���±�ţ�1004-0609(2015)-11-2975-07
5052���Ͻ��ѹ���ι��������Զ��ѵķ����о�
�ຣ�࣬�� ��
(ͬ�ô�ѧ ����ѧԺ���Ϻ� 201804)
ժ Ҫ����5052���Ͻ���е����������飬ʹ�������������Voceģ�Ͳ������۲����������Ͽ���ò����ʹ�ù�ѧ�����������������Ͽڵ���С��ȡ���ϵ����������������������õ�Cockcroft-Latham ���Զ������еIJ��ϲ�������Voce ģ�ͺ�Cockcroft-Latham ���Զ�����������ͷ���η��棬����������Աȡ�������������ø���ϵ�Voce ģ�ͺ�Cockcroft-Latham���Զ�����Ԥ�������������λ�ú��ѿ���״���������Ǻϣ����õĻ�������Ԫ��������������ϵIJ��ϲ�������������ⷽ�㡢���㾫�ȸߵ��ŵ㡣
�ؼ��ʣ����Ͻ���ͷ���Σ����Զ��ѣ���ֵģ��
��ͼ����ţ�TG389���� ���ױ�־�룺A
Bulging simulation of ductile fracture of 5052 aluminum alloy
YU Hai-yan, WANG You
(School of Automotive Engineering, Tongji University, Shanghai 201804, China)
Abstract: The uniaxial tensile tests were conducted on 5052 aluminum alloy and Voce model parameters were determined by fitting with the experimental curves. The fracture surface was observed and the minimum thickness of it was measured with optical microscope. The material parameter of Cockcroft-Latham ductile damage criteria was achieved through uniaxial tensile simulation and test results. voce model and Cockcroft-Latham ductile damage criterion were introduced into the numerical simulation of spherical bulging and simulation approach was employed to compare with the experimental results. The results show that the position and shape of the fracture surface simulated with Voce model and Cockcroft-Latham ductile damage criteria are in good agreement with the experimental ones. The method of material parameters identification based on finite element simulation and simple tests has high accuracy and can be applied conveniently.
Key words: aluminum alloy; spherical bulging; ductile fracture; numerical simulation
���Ͻ����ھ����ܶȵ͡���ʴ�ߡ���ǿ�ȸߵ��ص㣬������Ϊ��Ҫ�����ʲ��������������б��㷺ʹ��[1-3]�����ѡ�����ͻص��ǰ��ϳ�ѹ�����е�������Ҫ����ȱ�ݡ����Ͻ�ְ���ȣ����쳤�ʸ�С�������������Ͻ�ij����Աȸְ�IJ�����׳�����������[4-6]��ȷģ����ϳ��ι����е��������Գ��ι��պ�ģ����ƾ�����Ҫ���塣
�������ϵĶ�����Ҫ���Է�Ϊ���Զ��Ѻ����Զ��ѣ��������Ͻ��������Զ���[7-8]�����Զ������ϸ��������ѧ�Ƕȳ�������Ϊ�����ڲ�����ȱ�������������²��ϵ��κˡ����ۺ�, ���������˲��ϵ����ˣ����ԽϺõ�Ԥ�����Բ�İ��ϳ�������[9-10]��
Ӱ�����Զ��ѵ����غܶ࣬��Ҫ���Է�Ϊ�����ࡣһ����������[11]����Ӧ��Ӳ��ˮƽ����Ѩ��������͵ڶ���������ɵȣ��ڶ����빤�����[12-14]����Ӧ�����ʡ�Ħ���ͳ����¶ȵȡ����Զ�������Լ�������ε�һ����Ҫ���أ���ˣ��ܶ�ѧ��������˼��Ϊ��������������Զ�����
LEMAITRE[15]��������ѧ�����������ģ�ͣ�
 (1)
(1)
ʽ�У� ��
�� �ֱ�Ϊ���ϵ�����������Ӧ��������Ӧ���ż�ֵ��
�ֱ�Ϊ���ϵ�����������Ӧ��������Ӧ���ż�ֵ�� ��ƽ��Ӧ����
��ƽ��Ӧ���� �ǵ�ЧӦ�������Dz��ɱȣ�p������Ӧ���ۻ���Dc���ٽ�����ֵ��DΪ���ϳ�����OYANE��[16]�о�����������ѹ��״̬�µı�����ϵ������ƽ��Ӧ����Ӱ������������Զ�����
�ǵ�ЧӦ�������Dz��ɱȣ�p������Ӧ���ۻ���Dc���ٽ�����ֵ��DΪ���ϳ�����OYANE��[16]�о�����������ѹ��״̬�µı�����ϵ������ƽ��Ӧ����Ӱ������������Զ�����
 (2)
(2)
ʽ�У� Ϊ��ЧӦ�䣻
Ϊ��ЧӦ�䣻 Ϊ��Ч����Ӧ�䣻c2 Ϊ���ϳ�����
Ϊ��Ч����Ӧ�䣻c2 Ϊ���ϳ�����
COCKCROFT��[17]��Ϊ����ijЩ�����IJ��ϣ������Ӧ���ǵ����ƻ�����Ҫ���أ�����λ��������Թ��ﵽijһ����ֵʱ���Ϸ����ƻ����������Ӧ��������Ӧ��·�����֣��õ����¶�����
 (3)
(3)
ʽ�У� Ϊ�����Ӧ����CΪ���ϳ�����
Ϊ�����Ӧ����CΪ���ϳ�����
�������[18]������Բ�IJ���������ǰ����������������¶�����
 (4)
(4)
ʽ�У�p��C��Ϊ���ϳ�����
��������Ԫ����ɻ�ð��ϱ��ι����е�ԪӦ��Ӧ��ֲ�����˿ɷ���ؽ����Զ�����������ϳ��η��棬����Ԥ����ѵķ�����CLIFT��[19]�Զմ֡�˫����������������ѹ�����������Ԥ�⡣�о������ʾ�������˲��Ϲ������Թ�����ֵ�Ķ������ܸ�ȷ��Ԥ����϶��ѡ�TAKUDA��[20]��Oyane��Cockcroft-Latham��Brozzo���Clift����������Ͻ�͵�̼�ְ�������εĶ���Ԥ���С����������ͨ��Cockcroft-Latham��Oyane���Brozzo����ܹ��ó��Ƚ�ȷ��Ԥ�⡣���ǵ�Cockcroft-Latham���Զ����������Ͻ�����������Ԥ���ȷ���Ҳ��ϳ�������ȷ������˱��о�����ͷ������ֵģ��ʹ�ø�����Ϊ���ϵ������оݡ�
��������ͨ������������������5052���Ͻ��Ӧ��-Ӧ�����ߣ���ͨ����������5052���Ͻ��Voceģ�Ͳ�����ѡ����ʵ����Զ�����ϵ�����������������Ԫ��ֵģ��ȷ��5052���Ͻ�IJ���ʧЧ����������õIJ��ϲ���������ͷ������ֵģ���У�ʹ��LS-DYNA����Ԥ��5052���Ͻ�������������������������֤��
1 ������������
�������ò���Ϊ5052�������Ͻ����Ͻ����Ϊ1 mm����������ASTM E8/E8-09��������������Ʊ��������ߴ���ͼ1��ʾ�����õ�����и�ӹ����������������ڵ������������SANS�Ͻ��У�Ϊ�˼���Ӧ�����ʲ�����Ӱ�죬�����������ٶ�����Ϊ1 mm/min��

ͼ1 �������������ߴ�
Fig. 1 Dimensions of uniaxial tensile specimen (Unit: mm)
5052���Ͻ�Ĺ���Ӧ��-Ӧ��������ͼ2��ʾ����ͼ2���Կ�����0�㡢45���90����3������������������߷dz��ӽ�������ģ����Ϊ60624 MPa����������ǿ�ȷֱ�Ϊ175 MPa��185 MPa��175 MPa������ǿ�ȷֱ�Ϊ220 MPa��210 MPa��215 MPa�����쳤�ʷֱ�Ϊ10%��11.2%��10.5%������������֪��5052���Ͻ�3������ĵ���ģ��������ǿ�ȡ�����ǿ�Ⱥ����쳤�ʶ��dz��ӽ�����˵��5052���Ͻ�������Խ�����
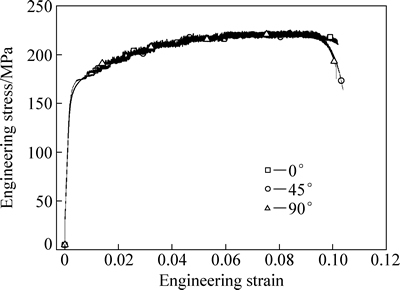
ͼ2 5052���Ͻ�嵥�����칤��Ӧ��-Ӧ������
Fig. 2 Engineering strain��stress curves of 5052 aluminum alloy sheet in uniaxial tensile tests
ͼ3��ʾΪ������Ѻ�����Ͻ�������Ƭ�������Ͽ����������ɽǶ�ԼΪ45�㣬�Ͽ�ƽ����ʹ��ɨ����������۲�5052���Ͻ����������Ͽڵ���ò�������ͼ4��ʾ����ͼ4���Կ�����5052���Ͻ����������Ͽڴ����������͵����ѡ���һ�����ѵ����δ���˵��5052���Ͻ��������Զ��ѣ��ڶ����������ν�С�������ѵĵײ������ֲܷ���һ���������ο�����˵��5052���Ͻ��в��ִ��Զ��ѡ����ڵڶ������ѱ������٣����5052���Ͻ����Ҫ���ѻ����������Զ��ѡ�

ͼ3 ������Ѻ����Ͻ�������Ƭ
Fig. 3 Photo of failed aluminum alloy tensile specimen
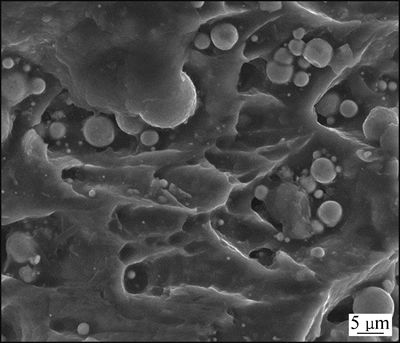
ͼ4 �������������Ͽڵ�SEM��
Fig. 4 SEM image of fracture surface of tensile specimen
2 ���ϲ���ʶ��
ʹ��LS-DYNA����Ԫ�����ֱ�Ե����������ͷ���ν��з��档����ģ��ѡ��MAT_135����ģ���ܹ�ʹ��Voce�����Ը���ͬ��Ӳ��ģ�ͣ��Լ������ϵĶ���Ӧ������ΪʧЧ�оݡ�����5052���Ͻ���ֳ����ĸ������Խ�������ˣ�MAT_135������нϺõ������ԡ�������ʹ�õIJ��ϱ���ģ����Barlat89������Voceģ�ͺ���������[21]��϶���������Cockcroft- Latham���Զ�������ж���Ԥ�⡣
2.1 VoceӲ��ģ�Ͳ������
��������[22]��Voceģ�͵ĸ���������ͨ����ϲ���Ӧ��-Ӧ�����ߵõ���ʹ��Voceģ�Ͷ�5052���Ͻ��Ӧ��-Ӧ�����߽�����ϣ�����������ߺͲ��ϲ����ֱ��ͼ5�ͱ�1������Q1��Q2��C1��C2ΪVoceģ�͵IJ��ϲ�����������ߺ��������ߵ����ϵ��Ϊ0.995��������ƶȽϸߡ�

ͼ5 ������������5052���Ͻ��Ӧ��Ӳ������
Fig. 5 Experimental and fitting strain-hardening curves of 5052 aluminum alloy
ͼ6��ʾΪ����������������Ԫģ�ͣ�����ƽ���ߴ�Ϊ1 mm����ȷ������5�����ֵ㣬ʹ��16��ȫ���ֿǵ�Ԫ��������һ�����ӹ̶�Լ������һ����1 mm/min�ĺ㶨�ٶ��������˶�������ʹ��MAT_135ģ�ͣ�Ӳ��ģ��ѡ��Voce�����Ը���ͬ��Ӳ��ģ�ͣ��������1���е���ϵõ���Voceģ�Ͳ��������ϵIJ��ɱȺ�������ָ���ɲ��Ϲ������ṩ��ʹ��LS-DYNA����ʽģ�������⡣
�ڷ�������У����������������ű��������Ⱥ����־��ȱ��κ;ֲ����������ڷ���ģ����ȱ�ٲ���ʧЧ�оݣ����Ե�����λ�Ʋ�������ʱ�������ĺ�Ȼ��������ֱ��Ϊ0�����Dz������ֱ�۶��ѡ���������������к�ȷֲ���ͼ�仯��ͼ7��ʾ����ͼ7��֪�������������ε����ӣ�������Ȳ��ϼ������м������ȼ�������졣�ڳ�ʼʱ�̣��������������ξ��ȣ���������λ�Ƶ����ӣ��������β������������в����ȳ������Ա�խ�����ֲ�������
��1 5052���Ͻ�IJ��ϲ���
Table 1 Material parameters of 5052 aluminum alloy


ͼ6 ����������������Ԫģ��
Fig. 6 FE model of uniaxial tensile specimen
ͼ7 ��������������ȷֲ���ͼ
Fig. 7 Thickness distribution contours of uniaxial tensile specimen
ͼ8��ʾΪ�����������õ�Ӧ��-Ӧ�����߶ԱȽ������ͼ8���Կ�������������������֮ǰ������������ǺϽϺá�һ���棬˵�������������Voceģ�Ͳ����������϶���֮ǰ��Ӧ��Ӧ����Ϊ�нϸߵľ��ȡ���һ���棬������Ԫ��ֵģ��������û�����Ӷ���ʧЧ�оݣ����Ե�Ԫ����Ӧ���ڳ��־���֮����Ȼ����������λ�Ƶ���������������ʵ��Ӧ��-Ӧ�����߳��ֲ�ͬ����������ˣ����½��Զ������еIJ������з����Ը�ȷ��ģ����ϵ�����ֱ�������������ι��̵���ѧ��Ϊ��
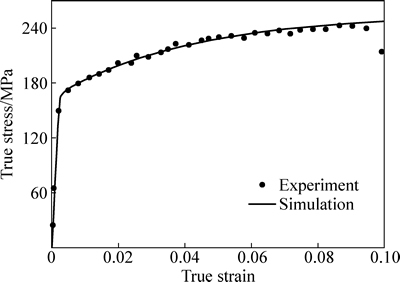
ͼ8 ������������õ�����Ӧ��-Ӧ������
Fig. 8 True stress-strain curve from tensile simulation and experiment
2.2 Cockcroft-Latham�������������
����Cockcroft-Latham���Զ������ϵ�Ԫ�Ķ���Ӧ���ܵ���������Ԫ�������Ӧ��������Ӧ��·���Ļ��֡���ʵ����ʹ��ģ���������Ӧ��������Ч����Ӧ����л��֣��õ����ϵĶ���Ӧ ���ܡ�
�������������������С�����ʱ��ı仯������ͼ9��ʾ������ͬʱ�̵�Ԫ�����Ӧ��������Ӧ����ֵõ���Ԫ���Ӧ���ܣ�������Ԫ���Ӧ����������Ӧ��仯��������ͼ10��ʾ��ʹ�ù�ѧ������ ��������������Ͽڵ���С���ֵΪ0.42 mm����ͼ9�ж��������������ﵽʵ����С��ȵ�ʱ��Ϊ58 s����ʱ�̼�Ϊ�����������Զ���ʱ�̡��ڷ������в鵽58 sʱģ��������Ч����Ӧ��Ϊ0.458����ͼ10��֪����ʱģ���е�Ԫ���Ӧ����Ϊ109 MPa���˵�ԪӦ���ܼ�Ϊ5052���Ͻ�Ķ���Ӧ���ܡ�5052���Ͻ���ϵ�ʧЧģ�Ͳ������2��ʾ��
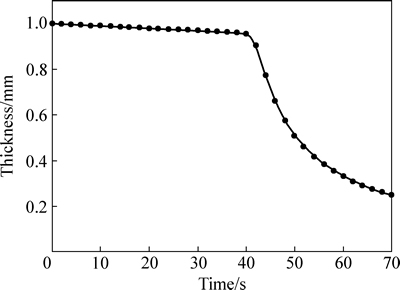
ͼ9 �������������������С��ȵı仯����
Fig. 9 Changing curve of minimum thickness of specimen in numerical uniaxial tensile test

ͼ10 ���Ӧ�������Ч����Ӧ��ı仯����
Fig. 10 Changing curve of maximum strain energy with equivalent strain
��2 5052���Ͻ��ʧЧģ�Ͳ���
Table 2 Parameters of fracture model of 5052 aluminum alloy

3 ��ͷ���η���������
��ͷ����ģ�߳ߴ���ͼ11��ʾ��ģֱ��Ϊ100 mm��ģ�ߵ���϶Ϊ2 mm�����ӽ�뾶Ϊ5 mm����ģԲ�ǰ뾶Ϊ5 mm��ë��Ϊ180 mm��180 mm��5052���Ͻ��ΰ��ϣ����Ϊ1 mm���ڰ����в�ֱ��Ϊ100 mmԲ��������ʹ��ƽ���ߴ�Ϊ0.8 mm���ı���������л��֣���������ʹ��ƽ���ߴ�Ϊ5 mm���ı��κ������λ�����֡�����16��ȫ����
�ǵ�Ԫ����ȷ������5�����ֵ㡣�Ӵ�����ѡ��FORMING_ ONE_WAY_S_S��Ħ��������Ϊ0.125����ѹ�ٶ�Ϊ1mm/s����ѹ���25mm���ο���ѹ�ֲ�[23]��ѡ��λѹ����Ϊ0.85 MPa������ѹ��Ȧ�ߴ�ѡȡѹ����Ϊ20 kN������ģ��ѡ��MAT_135ģ�ͣ�ʹ��2.1��2.2���л�õ�Voceģ�Ͳ����Ͷ���Ӧ���ܡ���ͷ������ֵģ���в�ͬʱ�̰��ϵ�������ͼ12��ʾ��
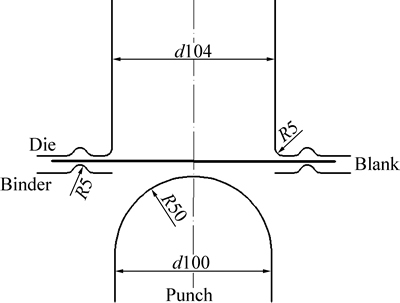
ͼ11 ��ͷ����ģ�߳ߴ�
Fig. 11 Dimensions of spherical bulging moulds (Unit: mm)
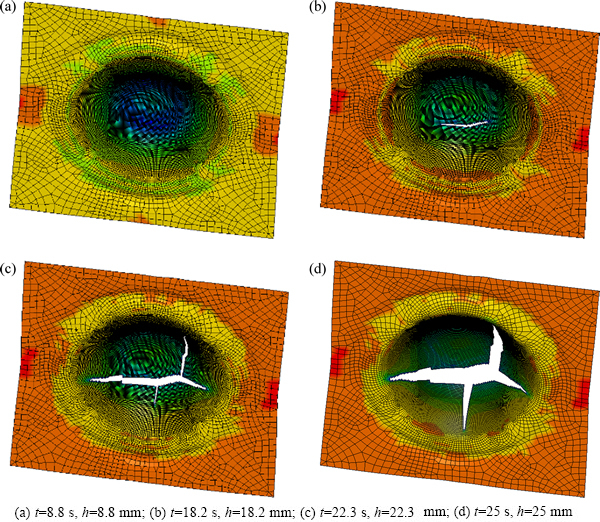
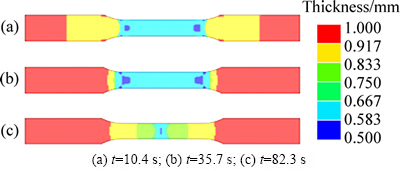
ͼ12 ��ͷ���ι����в�ͬʱ�̰�������
Fig. 12 Shapes of sheet in spherical bulging at different time
�����ڳ��ι����е�Ԫ��Ӧ���ܻ����ű��ε����Ӷ����ӣ�����Ԫ��Ӧ����(W)�ﵽ���ϵĶ���Ӧ����(Wc)ʱ��ԪʧЧ��LS-DYNAģ����η���ʱ���Զ�ɾ��ʧЧ��Ԫ�����ͷ���Χ�ڵ�����ɶȣ��Դ�ģ����ι��������Ƶ���չ����ͼ12���Կ�������ͷ������Χ�������(��ͼ12(a)����ɫԲ������)�����ų�ѹ��ȵ����ӣ�����ͷ�IJ�Χ����һ��ƽ����ˮƽ�������(��ͼ12(b))������ѹ��ȴﵽ22.3 mmʱ����ˮƽ���ڴ�ֱ�ڵ�һ�����Ʒ�����ֵڶ������ƣ�ͬʱ��һ����������(��ͼ12(c))����ģ�г�������25 mmʱ����������ͬʱ�����γ�һ�����ȱ��(��ͼ12(d))��
��ͷ�������������THP01-500A�Ͷ�ܳ�ѹ����ģ�����������ɡ���������ģ�߳ߴ硢�����ߴ�ͳ�ѹ���ղ����������ģ����ͬ����������в�ȡ˫��������������в��ϵ�����ѹ���ֱ�����ϳ������ѣ�����ѹ���Ϊ25 mmʱ�����ϳ������ѣ���ͼ13��ʾ��
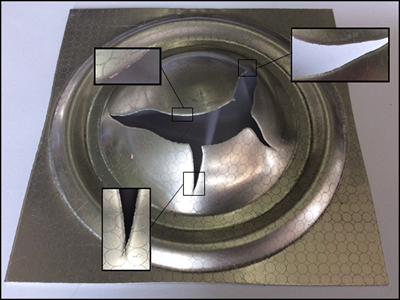
ͼ13 ������ͷ��������
Fig. 13 Cracked sheet in spherical bulging experiment
��ͼ13���Կ����������ڳ��������ѵĹ����г��������Եľ�������۶Ͽڱ���Ϊ�������ȷ����45�㷽����ѣ����Ѳ�λ�ϿڱȽ�ƽ����û�г��ֲ��������������Ϻ�����пڸ������������Եļ�����
ͼ14��ʾΪ������ͷ���η������������Աȡ���ͼ14���Կ���������Ԫ�����������������Ǻϣ����Ͽ��Ѵ����Ƶ�λ�ú���״��С���������ӽ���˵������Ԫ����������нϸߵ�ģ�⾫���Լ�������õ�Voceģ�Ͳ���Q1��C1��Q2��C2�Ͷ���Ӧ����Wc�Ǻ����ģ�Cockcroft-Latham���Զ������ܹ��ܺõ�Ԥ��5052���Ͻ���ϳ��εĿ���ʧЧ��
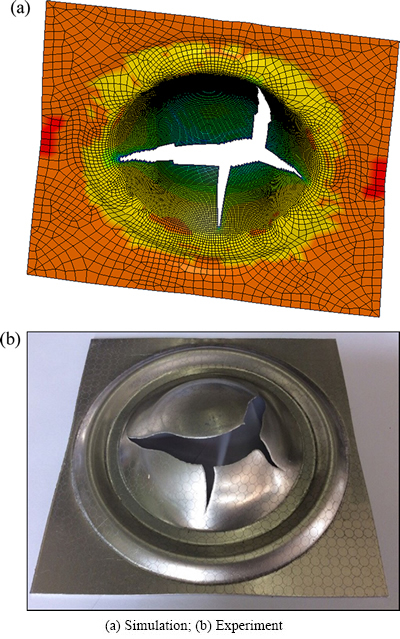
ͼ14 ������ͷ���η������������Ա�
Fig. 14 Comparison of sheet deformation results in spherical bulging
4 ����
1) ��5052���Ͻ������˵����������飬ʹ��Voceģ�Ͷ�����Ӧ��Ӧ�����߽�������ϡ���Cockcroft-Latham���Զ��������뵽������������Ԫģ���У������������������5052���Ͻ����ʧЧ������
2) ������ϵ�Voceģ�Ͳ�����Cockcroft- Latham���Զ����������5052���Ͻ������ͷ���ο��ѽ����˷���Ԥ�⣬������������֤�������������Ԥ����Ͽ���λ�ü��ѿ���״���������Ǻϡ�
3) ʹ�ø÷����������Ͻ���ϵij��ο��Ѽ���Ԥ����в��ϲ�����ⷽ�㣬���㾫�ȸߵ��ŵ㣬��Ϊ����о��ṩ�ο���
REFERENCES
[1] Ҷ�Ӻ�, �� ��, �̽���, �����, �˵°�. 6061-T651���Ͻ𱡰��ͷ�ĺ��ӱ���[J]. �й���ɫ����ѧ��, 2014, 24(10): 2435-2442.
YE Yan-hong, HE Jing, Cai Jian-peng, Sun Jia-min, DENG De-an. Welding deformations of 6061-T651 Al alloy thin-plate joints[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2435-2442.
[2] Thuillier S. Influence of a tensile pre-strain on bending of aluminium alloy[C]//Key Engineering Materials. Switzerland: Trans Tech Publications, 2014, 611: 1742-1749.
[3] ������, ������, �� ��, ��ѧ��. AA6082���Ͻ��ȱ������˱���ģ��[J]. �й���ɫ����ѧ��, 2015, 25(3): 595-601.
MA Wen-yu, WANG Bao-yu, ZHOU Jing, TANG Xue-feng. Damage constitutive model for Thermal deformation of AA6082 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 595-601.
[4] Zhu H, QI F. Mechanical properties and fracture behaviors on 6061 aluminum alloy under shear stress state[J]. Rare Metals, 2011, 30(5): 550-554.
[5]  , LAUKLI H. Experimental and numerical investigation of fracture in a cast aluminium alloy[J]. International Journal of Solids and Structures, 2010, 47(24): 3352-3365.
, LAUKLI H. Experimental and numerical investigation of fracture in a cast aluminium alloy[J]. International Journal of Solids and Structures, 2010, 47(24): 3352-3365.
[6] Hirsch J. Recent development in aluminium for automotive applications[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 1995-2002.
[7] Ҷ ��, �� ��, Ҧ����, ������. ������6xxxϵ���Ͻ𱡱ڼ������Զ�����Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(4): 878-887.
YE Tuo, WANG Guan, YAO Zai-qi, LI Luo-xing. Ductile fracture behavior of 6xxx aluminum alloy thin-walled components of automobile[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(4): 878-887.
[8] �� ��, �� ��, �����. ��άӦ��״̬��2A12�Լ����ޱ��κͶ��ѵ���ֵģ��[J]. �й���ɫ����ѧ��, 2014, 24(5): 1157-1166.
LIU Chao, SUN Qin, LIU Yan-jie. Numerical simulation of finite deformation and failure of 2A12 specimens under three-dimensional stress state[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1157-1166.
[9] л����, �ڻ�ƽ, �� ��, ��ѩ��. ���ϳ��������Զ�����Ӧ���о���չ[J]. �������ѧ��, 2007, 14(1): 6-10.
XIE Yan-min, YU Hu-ping, CHEN Jun, RUAN Xue-yu. Recent advances of research on application of ductile fracture criteria in sheet metal forming process[J]. Chinese journal of Engineering Design, 2007, 14(1): 6-10.
[10] Xing H U, Zhao Y X, LI S H, LIN Z Q. Numerical simulation of ductile fracture behavior for aluminum alloy sheet under cyclic plastic deformation[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(7): 1595-1601.
[11] Olofsson J, Svensson I L, Lava P, Debruyne D. Characterization and investigation of local variations in mechanical behaviour in cast aluminium using gradient solidification, digital image correlation and finite element simulation[J]. Materials & Design, 2014, 56: 755-762.
[12] Fourmeau M,  , Benallal A, Hopperstad O S. Anisotropic failure modes of high-strength aluminium alloy under various stress states[J]. International Journal of Plasticity, 2013, 48: 34-53.
, Benallal A, Hopperstad O S. Anisotropic failure modes of high-strength aluminium alloy under various stress states[J]. International Journal of Plasticity, 2013, 48: 34-53.
[13] Ebnoether F, Mohr D. Predicting ductile fracture of low carbon steel sheets: Stress-based versus mixed stress/strain-based Mohr-Coulomb model[J]. International Journal of Solids and Structures, 2013, 50(7): 1055-1066.
[14] LE , THUILLIER S, Manach P Y. Aluminum alloy damage evolution for different strain paths�Capplication to hemming process[J]. Engineering Fracture Mechanics, 2009, 76(9): 1202-1214.
, THUILLIER S, Manach P Y. Aluminum alloy damage evolution for different strain paths�Capplication to hemming process[J]. Engineering Fracture Mechanics, 2009, 76(9): 1202-1214.
[15] LEMAITRE J. A continuous damage mechanics model for ductile fracture[J]. Journal of Engineering Materials and Technology, 1985, 107(1): 83-89.
[16] OYANE M, SATO T, OKIMOTO K, Shima S. Criteria for ductile fracture and their applications[J]. Journal of Mechanical Working Technology, 1980, 4: 65-81.
[17] COCKCROFT M G, LATHAM D J. Ductility and the workability of metals[J]. Journal of the Institute of Metals, 1968, 96: 33-39.
[18] ������, ����Ӣ, ����־, ������. �������Զ���������Ͻ��ij��μ���Ԥ��[J]. �й���ɫ����ѧ��, 2003, 13(5): 1223-1226.
YU Zhong-qi, YANG Yu-ying, WANG Yong-zhi, SUN Zhen-zhong. Application of ductile fracture criterion to prediction of forming limit in aluminum alloy sheet forming[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1223-1226.
[19] Clift S E, Hartley P, Sturgess C E N, Rowe G W. Fracture prediction in plastic deformation processes[J]. International Journal of Mechanical Sciences, 1990, 32: 1-17.
[20] TAKUDA H, MORIK, HATTA N. Application of some criteria for ductile fracture to the prediction of the forming limit of sheet metals[J]. Journal of Materials Processing Technology, 1999, 95(1/3): 116-121.
[21] Reyes A, Hopperstad O S, Lademo O G, Langseth M. Modeling of textured aluminum alloys used in a bumper system: Material tests and Characterization[J]. Computational Materials Science, 2006, 37(3): 246-268.
[22] Tarigopula V, Hopperstad O S, Langseth M, Clausen A H, Hild F, Lademo O G, Eriksson M. A study of large plastic deformations in dual phase steel using digital image correlation and FE analysis[J]. Experimental Mechanics, 2008, 48(2):181-196.
[23] ��Т��. ��ѹ�ֲ�[M]. 2��. ����: ��е��ҵ������, 2000: 309-311.
WANG Xiao-pei. Stamping manual[M]. 2nd ed. Beijing: China Machine Press, 2000: 309-311.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51175382)
�ո����ڣ�2015-04-19�������ڣ�2015-09-07
ͨ�����ߣ��ຣ�࣬�����ڣ���ʿ���绰��021-69589982��E-mail��yuhaiyan@tongji.edu.cn

