稀有金属 2005,(02),228-231 DOI:10.13373/j.cnki.cjrm.2005.02.023
KFC铜合金带材的生产工艺研究
谢水生 程镇康 闫晓东 涂思京
北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室,北京有色金属研究总院有色金属材料制备加工国家重点实验室 北京100088 ,北京100088 ,北京100088 ,北京100088 ,北京100088
摘 要:
研究了铜合金水平连铸中在线固溶处理方法对合金组织的影响 , 分析了不同工艺参数下的第二相析出物 , 同时研究了不同的轧制与热处理工艺的微观组织结构。
关键词:
引线框架 ;铜合金 ;KFC合金 ;生产工艺 ;
中图分类号: TG146.11
收稿日期: 2004-09-09
基金: 国家 8 63计划 (2 0 0 2AA3Z10 0 0 ) 资助项目; 北京市科委软科学资助项目;
Production of KFC Copper Alloy Strip
Abstract:
KFC copper alloy is one of the common lead frame materials with good electric conductivity. Microstructure by the influence of on-line solution treatment and analysized the different educt influence by different processing parameter. At the same time it studied the different microstructure by the different rolling and heat treatment technique. The results show that on-line solution treatment should be used in horizontal continuous casting. And thickness of products should be also proper. It suggests us that the present rolling and heat treatment in practical use conditions should be improved.
Keyword:
lead frame; copper alloy; KFC; production technology;
Received: 2004-09-09
集成电路的基础材料包括芯片、 引线框架和封装材料, 其中引线框架起到固定芯片、 提供机械载体、 保护内部元件、 传递电信号并向外散发元件热量的作用, 是集成电路的骨架。 因此要求引线框架材料具有高强度、 高导电导热性以及良好的焊接性、 耐蚀性、 加工成型性、 塑封性能、 光刻性、 抗氧化性等一系列综合性能。 铜合金以其优异的综合性能而成为重要的引线框架材料, 目前, 铜合金引线框架材料已经占到总量的80%左右
[1 ]
。
目前, 国内外开发的引线框架用铜合金已有百余种, 按材料的性能基本可分为高导电型、 中导电中强度型、 低导电中强度型和高强度型; 按合金的成分分类, 主要有铜-铁-磷系、 铜-铬-锆系、 铜-镍-硅系和铜-银系等。 虽然铜合金引线框架材料种类繁多, 但是目前大量使用的只有KFC, C1220和Cl94 3种。 其中Cu-Fe-P系的KFC (Cu-0.1Fe-0.03P) 是最具代表性的高导电材料之一, 其导电率≥85% IACS, 强度约400 MPa, 硬度HV 120左右
[1 ,2 ,3 ,4 ,5 ]
。
铜合金引线框架材料主要是采用复杂合金化原则, 通过向铜中加入少量的合金元素, 在小幅度降低导电率的前提下, 提高合金的强度和综合性能, 其共同特点是添加元素在铜中固溶度的变化随着温度变化十分明显。 Cu-Fe-P系合金的强化方法主要为沉淀强化, 这种方法是将低固溶度的合金元素加入铜中, 通过高温固溶处理, 合金元素在铜基体中形成过饱和固溶体, 这一步将使导电率下降, 在随后的时效处理中, 通过时效使过饱和固溶体分解, 大量的合金元素又以沉淀相形式从固溶体中析出, 使导电率迅速提高, 同时由于时效析出相的强化作用, 强度进一步提高。 利用沉淀强化提高强度的方法, 对导电率影响不大
[1 ,6 ]
。
目前, 国内生产引线框架用铜合金带材的几家企业, 普遍存在生产规模小、 品种规格少、 质量精度较差等问题, 与国外同类产品相比, 还存有一定差距。 本文仅从连铸、 轧制及热处理工艺等方面, 对广泛使用的高电导材料KFC的组织、 性能进行了研究, 为进一步提高我国引线框架铜带生产的技术水平, 缩小与国际先进水平的差距, 促进引线框架材料的国产化提供参考。
1 连铸工艺对KFC合金铸态金相组织的影响
连铸是生产铜合金带材的第一道工序, 连铸坯的质量好坏直接影响着整个制备过程, 这对于Cu-Fe-P系引线框架带材的生产显得更为突出, 由于Cu-Fe-P合金液态的导热性差、 流动性差、 易造渣, 导致其铸造速度慢、 液穴深、 易疏松、 铸造缺陷较多, 而且对水冷强度要求高
[7 ,8 ,9 ]
。 另外, 铸锭厚度、 结晶器结构对铸锭质量都有重要影响。
1.1 实
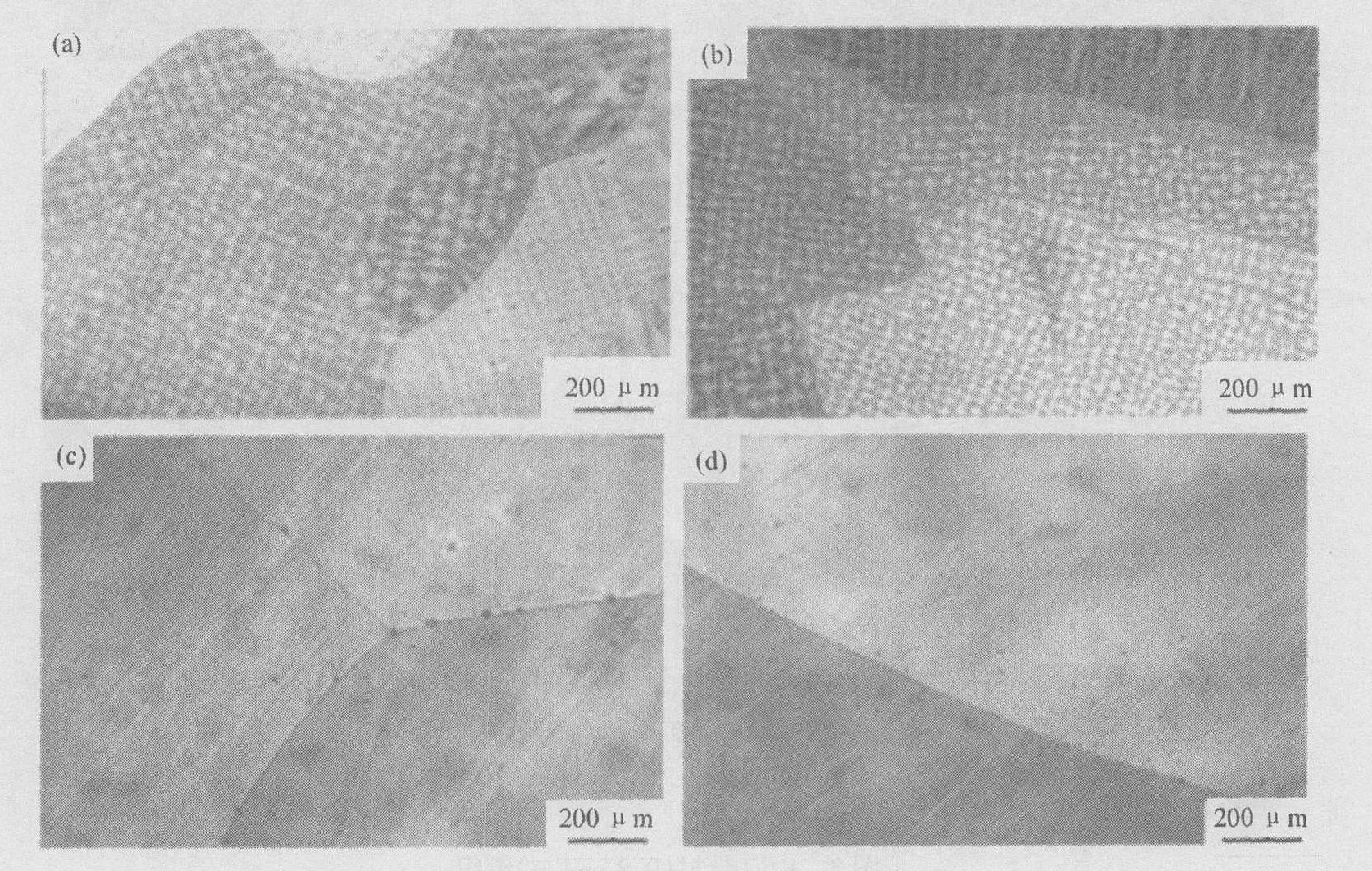
验 实验采用中频炉熔炼、 水平连铸方法, 熔炼温度1120 ℃, 结晶器出口温度560 ℃, 铸造速度165 mm・min-1 , 得到了不同宽厚比的KFC合金铸坯。 其中1# 铸坯尺寸为17.8×270 mm, 宽厚比为15.2; 2# 铸坯尺寸为16.3×325 mm, 宽厚比为19.9, 均采用在线固溶处理方法, 入水口温度28 ℃, 出水口温度40 ℃。 其金相组织如图1所示。 由图中可见, 上述两种工艺得到的KFC铸锭的低倍组织 (图1 (a, b) ) 无明显区别, 均为粗大的树枝晶, 未发现疏松、 裂纹、 夹渣等铸造缺陷; 而在较高倍数下 (图1 (c, d) ) 可以发现晶内有细小的析出物存在, 同时由图1 (c) 可以发现, 1# 铸坯样品的晶界有相对较大的颗粒析出。
1.2 结果分析
根据Cu-Fe-P相图可以看出, 要使之具有良好加工性能, 必须使它具有α固溶体组织, 而其他相将不利于后续加工。 对Cu-Fe-P系合金的研究结果表明: 高温下, Fe元素与P元素以形成Fe2 P为主, 低温下则易于形成Fe3 P, 并在冷却凝固过程中从Cu中沉淀析出, 起到强化作用。 特别是通过时效处理, 使Fe2 P向Fe3 P转变, 并形成Fe3 P的网状结构, 起到更好的强化效果
[10 ,11 ]
。 因此, 为了提高KFC的塑性加工性能和沉淀强化效果, 生产过程中应有固溶处理工序。 这对于采用大铸锭开坯的生产方式来讲, 因其属于热轧开坯, 所以可以在热轧后、 冷轧前对热轧产品进行固溶处理; 而对于采用连铸卷坯-冷轧生产方式来说, 因其坯料厚度不大, 则可在水平连铸过程中实现在线的固溶处理, 从而可以缩短流程、 降低生产成本。
虽然水平连铸的生产, 因铸坯厚度不大, 可采用在线固溶处理的方法。 但是必须保证连续铸坯在拉出结晶器后, 具有足够的冷却速度, 才能实现在线固溶处理。 在本实验中, 1# , 2# 铸坯样品均是采用水平连铸的生产, 并在相同的冷却条件下进行固溶处理。 由于1# 样品的厚度比较2# 样品的大, 所以1# 样品铸造过程中的冷却速度比2# 样品小, 从而导致1# 样品的晶界出现了大颗粒析出物, 这样既影响到材料的塑性加工性能, 又降低了后续的强化效果。
因此, 采用水平连铸法生产KFC铸坯时, 为了提高合金元素的强化效果, 可以采用在线固溶处理方法, 但铸坯的厚度不宜过大, 以免降低冷却速度, 出现大颗粒析出物; 另一方面, 由于Cu-Fe-P合金液态时导热性差、 流动性差, 液穴深, 易疏松等特性, 因此铸锭厚度也不能过小。
2 轧制及热处理工艺对KFC产品微观组织的影响
在实际加工中, 轧制工艺和热处理工艺经常是结合在一起进行分析考虑。 本文对实际生产中的两条工艺方案及所得到的两种状态的制品进行了
图1 KFC铸态组织 (a) , (c) 为1#样品的金相照片; (b) , (d) 为2#样品的金相照片 Fig.1 KFC microstructure of casting
研究。
工艺方案一: KFC连铸卷坯铣面 (15 mm) ―冷轧至2.5 mm―钟罩炉退火 (630 ℃/7 h) ―冷轧至1.0 mm―钟罩炉退火 (400 ℃/6 h) ―冷轧至0.5 mm。 实验获得的KFC合金的金相组织, 如图2所示。
该方案的变形量很大, 总变形率达到了96%, 中间有两次退火, 最终得到Y2 态制品。 由于时效前的冷变形可使析出物易于形核, 从而加速析出过程, 所以时效前通常进行较大的冷变形。 而为了消除加工硬化, 提高合金的塑性及降低变形抗力, 在大变形后应采用中间退火, 随后再用一次低温退火控制制品的性能
[12 ]
。 从理论上讲, 生产中的工艺路线是合理可行的。 但在采用低温退火控制半硬材的产品性能时, 必需严格控制退火的温度及时间, 退火应该均匀而充分, 温度过高, 时间过长容易造成最终制品的晶粒度过大, 降低产品性能, 而温度过低, 时间较短又容易部分保留加工硬化效应, 同样使产品性能降低。 由图2中可看出, 方案最终得到的Y2 状态制品, 加工态组织比较明显, 晶粒分布不均匀, 晶粒在轧制中被拉长成纤维状后, 经退火仍有较大晶粒的存在, 并且还可以看出, 虽然方案中的两次退火时间很长, 但效果并不是很好。 因此, 该工艺有待于进一步改进。
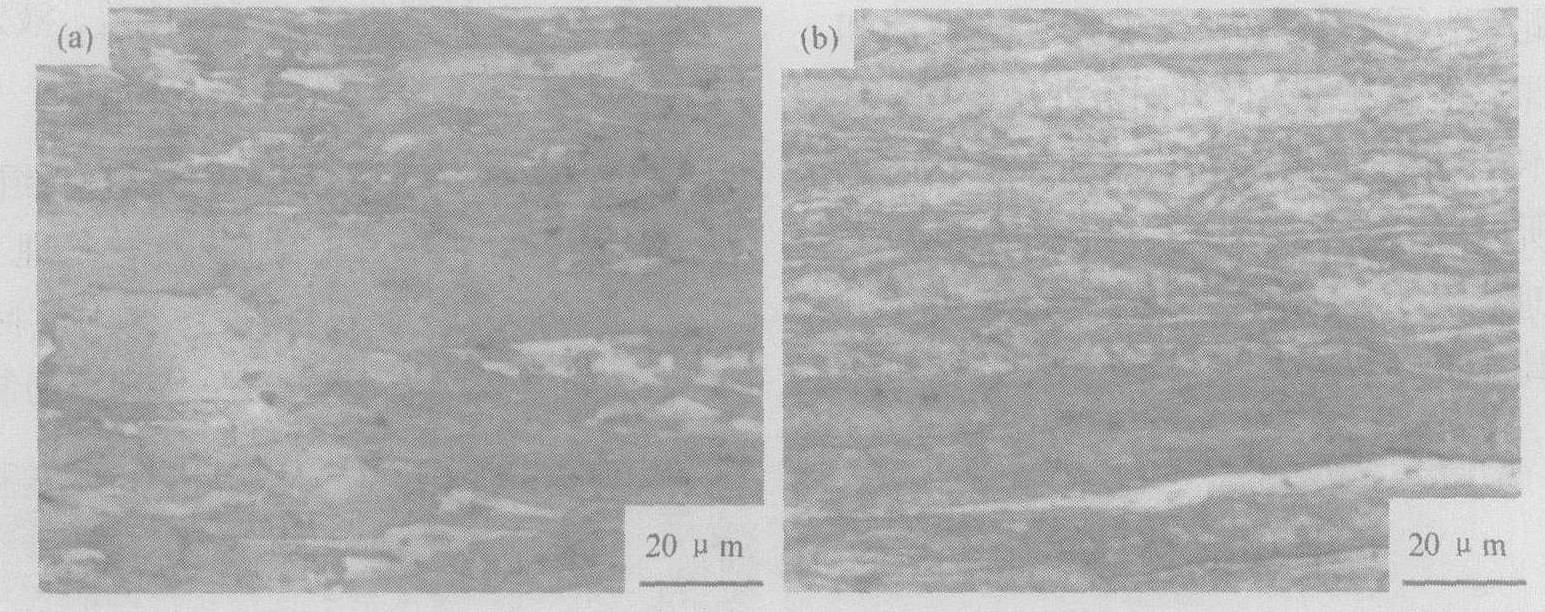
工艺方案二: KFC连铸卷坯铣面 (15 mm) ―冷轧至2.5 mm―钟罩炉退火 (630 ℃/7 h) ―冷轧至0.8 mm―连续退火炉退火 (760 ℃, ν =2.5 m・min-1 ) ―0.8 mm。 实验获得的KFC合金的金相组织, 如图3所示。
该方案的变形量也比较大, 总变形率达到了94%, 中间采用了钟罩炉退火和连续退火炉退火相结合的方法, 最终得到M态制品。 从整个方案
图2 KFC带材 (0.5 mm Y2组织) (a) 横向; (b) 纵向 Fig.2 KFC microstructure of first technics
图3 KFC带材 (0.8 mm M) 组织 (a) 横向; (b) 纵向 Fig.3 KFC microstructure of second technics
来看, 前半部分和方案一没有区别, 加工率很高, 晶粒严重破碎, 但由于最终产品的状态不同, 在经连续退火过程中, 由于再结晶温度较低, 新晶核在较低温度下就能形成, 出现个别原始晶粒吞并周围晶粒而长大, 并且还伴有新晶核的产生和长大, 所以由图3中可看出, 方案最终经连续退火得到的M状态制品, 出现明显的再结晶组织, 晶粒的分布十分均匀, 晶粒度较小, 并且析出物的分布也比较细小、 弥散, 效果较好。 可以看出, 方案中的两种退火炉退火相结合的方法, 对于最终得到M态的制品有着不错的效果。
3 结 论
1. 生产过程中, 采用水平连铸法生产KFC铸坯时, 可以实现在线的固溶处理。 但铸坯的厚度不宜过大, 以免降低冷却速度; 另一方面, 由于Cu-Fe-P合金液具有导热性、 流动性差, 液穴深, 易疏松等特性, 因此铸锭厚度也不能过小。
2. 现行轧制、 热处理工艺方案得到的Y2 态制品, 组织性能较差, 有待于进一步改进; 得到的M态制品, 组织性能较好, 析出物细小、 弥散。
参考文献
[1] 谢水生, 李彦利, 朱 琳. 电子工业用引线框架铜合金及组织的研究[J].稀有金属, 2003, 27 (6) :769.
[2] 赵谢群. 引线框架铜合金材料研究及开发进展[J].稀有金属, 2003, 27 (6) :777.
[3] 田春霞. 电子封装用导电丝材料及发展[J].稀有金属, 2003, 27 (6) :782.
[4] 崔 兰, 季小娜, 陈小平. 高强高导纯铜线材及铜基材料的研究进展[J].稀有金属, 2004, 28 (5) :917.
[5] 郭明星, 汪明朴, 李 周. 机械合金化制备不同粒子弥散强化铜合金的研究[J].稀有金属, 2003, 28 (5) :926.
[6] 和田尚武. 引线框架材料的开发动向及技术课题[J].铜加工, 1995, (3) :43.
[7] 涂思京, 闫晓东, 谢水生. 引线框架用铜合金C194的组织性能研究[J].稀有金属, 2003, 28 (1) :199.
[8] 宋练鹏, 尹志民, 张娜娜. 不同处理工艺对CuCrZrMg合金组织与性能的影响[J].稀有金属, 2004, 28 (1) :122.
[9] 尹志民, 张生龙. 高强高导铜合金研究热点及发展趋势[J].矿冶工程, 2002, 22 (2) :1.
[10] 小松伸野. CuFe二元微量元素合金的比电阻的组成和温度依存性[J].铜加工, 1994, (2) :77.
[11] TomikaY , MiyakaA . CopperAlloyDevelopmentforLead frame[M ].JElectronicManufacturingTechnologySympo sium, 1995, Proceedingsof1995JapanInternational, 18thIEEE/CPMTInternational, 1996.433.
[12] 重有色金属加工手册 (第三分册) [M ].北京:冶金工业出版社, 1979.171.