИФБфЫљжТЁЃЬсИпж§дўЫйЖШ ,гаРћгкж§дўзщжЏЕФаЮГЩКЭж§дўжљзДОЇЕФЕШжсЛЏ ,ВЂЧвЪЙЫљашЕФдўжЦСІМѕаЁ ,гаРћгкж§дўЙЄвеЕФгХЛЏЁЃ
ЙиМќДЪЃК
ТСКЯН№ ;ж§дў ;ЮяРэФЃФт ;ЯдЮЂзщжЏ ;
жаЭМЗжРрКХЃК TG146.2
зїепМђНщЃК СѕЁЁгН(1973),Фа,ИБНЬЪк,ВЉЪП.ЕчЛА:07318836264;Email:Yonlin@mailcsu.edu.cn;
ЪеИхШеЦкЃК 2002-07-14
ЛљН№ЃК ЙњМвжиЕуЛљДЁбаОПЗЂеЙЙцЛЎзЪжњЯюФП (G199990 6 49);
Physical simulation of roll-casting microstructure of Al alloy
AbstractЃК
An experimental instrument for simulating the roll-casting process was designed, and the effect of processing parameters on the microstructure of Al alloy was studied. Results show that with a specifically designed instrument equipped in a Gleeble-1500 Thermal Simulation Tester the typical microstructure with the characteristic of realistic roll-casting process can be obtained, and the microstructure is sensitive to the strain rate. When ІХЁЄ=0.125 s -1, the plastic deformation of Al alloy starts to couple with the solidification process, and the microstructure is of the roll-casting character. When ІХЁЄ=0.300 s -1, the column crystals transform to equiaxed ones. The formation of roll-casting microstructure is mainly attributed to the deformation of un-solidified liquid phase, the varied distribution of mass and heat. Increasing the deformation velocity would do good to the formation of roll-casting microstructure and the equiaxed column crystals, and would decrease the rolling load.
KeywordЃК
roll-casting; Al alloy; physical simulation; microstructure;
ReceivedЃК 2002-07-14
ж§дўЙЄвеЪЧжЦБИИпадФмТСКЯН№ДјВФЕФживЊЪжЖЮжЎвЛ
[1 ,2 ,3 ,4 ]
ЁЃ ЙигкТСКЯН№ж§дўЙЄвегызщжЏЁЂ адФмЕФЙиЯЕЕФбаОПЗЧГЃЖрЁЃ гЩгкТСКЯН№ж§дўЙЄвеЧЃЩцЕФзАжУНЯЖр, вђДЫгАЯьТСКЯН№ж§дўЙЄвеЕФВЮЪ§вВКмЖр, АќРЈж§дўЧјГЄЖШЁЂ ЮЙСЯзАжУЩшМЦЁЂ ЧАЯфвКУцИпЖШЁЂ ШлЬхЮТЖШЁЂ РфШДЧПЖШЁЂ ж§дўЫйЖШЁЂ КЯН№ГЩЗжЕШЁЃ гЩгкетаЉбаОПжївЊЪЧдкж§дўЩњВњЯпЩЯНјааЕФ
[5 ,6 ,7 ]
, Ъ§ОнЕФЗжЩЂадБШНЯДѓ, дкВћЪіЩЯЪіВЮЪ§гызщжЏадФмЙиЯЕЗНУцЛЙгаВювь, Р§Шч, ЭЌбљЪЧбаОПж§дўГЄЖШгыж§дўХїадФмЕФЙиЯЕ, ДЋЭГЕФЙлЕуШЯЮЊдквЛЖЈЕФЗЖЮЇФк, ж§дўЧјГЄЖШЕФдіМг, ПЩвдЪЙж§дўЫйЖШКЭЩњВњТЪЬсИпЁЂ АхХїжЪСПЕУЕНИФЩЦЁЃ ЕЋЪЧж§дўЧјГЄЖШЪмЕНдўжЦСІКЭдўЙѕжБОЖЕФЯожЦ, ЩњВњТЪДяЕНвЛЖЈжЕКѓВЛдйЗЂЩњБфЛЏ
[8 ,9 ]
ЁЃ Browne
[10 ]
КЭBradbury
[11 ]
ЕФЙлЕудђгыДЫЯрЗДЁЃ ЫћУЧШЯЮЊж§дўЧјБфЖЬПЩвдБмУтН№ЪєШлЬхдкАыЙЬЬЌЧјЕФфЇСї, МѕЩйгЩДЫв§Ц№ЕФАхХїБэУцШБЯн, ЬсИпж§дўЩњВњТЪЁЃ дкж§дўЩњВњЯпЩЯжБНгПЊеЙбаОП, ЛЙДцдкЩшБИИДдгЁЂ баОПГЩБОИпЁЂ ЕїећВЮЪ§СщЛюадНЯВюЕШШБЕуЁЃ ЮЊСЫФмЙЛЗНБуЕибаОПТСКЯН№ж§дўЙЄвегызщжЏЕФЙиЯЕ, БОЮФзїепжївЊЪЧеыЖдж§дўЙЄвеЕФЬиЕу, баОПЯргІЮяРэФЃФтЕФПЩФмадЁЃ
1 ЪЕбщ
1.1 ж§дўФЃФтзАжУ
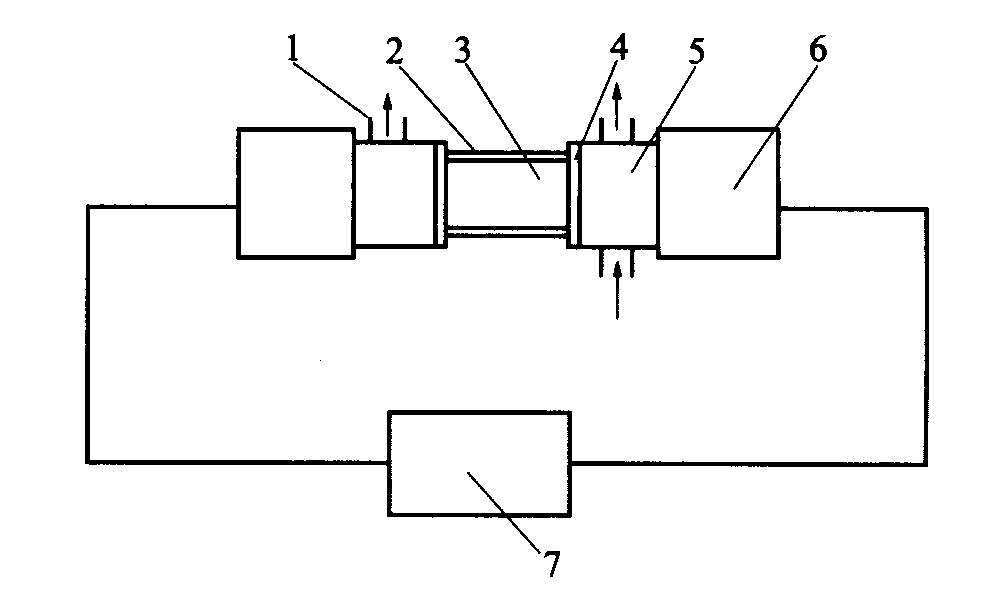
ж§дўФЃФтЪЕбщдкGleeble-1500ШШФЃФтЛњЩЯНјаа, ВЩгУШШФЃФтЛњДІРэбљЦЗЕФЙ§ГЬШчЭМ1ЫљЪОЁЃ бљЦЗжУгкЪЏгЂлсліжа, ЖЫУцгыЪЏгЂЙмСНЖЫПкЦНЦыЁЃ гУзЯЭВЦЌЗтзЁЪЏгЂЙмСНЖЫ, ЭтгУЯИН№ЪєЫПЙЬЖЈ, аЮГЩвЛИівдЪЏгЂЙмЮЊаЭЧЛЁЂ зЯЭВЮЊЖЫУцЕФФкжУТСЖЇЕФЗтБелсліЁЃ ЮЊСЫФЃФтж§дўЙ§ГЬжаЕФЮТЖШГЁКЭгІСІГЁ, БОЪЕбщжиаТЩшМЦСЫвЛЬзМаЭЗЁЃ МаЭЗЖЫУцЮЊОиаЮ, ГпДчЮЊ10 mmЁС30 mm, дкОрРыЖЫУц10 mmДІЦНаагкМаЭЗЖЫУцПЊвЛИіФкОЖЮЊd 10 mmЕФЭЈПз, ВЂКИЩЯНјГіЫЎзьвдЙЉСЌЭЈРфШДНщжЪгУ, ШчЭМ2ЫљЪОЁЃ НЋЗтБеЕФЪЏгЂлсліжУгкТэИЅТЏжаБЃЮТЁЃ ПМТЧЕНбљЦЗзЊвЦЙ§ГЬжаЕФШШСПЫ№ЪЇКЭКЯН№жаШмжЪЕФгАЯь, БЃЮТЮТЖШЩшЖЈЮЊ690 ЁцЁЃ ИпгкДПТСЕФШлЕу660.4 ЁцЁЃ ИУМаЭЗЕФОиаЮЖЫУцгажњгкЪЕЯжТСдўжЦЕФЦНУцгІБф, МДгыж§дўЙ§ГЬЯрЫЦЁЃ ТСЖЇШлЛЏКѓбИЫйСЌЭЌлсліЬсЦ№жУгкШШФЃФтЛњСНМаЭЗМф, ЦєЖЏШШФЃФтЛњ, ПЊЪММаЭЗЫЋЯђбЙжЦЕФШШФЃФтЙ§ГЬЁЃ ЭЈЙ§ШШФЃФтЛњЕФПижЦЯЕЭГПЩвдОЋШЗЕиПижЦбЙжЦбљЦЗЕФБфаЮСПМАБфаЮЫйТЪ, ВЂЫВЪБВЩМЏЪ§ОнЁЃ
ЭМ1 ШШФЃФтЛњФЃФтж§дўЪОвтЭМ
Fig.1 Schematic diagram for physical simulation of roll-casting 1ЁЊInlet and outlet of cooling media; 2ЁЊQuartz tube; 2ЁЊAluminum ingot; 4ЁЊCopper foil; 5ЁЊChuck; 6ЁЊJig; 7ЁЊControl system of thermal simulation machine
ЭМ2 ШШФЃФтЛњМаЭЗЪОвтЭМ
Fig.2 Schematic diagram of chuck of thermal simulation machine
1.2 ФЃФтЙЄве
ВЩгУЛЊББТСГЇгУХЦКХЮЊ1235ЕФ7 mmж§дўАхзїЮЊЖдБШЪдбљ, ВЂДгИУТСАхЩЯШЁбљ, ЗХжУгкЪЏгЂлсліжа, дкШШФЃФтЛњЩЯНјааж§дўФЃФт, РфШДНщжЪЮЊЫЎЁЃ дкКуБфаЮСПЯТ, ЕїНкгІБфЫйТЪ, ШчБэ1ЫљСаЁЃ ВЂЭЈЙ§ШШФЃФтЛњЕФМЦЫуЛњЯЕЭГМЧТМБфаЮЙ§ГЬгІСІгыгІБфЕФБфЛЏЙ§ГЬЁЃ ЮЊСЫБугкБШНЯ, ЖдИУТСКЯН№дк400, 500, 600 ЁцЕФБфаЮааЮЊзїСЫВтЪдЁЃ
Бэ1 КуБфаЮСПЁЂ ВЛЭЌгІБфЫйТЪЕФбљЦЗМАБрКХ
Table 1 Numbers with fixed deformationand different strain ratios
ІХ ЈB / s ? 1
ІХ
ЈB
/
s
-
1
0.050
0.125
0.150
0.250
0.300
1.3 ЯдЮЂзщжЏЙлВь
НЋШШФЃФтЫљЕУЕФбљЦЗбиЦНаагкМаЭЗЕФГЄЖШЗНЯђ, МДДЙжБгкТСЖЇБфаЮЪБН№ЪєСїЖЏЕФЗНЯђЧаПЊ, НЋКсНиУцОЙ§ЛњаЕФЅЙтКѓ, дкCrO3 ЕФЛьКЯЫсШмвКжаЕчНтХзЙт, дйдкЗњХ№ЫсжаНјаабєМЋИВФЄДІРэЁЃ ЕчНтХзЙтКЭбєМЋИВФЄЕФЕчбЙКЭЪБМфЗжБ№дМЮЊ20 V, 30 sКЭ17 V, 4 min, гЩгкЕчНтХзЙтЕФЗДгІЗЧГЃОчСв, ЪмЮТЖШКЭВФСЯЕФгАЯьЗЧГЃУїЯд, ЫљвдгІИљОнВЛЭЌЕФЧщПіВЩШЁКЯЪЪЕФХзЙтЕчбЙКЭЪБМфЁЃ жЦБИКУЕФбљЦЗдкPolyver-MetаЭН№ЯрЯдЮЂЗжЮівЧЩЯНјааН№ЯрЙлВьКЭзщжЏЗжЮіЁЃ
2 ЪЕбщНсЙћ
2.1 ЯдЮЂзщжЏ
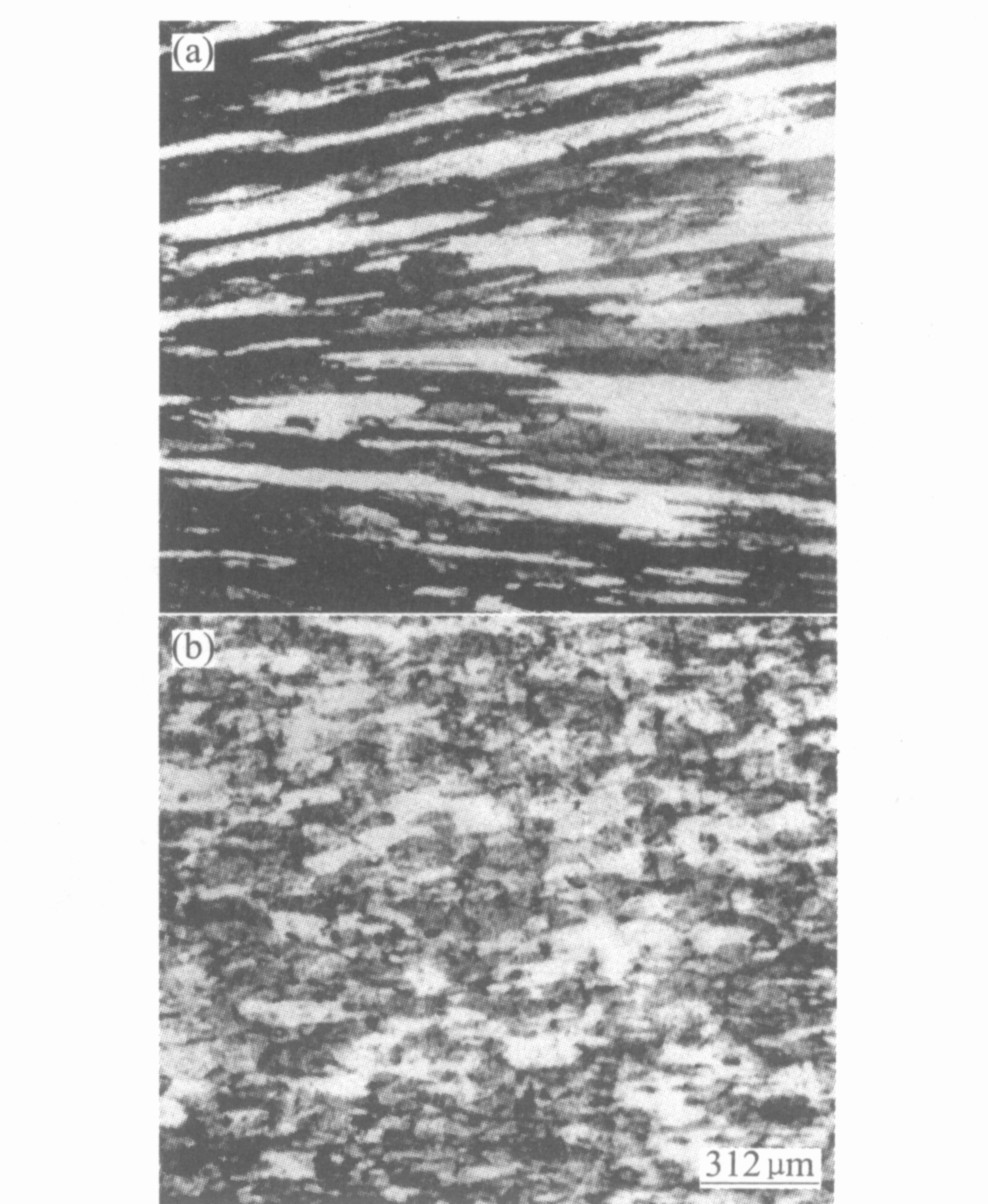
дЪМж§дўАхЕФЯдЮЂзщжЏШчЭМ3ЫљЪО, ЪЧвЛжжБфаЮЕФжљзДОЇзщжЏЁЃ жљзДОЇбибљЦЗКёЖШжааФЯпЖдГЦГЩЁАШЫЁБзжааХХВМ, дкжааФЯпЩЯНЛГЩдМ30ЁуЕФМаНЧЁЃ ЩшЖЈЦНаагкдўжЦЗНЯђЕФНиУцЮЊзнНиУц, ДЙжБгкдўжЦЗНЯђЕФНиУцЮЊКсНиУцЁЃ ДгжаМфВуКсНиУцЩЯРДПД, жљзДОЇЕФБфаЮНЯаЁ, ОЇСЃПэеЙВЛДѓЁЃ бљЦЗБэВуБфаЮГЬЖШУїЯдДѓгкжаМфВу, НќЫЦгкДѓБфаЮСПЕФШШдўЯЫЮЌзщжЏЁЃ
ЭМ3 ж§дўТСКЯН№ЯдЮЂзщжЏ
Fig.3 Microstructures of roll-casting aluminum alloy (a)ЁЊLongitudinal section of middle layer; (b)ЁЊCross section of middle layer
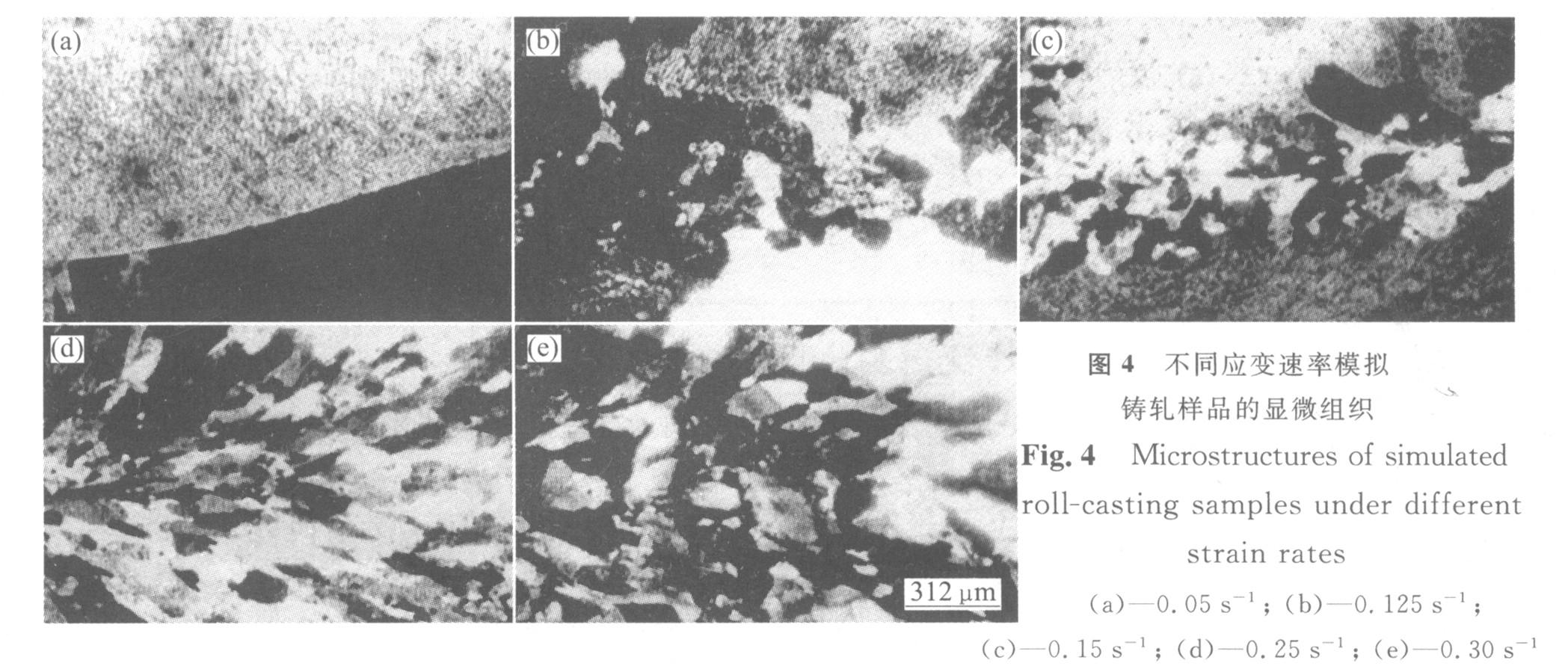
ФЃФтж§дўбљЦЗЯдЮЂзщжЏШчЭМ4ЫљЪОЁЃ бљЦЗ
1 ( ІХ ЈB = 0 . 0 5 0 s ? 1 )
1
(
ІХ
ЈB
=
0
.
0
5
0
s
-
1
)
ЕФзщжЏЗжЮЊСНВу, УПВуОљгЩвЛИіДѓОЇСЃжљзДОЇзщГЩ, ОЇСЃФкВПЮЊАћзДОЇНсЙЙ, АћОЇЗНЯђДЙжБгкбљЦЗБэУцжИЯђбљЦЗжаМфЁЃ бљЦЗ
2 ( ІХ ЈB = 0 . 1 2 5 s ? 1 )
2
(
ІХ
ЈB
=
0
.
1
2
5
s
-
1
)
КЭбљЦЗ
3 ( ІХ ЈB = 0 . 1 5 0 s ? 1 )
3
(
ІХ
ЈB
=
0
.
1
5
0
s
-
1
)
ЕФгІБфЫйТЪЯрНќ, ЩдДѓгкбљЦЗ1, СНепЕФзщжЏЪЧВЛЭЌгкбљЦЗ1ЕФ3ВуНсЙЙ, СНИіБпВуЪЧгыбљЦЗ1ЯрЭЌЕФАћзДзщжЏ, жаМфВуЕФзщжЏгыБпВухФвь, ЧвгыБпВугаУїЯдЕФЗжНчЯп, ЯдШЛЪЧзщжЏЗЂЩњЭЛБфЖјГЩЁЃ бљЦЗ2ЕФжаМфЪЧЕШжсОЇ, ОЇСЃГпДчдМ250 ІЬm, ФкВПЮЊжІОЇНсЙЙЁЃ бљЦЗ3ЕФжаМфВуЪЧвЛжжРрЫЦгкж§дўЕФЁАШЫЁБзжаЮзщжЏЁЃ бљЦЗ
4 ( ІХ ЈB = 0 . 2 5 0 s ? 1 )
4
(
ІХ
ЈB
=
0
.
2
5
0
s
-
1
)
гыбљЦЗ
5 ( ІХ ЈB = 0 . 3 0 0 s ? 1 )
5
(
ІХ
ЈB
=
0
.
3
0
0
s
-
1
)
ЕФгІБфЫйТЪЯрНќ, гжБШбљЦЗ2КЭбљЦЗ3ЕФИпЁЃ СНепЕФзщжЏвВЮЊСНВуНсЙЙ, бљЦЗ3ЕФБпВузщжЏКёЖШМѕаЁЖјЯћЪЇ, жаМфВузщжЏПэЛЏРЉДѓжСећИіНиУц, ЖМЪЧРрЫЦгкж§дўЕФЁАШЫЁБзжаЮзщжЏЁЃ ВЛЭЌЕФЪЧ, бљЦЗ4ЕФжљзДОЇСЃЯИЖјГЄ, бљЦЗ5ЕФЖЬЖјДж, ОЇСЃгаЕШжсЛЏЕФЧуЯђ, ЦфжаМадггааэЖрЯИаЁЕФЕШжсОЇЁЃ
3.2 БфаЮааЮЊ
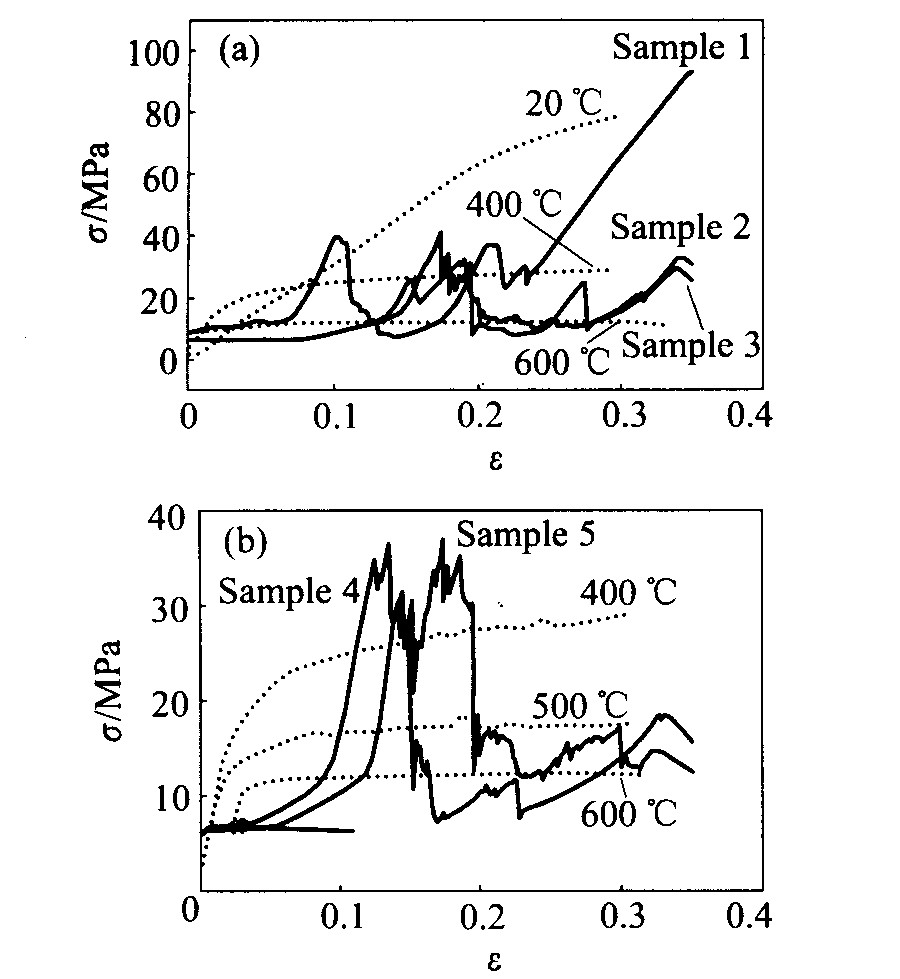
ФЃФтбљЦЗЕФгІСІЁЊгІБфЧњЯпШчЭМ5ЫљЪО, ЭМжаБъУїСЫЮТЖШЕФЦНЛЌЧњЯпЮЊЙЬЬЌТСКЯН№дкИУЮТЖШЯТБфаЮЕФВтЪдЧњЯпЁЃ ФЃФтбљЦЗдкгІСІЁЊгІБфЧњЯпЩЯЖМгавЛИіДѓЕФЗхАќДцдк, жївЊЪЧЪЏгЂЙмгАЯьЕФНсЙћЁЃ гЩгкЪЏгЂЙмЧПЖШНЯИп, ЦЦЫщЫљашбЙСІНЯДѓ, ЕБФ§ЙЬЙ§ГЬЩаЮДЭъГЩЪБ, бљЦЗЕФБфаЮПЙСІКмаЁ, дкгІСІЁЊгІБфЭМЩЯНЋГіЯжбЙСІЕФжшМѕ, аЮГЩЖдгІгкЪЏгЂЙмДгПЊЪМЪмСІ, бЙСІЩЯЩ§, ЕНЦЦЫщКѓбЙСІМѕаЁЙ§ГЬЕФЗхАќЁЃ гЩгкЪЏгЂЙмЦЦЫщКѓЭтСІВХПЊЪМзїгУгкбљЦЗ, вђДЫбљЦЗзщжЏЕФаЮГЩгыбнБфЙ§ГЬжївЊЗДгГдкКѓвЛИіНзЖЮЩЯ, БОЪЕбщНЋзХжигкЬжТлетвЛВПЗжЁЃ вђДЫ, ЪЏгЂЙмЦЦЫщв§Ц№ЕФЗхАќЖдЪЕбщНсЙћЕФЬжТлУЛгагАЯьЁЃ
5ИібљЦЗдкЪЏгЂЙмЦЦЫщКѓЕФГѕЪМзДЬЌЯрНќ, гІСІНЯаЁ, ЖМЖдгІгкдМ600 ЁцЕФБфаЮПЙСІЁЃ Г§бљЦЗ1вдЭт, Цфгр4ИібљЦЗЕФДѓВПЗжЧјЖЮБфаЮПЙСІЖМНЯаЁ, ЖдгІгквьгкАћзДФ§ЙЬЕФЕкЖўРрзщжЏЕФаЮГЩЁЃ бљЦЗ1ЁЋ4ЕФКѓНзЖЮгІСІЕФЩЯЩ§гІИУЪЧФ§ЙЬЙ§ГЬЭъГЩ, ЙЬЯрЗЂЩњРфШДЕФНсЙћЁЃ
бљЦЗ1ЪЏгЂЙмЦЦЫщКѓ, гІСІЁЊгІБфЧњЯпЩЯЛЙгавЛИіКмИпЕФЗхГіЯж, ЙРМЦЪЧЪЏгЂЫщЦЌМадгдкбљЦЗжаЕФНсЙћЁЃ змЬхЖјбд, бљЦЗ1дк600 ЁцвдЯТОРњКмЖЬЕФЪБМфКѓ, БфаЮПЙСІКмПьЩЯЩ§ЕННЯИпжЕ, УћвхБфаЮСПЮЊ0.35ЪБ, БфаЮПЙСІвбИпгк20 ЁцЪБЭЌЕШБфаЮСПЕФБфаЮПЙСІжЕ(ЭМ5(a))ЁЃ гІСІЁЊгІБфЧњЯпГЩжБЯпЩЯЩ§, УЛгаЕЭЮТбЙЫѕТСЪБЕФШ§НзЖЮЬиеїЁЃ ЪЏгЂЙмЦЦЫщвдКѓЕФЖЬЧјЖЮЕФаЁгІСІ(600 ЁцБфаЮПЙСІвдЯТ)ПЩФмЪЧбљЦЗжаМфгавЛаЁВПЗжШлЬхЩаЮДФ§ЙЬ, ЛђЪЧФ§ЙЬвбОЭъГЩ, ЕЋЙЬЯрЮТЖШвРШЛКмИпЕФНсЙћЁЃ вђДЫЕБгІБфЫйТЪЮЊ0.050 s-1 ЪБ, БфаЮгыФ§ЙЬЙ§ГЬУЛгаЗЂЩњёюКЯзїгУ, бљЦЗ1ЕФДѓОЇСЃАћзДзщжЏЪЧдкИУРфШДЬѕМўЯТаЮГЩЕФж§ЬЌзщжЏЁЃ ЫљвджБЯпЩЯЩ§ЕФгІСІЁЊгІБфЧњЯпгІИУЪЧбљЦЗЮТЖШНЕЕЭгыЮЛДэдіжГЁЂ МгЙЄгВЛЏЕФзлКЯНсЙћ, ЪєгкЕЏадБфаЮЧјЛђжБЯпаЭМгЙЄгВЛЏЧјЁЃ
бљЦЗ2КЭбљЦЗ3ЕФгІСІЁЊгІБфЧњЯпБШНЯЯрНќ, МИКѕжиКЯЁЃ бљЦЗ3ЕФЪЏгЂЙмЦЦЫщжЎКѓбЙСІЛЙгавЛИіЗхАќЕФГіЯж, ПЩФмЪЧЪЏгЂЫщЦЌМадгдкТСЖЇжаЕМжТЕФ(ЭМ5(b))ЁЃ КЭбљЦЗ1ЯрБШ, бљЦЗ2КЭбљЦЗ3ЕФБфаЮПЙСІаЁЕУЖр, ДѓВПЗжЙ§ГЬгы600 ЁцБфаЮПЙСІжЕЯрЖдгІ, КѓНзЖЮгІСІжЕгаЫљЛиЩ§, гы400 ЁцЙЬЬЌТСЕФБфаЮПЙСІЯрЕБЁЃ ЖдгІбљЦЗзщжЏ, ПЩвдХаЖЯЪЏгЂЙмЦЦЫщЪБбљЦЗЗжБ№дкБпНчВуГЄГЩСЫвЛЖЈКёЖШЕФАћзДзщжЏ, ЕЋжаМфВПЗжЕФШлЬхУЛгаЗЂЩњФ§ЙЬ, дкЭтгІСІЕФзїгУЯТзщжЏЕФФ§ЙЬЗНЪНЗЂЩњЭЛБф, аЮГЩЕШжсОЇКЭЁАШЫЁБзжОЇЁЃ вђДЫЕБгІБфЫйТЪдіДѓЪБ, БфаЮПЩвдгыФ§ЙЬЙ§ГЬЗЂЩњёюКЯзїгУ, в§Ц№зщжЏаЮУВЕФИФБфЁЃ
ЭМ5 ФЃФтж§дўбљЦЗгыТСКЯН№ ВЛЭЌЮТЖШБфаЮЧњЯпЕФБШНЯ
Fig.5 Comparison of deformation curves between simulated roll-casting sample and actual aluminum alloy at different temperatures (a)ЁЊSample No.1, 2 and 3; (b)ЁЊSample No.4 and 5
бљЦЗ4гыбљЦЗ5ЕФгІСІЁЊгІБфЧњЯпЭЌбљБШНЯЯрНќ, ЦНОљгІСІгжБШбљЦЗ2КЭбљЦЗ3ЕФаЁ, бљЦЗ4гШЩѕ, ДѓВПЗжБфаЮдк600 ЁцЕФБфаЮПЙСІвдЯТ, КѓНзЖЮгІСІЩдгаЛиЩ§, ЖдгІгкдМ500 ЁцКуЮТбЙЫѕЙЬЬЌбљЦЗЕФБфаЮПЙСІЁЃ бљЦЗ5ЕФБфаЮПЙСІЩдДѓ, ЖдгІ500ЁЋ600 ЁцЕФБфаЮЮТЖШ, НщгкбљЦЗ2ЕФГѕЪМгыжеСЫБфаЮгІСІжЕжЎМф, гІСІЦНЮШ, УЛгагІСІЛиЩ§НзЖЮЁЃ вђДЫбљЦЗ4гыбљЦЗ5Ф§ЙЬЙ§ГЬгыБфаЮЗЂЩњСЫЧПСвЕФёюКЯ, аЮГЩЭъШЋВЛЭЌгкАћзДОЇЕФзщжЏЁЃ
3 ЬжТл
ИљОнBagshawУшЪіЕФж§дўЙ§ГЬЕФ3ВНЩЂШШЛњжЦ, Н№ЪєФ§ЙЬКѓЛсЗЂЩњЬхЛ§ЪеЫѕ, Ф§ЙЬВугыЙѕУцЭбРыНгДЅ, ЪЙШШДЋЕМФмСІДѓДѓМѕаЁ
[12 ]
ЁЃ дкБОЪЕбщжа, ЭЌбљДцдкФ§ЙЬПЧЕФРфШДЪеЫѕЁЃ ЕБгІБфЫйТЪ
ІХ ЈB = 0 . 0 5 s ? 1
ІХ
ЈB
=
0
.
0
5
s
-
1
(бљЦЗ1)ЪБ, ПЩФмгЩгкМаЭЗЕФвЦЖЏЫйЖШТфКѓгкФ§ЙЬПЧЕФЪеЫѕЫйЖШ, ЭтСІУЛФмзїгУЕНФ§ЙЬЙ§ГЬ, аЮГЩбљЦЗ1ЕФФ§ЙЬзщжЏЁЃ ЕБгІБфЫйТЪ
ІХ ЈB ЃО 0 . 1 2 5 s ? 1
ІХ
ЈB
ЃО
0
.
1
2
5
s
-
1
ЪБ(бљЦЗ2ЁЋ5), гІСІПЊЪМгыЮТЖШЗЂЩњёюКЯзїгУЁЃ ёюКЯзїгУЕФНсЙћЪЧЭтСІзїгУгкФ§ЙЬЩаЮДЭъГЩЕФЙЬвКЛьКЯЧј, ЪЙетВПЗжШлЬхдкОВЫЎбЙСІзїгУЯТЗЂЩњЧаБфСїЖЏЁЃ гЩгкЮТЖШНЯИп, ЙЬЯрЗжЪ§Іе НЯаЁ, БфаЮПЙСІвВНЯаЁЁЃ
ШлЬхЕФСїЖЏЖдФ§ЙЬНчУцЕФГхЫЂ, ЛсЪЙФ§ЙЬНчУцЩЯЕФаЁЭЛЦ№ЭбТф, НјШыЕНШлЬхжа, ПЩФмаЮГЩОЇКЫЁЃ СэвЛЗНУцгЩгкФ§ЙЬЪБШмжЪЕФХХГі, КѓФ§ЙЬЕФШлЬхжаШмжЪХЈЖШДѓ, ЛьКЯШыЮДФ§ЙЬЕФШлЬхжа, вВЮЊаЮКЫЬсЙЉСЫПЩФмЁЃ ЫљвдетВПЗжЙЬвКЛьКЯЯржаФмЙЛаЮГЩОЇСЃЯИаЁЕФзщжЏЁЃ
ШлЬхСїЖЏЕФСэЭтвЛИізїгУЪЧМгЫйЮДФ§ЙЬВПЗжЕФШШСПНЛЛЛЁЃ дкШлЬхУЛгаЪмЕНЭтСІШХЖЏзїгУЪБ, бљЦЗдклсліСНЭЗЖЈЯђЩЂШШЕФЬѕМўЯТЗЂЩњж№ВуФ§ЙЬ, аЮГЩЕФАћзДжљзДОЇЭљШлЬхжаЩњГЄЁЃ дкФ§ЙЬНчУцЧАби, гЩгкЩЂШШКЭФ§ЙЬЕФНсЙћ, ШлЬхЮТЖШБШбљЦЗФкВПЕЭ, ЬхЯЕЕФЮТЖШВЛОљКтЁЃ ШлЬхЕФСїЖЏБиШЛЪЙИїВПЗжЗЂЩњШШСПНЛЛЛ, ЬхЯЕЕФЮТЖШЧїгквЛжТ, ЪЙЕУФ§ЙЬНчУцЧАбиЕФЮТЖШЬнЖШМѕаЁЁЃ
ЕБЮТЖШЬнЖШМѕаЁжСФГвЛИіСйНчжЕ, ЖјЧвФ§ЙЬНчУцЧАбиДцдкДѓСППЩвдГЄДѓЕФаЁОЇСЃЪБ, жљзДОЇЩњГЄЧАбиЕФаЁОЇСЃБуГЄДѓЮЊЕШжсОЇ, зшАжљзДОЇЕФЩњГЄ
[13 ]
ЁЃ бљЦЗ
2 ( ІХ ЈB = 0 . 1 2 5 s ? 1 )
2
(
ІХ
ЈB
=
0
.
1
2
5
s
-
1
)
жаЕФЕШжсОЇЕФаЮГЩПЩФмЪЧетжжзїгУЕФНсЙћ: ЙЬвКЛьКЯЧјЕФБфаЮЬсЙЉСЫОЇСЃЩњГЄЕФОЇКЫ, бљЦЗ2МаЭЗЕФРфШДЬѕМўЬсЙЉСЫЗЂЩњЬхЛ§Ф§ЙЬЁЂ ЕШжсОЇГЄДѓЕФЮТЖШЬнЖШЁЃ
ЕБгІБфЫйТЪдіДѓЕН
ІХ ЈB ЃО 0 . 1 5 0 s ? 1
ІХ
ЈB
ЃО
0
.
1
5
0
s
-
1
ЪБ, бљЦЗФкВПЕФЙЬвКЛьКЯЯрЪмЕНЕФШХЖЏзїгУИќДѓЁЃ ПЩФмгЩгкМаЭЗЭљРявЦЖЏЕУПь, Ф§ЙЬПЧгыМаЭЗМфНгДЅНєУм, ЩЂШШЧщПігжЕУЕНИФЩЦ, ЮТЖШЬнЖШжиаТдіДѓ, дкбљЦЗжаВПаЮГЩжљзДОЇЁЃ етжжОЇСЃдкФ§ЙЬЙ§ГЬжаЭЌЪБЪмЕНЭтгІСІЕФМєЧазїгУ, ГЏбљЦЗЕФвЛБпЗЂЩњЦЋзЊ, ЕУЕНЕФзщжЏЮЊРрЫЦгкж§дўЕФЁАШЫЁБзжаЮжљзДОЇзщжЏЁЃ гІБфЫйТЪМЬајдіДѓ, етжжзщжЏаЮГЩЕФЬѕМўМЬајМгЧП, ДѓУцЛ§ЕиаЮГЩЁАШЫЁБзжаЮзщжЏ, дЪМЕФАћзДФ§ЙЬзщжЏЭъШЋБЛвжжЦЁЃ бљЦЗ5жаЕФЕШжсЛЏОЇСЃПЩФмЪЧжљзДОЇБОЩэдкМєЧаСІЕФзїгУЯТЗЂЩњЖЯСбЁЂ ЦЦЫщЕФНсЙћЁЃ ОЇСЃЫщЦЌНјШыЕНИпЮТШлЬхжа, дкБэУцеХСІЕФзїгУЯТБэУцЧњТЪНЯДѓЕФВПЗжгХЯШжиШл, ОЇПщПХСЃЕФТжРЊЕШжсЛЏЁЃ
вђДЫБфаЮзїгУгкФ§ЙЬЙ§ГЬ, ЪЙЮДФ§ЙЬЕФвКЯрВњЩњжЪСПКЭШШСПНЛЛЛ, ЬхЯЕдкетжжаТЕФзДЬЌЯТДяЕНЦНКт, зщжЏЗЂЩњИФБфЁЃ гЩгкЪЕбщЩшБИЕФгАЯь, ЩЯУцЬжТлЕФБфаЮЫйТЪЕФЪ§жЕПЩФмЛсгыЩњВњЪЕМЪгаЫљЦЋВю, ЕЋВЛгАЯьзщжЏЕФзмЬхбнЛЏЧїЪЦЁЃ
ФЃФтж§дўбљЦЗЕФзщжЏгыЪЕМЪж§дўзщжЏЕФЯрЫЦаджЄУї, БОЪЕбщЬѕМўФмЙЛЪЕЯжж§дўзщжЏЕФФЃФтЁЃ ЪЕбщЭЌЪББэУїдкЫЎРфШДЕФЬѕМўЯТ, ЫцзХБфаЮЫйТЪЕФдіДѓ, зщжЏЗЂЩњАћзДОЇЁњжаМфГіЯжЕШжсОЇЁњжаМфГіЯжж§дўзщжЏЁњж§дўзщжЏЧјгђПэЛЏЁњжљзДОЇОЇСЃЕШжсЛЏЕФБфЛЏЁЃ дкБфаЮЫйТЪЮЊ0.125 s-1 ЪБж§дўзщжЏПЊЪМаЮГЩ, 0.250 s-1 ЪБЭъШЋаЮГЩж§дўзщжЏ, БШЙЄвЕЩњВњЕФБфаЮЫйТЪ0.117 s-1 ЦЋДѓ, ПЩФмЪЧгЩгкЪЏгЂЙмЖдБфаЮгазшАЕФНсЙћЁЃ
ВЮПМЮФЯз
[1] ЁЁЭѕзЃЬУ.ТСДјХїЫЋЙѕЪНСЌајж§дўММЪѕЕФЯжзДгыНјеЙ[J].ЪРНчгаЩЋН№Ъє,1997(7):713.WANGZhu tang.Statusandprogressfordoublerolledcon tinuousroll castingtechniqueofaluminumribbon[J].WorldNonferrousMetals,1997(7):713.
[2] ЁЁBrunoT ,ChrisR .Thin gauge/high speedrollcastingtech nologyforfoilproduction[A].ProceedingsofSession.TMSAnnualMeeting[C].TMS :WarrendalePA ,1995:11651182.
[3] ЁЁЭѕзЃЬУ.БЁТСДјХїИпЫйСЌајж§дўММЪѕ(1)[J].ЧсН№Ъє,1999(2):5052.WANGZhu tang.High speedcontinuousroll castingtech niqueofaluminumribbon(1)[J].LightMetals,1999(2):5052.
[4] ЁЁFlowersJE ,RomanowskiCA ,SmithDM ,etal.Continu ouscastingaluminumalloy[P].US7519581988,4.21.
[5] ЁЁLiBQ .Productionthinstripsbytwin rollcastingPartЂё:Processaspectsandqualityissues[J].JOM ,1995(5):2933.
[6] ЁЁYunM ,LockyerSA ,HuntJD .Twinrollcastingofalu minumalloys[J].MaterSciEngA ,2000,A280:116123.
[7] ЁЁSaitohT ,HojoH ,TaguchiH ,etal.Two dimensionalmodelfortwin rollcontinuouscasting[J].MetallTransMaterB ,1989,20B :381386.
[8] ЁЁТэЮ§СМ,жј.ТСДјХїСЌајж§дўЩњВњ[M].ГЄЩГ:жаФЯЙЄвЕДѓбЇГіАцЩч,1992.MAXi liang.ProductionofAluminumRibbonbyContinuousRoll casting[M ].Changsha:CentralSouthUniversityofTechnologyPress,1992.
[9] ЁЁЯФУМГа.ТСАхЁЂДјЁЂВВФдўжЦаТЙЄве(2)[J].ЧсКЯН№МгЙЄММЪѕ,1986(9):2128.XIAMei cheng.Newroll castingtechniqueforaluminumplate,ribbonandfoil(2)[J].ProcessingTechniqueofLightAlloys,1986(9):2128.
[10] ЁЁBrowneDJ .Themeasurementofheattransfercoefficientsinrollcasting[D].Oxford:OxfordUniversity,1989.
[11] ЁЁBradburyPJ.Amathematicalstudyofthetwinrollcastingprocess[D].Oxford:OxfordUniversity,1994.
[12] ЁЁBagshawMJ ,HuntJD ,JordanRM .Asteadystatemodelforrollcasting[A].ProceedingsoftheThirdConferenceonModelingofCastingandWeldingProcesses[C].Warren dale,PA :AIMEPublications,1986.
[13] ЁЁZivI,WeinbergF .Columnar to equiaxedtransitioninAl3%Cu[J].MetallMaterTransB ,1989,20B(8):731734.