
Optimization of mechanical properties of cast NiAl-28Cr-5.5Mo-0.5Hf alloy
GUO Jian-ting(郭建亭)1, GAO Qiang(高 强)1,2, HUAI Kai-wen(淮凯文)1,
LI Gu-song(李谷松)1, LI Hu-tian(李虎田)1
1. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China;
2. Department of Materials Engineering, Dalian University of Technology, Dalian 116024, China
Received 20 April 2006; accepted 30 June 2006
Abstract: The effects of different processing techniques on the microstructure and compressive properties of NiAl–28Cr-5.5Mo-0.5Hf alloys were evaluated. These processing routes can all improve the compressive properties of NiAl–28Cr-5.5Mo-0.5Hf alloys. The microstructural refinement and the stronger precipitation strengthening mechanisms are responsible to the improvement of the compressive properties under the condition of higher undercooling degree. In addition, high magnetic field treatment and trace rare earth elements addition can significantly optimize the mechanical properties of NiAl-28Cr-5.5Mo-0.5Hf alloy. The improvement of NiAl-28Cr-5.5Mo-0.5Hf alloy seems to be realized by a complicated combination of different processing route. A directional solidification at a high drawing rate under high magnetic field for NiAl-28Cr-5.5Mo-0.5Hf alloy containing minor rare earth element is a desirable route to the high performance NiAl-28Cr-5.5Mo-0.5Hf alloy.
Key words: NiAl-28Cr-5.5Mo-0.5Hf; processing; microstructure refinement; precipitation strengthening; high solidification rate
1 Introduction
Intermetallic alloys based on nickel aluminium (NiAl) are subjects of an ongoing development of new high-temperature materials for application as heat shields for combustion chambers and as first-row vanes in industrial gas turbines, since they possess a combination of high melting point, good thermal conductivity and excellent oxidation resistance, which is superior to that of commercial superalloys. However, to make NiAl a viable structural material, it is necessary to overcome some of its inherent problems, which include low strength at elevated temperature and serious lacking in fracture toughness and ductile at room temperature[1-3].
Significant improvement in the material properties, processing and design methodology has been achieved during the past decades. High creep strength single crystal NiAl alloys, which can compete with Ni-base single crystal superalloy Rene’N4, have been developed. The successful engine test of high pressure turbine vanes demonstrated that it is possible to design and manufacture complicated turbine engine components out of limited ductility intermetallic alloys for application in highly stressed and harsh environments. However, the advanced NiAl single crystal alloys are known to have very low room temperature fracture toughness values on the order of 3-5 MPa?m1/2 which is believed to make them unstable for critical turbine blade applications[4, 5].
Another strategy to fabricate high creep strength NiAl alloys is to directionally solidify NiAl-Cr(Mo) eutectic composites. Directionally solidified (DS) NiAl/Cr(Mo) eutectic has been studied for many years because of its higher fracture toughness compared to many other NiAl-based alloys[6-9]. However, the higher melting points of NiAl-Cr(Mo) eutectic and NiAl, which are close to 1 728 K and 1 912 K, are about 100-300 K higher than the temperature used to process superalloys, pushing the stability of ceramic mold to their limit when it is in contact with molten NiAl[10, 11]. Therefore the mold-metal reactions are serious issue, which led to Si contaminant.
Small additions of refractory metal from Group IV B, in particular Hf, were found to be very effective in improving the high temperature creep strength of NiAl single crystal[2] and the NiAl-Ni2AlHf two-phase alloys were also found to have excellent creep resistance comparable to conventional nickel-based superalloys [12-14]. Based on the about understanding of NiAl alloys, the equiaxed NiAl-Cr(Mo)-Hf alloy developed by GUO and his group exhibits much better elevated temperature strength and creep resistance with only 6% mass increase[15, 16], but the room temperature fracture toughness decreases due to the existence of Ni2AlHf Heusler phase, which makes the interface serrated[17, 18]. Hence, the room temperature ductility and toughness and the elevated temperature strength of Hf-doped NiAl-Cr(Mo) eutectic alloy need to be improved.
2 Alloy compositions
The NiAl based alloy, developed for high temperature structural application at Institute of Metal Research has a nominal composition as follows: Ni, 33%; Al, 33%; Cr, 28%; Mo, 5.0%-5.8%; Hf, 0.2%-1.0%. The action of Hf addition is for solid solution strengthening and dispersion strengthening. In this study, the NiAl-28Cr-5.5Mo-0.5Hf alloy was selected as the master alloy. The microstructure of the conventionally cast (CC) NiAl-28Cr-5.5Mo-0.5Hf alloy is shown in Fig.1. The EDS results indicate that the alloy is composed of three phases, which are a gray Cr(Mo) phase, NiAl matrix and a white Ni2AlHf phase. The conventional casting yields the microstructure of multiple eutectic cells enclosed by intercellular zone in the alloy. Each eutectic cell consists of thin gray Cr(Mo) and black NiAl lamellae in a radial pattern, while larger blocks exist in the intercellular regions.
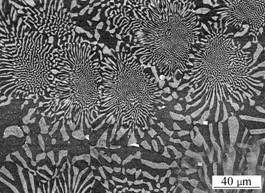
Fig.1 SEM micrograph of conventionally cast alloy
3 Rapid solidification processing
Generally, microstructural refinement can result in improvement in mechanical properties of alloy. Injection casting(IC), as a method to fabricate bulk amorphous metal[19], can also be utilized to prepare bulk NiAl alloys at a solidification rate of about 102 K/s that is much higher than that of the conventional casting. The IC specimen was prepared by re-melting the prealloyed shivers in quartz tube, and injected through a nozzle with a diameter of 0.5 mm into Cu mold with an inner cavity of 10 mm in diameter. The microstructure of the IC NiAl-28Cr-5.5Mo-0.5Hf alloy is shown in Fig.2. The injection casting of the alloy leads to the primary dendritic NiAl phase (globular and irregular regions) in 13% volume fraction scattered in the interior or along the boundary of eutectic cells, which are enclosed by much smaller amount of intercellular region. The width of intercellular region ranging from 1 μm to 2 μm for IC alloy is far narrower than 10 μm to 20 μm for CC alloy. The area fraction of eutectic cells attains increase from 60% for CC alloy to 79% for IC alloy as a result of the decreased width of interlamellar zone. The significant interlamellar refinement other than cell refinement takes place for the IC alloy. The interlamellar spacing in the IC eutectic cells is from 0.3 to 0.8 μm. Also, the Heusler phase of the SC alloy is distributed at the boundary of the eutectic cells in a semi-continuous way.
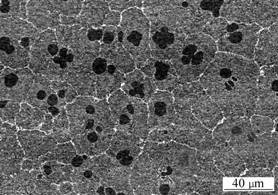
Fig.2 SEM micrograph of injection-cast alloy
The microstructural changes can be attributed to the quicker solidification rate in the process of injection casting than that of conventional casting. In eutectic systems, increasing growth rate of directional solidification produces composite structures for increasingly low-melt-pointing phase rich alloys[20]. The NiAl is low-melt-pointing phase in the NiAl-Cr(Mo) binary eutectic, thus the primary NiAl occurs during the injection casting. Under the condition of the present injection casting, the true eutectic point of NiAl-Cr(Mo) with NiAl volume fraction of 60% can be calculated by considering the volume fraction of primary NiAl and intersolubilities between NiAl and Cr(Mo) in the process of injection casting. Hence, the presence of primary NiAl phase can be eliminated by use of NiAl-40Cr(Mo) master alloy. It can be seen from Fig.2 that the primary NiAl dendrites grow isotropically and is surrounded by the Cr(Mo) phase. Therefore, the eutectic structure can nucleate and grow from it directly. Just because the primary NiAl can act as nucleation site for eutectic and
the concentration of the melt near it can reach NiAl-40Cr(Mo) rapidly, the primary NiAl dendrites grow isotropically to a very limited dimension. The intercellular zone decreases distinctly in the IC alloy and this may be the consequence of the presence of primary NiAl phase in the process of the injection cast and significant increase of nucleation rate under condition of rapid solidification.
For IC alloy, no obvious precipitates were observed in NiAl phase and Cr(Mo) phase, even for coarser primary NiAl phase by SEM in spite of greater solubility of Cr, Mo and Hf in NiAl phase and Ni and Al in Cr(Mo) phase for the IC alloy. However, it is shown that even by melt-spining or rapid cooling by water cooling during heat treatment, fine α-Cr phase can separate out from the NiAl phase in NiAl-Cr alloy [15, 21]. Hence, no Cr(Mo) particle in primary NiAl phase may be a gloss due to the lack of greater resolution for SEM and further investigation is needed by TEM. At least, the much more and finer Cr(Mo) phase should be precipitated in the NiAl phase, which can reinforce the effect of precipitation strengthening.
The IC alloy has a better room temperature(RT) compressive ductility with about 14% than about 7% for CC alloy. However, it exhibits similar elevated temperature strength with the CC alloy, though the high solid solution of alloying element in NiAl and Cr(Mo) phase, the great area fraction of eutectic cell and fine lamellar spacing should be beneficial to the improvement of the strength at 1 273 K for the IC alloy. This can be ascribed to the weaker cell boundary zone and large amount of primary NiAl phase. For IC alloy during high temperature deformation, the primary weak NiAl phase will be unstable by cleavage and the semicontinuous Heusler phase can further embrittle the cell boundary of the alloy, which will accordingly result in the weak elevated temperature strength. It can be concluded that the strengthening effect from microstructural refinement and solubility expansion was counteracted by the effect of the weak cell boundaries and large amount of primary NiAl phases. Thus, the compressive ductility and the high temperature compressive strength can be further enhanced by the adjustment of the master alloy composition to NiAl-40Cr(Mo) to eliminate the primary NiAl phase.
4 High speed directional solidification
Based on the investigation of rapid solidification processing of IC alloy as well as the advantages of directional solidification, a NiAl-28Cr-5.5Mo-0.5Hf alloy was directionally solidified at quite higher withdrawal rate of 300 mm/h than that of common directional solidification technique. A vacuum induction melted and drop cast ingot of NiAl-28Cr-5.5Mo-0.5Hf was directionally solidified under Ar atmosphere in the Al2O3-SiO2 ceramic mold by Standard Bridgman technique. The ingot was 16 mm in diameter and 150 mm in length. The temperature gradient on solid/liquid interface was about 70-80 K/cm. A typical microstructure of the longitudinal direction is characterized by a lamellar Cr(Mo) phase that is aligned parallel to the growth direction and embedded within a NiAl matrix, as shown in Fig.3(a). The typical eutectic cellular microstructure of the as-fabricated composite at transverse section is shown in Fig.3(b), where the Heusler phase is semicontinuously distributed along boundary of cells. It is noteworthy that no primary NiAl phase occurred at the present withdrawal rate. At room temperature, the strain to failure in compression is 7%. The strength of NiAl-28Cr-5.5Mo-0.5Hf composite reaches 448 MPa at 1 273 K at a strain rate of 2×10-3 s-1. The compressive strengths decrease with increasing temperature and decreasing the strain rate. The composite exhibits a significantly higher strength level than most other NiAl alloy to date.
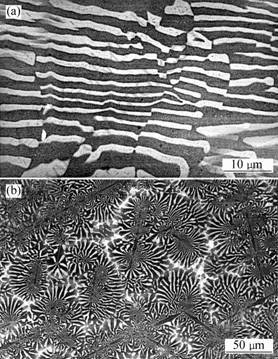
Fig.3 Typical SEM microstructures of longitudinal section (a) and transverse section (b)
The microstructure of composite is composed of multiple columnar grains and the aligned lamellar structure formed in the DS process, which are beneficial to property of the composite. Moreover, the fine G-phase (Ni16Hf6Si7) precipitates are formed in NiAl matrix as shown in Fig. 4, which are partially responsible for the improvement of the matrix strength. Substantial Si is introduced from the Al2O3-SiO2 shell mold being dissolved in the molten metal alloy during solidification process. The trace Hf or Si modified DS NiAl-31Cr-3Mo alloys remelted in an alumina tube all show no obvious enhancement in high temperature strength because of the insufficient precipitation strengthening, which is brought about by the fact that Si is mainly partitioned into the Cr(Mo) phase and Hf segregates at the cell boundary[22]. Therefore, a proper combined addition of Hf and Si should be evaluated for sufficient precipitation strengthening in NiAl-Cr(Mo) eutectic alloys. Meanwhile, the cooperative addition of Hf and Si would preclude the large brittle Heusler precipitate at the cell boundary to improve the toughness of alloy.
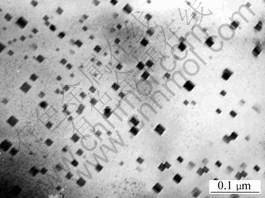
Fig.4 Fine Ni16Hf6Si7 phase precipitant in NiAl matrix
5 High magnetic field treatment
The solubility expansion of Hf in NiAl phase at higher solidification rate in injection casting and high rate directional solidification is accompanied by the semicontinuously distributed Heusler phase precipitates at the boundary of cell boundaries, which can greatly embrittle the NiAl-28Cr-5.5Mo-0.5Hf alloy. Therefore, the NiAl-28Cr-5.5Mo-0.5Hf alloy was treated at 1 173 K and 10 T high magnetic field[23]. It is shown that the bending strength of the specimens at RT after magnetic field treatment is increased by 75%. The fraction surface observation shows that the high magnetic field treatment improves the alloy ductility. Electron probe microanalysis indicates that the Heusler phases at cell boundary and the small Heusler phase particles at NiAl/Cr(Mo) interface are partially dissolved into NiAl matrix. Table 1 lists the change of composition of the constituent phases before and after magnetic field treatment. In addition, no semicontinuous Heusler phase is found in the microstructure of the treated alloy. It is suggested that the Heusler phase solution resulting from the high magnetic field may improve the mechanical
Table 1 Compositions of individual phases in NiAl-28Cr- 5.5Mo-0.5Hf alloy[23] (mole fraction, %)
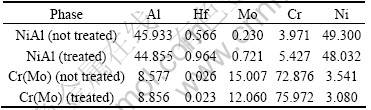
properties of the NiAl intermetallic alloys, although no high temperature strength test is conducted in this study.
6 Minor rare earth element additions
Fig.5 shows that the additions of different rare earth elements (REEs) mainly refine the lamellae in the interior of the grain cells, but not markedly change the sizes of eutectic cells. In addition, the addition of Y increases the irregularity of Cr(Mo) lamellae in the interior of the grain cells as shown in Fig.5(c). As the rare earth elements are surface active and large, it can increase the undercooling degree of interface between solid and liquid to increase the growth rate. The growth rate increases and the diffusion time decreases accordingly, and so the spacing of lamellae has to be refined to adapt to the decreased diffusion spacing and increased growth rate.
The effects of different rare earth elements on the compressive properties of NiAl-28Cr-5.5Mo-0.5Hf are summarized in Table 2. Table 2 shows that a balance of compressive properties can all be achieved by the additions of 0.05%(mass fraction)Y, Ce and Nd with the Nd containing alloy having the best increment of compressive properties. Owing to the negligible refinement of eutectic cells, the decrease of interlamellar spacing may be one of the most main factors that are relevant to the improvement of mechanical properties in the rare earth element containing NiAl-28Cr-5.5Mo- 0.5Hf alloys. On one side, the decrease of interlamellar spacing can strengthen the eutectic alloy. On the other side, it is certain that the decrease of interlamellar spacing produces more interfaces between NiAl and Cr(Mo) phases. The dislocation network exists at the
Table 2 Results of compressive tests for NiAl-28Cr-5.5Mo- 0.5Hf alloys containing various contents of rare earth elements under strain rate of 1.94×10-3 s-1[15]

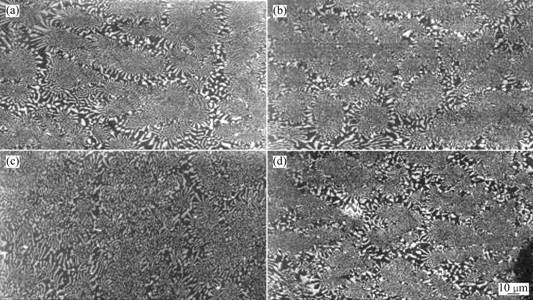
Fig.5 Microstructures of REEs-doped alloys: (a) 0; (b) 0.05 Ce; (c) 0.05 Y; (d) 0.05Nd (mass fraction, %)
interface of NiAl and Cr(Mo) phases in the NiAl-28Cr-5.5Mo-0.5Hf alloys due to the small mismatch between two phases. The more interfaces result in more dislocation network at the interface between NiAl and Cr(Mo), so the strength of alloys can be enhanced because the investigations demonstrate that the dislocation network at the interface between NiAl and Cr(Mo) favor the strength of NiAl based alloys by providing obstacles to dislocation motion[9]. The microstructure of NiAl-Cr(Mo) alloy is stable thermodynamically[3, 16], thus the strength at HT also gain improvement. Furthermore, since the refinement of eutectic cells do harm to the HT strength of alloys, the refinement of lamellae instead of eutectic cells benefits to retain the HT strength of alloys.
The fracture pattern changes at RT and high temperature from intercellular fracture to cleavage fracture are shown in Figs.6 and 7, which are evidenced by a work on Dy in NiAl-28Cr-5.8Mo-0.2Hf[24]. As the surface active Dy with large atomic radius is expected to segregate at the boundary of eutectic cells like B element in polycrystalline NiAl[25], the segregation of Dy element strengthens the boundary of eutectic cells and changes the fracture manner. The strengthening of boundary of eutectic cells contributes to the improvement of the compressive properties of the alloys.
The effects of different processing techniques and rare earth element additions on the compressive properties of the NiAl-28Cr-5.5Mo-0.5Hf alloys are shown in Fig.8, where the effects of the rare earth element are adjusted by considering the refinement effect due to the using of the Cu cold crucible. These processing methods can all improve the compressive properties of the NiAl-28Cr-5.5Mo-0.5Hf alloys. The microstructural refinement and the stronger precipitation strengthening mechanisms are responsible for the improvement of the compressive properties under the condition of higher undercooling degree. In addition, high magnetic field treatment can significantly optimize the mechanical properties of the NiAl-28Cr-5.5Mo-0.5Hf alloy.

Fig.6 Fractographs of compressed specimens at RT
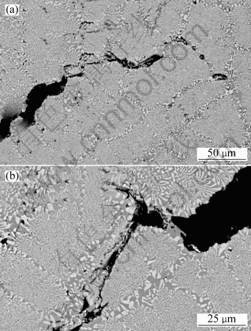
Fig. 7 Surface character of compressive specimens of alloys containing 0%Dy (a) and 0.1%Dy (b)

Fig. 8 Comparison of different NiAl-28Cr-5.5Mo-0.5Hf eutectic alloys
7 Conclusions
The improvement of the NiAl-28Cr-5.5Mo-0.5Hf alloy seems to be realized by a complicated combination of different processing techniques. A directional solidification at a high withdrawal rate for REEs-doped NiAl-28Cr-5.5Mo-0.5Hf alloy followed by a treatment under high magnetic field may be a desirable package deal to the high performance NiAl-28Cr-5.5Mo-0.5Hf alloy.
References
[1] NOEBE R D, BOWMAN R R, Nathal N V. Physical and mechanical properties of the B2 compound NiAl[J]. Int Mater Rev, 1993, 38: 193-233.
[2] DAROLIA R. NiAl alloys for high-temperature structural applications[J]. JOM, 1991, 43(3): 44-49.
[3] MIRACLE D B. The physical and mechanical properties of NiAl[J]. Acta Mater, 1993, 41: 649-684.
[4] WHITTENBERGER J D. High temperature ordered intermetallic alloy Ⅳ[A]. JONSON L A. Mater Res Soc Symp Proc[C]. Boston, 1991: 581-587.
[5] DAROLIA R, WALSTON W S. Recent developments in NiAl technology[A]. NATHAL M V, DAROLIA R, LIU C T, MARTIN P L, MIRACLE D B, WAGNER R, YAMAGUCHI M. Structural Intermetallics 1997[C]. San Diego: The Minerals, Metal & Materials Society, 1997:585.
[6] CLINE H E, WALTER J L, KOCH E F, et al. The variation of interface dislocation networks with lattice mismatch in eutectic alloy[J]. Acta Metall, 1971, 19(5): 405-414.
[7] JOHNSON D R, CHEN X F, OLIVER B F, et al. Processing and mechanical properties of in-situ composites from the NiAl-Cr and the NiAl-Cr(Mo) eutectic system[J]. Intermetallics, 1995, 3: 99-113.
[8] CHEN X F, JOHNSON D R, NOEBE R D, et al. Deformation and fracture of a directionally solidified NiAl-28Cr-6Mo eutectic alloy[J]. J Mater Res, 1995, 10: 1159-1170.
[9] CHEN X F, JOHNSON D R, OLIVER B F. Microstructure from a directionally solidified NiAl–Cr eutectic deformed at room temperature[J]. Scripta Metall Mater, 1994, 30(8): 975-980.
[10] YU K O, OTI J A, WALSTON W S. Development and characterization of high strength NiAl single crystal alloys[J]. JOM, 1993, 45(5):49-53.
[11] OTI J A, YU K O. Production processing of investment cast complexshaped Ni-Al single-crystal airfoils[A]. DAROLIA R, LEWANSDOWSKI J J, LIU C T, MARTIN P L, MIRACLE D B, NATHAL M V. Structural Intermetallics[C]. Pennington: The Minerals, Metals &Materials Society, 1993: 505-512.
[12] OH-ISHI K, HORITA Z, NEMOTO M. Microstructure and strength of B2-ordered NiAl containing L21-Ni2AlHf precipitates[J]. Mater Sci Eng A, 1997, 239-240: 472-478.
[13] POLVANI R S, TZENG W S, STRUTT P R. High temperature creep in a semi-coherent NiAl-Ni2AlTi alloy[J]. Metall Trans, 1976, 7A: 33-40.
[14] GARG A, NOEBE R D, DAROLIA R. Crystallography of the NiHfSi phase in a NiAl (0.5 Hf) single-crystal alloy[J]. Acta Materi, 1996, 44(7): 2809-2820.
[15] CUI C Y, GUO J T. Investigation on microstructure and mechanical properties of NiAl-28Cr-5Mo-1Hf alloy[J]. Acta Metallurgica Sinica, 1999, 35: 477-468.
[16] GUO J T, CUI C Y, QI Y H, et al. Microstructure and elevated temperature mechanical behavior of cast NiAl/Cr(Mo) alloyed with Hf[J]. Journal of Alloys and Compounds, 2002, 343: 142-147.
[17] GUO J T, CUI C Y, CHEN Y X, et al. Microstructure, interface and mechanical property of the DS NiAl/Cr(Mo,Hf) composites[J]. Intermetallics, 2001, 9: 287-297.
[18] GUO J T, CUI C Y, QI Y H, et al. High temperature embrittlement of NiAl alloy induced by hot isostatic pressing and aging[J]. Scripta Meterialia, 2001, 44: 2437-2441.
[19] LI F S, ZHANG T, INOUE A, et al. (Fe, Co)-Zr-Nd-B bulk amorphous alloys with good soft magnetic properties[J]. Intermetallics, 2004, 12: 1139-1142.
[20] WALTER J L, CLINE H E. The effect of solidification rate on structure and high-temperature strength of eutectic NiAl-Cr[J]. Metall Trans, 1970, 1(5): 1221-1229.
[21] TIAN W H, HAN C S, NEMOTO M. Precipitation of α-Cr in B2-ordered NiAl[J]. Intermetallics, 1999, 7: 59-67.
[22] NOEBE R D, BOWMAN R R, NATHAL M V. Physics and Mechanical Metallurgy of NiAl[R]. Boston: NASA Technical Paper, 1994: 3398.
[23] MA G J, WU C W, ZHOU W L, et al. Initial study of strengthening of NiAl-Cr(Mo)-Hf alloys by strong magnetic field[J]. J Mater Res, 2005, 20(2): 295-298.
[24] GAO Q, GUO J T, HUAI K W, et al. The microstructure and compressive properties of as-cast NiAl-28Cr-5.8Mo-0.2Hf containing minor Dy[J]. Materials Letters, 2005, 59: 2859-2862.
[25] GEORGE E P, LIU C T. Brittle fracture and grain boundary chemistry of microalloyed NiAl[J]. J Mater Res, 1990, 5: 754-762.
(Edited by YANG You-ping)
Foundation item: Projects(59831020, 59871055, 59895156 and 59895152) supported by the National Natural Science Foundation of China
Corresponding author: GUO Jian-ting; Tel: +86-24-23971917; Fax: +86-24-23891320; E-mail: jtguo@imr.ac.cn

