文章编号:1004-0609(2010)S1-s0717-05
TA15合金的高强螺栓模锻成型工艺
付利国,朱雨生,赵彦营,焉国强
(洛阳船舶材料研究所,洛阳 471039)
摘 要:以TA15合金为成型材料,采用自由锻与模锻相结合的工艺,对TA15合金螺栓进行成形实验研究,分析不同成形工艺对坯料充型效果、显微组织及力学性能的影响。实验结果表明:自由锻在始锻温度为980 ℃、终锻温度为800 ℃、模锻加热温度为955 ℃时,可获得充型效果良好、力学性能优异的TA15合金螺栓。
关键词:TA15合金;自由锻;显微组织
中图分类号:TG302 文献标志码:A
Die-forging of TA15 alloy high-strength bolt
FU Li-guo, ZHU Yu-sheng, ZHAO Yan-ying, YAN Guo-qiang
(Luoyang Ship Material Research Institute, Luoyang 471039, China)
Abstract: Stock filling effect, microstructure and mechanical properties were analyzed for different forming processes based on TA15 alloy material using free forging, forging process and TA15 alloy bolt forming experiment. Experimental results show that the free forging can obtain TA15 alloy bolts with good filling effect and excellent mechanical properties at beginning forging temperature of 980 ℃, final forging temperature of 800 ℃ and die forging heating temperature of 955 ℃.
Key words: TA15 alloy; free forging; microstructure
钛合金与其他金属材料相比具有强度高、中温性能好、抗腐蚀性能好等特点,在航空、航天、化工、船舶等领域得到了广泛应用[1-2]。TA15合金是一种近α型钛合金,通过α稳定元素铝的固熔强化,并加入少量中性元素锆以及β稳定元素钼和钒强化合金。TA15合金具有中等室温和高温强度、良好的热稳定性和焊接性能,被广泛应用于制造高性能飞机的重要构件[3-5]。
本文作者以TA15合金在热加工工艺中常用的工艺参数为基础,通过设计合理的成型模具,优化锻造工艺参数,制定合理的锻造工艺来研制组织、性能优越的TA15合金螺栓锻件。
1 实验
1.1 试验材料
锻造试验所使用的材料为d55 mm的TA15钛合金锻轧棒材,合金相变点为(995±5) ℃,化学成分见表1。
图1所示为原材料金相组织照片。由图1可以看出:原材料组织致密,无清晰晶粒,显微组织为均匀的等轴两相组织。棒材室温力学性能和高温力学性能分别见表2和表3所列。
1.2 试验内容
以M20 mm×90 mm(见图2)的TA15合金螺栓为研
表1 原材料化学成分
Table 1 Chemical composition of TA15 bar (mass fraction, %)


图1 TA15棒材金相组织
Fig.1 Macrostructure(a) and microstructures(b, c, d) of TA15 bar
表2 棒材的室温力学性能
Table 2 Mechanical properties of bar at room temperature

表3 棒材的高温力学性能
Table 3 Mechanical properties of bar at high temperature


图2 M20×90螺栓
Fig.2 M20×90 bolt (Unit: mm)
究对象,设计螺栓成型模具。采用新的螺栓成型模具与自由锻工艺相结合,通过研究制定合理的锻造工艺参数,有效地控制了产品的外型尺寸和性能组织,提高了产品的质量。
1.3 试验过程
根据螺栓的结构特点,设计了螺栓成型模具(见图3)。在保证锻造螺栓毛坯顺利脱模的基础上,为了最大限度地节约原材料,设计的模具脱模斜度为2?。由于螺杆很长,为了便于锻造毛坯顺利进入模具充满型腔,减少毛坯模锻成型过程中的裂纹、折皱等缺陷[6],设计了与螺栓成型模相匹配的夹具(见图4),以此将螺栓的毛坯尺寸和外形进一步优化,得到更加合理的成型毛坯,毛坯形状为锥形棒材,外径为30~25 mm。
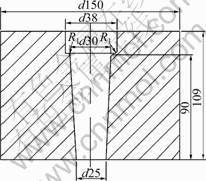
图3 螺栓成型模具
Fig.3 Molding mould of bolt (Unit: mm)

图4 配套夹具
Fig.4 Associated clamp
1.4 试验工艺
变形温度根据钛合金的相变点及常用的变形温度确定,根据钛合金的变形温度,钛合金锻造可以分为β锻造、近β锻造和(α+β)锻造。β锻造的锻造温度一般高于β相变点温度50~150 ℃,近β锻造的锻造温度一般在相变点温度以下20~50 ℃的范围内,α+β锻造又称为常规锻造,锻造温度一般在相变点温度下50~150 ℃的范围内。
通常钛合金铸锭的开坯锻造采用β锻造,而由棒材锻成成品锻件一般采用近β锻造或常规锻造,其中以常规锻造居多。结合钛合金的近β锻造或常规锻造方法,螺栓锻件坯料的锻造温度范围确定为905~ 975 ℃。
钛合金的锻造由于具有变形抗力高,冷作硬化倾向明显,锻造温度范围窄,容易吸收有害气体,钛锻件容易粘在模具上,钛合金易形成α硬脆层等特点,钛合金的锻造需要对锻件进行有效的防护和润滑。本研究的TA15合金锻件的锻造温度在905 ℃以上,所以,选用玻璃润滑剂对锻件变形进行保护和润滑;此外,为了便于锻件脱模和锻件表面质量的提高,还可以在锻造过程中对成型模腔进行适当润滑。
锻造工艺过程为:
1) 将d50 mm×45 mm坯料在电阻炉中加热至975 ℃,保温60 min,进行镦粗拔长,终锻温度不低于850 ℃,锻成d40 mm×70 mm的坯料;然后,用夹具将锥形坯料成型至直径为25~30 mm,显微组织如图6所示。
2) 由于最终成型的变形量不够充分,所以,为了避免晶粒粗大,降低坯料在电阻炉中进行加热的温度至950 ℃,直接用成型模成型。
锻件冷却后需进行退火处理,退火制度为:(780~ 860 ℃, 2 h)/空冷。最终产品如图5所示。

图5 产品照片
Fig.5 Product photos
2 结果与分析
2.1 锻件组织分析
TA15合金锻件低倍组织评级图片为2级(即晶粒度级别为2级),组织均匀致密,无明显的清晰颗粒,也无裂纹、夹杂、偏析、折叠、缩孔等肉眼可见的缺
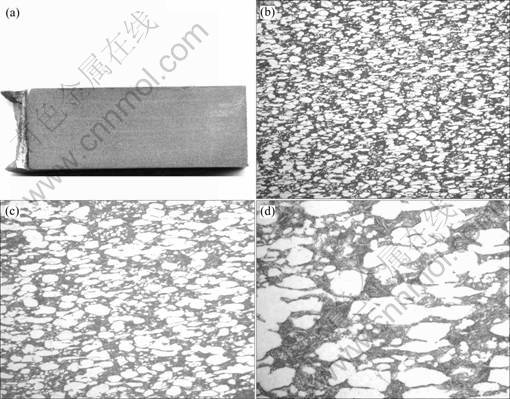
图6 TA15锻件金相组织
Fig.6 Macrostructure(a) and microstructures(b, c, d) of TA15 forging
陷。锻件的显微组织为均匀的等轴两相组织,无连续的原始β晶界。锻件低倍组织如图6(a)所示,高倍组织如图6(b)~(d)所示。
从TA15合金锻件的显微组织可以看出:由于锻造温度选择在α+β两相区,低于β转变温度,所以,组织中存在初生的α相,同时,在变形后的冷却过程中,由于α相在β相基体上呈现片状析出,形成α+β相的混合组织,这种组织一般称为β转变组织或转变了的β相。该组织具有综合性能好,特别是塑性和冲击韧性高的特点[3]。
2.2 锻件的力学性能
锻件退火状态下室温力学性能见表4。锻件退火状态下高温力学性能见表5。
从表4可以看到:TA15合金锻件具有良好的室温和高温性能,退火后,室温强度Rm可以达到1 010 MPa,500 ℃高温强度Rm可以达到690 MPa。可见:TA15合金在两相区锻造成型,能够获得均匀的等轴两相组织,在此状态下,TA15合金具有良好的塑性、断裂韧性和冲击韧性。
表4 锻件室温力学性能
Table 4 Mechanical properties of forging at room temperature

表5 锻件的高温力学性能
Table 5 Mechanical properties of forging at high temperature

3 结论
1) 通过设计合理的锻造成型模具,TA15合金螺栓在两相区成形可以获得组织均匀的等轴α+β转变组织,同时也具有良好的综合力学性能。
2) TA15合金在β相变点以下20~50 ℃的范围内是最理想的锻造成形温度,同时变形量要避免2%~12%的临界变形量,也不能超过85%的变形量,以避免晶粒粗大。
REFERENCES
[1] 张喜燕, 赵永庆, 白晨光. 钛合金及应用[M]. 北京: 化学工业出版社, 2005: 287-298.
ZHANG Xi-yan, ZHAO Yong-qing, BAI Chen-guang. Titanium alloys and the applications[M]. Beijing: Chemical Industry Press, 2005: 287-298.
[2] 赵树萍, 吕双坤, 郝文杰. 钛合金及其表面处理[M]. 哈尔滨: 哈尔滨工业大学出版社, 2003: 1-3.
ZHAO Shu-ping, L? Shuang-kun, HAO Wen-jie. Titanium alloys and surface treatment[M]. Harbin: Harbin Institute of Technology Press, 2003: 1-3.
[3] 杨洪涛, 何剑雄, 谭 勇, 王耀湘, 王淑云, 李惠曲, 计 晟. TA15钛合金环形锻件组织与性能的研究[J]. 锻压技术, 2005, 30(z1): 137-139.
YANG Hong-tao, HE Jian-xiong, TAN Yong, WANG Yao-xiang, WANG Shu-yun, LI Hui-qu, JI Sheng. Research on microstructure and properties of TA15 titanium alloy ring forging[J]. Forging & Stamping Technology, 2005, 30(z1): 137-139.
[4] 王 锋. TA15合金热变形组织和性能研究[D]. 合肥: 合肥工业大学材料学院, 2008: 18-20.
WANG Feng. Microstructure and properties of hot deformation of TA15 alloy[D]. Hefei: School of Materials Science and Engineering, Hefei University of Technology, 2008: 18-20.
[5] 王 斌. TA15钛合金等温锻造工艺参数优化研究[D]. 西安: 西北工业大学材料学院, 2006: 9.
WANG Bin. Study on optimization of isothermal forging process parameter of TA15 titanium alloy[D]. Xi’an: School of Materials Science and Engineering, Northwestern Polytechnical University, 2006: 9.
[6] 郭 侠, 轩军厂. ZY760 活塞杆头部模锻成型工艺研究[J]. 模具工业, 2009, 35(7): 54-58.
GUO Xia, XUAN Jun-chang. Research on the die-forging of ZY760 rod end of piston[J]. Die & Mould Industry, 2009, 35(7): 54-58.
(编辑 陈灿华)
通信作者:付利国;电话:0379-67256004;E-mail: fuliguo@hotmail.com

