
Cold stamping for AZ31B magnesium alloy sheet of cell phone house
HUANG Guang-sheng(�ƹ�ʤ)1, 2, ZHANG Lei(�� ��)1, 2, SONG Bo(�� ��)1, 2, PAN Fu-sheng(�˸���)1, 2
1. National Engineering Research Center for Magnesium Alloys, Chongqing University, Chongqing 400030, China;
2. College of Materials Science and Engineering, Chongqing University, Chongqing 400030, China
Received 23 September 2009; accepted 30 January 2010
Abstract: Electric product house of magnesium alloy sheet is usually obtained by warm stamping owing to its poor plasticity and formability at room temperature. The formability of AZ31B magnesium alloy sheet can be improved by repeated unidirectional bending (RUB) process through control of (0002) basal texture. Compared with as-received sheet, the Erichsen value (IE) of the sheet underwent RUB process increases to 5.90 from 3.53 at room temperature. It is also confirmed that cell phone houses could be stamped successfully in crank press with AZ31B magnesium alloy sheets underwent RUB process. It provides an alternative to the electronics industry in the application of magnesium alloys.
Key words: magnesium alloy sheet; repeated unidirectional bending; cold stamping; cell phone house
1 Introduction
Magnesium alloys are the lightest metallic structural materials. Compared with steels and aluminum alloys, they have not only higher specific strength and rigidity, but also excellent mechanical properties. Their products have been widely used in the aerospace, automobile, electronic information, and civilian household appliances. Although the products of magnesium alloys are mainly formed by casting, their products obtained by stamping will have much broader market, because wrought magnesium alloys have higher strength and better ductility[1-3]. As-rolled wrought magnesium alloy sheets show low plastic deformation at room temperature, because they have strong (0002) basal texture and their non-basal slip systems are hard to activate. However, when temperature comes to 423-673 K, the non-basal slip systems are activated, which reduces the flow stress of magnesium alloys and increases the plastic deformation formability[4-8]. Magnesium alloy products have lower strength and poorer surface quality through hot forming, so cold stamping, carried out by improving the formability of magnesium alloy sheets, gets attractive. At present, the methods of improving the stamping formability of magnesium alloy sheets at room temperature are mainly through the control of (0002) basal texture of magnesium alloy sheets[9]. Majority of the experimental surveys showed that, the basal texture of magnesium alloy sheet could be weakened by cross-rolling and different speed rolling (DSR) process, which enhanced plasticity and stamping formability of magnesium alloy sheets[10-16]. IWANAGA et al[10] also reported that Erichsen value increased significantly at room temperature by weakening (0002) basal plane texture.
Previous researches showed that the repeated unidirectional bending (RUB) process improved cold stamping formability of magnesium alloy sheets by weakening basal texture of sheets[17-18]. However, the research on cold stamping of cell phone house has not been performed for magnesium alloy sheets, and relevant reports have not been seen in other references. Hence, it is very important to investigate the cold deformation behaviors of cell phone house in order to lay a theoretical foundation for cold stamping of magnesium alloys and propel magnesium alloys used in the electronics industry. In this work, experiments and finite element (FE) analysis are performed to investigate the effect of RUB process on cold stamping of magnesium alloy sheets.
2 Experimental
2.1 Preparation of material
The as-received AZ31B sheets, with a thickness of 0.6 mm, were processed by RUB process along the rolled direction (RD). The diagrammatic sketch of RUB is shown in Fig.1, where the magnesium alloy sheet was bent on a cylindrical support under a constant force T with a constant speed v. The bend direction was parallel to the RD direction of the sheet. The radius of the cylindrical support was 1 mm and the bending angle was 90?. In the experiments, six-pass bending was used. The sheets underwent RUB process were annealed at 533 K for 60 min.
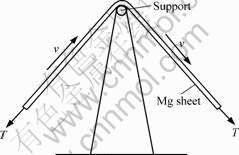
Fig.1 Diagrammatic sketch of RUB
2.2 FE simulation of shallow drawing
FE simulations were performed on cold drawing using simulation software. The FE model is presented in Fig.2, which is coincident with experimental tool configuration well. Constitutive model of the sheet metal was elastoplastic model, which used ELYSTSCHKO- TSAY shell element formulation, and the number of integration points was 5. The mechanical parameters of as-received AZ31 sheets and the sheets underwent RUB process listed in Table 1 were taken as the material model for FE simulation. Punch, die and blank holder binder were defined as a rigid body and the static friction coefficient between them was 0.15.
2.3 Cold stamping of cell phone house
Magnesium alloy sheets with a thickness of 0.6 mm,
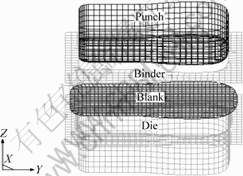
Fig.2 FE meshes of dies and blank
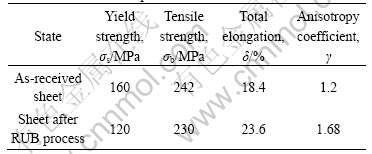
Table 1 Mechanical parameters of as-received sheets and sheets underwent RUB process
which were used in these experiments, underwent BUB process. Three sets of stamping dies of cell phone house were used, that was, the blanking die, deep drawing die and piercing die. Three sets of dies, driven by the crank press in turn, completed blanking, deep drawing and piercing process. Fig.3 shows the three specimens of various stamping processes of AZ31B magnesium alloy sheets underwent RUB process.
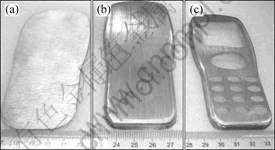
Fig.3 Stamping processes of cell phone house of magnesium alloy sheets: (a) Blanking; (b) Deep drawing; (c) Piercing
In the three processes, blanking and piercing were easier to complete, while deep drawing process was hard to complete, due to magnesium alloy sheets with excellent punch-ability and poor drawing formability at room temperature. Different blanking ways were adopted to assess the anisotropy of sheets underwent RUB process, which affected cold deep drawing of magnesium alloy sheets. Fig.4 shows the three kinds of blanking ways of specimens, which were cut along planes coinciding with the angles of 0? (RD), 45? and 90? (TD) to the rolling direction.
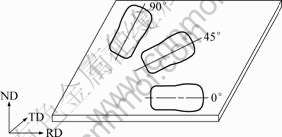
Fig.4 Blanking ways along RD, transverse direction (TD) and at angles of 45? to RD
3 Results and discussion
3.1 Texture and formability of AZ31B sheet alloys
Fig.5 shows the microstructures of as-received magnesium alloy sheets and the sheets underwent RUB process. It can be seen that organizations of fine equiaxial grains distribute along longitudinal section of as-received sheet. The grains near the surface of the sheet underwent RUB shown in Fig.5(b) grow up slightly, while the grains of the center have not changed significantly. There is a gradient of strain during bending of a sheet, because the magnesium alloy sheets used in these experiments have a given thickness. There is a large amount of deformation near the sheet surface, and the greater energy storage during cold deformation; as a result, the grains during recrystallization are easier to grow up.

Fig.5 Microstructures of as-received sample (a) and sample underwent RUB process (b)
In order to clarify the effect of RUB process on stamping formability of magnesium alloys, the texture and IE of as-received sheets and the sheets underwent RUB process were investigated in previous experiments[17-18]. Fig.6 shows the {0002} pole figures of as-received magnesium alloy sheet and the sheet underwent RUB process. A typical strong basal texture is observed in the as-received sheet, where the majority of grains are oriented as their {0002} basal planes parallel to the rolling plane of the sheet. Most of grains c-axis of AZ31B magnesium alloy sheets underwent RUB process tend to incline from the ND towards the RD. Texture components of the sheet underwent RUB (Fig.6(b)) become more disperse, and the basal texture is weakened.
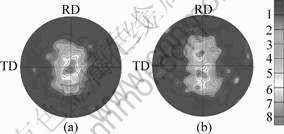
Fig.6 {0002} pole figures of as-received sheet and sheet underwent RUB process: (a) as-received sample, Max density=8.66; (b) Sample underwent RUB process, Max density=7.31
Meanwhile, it can also be seen that the texture components of sheet underwent RUB (Fig.6(b)) contain more pole peaks along the RD, which strengthens anisotropy of magnesium alloy sheets. The variation in texture of the specimen underwent RUB process is likely to be responsible for severe shear deformation. Erichsen tests were then performed to study the stretch formability of magnesium alloy sheets. Compared with the as-received sheet, IE of the sheet underwent RUB process increases to 5.90 from 3.53, by 67% at most. Thus, the stretch formability of the specimen underwent RUB process is significantly higher than that of the as-received specimen at room temperature.
3.2 Effect of RUB process on shallow drawing
Preliminary experimental results showed that RUB process had an important influence on the stamping formability of AZ31 magnesium alloy sheets. In this work, the previous conclusion was also verified by FE simulation. Fig.7 shows the FE results of shallow drawing of cell phone shell. It can be found that critical section, the punch-nose round corner as shown in Fig.7(a), was broken, before the flange of the as-received alloy sheet which produced a defect of wrinkling was fully dragged into the die cavity. However, due to the fact that thickness reduction at the punch-nose corner as shown in Fig.7(b) exceeded the fracture limit, the sheet underwent RUB process was finally drawn successfully. The FE results showed that the RUB process improved shallow drawing formability of magnesium alloy sheets. And cell phone houses can be obtained by cold stamping for the sheets underwent RUB process.

Fig.7 FE simulation results of cold stamping for AZ31B magnesium alloy sheets: (a) As-received sample; (b) Sample underwent RUB process
3.3 Effect of blanking way on shallow drawing
Fig.8 shows the cold stamping parts of the AZ31 magnesium alloy sheets underwent RUB process in different blanking ways. The quality of cell phone house shown in Fig.8(a) was excellent, by the way of blanking along planes coinciding with the RD (0?). While critical sections of cell phone houses as shown in Fig.8(b) and Fig.8(c) were broken, by the ways of the other two kinds of blanking ways. It is anisotropy of magnesium alloy sheets underwent RUB process that made the material flow into the die cavity at different rates during the shallow drawing, which resulted in different thickness strains. The thickness strain distribution plays an important role in the research of fracture of magnesium alloy sheet during cold stamping process. When the thickness reduction exceeds the fracture limit, it is bound to trigger fracture. Stamping parts shown in Fig.8 were cut along the diagonal, and the thickness was measured. Fig.9 shows the thickness strain distribution of cell

Fig.8 Cold stamping parts of AZ31 magnesium alloy sheets underwent RUB in different blanking ways: (a) Blanking along planes coinciding with rolling direction (0��); (b) Blanking along planes at angles of 45��; (c) Blanking along planes transverse (90?) to rolling direction
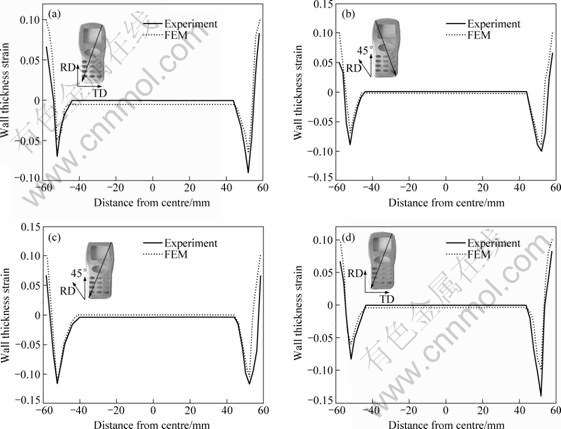
Fig.9 Distributions of wall thickness strain of cell phone house obtained in different blanking ways: (a) Blanking along planes coinciding with rolling direction (0?); (b) (c) Blanking along planes at angles of 45?; (d) Blanking along planes transverse (90?) to rolling direction
phone shell in different blanking ways. The simulated thickness is consistent with the experimental data. It can also be observed that the thickness of magnesium alloy sheets mainly reduces at the punch corner region. When the thickness strain exceeds 8%, the billets here are pulled to fracture. While a large region of the sheet thickness, in contact with the flat top of punch, remains invariable basically during cold deep drawing. The material inflows in the die cavity are mainly restricted by die structure and anisotropy of material, and the material reduced cannot be supplied rapidly by metal flow. It is easy to find that the effect of the blanking ways on shallow drawing of magnesium alloy of cell phone house is significant. Lubrication can also affect the quality of the sheet forming. Then, cold stamping was investigated by FE analysis and experiments, showing that specimens used for cold drawing process with animal oil lubrication were cut according to the way of blanking along planes coinciding with the RD, consequently cell phone houses could be successfully obtained during deep drawing.
4 Conclusions
1) RUB process makes most of grains c-axis around the normal direction (ND) have a larger incline towards the RD. Basal texture is weakened. The formability is improved greatly at room temperature.
2) The thickness of magnesium alloy sheets mainly reduces at the punch corner region during shallow drawing. When the thickness strain exceeds 8%, the billets here are pulled to fracture. While a large region of the sheet thickness, in contact with the flat top of punch, remains invariable basically during cold deep drawing.
3) It is also confirmed that cell phone house can be produced successfully in crank press with AZ31B magnesium alloy sheet underwent RUB by the stamping process. It provides an alternative to the electronics industry in the application of magnesium alloys.
References
[1] MORI K, TSUJI H. Cold deep drawing of commercial magnesium alloy sheets [J]. CIRP Annals-Manufacturing Technology, 2007, 56(1): 285-288.
[2] KLEINER M, GEIGER M, KLAUS A. Manufacturing of lightweight components by metal forming [J]. CIRP Annals-Manufacturing Technology, 2003, 52(2): 521-542.
[3] NEUGEBAUER R, ALTAN T, GEIGER M, KLEINER M, STERZING A. Sheet metal forming at elevated temperatures [J]. CIRP Annals-Manufacturing Technology, 2006, 55(2): 793-816.
[4] CHEN F K, HUANG T B, CHANG C K. Deep drawing of square cups with magnesium alloy AZ31 sheets [J]. International Journal of Machine Tools & Manufacture, 2003, 43(15): 1553-1559.
[5] ZHANG S H, ZHANG K, XU Y C, WANG Z T, XU Y, WANG Z G. Deep-drawing of magnesium alloy sheets at warm temperatures [J]. Journal of Materials Processing Technology, 2007, 185(1/3): 147-151.
[6] CHANG Q F, LI D Y, PENG Y H, ZENG X Q. Experimental and numerical study of warm deep drawing of AZ31 magnesium alloy sheet [J]. International Journal of Machine Tools & Manufacture, 2007, 47(3/4): 436-443.
[7] DOEGE E, KURZ G. Development of a formulation to describe the work softening behavior of magnesium sheets for heated deep drawing processes [J]. CIRP Annals-Manufacturing Technology, 2001, 50(1): 177-180.
[8] DOEGE E, DR?DER K. Sheet metal forming of magnesium wrought alloys-formability and process technology [J]. Journal of Materials Processing Technology, 2001, 115(1): 14-19.
[9] WATANABE H, FUKUSUMI M, SOMEKAWA H, MUKAI T. Texture and mechanical properties of a superplastically deformed Mg-Al-Zn alloy sheet [J]. Scripta Materialia, 2008, 477(1/2): 153-161.
[10] IWANAGA K, TASHIRO H, OKAMOTO H, SHIMIZU K. Improvement of formability from room temperature to warm temperature in AZ-31 magnesium alloy [J]. Journal of Materials Processing Technology, 2004, 155(SI): 1313-1316.
[11] HUANG X S, SUZUKI K, SAITO N. Microstructure and mechanical properties of AZ80 magnesium alloy sheet processed by differential speed rolling [J]. Materials Science and Engineering A, 2009, 508(1/2): 226-233.
[12] CHINO Y, LEE J S, SASSA K, KAMIYA A, MABUCHI M. Press formability of a rolled AZ31 Mg alloy sheet with controlled texture [J]. Materials Letters, 2006, 60(2): 173-176.
[13] WATANABE H, MUKAI T, ISHIKAWA K. Differential speed rolling of an AZ31 magnesium alloy and the resulting mechanical properties [J]. Journal of Materials Science, 2004, 39(4): 1477-1480.
[14] HUANG X S, SUZUKI K, WATAZU A, SHIGEMATSU I, SAITO N. Improvement of formability of Mg�CAl�CZn alloy sheet at low temperatures using differential speed rolling [J]. Journal of Alloys and Compounds, 2009, 470(1/2): 263-268.
[15] KIM W J, PARK J D, KIM W Y. Effect of differential speed rolling on microstructure and mechanical properties of an AZ91 magnesium alloy [J]. Journal of Alloys and Compounds, 2008, 460(1/2): 289-293.
[16] LEE J B, KONNO T J, JEONG H G. Grain refinement and texture evolution in AZ31 Mg alloys sheet processed by differential speed rolling [J]. Materials Science and Engineering B, 2009, 161(1/3): 166-169.
[17] HANG Guang-sheng, XU Wei, Huang Guang-jie, LI Hong-cheng, SONG Bo. Textural evolution of AZ31B magnesium alloy sheets undergoing repeated unidirectional bending at room temperature [J]. Material Science Technology, 2009, 25(3): 365-369.
[18] HANG Guang-sheng, XU Wei, HUANG Guang-jie, LI Hong-cheng, PAN Fu-sheng. New method for improving formability of AZ31B magnesium alloy sheets [J]. Materials Science Forum, 2009, 610(3): 737-741.
(Edited by YUAN Sai-qian)
Foundation item: Project(50504019) supported by the National Natural Science Foundation of China; Project (2008BB4040) supported by the Science Foundation of Chongqing, China; Project (2008AA4028) supported by Scientific and Technological Project of Chongqing Science and Technology Commission, China
Corresponding author: HUANG Guang-sheng; Tel: +86-23-65112239; E-mail: gshuang@cqu.edu.cn

