���±�ţ�1004-0609(2013)S1-s0198-04
TC4�ѺϽ�������ɢ������
�ܽ��ԣ��߸��� ������
(�й������ع����Ź�˾ ���߶����о��������� 471039)
ժ Ҫ���ڲ�ʩ���м�������£����ò�ͬ���ղ�����TC4�ѺϽ���������ɢ�����ӡ����ù�ѧ����������ͷ������֯�ṹ�����������������ͷ��ѧ���ܣ��о����ղ���������֯�ṹ�ͽ�ͷ��ѧ���ܵ�Ӱ�졣��������������ʵ��Ĺ��ղ�������ʵ��TC4�ѺϽ�������ɢ���ӡ����ӹ����У���ɢ�����澭���˽��ܽӴ������Ա��Ρ�Ԫ����ɢ�뷴Ӧ�Լ������ɢ�������Ĺ��̣������γ������Խ������ɢ���ӽ�ͷ����ͷ�������������ǿ��Ϊ958 MPa��
�ؼ��ʣ��ѺϽ������ɢ��������֯����ѧ���ܣ����ղ���
��ͼ����ţ�TG 407���� ���ױ�־�룺A
Vacuum diffusion bonding of TC4 titanium alloy
XIONG Jin-hui, GAO Fu-yang, CHEN Bin, GUO Li-dong
(Luoyang Ship Material Research Institute, Luoyang 471039, China)
Abstract: TC4 titanium alloy was joined by vacuum diffusion bonding without any middle layers at different parameters. The microstructures of the diffusion bonding joints were investigated by optical microscopy (OM). The mechanical properties of the diffusion bonding joints were measured by mechanical testing machine. The effect of processing parameters on the microstructures and mechanical properties were investigated. The results show that TC4 titanium alloy is joined by vacuum diffusion bonding using appropriate bonding temperature and holding time. The diffusion bonding process can be divided into four stages. The maximum tensile strength of the diffusion bonding joints at room temperature is 958 MPa.
Key words: titanium alloy; diffusion bonding; microstructures; mechanical property; processing parameter
�ѺϽ����������ۺ����ܺ����õļӹ����ԣ����ǿ�ȸߡ���ʴ�Ժá��ܶ�С�����Ժͺ����ԽϺõȣ��ں��պ��졢������ʯ�ͻ�������ҵ������˹㷺��Ӧ��[1-5]��
�ѺϽ��õ��ۻ�����������TIG��MIG�����⺸�͵���������[6-9]�����Ƕ���һЩ���������������ͷ��ʽ���������ӷ����������ã��ر����ѺϽ��ڸ������������������壬���ӹ����еı�����Ϊ��Ҫ�������ɢ��[10-11]������ա����º�ʩ��һ��ѹ���������£��������ϱ���ԭ�Ӿ����ϳ�ʱ�����ɢ�����������ʵ�ֲ����������ӵķ��������ۻ�����ȣ������ɢ�����к��ӹ�����������������ӱ���С�����ޱ��Ρ���ʡ���ϡ���ʴ�Ժ�ĸ�ĵ��൱���ŵ㡣����������ijЩ�����ͷ��ʽ�������������ӹ����������������ɣ��ܹ���Ч�����ѺϽ��ڸ���״̬����������Ϊ�ѺϽ�ijЩ�����ͷ��ʽ���ӵ���ѡ������
�����������TC4 �ѺϽ𣬿�չ�����ɢ�����������о����������ù�ѧ����������ͷ������֯�ṹ�����������������ͷ��ѧ���ܣ��о����ղ���������֯�ṹ�ͽ�ͷ��ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 �������
�������ϲ���TC4�ѺϽ�TC4�ѺϽ�����ΪTi-6AI-4V(����������%)�����廯ѧ�ɷ����1���С�
TC4�ѺϽ��ʼ״̬Ϊ�˻�̬��ԭʼ��֯Ϊa+b��ṹ��TC4�ѺϽ���нϺõ���ѧ���ܣ�����Ҫ������ѧ���ܲ������2���С�
��1 TC4�Ͻ�ѧ�ɷ�
Table 1 Chemical composition of TC4 (mass fraction, %)

��2 TC4�Ͻ���ѧ����
Table 2 Mechanical Properties of TC4

1.2 �����豸
�����ɢ�����������豸ΪZC-ZK/YL40�Ͷ�������ɢ��ϵͳ����ͼ1��ʾ������Ҫ����ָ�����£���ʽΪ���ң���ʽ��ˮƽ�����ϣ���Ч�������ߴ�Ϊd 600 mm��600 mm������¶�Ϊ1 300 �棻������¶�Ϊ1 200 �棻���ƾ���Ϊ��1 �棻��Ч�����²�ܡ�5 �棻������նȡ�5��10-4Pa(��̬��������װ����)��������նȡ�1��10-2Pa(��¯��500~1 000 ��)����ȴ��ʽΪ��ѹ����������ȴ�������ȴ����ս������ʣ�����ջ�����ͨ��ѭ��ˮ���900 �潵��200 ����Ҫ9 h�����ٽ������ʣ���֤�豸�ܹ���180 min����900 �潵��200 �棻��ȴ����Ϊ���(���ȡ�99.99%)��

ͼ1 �����ɢ��ϵͳ
Fig.1 System of diffusion bonding
1.3 ���ӹ���
�ѺϽ��������þ�����������ȥ�������ʹ������ﵽ�⻬ƽ��������ֲڶȿɴ�1.6 ��m���ñ�ͪ��ϴ��ɺ��á�Ϊ��������ѧ���ܲ��Ե�Ҫ����ĸ�ijߴ�Ϊd 35 mm��45 mm��
����TC4�ѺϽ���ɢ���¶�Ӧ�õ�������¶ȣ������˳���950 �棬�����¶����ͣ����ѺϽ�����Ӱ����С�����ڦ�+���ѺϽ���ԣ������¶�һ��ѡ���ڦ�ת���¶�40~50 �棬TC4�Ͻ��ת���¶�Ϊ996 �棬��ɢ���¶ȿ�ѡ950 �����ҡ���ˣ��ڱ��о��У�ѡ�õ������¶�Ϊ910~950 �棬����ʱ��30~60 min������ѹ��3 MPa��
���õĴ���������ZC-ZK/YL40�Ͷ�������ɢ��¯�ĺ�������������Ƭ�ó����գ�Ȼ�����÷��ӱü��������գ�����նȴﵽ2.5��10-2 Pa����ʱ��ʼ���ȡ����������±��£�ʹ��¯���¶ȽϿ�Ͼ���Ĵﵽ�����¶ȣ�֮��һ��ʱ��ı��£���ʼ���£������ٶ�ԼΪ2 ��/min������200 ��ʱ�ص����ӱã���Ƭ�ü�����������¯����ȴ���ӽ�����ʱ��ȡ�����ӺõĹ�����
1.3 ����֯���������ܲ���
���ݹ��ұ�GB/T 5168��2008�Ʊ��������������ù�ѧ�����Խ�ͷ��������֯�۲�ͷ��������ݹ��ұ�GB/T 228��2002��GB/T 2651��2008�Ʊ���ѧ���ܼ���������ڵ�������ʵ����Ͻ��к��ӽ�ͷ�������飬���������ߴ���ͼ2��ʾ��

ͼ2 ��ͷ��������ʾ��ͼ
Fig.2 Schematic diagram of tensile sample of joint (Unit: mm)
2 ���������
2.1 ��ͷ����֯�ṹ
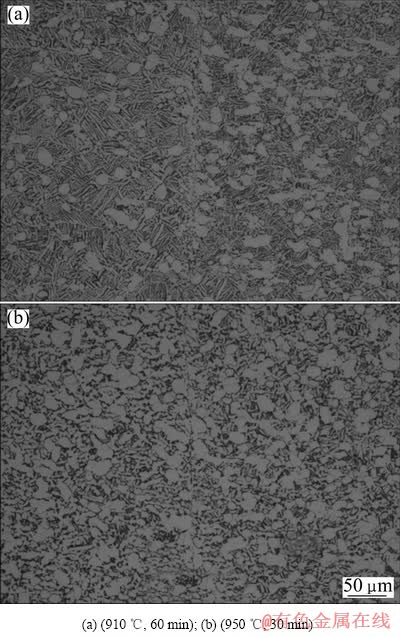
ͼ3��ʾΪ��ɢ�����ͷ�ͱ���֯�����ӹ��շֱ�Ϊ910 �桢60 min��950 �桢30 min������ѹ��3 MPa��
��ͼ3��֪���ѺϽ������ɢ�������γ����������ӽ�ͷ����ͷ���������Ե����ס����ƺͼ��ӵ�ȱ�ݡ��������¶Ƚϵ�ʱ(910 ��)����ʹ����ʱ��ϳ�(60 min)�������Ǵ��ڽ�Ϊ���Ե����ӽ��棬��ͼ3(a)��ʾ���������¶Ƚϸ�ʱ(950 ��)����ʹ����ʱ��϶�(30 min)���������ӽ��������ʧ�������ֱ治������
ͼ4��ʾΪ��ɢ�����ͷ�߱���֯��ͼ5��ʾΪ��ͷ���ӽ���ĸ߱���֯�����ӹ��շֱ�Ϊ910 �桢60 min��950 �桢30 min������ѹ��3 MPa��

ͼ3 ��ɢ����ͷ�ͱ���֯
Fig.3 Optical microstructures of diffusion bonding joint
ͼ4 ��ɢ����ͷ�߱���֯
Fig.4 Optical microstructures of diffusion bonding joint
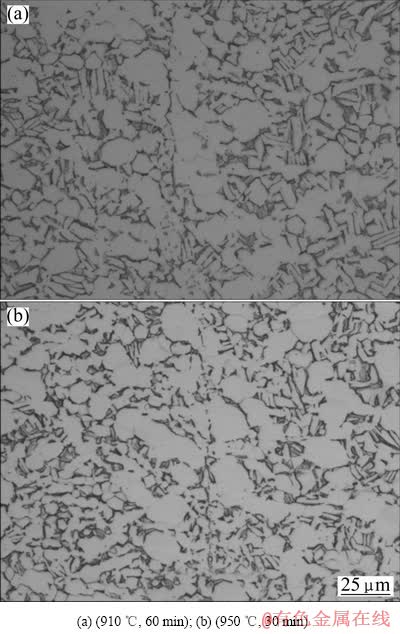
ͼ5 ��ɢ����ͷ����߱���֯
Fig.5 Optical microstructures of interface in diffusion bonding joint
��ͼ4��5��֪����ɢ������û�иı�ĸ����֯�����ӽ��洦��֯��ĸ�ĵ�ϸС��������������ɢ�����������ӽ��淢���ٽᾧ����ʹ����֯�õ�ϸ���������պϡ��������¶Ƚ�Сʱ(910 ��)�����ӽ����ٽᾧ������֣����澧���ߴ粻���ȣ���ͼ4��5(a)��ʾ���������¶Ƚϸ�ʱ(950 ��)�����ӽ����ٽᾧ��֣��������˲��Ͼ�����ȫ�ںϣ����ӽ����ֱպϣ���ͼ4��5(b)��ʾ��
2.2 ��ͷ��ѧ����
�ѺϽ������ɢ����ͷ�����������3���С�
��3 ��ɢ����ͷ��ѧ����
Table 3 Mechanical properties of diffusion bonding joint
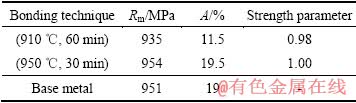
�ɱ�3��֪�������ʵ�����ɢ�����ղ���(950 �棬30 min)���ѺϽ������ɢ����ͷǿ�Ⱥ��쳤�ʾ���ĸ�ĵ��൱������������ɢ�����ղ���ʱ(910 �棬60 min)����ɢ����ͷǿ�Ⱥ��쳤���Ե���ĸ�ĵģ�ǿ��ϵ����0.98~1.00֮�䣬������ѺϽ������ɢ���������������������ʵ�����ɢ�����ղ���(950 �桢30 min)�����ӽ�ͷ���������������ĸ�����Ͽ������Ե�����������ͼ6��ʾ��

ͼ6 ��ɢ����ͷ�������������Ƭ
Fig.6 Photo of tensile failure sample of joint
��ͼ3~5��֪���������ʵ�����ɢ�����ղ���ʱ(950 �棬30 min)����ɢ�����ӽ�������պϣ������γ������ľ�������֯ϸС����ˣ���ɢ����ͷǿ�����쳤����ĸ�ĵ��൱��������������ɢ�����ղ���ʱ(910 �棬60 min)����ɢ�����ӽ����Ϊ���ԣ��ٽᾧ����֣����澧�������������ӽ���û����ȫ�պϣ���ˣ���ɢ����ͷǿ�����쳤�ʵ���ĸ�ĵģ���������Ͽڿ������ӽ��洦��
2.3 �ѺϽ������ɢ�����ӻ���
�ѺϽ���ɢ���ӽ�ͷ���γɹ��̷�Ϊ3���Ρ���һ��Ϊ�����Ӵ��Σ��������۲�ƽ�ı��棬�����ѹ�������£��ֲ��Ӵ������ȴﵽ���Ա��Σ��ڳ���ѹ���������½Ӵ��������������ʹ�����Ӻ���ﵽ�ɿ��Ӵ����ڶ��������ɢ�ͷ�Ӧ�Σ����¶Ⱥ�ѹ���������£����ܽӴ��Ľ��淢��Ԫ����ɢ������Ǩ�ƺͻ�ѧ��Ӧ��ʹ���������γ��µķ�Ӧ�࣬���ڽ����γ��ι̵Ľ�ϲ㣻�������ǽӺϲ�ijɳ��Σ���Ҫ�ǽ�ϲ������������չ�������������γɿɿ������ӽ�ͷ�����������������У����������ӽ��洦������ɢ���ٽᾧ�����ɹ����弰�����塣
3 ����
1) �����ɢ������ʵ��TC4�ѺϽ������Խ���ȱ�ݵ��������ӡ�
2) �����ʵ�����ɢ�����ղ�������ɢ����ͷ�����ٽᾧ��֣���ʵ����ȫ�պϡ�
3) �����ʵ�����ɢ�����ղ�������ɢ����ͷ����ǿ�ȴﵽ954 MPa���쳤��Ϊ19.5%����ĸ�ĵ��൱��
REFERENCES
[1] LEYENS C, PETERS M, EDITORS. Titanium and titanium alloys (Fundamentals and applications)[M]. Weinheim: Wiley-VCH Verlag Gmb-H & Co. KGaA; 2003: 53�C86.
[2] �� һ, ������, �ij���, ��ѧ��, ��־��. �ȱ�¶�� TC11 �ѺϽ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(4): 997-1004.
GU Yi, QI Yan-ling, XIA Chang-qing, LI Xue-xiong, WANG Zhi-hui. Effects of thermal exposure on microstructure and mechanical properties of TC11 titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 997-1004.
[3] ������, �� ��, ������, �Ż���. TC11 �Ͻ��������˻������֯����֯����Ӱ��[J]. �й���ɫ����ѧ��, 2012, 22(11): 3022-3028.
LI Sai-yi, WEN Hao, LEI Li-ming, ZHANG Hui-ru. Effect of annealing in two phase field on microstructure and microtexture of TC11 alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(11): 3022-3028.
[4] ��־��, ��Τ��, ��С��. �ȴ����¶ȶ�Ti-6Al-3Nb-2Zr-1Mo �Ͻ�������֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): s647-s649.
WEN Zhi-gang, WANG Wei-qi, WANG Xiao-xiang. Effects of heat treatment temperature on microstructure and mechanical properties of Ti-6Al-3Nb-2Zr-1Mo alloy plate[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s647-s649.
[5] ��Ң��, ������, ʷ����, �� ��, ������. ���ȥӦ���˻��TC18�ѺϽ����Ӧ������֯���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2011, 21(11): 2780-2785.
ZHANG Yao-wu, ZENG Wei-dong, SHI Chun-1ing, KANG Chao, PENG Wen-wen. Influence of vacuum stress relieving annealing on residual stress and microstructure properties of TC18 titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(11): 2780-2785.
[6] QI Yun-lian, DENG Ju, HONG Quan, ZENG Li-ying. Electron beam welding, laser beam welding and gas tungsten arc welding of titanium sheet[J]. Mater Sci Eng A, 2000, 280: 177-181.
[7] SARESH N, GOPALAKRISHNA P M, MATHEW J. Investigations into the effects of electron beam welding on thick Ti-6Al-4V titanium alloy[J]. J Mater Process Technol, 2007, 192/193: 83-88.
[8] BALASUBRAMANIAN M, JAYABALAN V, BALASUBRAMANIAN V. A mathematical model to predict impact toughness of pulsed-current gas tungsten arc-welded titanium alloy[J]. Int J Adv Manuf Technol, 2008, 35: 852-855.
[9] NOOLUA N J, KERRA H W, ZHOUA Y, XIEB J. Laser weldability of Pt and Ti alloys[J]. Mater Sci Eng A, 2005, 397: 8-15.
[10] BALASUBRAMANIAN M, JAYABALAN V, BALASUBRAMANIAN V. Prediction and optimization of pulsed current gas tungsten arc welding process parameters to obtain sound weld pool geometry in titanium alloy using lexicographic method[J]. ASM Int, JMEPEG, 2009, 18: 871-877.
[11] KATO H, SHIBATA M, YOSHIKAWA K. Diffusion welding of Ti/Ti and Ti/stainless steel roads under phase transformation in air[J]. Materials Science and Technology, 1986, 4(2): 405-409.
(�༭ ������)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ��ܽ��ԣ�������ʦ����ʿ; �绰: 0379-67256041; E-mail: xiongjinhui@126.com

